K 5674:2019
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 2
6 見本品···························································································································· 3
7 試験方法························································································································· 3
7.1 サンプリング ················································································································ 3
7.2 試験用試料の検分及び調製 ······························································································ 3
7.3 試験の一般条件 ············································································································· 4
7.4 容器の中の状態 ············································································································· 4
7.5 低温安定性 ··················································································································· 4
7.6 塗装作業性 ··················································································································· 4
7.7 表面乾燥性 ··················································································································· 4
7.8 塗膜の外観 ··················································································································· 5
7.9 上塗り適合性 ················································································································ 5
7.10 耐屈曲性 ····················································································································· 5
7.11 付着安定性 ·················································································································· 6
7.12 サイクル腐食性 ············································································································ 7
7.13 加熱残分 ····················································································································· 8
7.14 塗膜中の鉛の定量 ········································································································· 8
7.15 塗膜中のクロムの定量 ··································································································· 8
7.16 防せい(錆)性 ············································································································ 8
7.17 塗膜からのホルムアルデヒド放散等級 ·············································································· 9
8 検査······························································································································· 9
9 表示······························································································································ 10
附属書A(規定)塗膜中の鉛の定量 ························································································ 11
附属書B(規定)塗膜中のクロムの定量··················································································· 13
附属書C(規定)フィルムアプリケータ塗装 ············································································ 16
附属書D(参考)鉛・クロムフリーさび止めペイントの試験に必要な試験板及び試験日数 ················· 17
K 5674:2019
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
塗料工業会(JPMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS K 5674:2008は改正され,この規格に置き換えられた。
なお,平成32年3月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS K 5674:2008を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5674:2019
鉛・クロムフリーさび止めペイント
Lead-free, Chromium-free anticorrosive paints
序文
この規格は,2003年に制定され,その後2回の改正を経て今日に至っている。前回の改正は2008年に
行われたが,その後の引用規格の一部廃止に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,一般的な環境下での鉄鋼製品及び鋼構造物などのさび止めに用いる塗料で,鉛フリー及び
クロムフリーのさび止め顔料を含む,鉛・クロムフリーさび止めペイントについて規定する。
注記 この規格は,環境対応で廃止された,各種鉛含有JISさび(錆)止めペイントの代替えとして
開発され,JIS K 5621よりも長期間にわたる屋外での防食性を求められている塗料である。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3303 ぶりき及びぶりき原板
JIS G 4401 炭素工具鋼鋼材
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS K 0121 原子吸光分析通則
JIS K 0557 用水・排水の試験に用いる水
JIS K 5500 塗料用語
JIS K 5516 合成樹脂調合ペイント
JIS K 5600-1-1 塗料一般試験方法−第1部:通則−第1節:試験一般(条件及び方法)
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調製
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
JIS K 5600-1-5 塗料一般試験方法−第1部:通則−第5節:試験板の塗装(はけ塗り)
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
JIS K 5600-1-8 塗料一般試験方法−第1部:通則−第8節:見本品
JIS K 5600-2-7 塗料一般試験方法−第2部:塗料の性状・安定性−第7節:貯蔵安定性
2
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5600-3-2 塗料一般試験方法−第3部:塗膜の形成機能−第2節:表面乾燥性(バロチニ法)
JIS K 5600-4-3 塗料一般試験方法−第4部:塗膜の視覚特性−第3節:色の目視比較
JIS K 5600-5-1 塗料一般試験方法−第5部:塗膜の機械的性質−第1節:耐屈曲性(円筒形マンドレ
ル法)
JIS K 5600-6-1 塗料一般試験方法−第6部:塗膜の化学的性質−第1節:耐液体性(一般的方法)
JIS K 5600-7-6 塗料一般試験方法−第7部:塗膜の長期耐久性−第6節:屋外暴露耐候性
JIS K 5600-7-7 塗料一般試験方法−第7部:塗膜の長期耐久性−第7節:促進耐候性及び促進耐光性
(キセノンランプ法)
JIS K 5600-7-9 塗料一般試験方法−第7部:塗膜の長期耐久性−第9節:サイクル腐食試験方法−塩
水噴霧/乾燥/湿潤
JIS K 5600-8-3 塗料一般試験方法−第8部:塗膜劣化の評価−第3節:さびの等級
JIS K 5601-1-1 塗料成分試験方法−第1部:通則−第1節:試験一般(条件及び方法)
JIS K 5601-1-2 塗料成分試験方法−第1部:通則−第2節:加熱残分
JIS K 5601-4-1 塗料成分試験方法−第4部:塗膜からの放散成分分析−第1節:ホルムアルデヒド放
散量の求め方
JIS K 5660 つや有合成樹脂エマルションペイント
JIS K 8180 塩酸(試薬)
JIS K 8247 過マンガン酸カリウム(試薬)
JIS K 8312 クロム酸カリウム(試薬)
JIS K 8563 硝酸鉛(II)(試薬)
JIS K 8951 硫酸(試薬)
JIS P 3801 ろ紙(化学分析用)
JIS R 3202 フロート板ガラス及び磨き板ガラス
JIS R 6253 耐水研磨紙
JIS S 6050 プラスチック字消し
JIS Z 1522 セロハン粘着テープ
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 5500による。
4
種類
種類は,次によって区分する。
a) 1種 有機溶剤を揮発成分とする液状・自然乾燥性のさび止め塗料。
b) 2種 水を主要な揮発成分とする液状・自然乾燥性のさび止め塗料。
5
品質
品質は,箇条7によって試験を行ったとき,表1に適合しなければならない。
なお,ホルムアルデヒド放散等級は,7.17によって試験し,表2のとおり区分する。
3
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−品質
項目
種類
試験
項目
番号
1種
2種
容器の中の状態
かき混ぜたとき,堅い塊がなく一様になる
7.4
低温安定性(−5 ℃)
−
変質しない
7.5
塗装作業性
支障がない
7.6
表面乾燥性
表面乾燥する
7.7
塗膜の外観
正常である
7.8
上塗り適合性
支障がない
7.9
耐屈曲性
折り曲げに耐える
7.10
付着安定性
剝がれを認めない
7.11
サイクル腐食性
膨れ,剝がれ及びさびがない
7.12
加熱残分(質量分率%)
75以上
50以上
7.13
塗膜中の鉛の定量(質量分率%)
0.06以下
7.14
塗膜中のクロムの定量(質量分率%
0.03以下
7.15
防せい(錆)性
防せい(錆)性をもつ
7.16
“−”:規定項目の試験を適用しないことを示す。
注記 記載項目の試験に必要な試験板の材質,寸法,枚数及び試験日数を附属書Dに示す。
表2−ホルムアルデヒド放散等級
ホルムアルデヒド放散
等級分類記号
F☆☆☆☆
F☆☆☆
F☆☆
−
放散量
0.12 mg/L以下
0.35 mg/L以下
1.8 mg/L以下
1.8 mg/Lを超える
“−”:ホルムアルデヒド放散等級を規定しないことを示す。また,7.17の試験を行わないものは,これと同
じとみなす。
6
見本品
見本品は,JIS K 5600-1-8に規定する見本品の区分によって,表3のとおりとする。
表3−見本品
試験項目
観察項目
見本品の区分
形態
設定方式
品質水準
塗膜の外観
色及びつや
塗膜見本又は
塗料見本
社内見本品
中心見本品
色むら,つやむら,
はけ目,流れ及びしわ
限度見本品
防せい(錆)性
塗面のさび及び下地のさび
7
試験方法
7.1
サンプリング
サンプリングは,JIS K 5600-1-2による。
7.2
試験用試料の検分及び調製
試験用試料の検分及び調製は,JIS K 5600-1-3によるほか,次による。
a) かくはん(攪拌)して均一の液体とする。
b) 必要なとき,製造業者の指定するうすめ液を用いて,はけ塗りの場合15 %(質量比)以下,吹付け塗
4
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
りの場合30 %(質量比)以下でうすめてもよい。
7.3
試験の一般条件
試験の一般条件は,JIS K 5600-1-1,JIS K 5600-1-6及びJIS K 5601-1-1によるほか,次による。
a) 試験の場所 試験の場所は,次による。
1) 養生及び試験を行う場所は,他に規定のない場合は,JIS K 5600-1-6の4.1[標準条件(可能な場合
常に使用するべき条件)]に規定する条件[温度23±2 ℃,相対湿度(50±5) %]で,直射日光
を受けず,ガス,蒸気,ほこりなどの影響がなく,通風の少ない室内とする(以下,標準状態とい
う。)。
2) 目視観察のときの光源は,JIS K 5600-4-3の5.2(自然昼光照明)の拡散昼光による。ただし,JIS K
5600-4-3の5.3(色観察ブースの人工照明)に規定する色観察ブースを用いてもよい。
b) 試験板の作製 試験板は,他に規定のない場合は,JIS G 3141に規定するSPCC-SBの鋼板を用い,JIS
K 5600-1-4の5.1.5(研磨による調整)によって調整をした鋼板とする。
なお,研磨に用いる耐水研磨紙は,JIS R 6253に規定するP280とする。
c) 試料の塗り方 試料の塗り方は,他に規定のない場合は,はけ塗りとし,JIS K 5600-1-5によって,1
回ごとの塗付け量が,乾燥膜厚で30 μm〜40 μmになるように塗る。塗膜の厚さは,JIS K 5600-1-7に
よって測定し,7日間乾燥後の厚さが,規定の範囲に入るようにする。
なお,はけ塗りに用いるはけの種類は,JIS K 5600-1-5の3.1(はけ)又は附属書A[試験板の塗装
(はけ塗り)]による。
d) 乾燥方法 乾燥方法は,他に規定のない場合は,標準状態で乾燥する。
なお,塗り終わった試験片の保持は,JIS K 5600-1-1の表1(塗るときの環境条件・塗り方と試験板
の固定・保持)による。
7.4
容器の中の状態
容器の中の状態の試験は,JIS K 5600-1-1の4.1.2 a)(液状塗料の場合)による。
7.5
低温安定性
低温安定性の試験は,2種に適用し,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,500 mm×200 mm×0.8 mmとする。
b) 試験方法 JIS K 5600-2-7の4.(低温安定性)による。
c) 評価及び判定 b) によって試験した試料の容器をあけ,試料をかくはん(攪拌)して,均一になるか
どうかを調べる。均一になった試料を用いて試験板に,7.3 c)によって1回塗り付けて塗装作業性を調
べる。7.3 d)によって48時間乾燥後塗膜の外観を調べる。判定は,試料をかくはん(攪拌)したとき
均一になり,塗装作業性に支障がなく,さらに,乾燥した塗膜の外観に異常がないとき,“変質しな
い”とする。
7.6
塗装作業性
塗装作業性の試験は,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,500 mm×200 mm×0.8 mmとする。
b) 試験方法 試験方法は,試料を7.3 c)によって試験板の片面に1回塗る。
c) 評価及び判定 はけ塗り作業に特に困難を感じないとき,“支障がない”とする。
なお,“支障がない”と判定された試験片は7.8の試験に用いる。
7.7
表面乾燥性
表面乾燥性の試験は,次による。
5
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験板 試験板は,JIS R 3202に規定するフロート板ガラス又は磨き板ガラスを用い,JIS K 5600-1-4
の5.5.2(溶剤洗浄による調整)によって調整をしたガラス板とする。寸法は,200 mm×100 mm×2 mm
とする。
b) 試験片の作製 試験片の作製は,附属書Cに規定する隙間100 μmのフィルムアプリケータを用いて,
試料をうすめずに塗り付ける。
c) 試験方法 試験方法は,JIS K 5600-3-2による。ただし,乾燥時間を8時間とする。
d) 評価及び判定 規定乾燥時間の直前に試験を開始した結果,規定時間までに表面乾燥の状態となると
判定された場合,“表面乾燥する”とする。
7.8
塗膜の外観
塗膜の外観の試験は,次による。
a) 試験片 試験片は,7.6の試験によって“支障がない”と判定された試験片を用いる。
b) 試験方法 試験方法は,JIS K 5600-1-1の4.4(塗膜の外観)による。試験片を7.3 d)によって48時間
乾燥する。
c) 評価及び判定 評価は,拡散昼光の下で目視によって観察し,試験片の塗膜の色及びつやが,見本品
に比べて差異が少なく,また,色むら,つやむら,はけ目,流れ及びしわの程度が見本品に比べて差
異が大きくなく,更に2種の場合は,フラッシュさびがないとき,“正常である”とする。
なお,見本品は,表3に規定する塗膜見本,社内見本品で中心見本品とする。
7.9
上塗り適合性
上塗り適合性の試験は,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,200 mm×100 mm×0.8 mmとする。ただし,
2種の原状試験片に用いる試験板は,JIS G 3303に規定する,電気めっきぶりき板SPTE5.6/5.6/T-2と
する。寸法は,200 mm×100 mm×0.3 mmとする。
b) 試験片の作製 試験板1枚の片面に試料を7.3 c)の方法で1回塗り,48時間乾燥後,上塗り塗料をは
けで1回塗り重ねて48時間乾燥したものを試験片とする。上塗り塗料は,乾燥膜厚で20 μm〜30 μm
になるように塗る。上塗りに用いる塗料として1種の場合は,JIS K 5516に規定する合成樹脂調合ペ
イント1種白を用いる。2種の場合は,JIS K 5660に規定するつや有合成樹脂エマルションペイント
白を用いる。同時に1種の場合,別の試験板に同じ上塗り塗料だけを同じ方法で塗装した後,48時間
乾燥したものを原状試験片とする。2種の場合,a)で規定している試験板(電気めっきぶりき板
SPTE5.6/5.6/T-2)に,同じ上塗り塗料だけを同じ方法で塗装した後,48時間乾燥したものを原状試験
片とする。
c) 評価及び判定 評価は,試験片を拡散昼光の下で目視によって観察する。判定は,試験片の作製で上
塗り塗料を塗り重ねたとき,塗装作業に支障がなく,試験片の上塗り塗膜に,はじき,割れ,穴,膨
れ及び剝がれを認めず,原状試験片に比べて,つやの差異,粘着及びしわの程度が大きくないとき,
更に2種の場合は,フラッシュさびがないとき,“支障がない”とする。ただし,試験片の周囲の幅
10 mm以内は観察の対象外とする。
7.10 耐屈曲性
耐屈曲性の試験は,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,150 mm×50 mm×0.3 mmとする。
b) 試験片の作製 試験板の片面に試料を7.3 c)の方法で1回塗って24時間乾燥後,120±2 ℃に保った
恒温器で1時間加熱し,取り出して標準状態で1時間置いたものを試験片とする。
6
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片は2枚作製する。
c) 試験方法 試験方法は,JIS K 5600-5-1による。タイプ1の試験装置を用い,試験片を直径6 mmのマ
ンドレルの周りに沿って折り曲げる。
d) 評価及び判定 評価は,目視によって観察を行い,試験片2枚について,塗膜に割れ及び素地からの
剝がれを認めないとき,“折り曲げに耐える”とする。
7.11 付着安定性
付着安定性の試験は,次による。
a) 装置及び材料 装置及び材料は,次による。
1) 促進耐候性試験機は,JIS K 5600-7-7による。
2) ろ紙は,JIS P 3801に規定する化学分析用のもの,又は同等品とする。
3) セロハン粘着テープは,JIS Z 1522に規定する幅18 mmのもの,又は同等品とする。
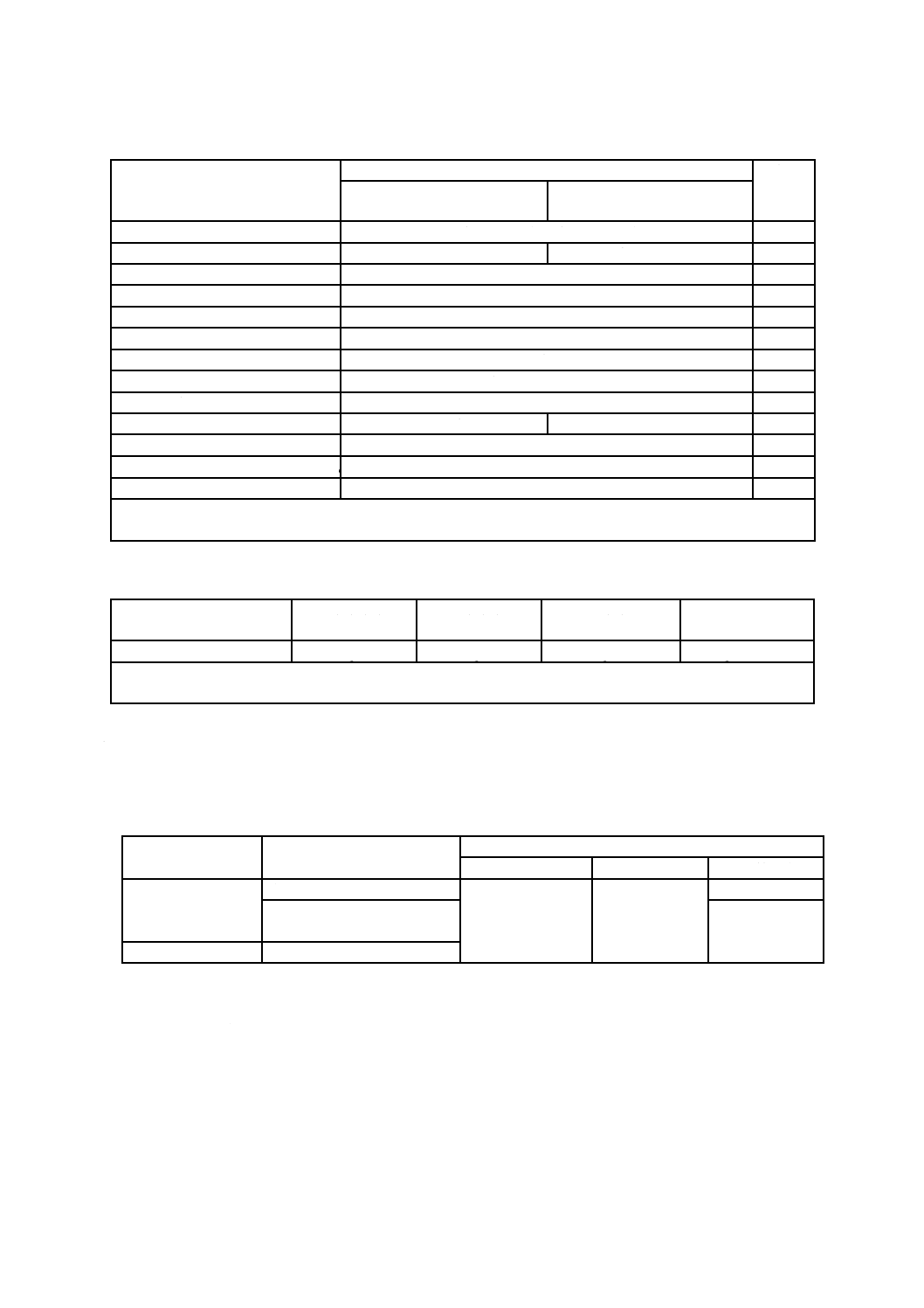
4) カッタナイフは,図1に示す形状及び寸法のもので,JIS G 4401に規定するSK120,又は同等品で,
折取線から折り取って新しい刃先を出し,適切なホルダーに取り付け,手に持って用いるようにし
たものとする。
5) プラスチック字消しは,JIS S 6050に規定するもの,又は同等品とする。
単位 mm
図1−カッタナイフの刃の例
b) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,150 mm×70 mm×0.8 mmとする。
c) 試験片の作製 試験片の作製は,次による。
1) 試験板に試料を7.3 c)に規定する方法で1回塗り付ける。標準状態で24時間乾燥後,1回目と同様
の方法で2回目を塗り重ねる。試験片の周辺約5 mm及び裏面を,同じ塗料にて塗り包む。又は,
防食用ビニルテープを用いてシールしてもよい。24時間乾燥させた後,JIS K 5600-7-7に規定する
促進耐候性試験装置(方法1 促進耐候性)を用いて,JIS K 5600-7-7の表3(試験片ぬれサイクル)
のサイクルAの条件で60時間照射する。
2) 1)で得られた試験片に,1種では,JIS K 5516に規定する合成樹脂調合ペイント1種白を,2種では,
JIS K 5660に規定するつや有合成樹脂エマルションペイント白を,乾燥膜厚が20 μm〜30 μmにな
るようにはけで塗り付ける。16時間乾燥させた後,再び1)と同じ条件で,促進耐候性試験装置を用
いて60時間照射する。
3) 2)で得られた試験片を,JIS K 5600-6-1の箇条7[方法1(浸せき法)]によって23±1 ℃の水に24
7
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
時間浸せき(漬)した後,取り出して表面の水をJIS P 3801に規定するろ紙(化学分析用)で拭き
取り,JIS K 5600-1-1の3.1.1に規定の一般状態で1種は30分間乾燥したものを,2種は24時間乾
燥したものを試験片とする。
試験片は2枚作製する。
d) 試験方法 試験方法は,次による。
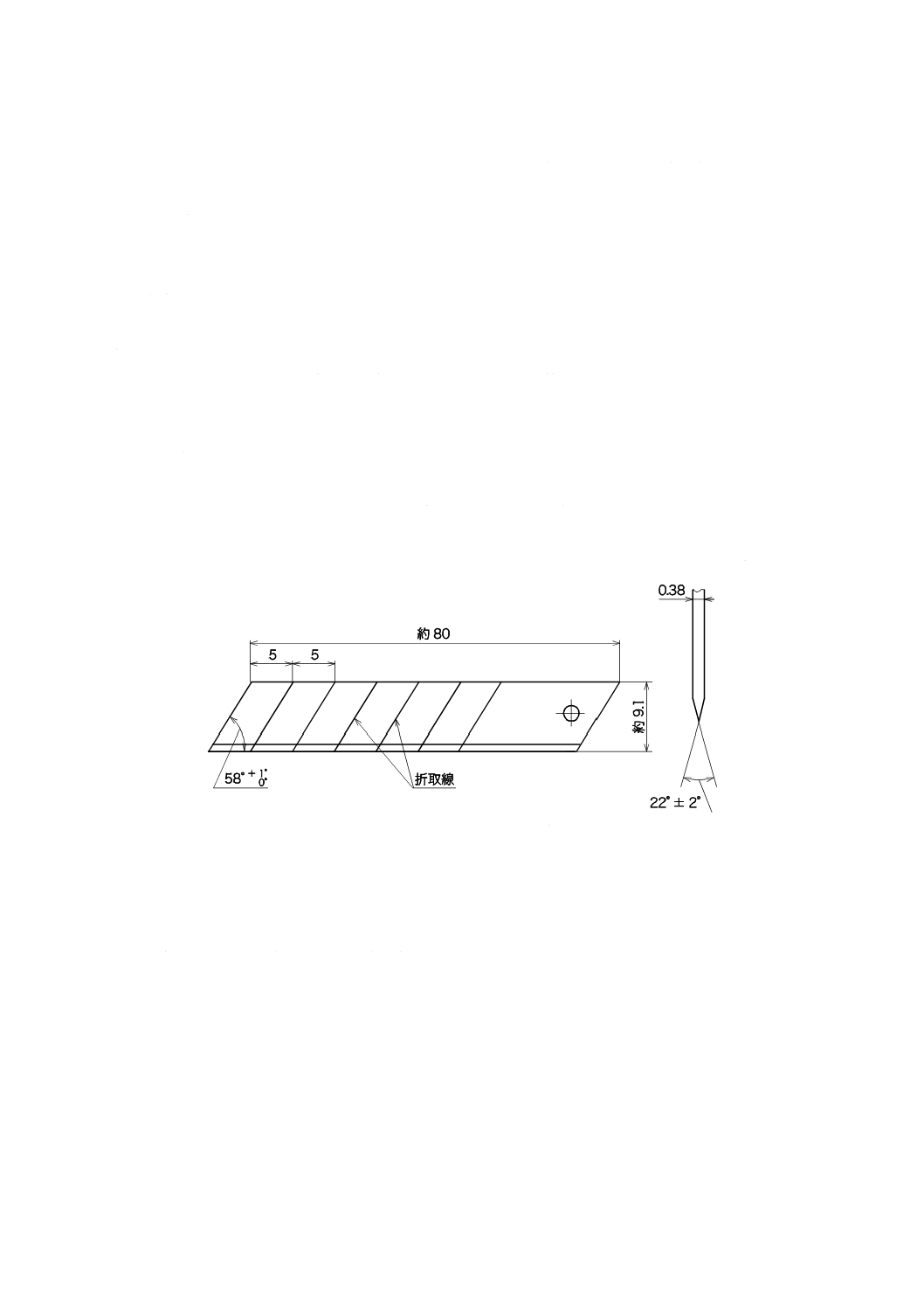
1) 試験片2枚について,試験片の中央にカッタナイフを用いて,互いに約30度の角度で交わり素地に
達する長さ40 mmの切りきずを図2のように付ける。切りきずを付けるにはスチール製の定規など
を用いて,カッタナイフの刃先を塗面に対して35〜45度の範囲で一定の角度に保ち,約0.5秒間か
けて等速で引く。
2) 交差する2本の切りきずの上から,図2のように接着部分の長さが約50 mmになるようにセロハン
粘着テープを貼り付け,セロハン粘着テープの接着部分の全面を,プラスチック字消しで均等にこ
すり,気泡があるときはプラスチック字消しで気泡を潰すようにこすって塗膜にセロハン粘着テー
プを完全に付着させる。
3) セロハン粘着テープを付着させてから90±30秒の間に,セロハン粘着テープの一方の端をもって図
3のように塗面に直角に保ち,瞬間的に引き剝がす。
e) 評価及び判定 試験片2枚の双方に,切りきずに沿って幅1 mm以上の下塗りと上塗りとの塗膜間の
剝がれを認めないとき,“剝がれを認めない”とする。
図2−テープの貼り付け方
図3−テープを剝がす方向
7.12 サイクル腐食性
サイクル腐食性の試験は,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,150 mm×70 mm×0.8 mmとする。
b) 試験片の作製 試験板に試料を乾燥膜厚が30 μm〜40 μmになるように7.3 c)によって1回塗り付けて
24時間乾燥する。試験片の裏面及び周辺約5 mmを同じ塗料で塗り包み,6日間乾燥後,7.11 c) 1)と
同じ条件で,促進耐候性試験装置によって60時間照射したものを試験片とする。
試験片は,3枚作製する。
c) 試験方法 試験方法は,次による。
1) 切り込みきずの付け方は,JIS K 5600-7-9の7.5(切り込みきずの付け方)のa)による(図4参照)。
8
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−交差線のきずの付け方
2) JIS K 5600-7-9に規定するサイクル腐食試験装置に試験片を取り付け,JIS K 5600-7-9の附属書1(サ
イクルD)の条件で36サイクルの試験を行った後,試験片を取り出して流水で洗い,JIS K 5600-1-1
の3.1.1に規定する一般状態で2時間乾燥後,塗膜を調べる。
d) 評価及び判定 評価は,目視によって,塗膜の膨れ,剝がれ及びさびの有無を観察する。このとき,
試験片の周辺10 mm以内及び塗膜に付けたきずの両側それぞれ2 mm以内の塗膜は,評価の対象から
外し,さび汁による汚れも評価の対象外とする。
判定は,試験片3枚のうち2枚の塗膜に,膨れ,剝がれ及びさびを認めないとき,“膨れ,剝がれ及
びさびがない”とする。
7.13 加熱残分
加熱残分の試験は,JIS K 5601-1-2による。ただし,試験条件は,加熱温度105±2 ℃,加熱時間1時間
とする。
7.14 塗膜中の鉛の定量
塗膜中の鉛の定量は,附属書Aによる。
7.15 塗膜中のクロムの定量
塗膜中のクロムの定量は,附属書Bによる。
7.16 防せい(錆)性
防せい(錆)性の試験は,次による。
a) 試験板 試験板は,7.3 b)に規定する鋼板とし,寸法は,300 mm×150 mm×1 mmとする。試験板は,
6枚作製する。
b) 試験片の作製 試験片の枚数は,試料用及び見本品用それぞれ3枚とする。試料及び見本品の塗り方
は,吹付け塗り(エアスプレー塗り)1回で乾燥膜厚30 µm〜40 µmになるように,又は,はけ塗り2
回で乾燥膜厚30 µm〜40 µmになるように塗り付ける。はけ塗りの場合の塗り重ね間隔は24時間とす
る。塗装後,48時間〜96時間の間に,1種の場合は,JIS K 5516に規定する合成樹脂調合ペイント2
種中塗り用の白を,乾燥膜厚が20 μm〜30 μmになるように吹付け塗りで塗装し,さらに,24時間乾
燥した後に,JIS K 5516に規定する合成樹脂調合ペイント2種上塗り用の灰色(明度6〜7)を,吹付
け塗りで同様に塗り重ねたものを1種の試料及び見本品の試験片とする。2種の場合は,JIS K 5660
に規定するつや有合成樹脂エマルションペイントの白を,乾燥膜厚が20 μm〜30 μmになるように吹
付け塗りで塗装し,さらに,24時間乾燥した後,JIS K 5660に規定するつや有合成樹脂エマルション
ペイントの灰色(明度6〜7)を,吹付け塗りで重ね塗りしたものを2種の試料及び見本品の試験片と
する。塗り終わってから,JIS K 5600-1-1の3.1.1に規定の一般状態で7日〜14日間乾燥後,試験を開
9
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
始する。
c) 試験片の裏面及び周辺の処理 試料試験片の場合は,1種又は2種の試料を,見本品試験片の場合は1
種又は2種の塗料見本を用いて,その裏面及び周囲約5 mmを試験に影響がないように,24時間間隔
で2回以上塗り包んでおく。
d) 試験の開始・期間 試験の開始・期間は,次による。
1) 試験の開始は,4月又は10月とする。この時期以外に試験を開始する必要が生じた場合には,4月
又は10月以外に試験を開始することができる。
2) 試験の期間は,24か月とする。
e) 試験方法 試験方法は,JIS K 5600-7-6の屋外暴露による。ただし,試験片の暴露の角度は,水平に
対して30度の角度を保つ。
f)
評価 屋外暴露を終了した試験片の塗面について,さびの有無を観察し,更に試験片を適切な溶剤(例
えば,キシレンなど)に浸して塗膜を全部剝がし,試験板素地のさびの発生状態をJIS K 5600-8-3に
よって評価する。同時に同様に処理した見本品試験片と試料試験片とを比較する。ただし,試験片の
周辺からそれぞれ10 mm以内は評価の対象外とする。
g) 判定 判定は,試験の期間が24か月に達したとき,3枚のうち2枚の試験片の塗面にさびがなく,塗
膜を剝がした場合,さびの程度が見本品試験片に比べて大きくないとき,“防せい(錆)性をもつ”と
する。
h) 試験の実施及び管理 試験の実施及び管理は,JIS K 5600-7-6の附属書1(耐候試験の実施及び管理)
による。ただし,塗料製造業者による試験の実施及び公的試験機関への試験の委託は,製品の過去に
おける成績と使用実績とに基づいて適切な時期を選んで行うが,少なくとも3年間に1回以上,製品
を公的機関に送って試験を委託する。記録の保存期間は,5年間とする。
なお,見本品は,表3に規定する塗料見本とする。
7.17 塗膜からのホルムアルデヒド放散等級
塗膜からのホルムアルデヒドの放散等級は,JIS K 5601-4-1の箇条5(デシケータ法)によるほか,次に
よる。
a) 試験板 試験板は,JIS R 3202に規定するフロート板ガラス又は磨き板ガラスとし,JIS K 5600-1-4
の5.5.2(溶剤洗浄による調整)によって調整したガラス板,又はJIS H 4000に規定するアルミニウム
板で,JIS K 5600-1-4の5.4.2(溶剤洗浄による調整)によって調整したアルミニウム板とする。寸法
は,JIS K 5601-4-1の5.5.2(試験板の寸法及び枚数)によって,長さ150±1 mm,幅150±1 mmとす
る。試験板の枚数は,2枚二組とする。
b) 試験片の作製 試験片は4枚作製する。はけ塗り1回塗りで,乾燥膜厚が30 μm〜40 μmになるよう
に塗り付けたものを試験片とする。
c) 養生時間 養生時間は,7日間とする。
8
検査
検査は,箇条7によって試験したとき,表1の品質及び表2に適合しなければならない。形式検査は,
表1の全項目及び表2とし,受渡検査の項目は,受渡当事者間の協定とする。ただし,防せい(錆)性は,
形式検査だけとし,過去に生産された製品についてJIS K 5600-7-6の附属書1(耐候試験の実施及び管理)
によって品質の長期管理が行われ,その防せい(錆)性試験の成績が適切であるときは,現在の製品が適
合するものとする。
10
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
表示
鉛・クロムフリーさび止めペイントの容器には,容易に消えない方法で,次の事項を表示する。
a) この規格の番号及び規格の名称
b) 種類
c) 正味質量又は正味容量
d) 製造業者名又はその略号
e) 製造年月又はその略号
f)
製造番号又はロット番号
g) ホルムアルデヒド放散等級分類記号(表2のF☆☆☆☆〜F☆☆に該当するものに適用する。)
11
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
塗膜中の鉛の定量
A.1
要旨
塗料の揮発成分を除いた後,475 ℃〜500 ℃で有機物を灰化し,塩酸に溶解抽出後,アセチレン・空気
フレーム中に噴霧し,鉛による原子吸光を波長283.3 nmで測定し,分解液中の鉛を定量し,塗膜中の鉛分
に換算する。
A.2
試薬
試薬は,次による。
a) 市販の塩基性炭酸マグネシウム。
b) 塩酸(5 mol/L)は,JIS K 8180に規定する塩酸(特級又は微量金属分析用)を水によって,5 mol/L
に調製したもの。
c) 鉛標準液(Pb:0.1 mg/mL)は,JIS K 8563に規定する硝酸鉛(II)0.160 gをとり,硝酸(1+1)20 mL
及び適量の水で溶かし,1 000 mLの全量フラスコに移し入れ,水を標線まで加えて調製する。又は,
国家標準にトレーサブルな標準液(計量標準供給制度に基づき供給されているJCSS[Japan Calibration
Service System]のロゴ付き証明書を付したもの)若しくは,このような標準液がない場合には,一般
的な市販の標準液を用いる。
d) 試験に用いる水は,JIS K 0557に規定する種別A2以上の品質のものとする。
A.3
器具
器具は,次による。
a) 磁性るつぼ
b) マッフル炉は,475 ℃〜500 ℃に保てるもの。
A.4
装置
装置は,次による。
a) フレーム原子吸光分析装置 JIS K 0121に規定するフレーム原子吸光分析装置。
b) 鉛中空陰極ランプ
A.5
試験方法
試験方法は,次による。
a) 塗料の分解 7.2の調製によって,よくかくはん(攪拌)した塗料約5 gを,質量既知の磁性るつぼに,
精度0.1 mgまで正確にはかりとり,緩やかに加熱して,揮発成分を除く。るつぼ中の内容物を,2 g
塩基性炭酸マグネシウムで覆い,マッフル炉に入れて徐々に加熱して約350 ℃で10分間以上保つ。
さらに,炉の温度を上げ,475 ℃〜500 ℃で60分間以上保ち,有機物が完全に灰化するまで加熱する。
高温では鉛が蒸発しロスになるので,500 ℃以上にしてはならない。加熱時間は2時間を超えてはな
らない。
12
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試料液の調製 上記a)の操作によって得られたるつぼと灰は冷却後,300 mLのビーカーに入れ,塩酸
(5 mol/L)100 mLを加え,約15分間穏やかに煮沸し,更に15分間その状態を保つ。液が熱いうち
に250 mLのビーカー中にJIS P 3801に規定する5種Cのろ紙を用いてろ過し,ろ紙及び沈殿残さ(渣)
を熱水で洗い,ろ液と洗浄液とを合わせる。冷却後,250 mLの全量フラスコに移し,標線まで水を加
えてよくかき混ぜる。この液からメスシリンダーを用いて20 mLを100 mLの全量フラスコに分取し,
標線まで水を加えた液を試料液とする。
c) 吸光度の測定 吸光度の測定は,フレーム原子吸光分析装置を用い,上記b)の操作で得られた試料液
を,アセチレン・空気フレーム中に噴霧し,波長283.3 nmの指示値を読み取る。空試験として試料と
同様の操作を行い,試料について得た指示値を補正する。検量線から鉛の量を求め,試料中の鉛の濃
度を算出し,塗膜中の鉛に換算する。
d) 検量線の作成 鉛標準液(Pb:0.1 mg/mL)0 mL〜10 mLを各々全量フラスコ200 mLに段階的にとり,
試料と同じ条件になるように酸を加えた後,水を標線まで加える。この溶液について上記c)の操作を
行って鉛(Pb)の濃度と表示値との関係を線図(検量線)にする。検量線の作成は,試料測定時に行
う。
A.6
計算
A.5 d)で作成した検量線から試料中の鉛(Pb)の濃度を求め,塗膜中の鉛(質量分率%)は,塗料の加熱
残分中の鉛(質量分率%)とみなし,次の式によって算出する。加熱残分は,7.13による。
W
C
B
A
×
×
=
12.5
ここに,
A: 塗膜中の鉛(質量分率%)
B: 検量線から求めた試料中の鉛の濃度(mg/L)
C: 加熱残分(質量分率%)
W: 塗料の質量(g)
A.5のa)〜c)の操作を少なくとも2回繰り返し,その結果の誤差が10 %以内のとき,その平均値をAの
値とする。
13
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
塗膜中のクロムの定量
B.1
要旨
塗料の揮発成分を除いた後,475 ℃〜500 ℃で有機物を灰化し1),過マンガン酸カリウムと硫酸溶液とか
ら成る酸化用溶液で分解溶解後希釈して,アセチレン・空気フレーム中に噴霧し,クロムによる原子吸光
を波長357.9 nmで測定し,分解液中のクロムを定量し,塗膜中のクロム分に換算する。
注1)
500 ℃を超える温度での灰化はクロムの揮散ロスにつながる。
B.2
試薬
試薬は,次による。
a) 過マンガン酸カリウムは,JIS K 8247に規定するもの。
b) 硫酸は,JIS K 8951に規定するもの。
c) クロム標準液(Cr:0.01 mg/mL)は,JIS K 8312に規定するクロム酸カリウム3.735 gをとり,水100
mLに溶解した後,1 000 mLの全量フラスコに移し入れ,水を標線まで加えて調製し,更にこの液10
mLを全量ピペットで正確に分取し,1 000 mL全量フラスコ中に移し入れ標線まで水を加えて調製す
る。又は,国家標準にトレーサブルな標準液(計量標準供給制度に基づき供給されているJCSS[Japan
Calibration Service System]のロゴ付き証明書を付したもの)若しくは,このような標準液がない場合
には,一般的な市販の標準液を用いる。
d) 試験に用いる水は,JIS K 0557に規定する種別A2以上の品質のもの。
e) 酸化用溶液は,過マンガン酸カリウム0.2 gを100 mLの硫酸(1+1)に完全に溶解したもの。
f)
還元用溶液は,市販のヒドロキシルアミン塩酸塩1 gを水100 mLに溶解したもの。
B.3
器具
器具は,次による。
a) 磁性るつぼ
b) マッフル炉は,475 ℃〜500 ℃に保てるもの。
c) 酸分解用カップは,酸分解用ポリテトラフルオロエチレン−ライニングカップ蓋付き,50 mL〜100 mL
のもの。
d) 空気循環式乾燥器は,温度を105 ℃に調整できるもの。
e) ベンチレーター(換気装置)
B.4
装置
装置は,次による。
a) フレーム原子吸光分析装置 JIS K 0121に規定するフレーム原子吸光分析装置。
b) クロム中空陰極ランプ
14
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.5
試験方法
試験方法は,次による。
a) 塗料の分解 7.2の調製によって,よくかくはん(攪拌)した塗料約5 gを質量既知の磁性るつぼに精
度0.1 mgまで正確にはかりとり,空気循環式乾燥器で105 ℃で1時間以上加熱して,質量が一定に
なるまで揮発成分を除く。その後,マッフル炉に入れて徐々に加熱して約350 ℃で10分間以上保つ。
さらに,炉の温度を上げ,475 ℃〜500 ℃で60分間以上保ち,有機物が完全に灰化するまで加熱する。
高温ではクロムが揮散してロスとなるので,500 ℃以上にしてはならない。加熱時間は2時間を超え
てはならない。
b) 試料液の調製 上記a)の操作によって得られたるつぼと灰は冷却後,精ひょう(秤)して全灰分量を
計算する。その後灰分は清浄で乾燥した乳鉢に移し,均一な微粉に砕く。この灰分を0.02 g〜0.2 gの
間で0.1 mgの精度で酸分解用カップに直接分取し,酸化用溶液10 mLを全量ピペットでカップにはか
り込み,ゆっくりと振動させて灰分を液になじませる。その後,容器に蓋をして105 ℃の空気循環式
乾燥器中で1.5時間保持した後,容器を取り出してゆっくりと室温に冷ます。容器冷却後ベンチレー
ター中で慎重に開封する。余剰の過マンガン酸が認められないとき(暗褐色が消える。)は,灰分の量
を少なくして,再度操作を繰り返す。酸化が完了した溶液を,50 mLビーカー中にJIS P 3801に規定
する5種Cのろ紙を用いてろ過し,最後にろ紙及び沈殿残さ(渣)を水で十分に洗浄ろ過する。その
後,ろ液にヒドロキシルアミン塩酸塩溶液を,過マンガン酸の色が消えるまで滴下した後,100 mL全
量フラスコに全量を移し,少量の水でビーカーを洗浄し,洗浄液の全量を全量フラスコに移す。その
後,全量フラスコの標線まで水を加えて試料液とする。
c) 吸光度の測定 吸光度の測定は,フレーム原子吸光分析装置を用い,上記b)の操作で得られた試料液
を,アセチレン・空気フレーム中に噴霧し,波長357.9 nmの指示値を読み取る。空試験として試料と
同様の操作を行い,試料について得た指示値を補正する。検量線からクロムの量を求め,試料中のク
ロムの濃度を算出し,塗膜中のクロムに換算する。
d) 検量線の作成 クロム標準液(Cr:0.01 mg/mL)0 mL〜10 mLを各々100 mL全量フラスコに段階的に
とり,試料と同じ条件になるように酸を加えた後,水を標線まで加える。この溶液について,上記c)
の操作を行ってクロム(Cr)の濃度と表示値との関係を線図(検量線)にする。検量線の作成は,試
料測定時に行う。
B.6
計算
B.5 d)で作成した検量線から試料中のクロム(Cr)の濃度を求め,塗膜中のクロム(質量分率%)は,塗
料の加熱残分中のクロム(質量分率%)とみなし,次の式によって算出する。加熱残分は,7.13による。
100
000
1
/
100
/
1.0
0
×
×
×
×
×
=
E
E
C
W
B
A
ここに,
A: 塗膜中のクロム(質量分率%)
B: 検量線から求めた試料中のクロムの濃度(mg/L)
C: 加熱残分(質量分率%)
E0: 全灰分量(g)
E: 酸分解に供する分取灰分量(g)
W: 塗料の質量(g)
0.1: 調整した試料の量(L)
B.5のa)〜c)の操作を少なくとも2回繰り返し,その結果の誤差が10 %以内のとき,その平均値をAの
15
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値とする。
16
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
フィルムアプリケータ塗装
C.1
器具
フィルムアプリケータの形状及び隙間の寸法は,表C.1による。
C.2
厚さの測定
塗料層及び塗膜の厚さの測定は,JIS K 5600-1-7による。
C.3
フィルムアプリケータの選択
フィルムアプリケータは,各箇条に規定したものを用いる。
C.4
試料の塗り方
試料の塗り方は,次による。
a) 試験板の長辺を縦に,短辺を横にして水平面に固定する。
b) 試験板の先方の短辺付近の位置に,短辺に平行にフィルムアプリケータを置き,そのすぐ手前の試験
板の上に試料を広げる。
c) フィルムアプリケータの両端を両手の指でつまみ,試験板にフィルムアプリケータを押し付けながら,
150 mmを約1秒間の速さで手前に一気に引く。
d) 試料を塗り終わった後,試験板の塗面を上向きにして水平に置く。
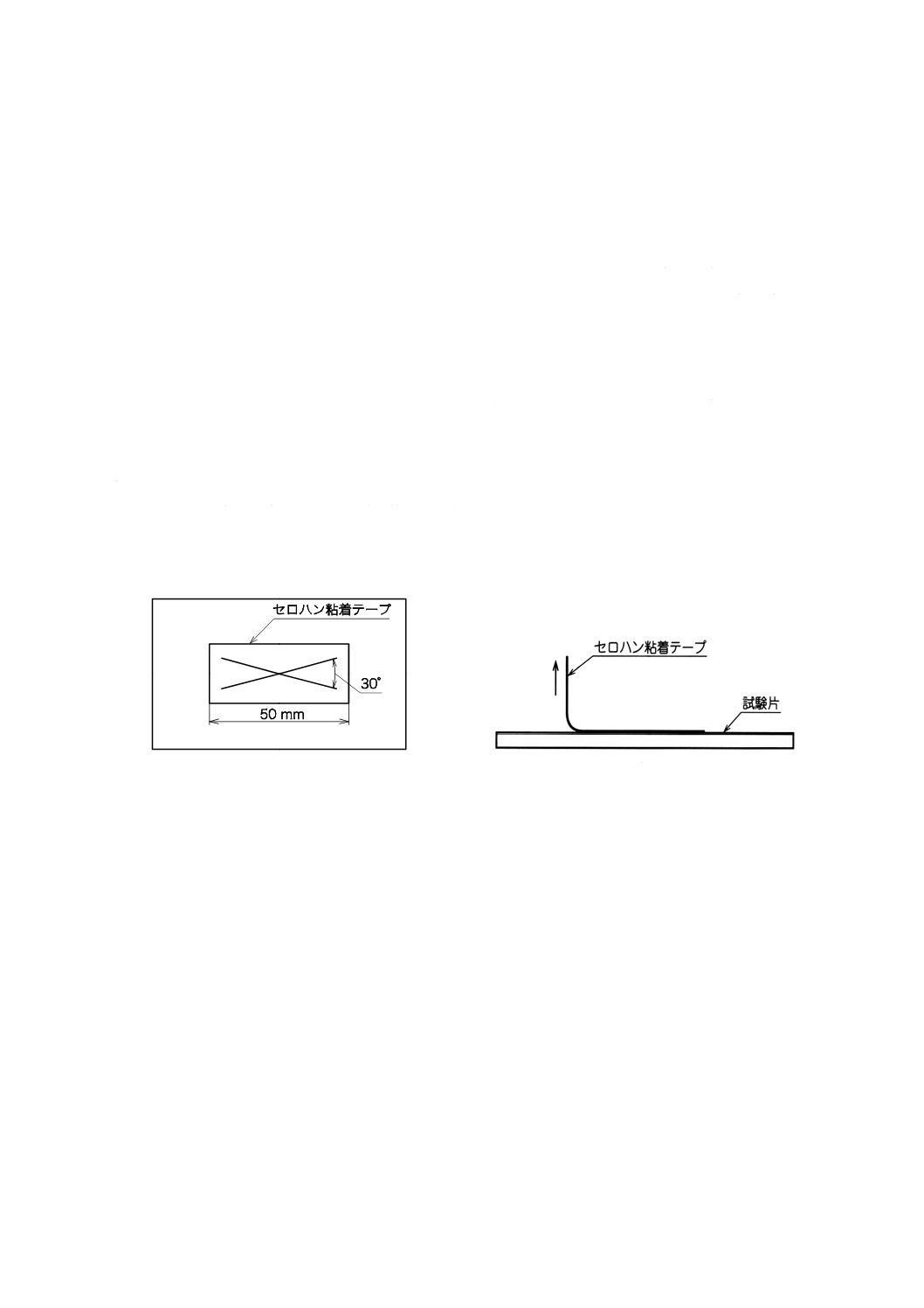
表C.1−フィルムアプリケータの形状及び隙間の寸法
単位 µm
隙間
75
100
125
150
200
250
500
許容差
±2
±3
±3
±4
±4
±5
±5
単位 mm
A形
B形
h:隙間
17
K 5674:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
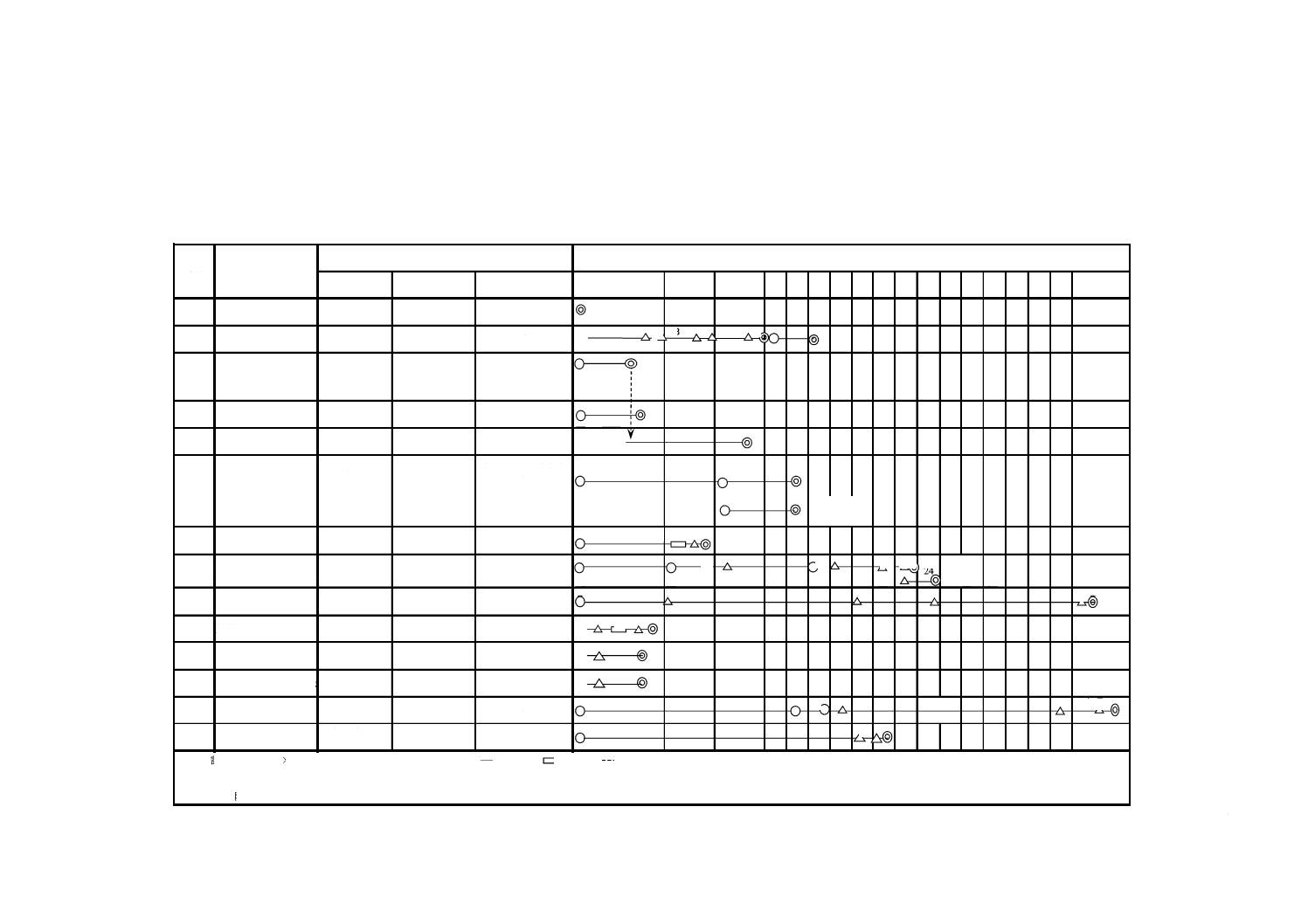
附属書D
(参考)
鉛・クロムフリーさび止めペイントの試験に必要な試験板及び試験日数
表D.1−鉛・クロムフリーさび止めペイントの試験に必要な試験板及び試験日数
材質
寸法(mm)
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18以上
7.4
容器の中の状態
−
−
7.5
低温安定性
鋼鈑
500×200×0.8
X
18
6 18 6
18 6
48
7.6
塗装作業性
鋼鈑
500×200×0.8
7.7
表面乾燥性
ガラス板
200×100×2
8
7.8
塗膜の外観
−
−
48
鋼板
200×100×0.8
48
48
ぶりき板
200×100×0.3
48
(原状試験片)
7.10
耐屈曲性
鋼板
150×50×0.3
24 1 1
7.11
付着安定性
鋼板
150×70×0.8
24
24
60
16
60
24 0.524
(2種)
7.12
サイクル腐食性
鋼板
150×70×0.8
24
144
60
216
2
7.13
加熱残分
−
−
×
11
7.14
塗料中の鉛の定量
−
−
×
7.15
塗料中のクロムの定量
−
−
×
7.16
防せい(錆)性
鋼板
300×150×1
48〜96
24
7〜14日
24か月
7.17
塗膜からのホルム
アルデヒド放散等級
ガラス板又は
アルミニウム板
150×150×1
168
24
注記1 記号の説明 ×:試料の採取,○:塗付け, ◎:判定,
注記2 試験日数欄の数字は,時間(h)を示す。
注記3 7.16 防せい(錆)性は1回塗りの場合を示す。
:放置, :加熱, :試験片の共用, △:その他の操作
2×2
−
7.9
上塗り適合性
試料1・原状試験片1
計2
(2種の原状試験片
はぶりき板)
試料3 見本品3
計6
2
3
−
−
1
−
1
試験日数(日)
項目
番号
項目
試験板
1
1
2
−
枚数(枚)
2
K
5
6
7
4
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。