K 5600-5-6 : 1999 (ISO 2409 : 1992)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-5は,塗料一般試験方法−塗膜の機械的性質に関する試験方法として,次の各節によって構
成する。
JIS K 5600-5-1 第5部−第1節:耐屈曲性(円筒形マンドレル法)
JIS K 5600-5-2 第5部−第2節:耐カッピング性
JIS K 5600-5-3 第5部−第3節:耐おもり落下性
JIS K 5600-5-4 第5部−第4節:引っかき硬度(鉛筆法)
JIS K 5600-5-5 第5部−第5節:引っかき硬度(荷重針法)
JIS K 5600-5-6 第5部−第6節:付着性(クロスカット法)
JIS K 5600-5-7 第5部−第7節:付着性(プルオフ法)
JIS K 5600-5-8 第5部−第8節:耐摩耗性(研磨紙法)
JIS K 5600-5-9 第5部−第9節:耐摩耗性(摩耗輪法)
JIS K 5600-5-10 第5部−第10節:耐摩耗性(試験片往復法)
JIS K 5600-5-11 第5部−第11節:耐洗浄性
JIS K 5600-5-1,5-3,5-4,5-5,5-6,5-8,5-9,5-10,5-11には,それぞれ次に示す附属書がある。
JIS K 5600-5-1, 5-3, 5-4, 5-6 附属書A(規定) 必要な補足情報
JIS K 5600-5-5 附属書A(規定) 必要な補足情報
附属書B(参考) 引っかき硬度試験用針の作成と交換のための簡便法
JIS K 5600-5-8 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-9 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-10 附属書A(規定) 必要な補足情報
附属書B(参考) 研磨紙の校正用に推奨する基準板
K 5600-5-6 : 1999 (ISO 2409 : 1992) まえがき
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5600-5-11 附属書A(規定) 不揮発分の密度の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-5-6 : 1999
(ISO 2409 : 1992)
塗料一般試験方法−
第5部:塗膜の機械的性質−
第6節:付着性(クロスカット法)
Testing methods for paints− Part 5 : Mechanical property of film−
Section 6 : Adhesion test (Cross-cut test)
序文 この規格は,1992年に第1版として発行されたISO 2409, Paints and varnishes−Cross-cut testを翻訳
し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,塗料,ワニス及び関連製品の試料採取及び試験を扱う規格の一つである。この規格は,
直角の格子パターンが塗膜に切り込まれ,素地まで貫通するときの素地からのはく離に対して塗膜の耐性
を評価する試験方法について規定する。この試験方法によって測定された性能は,各要因の中から特に,
下塗り又は基板いずれかへの付着性に左右されるものである。しかし,この試験方法は,付着性の測定手
段とみなしてはならない。
付着性が必要な場合は,JIS K 5600-5-7を参照する。
備考1. この試験方法は,主に試験室での実施を目的にしているが,フィールド試験にも適している
ものである。
1.2
1.1の試験方法は,合否試験として,又は状況が適合するならば,6段階分類試験(8.3参照)につい
て記載している。多層塗膜系に適用する場合には,個別層ごとに互いの塗膜の耐はく離性を評価すること
ができる。
1.3
試験は,塗装対象物及び/又は特別に準備した試験試料について実施することができる。この方法
は硬い(鋼)及び軟らかい(木製及び石こう)素地に適用されるが,このような各種の素地は,それぞれ
異なる試験操作を必要とする(7.参照)。この試験方法は,250 μmより大きい膜厚の塗膜,又は模様塗膜
には適していない。
備考2. 250 μm以上の膜厚をもつ塗膜は,単一カットの方法によって試験を行うことができる。
3. 粗いパターンの表面をもつように設計した塗膜に適用する場合,この方法は,大きなエラー
を示す結果になるであろう。
2
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格を構成する
ものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その最新版
(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
備考 ISO 1512 : 1991, Paints and varnishes−Sampling of products in liquid or paste formが,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
備考 ISO 1513 : 1992, Paints and varnishes−Examination and preparation of samples for testingが,この
規格と一致している。
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
備考 ISO 1514 : 1993, Paints and varnishes−Standard panels for testingが,この規格と一致している。
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
備考 ISO 3270 : 1984, Paints and varnishes and their raw materials−Temperatures and humidities for
conditioning and testingが,この規格と一致している。
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
備考 ISO 2808 : 1997, Paints and varnishes−Determination of film thicknessが,この規格と同等であ
る。
IEC 60454-2 : 1994 Specification for pressure-sensitive adhesive tapes for electrical purposes−Part
2 : Methods of test
3. 必要な補足情報 いかなる特別の適用に対しても,この規格に規定する試験方法は,補足情報によっ
て完結させる必要がある。補足情報の各項目は,附属書Aに示す。
4. 装置 通常の実験室装置及び次の装置。
4.1
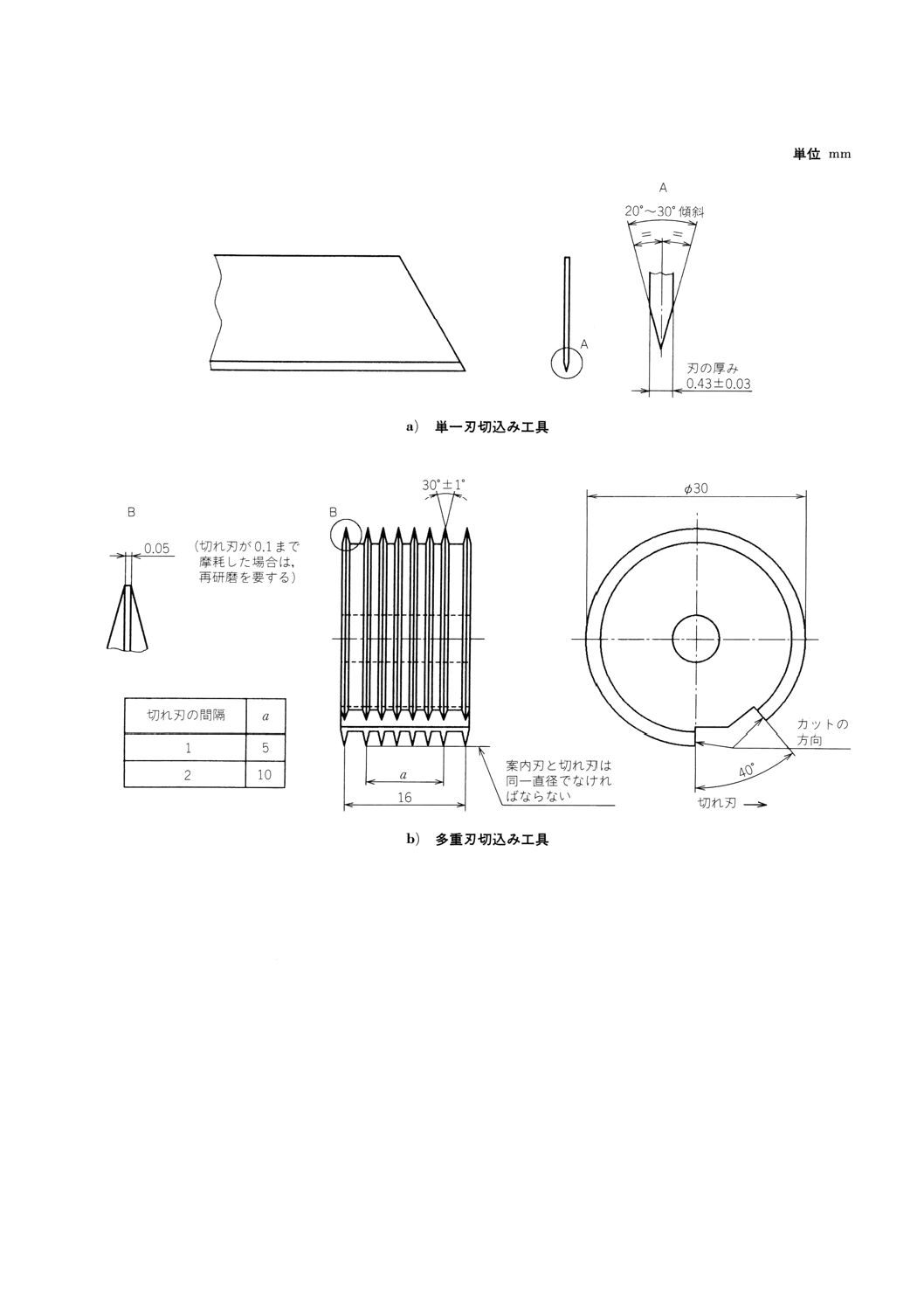
切込み工具 切込み工具は規定の形をもち,かつ,刃先が良好な状態にあることを確認することが
特に重要である。
4.1.1
適切な工具は,次に列記するもので,また,図1a)及び図1b)に示すものである。
a) 20°〜30°の刃をもち,また図1a)に規定する寸法をもつ単一刃切込み工具。
b) 1 mm又は2 mm離した間隔で,6枚の刃をもつ多重刃切込み工具。単一切込み工具は,すべてのケー
スにとって望ましい工具である(すなわち,硬及び軟の基板双方での塗膜のすべての種類)。多重刃切
込み工具は,厚い (>120 μm) 又は硬い塗膜に用い,塗膜が軟らかい基板に適用される場合には,適
していない。
3
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 適切な切込み工具
4.1.2
4.1.1に規定する工具は,手動で使用するのに適したものであり,また,これが一般的な使用方法
であっても,より一様な切込みを与える電動装置に取り付けることもできる。電動装置の手順の適用につ
いては,受渡当事者間の協定によるものとする。
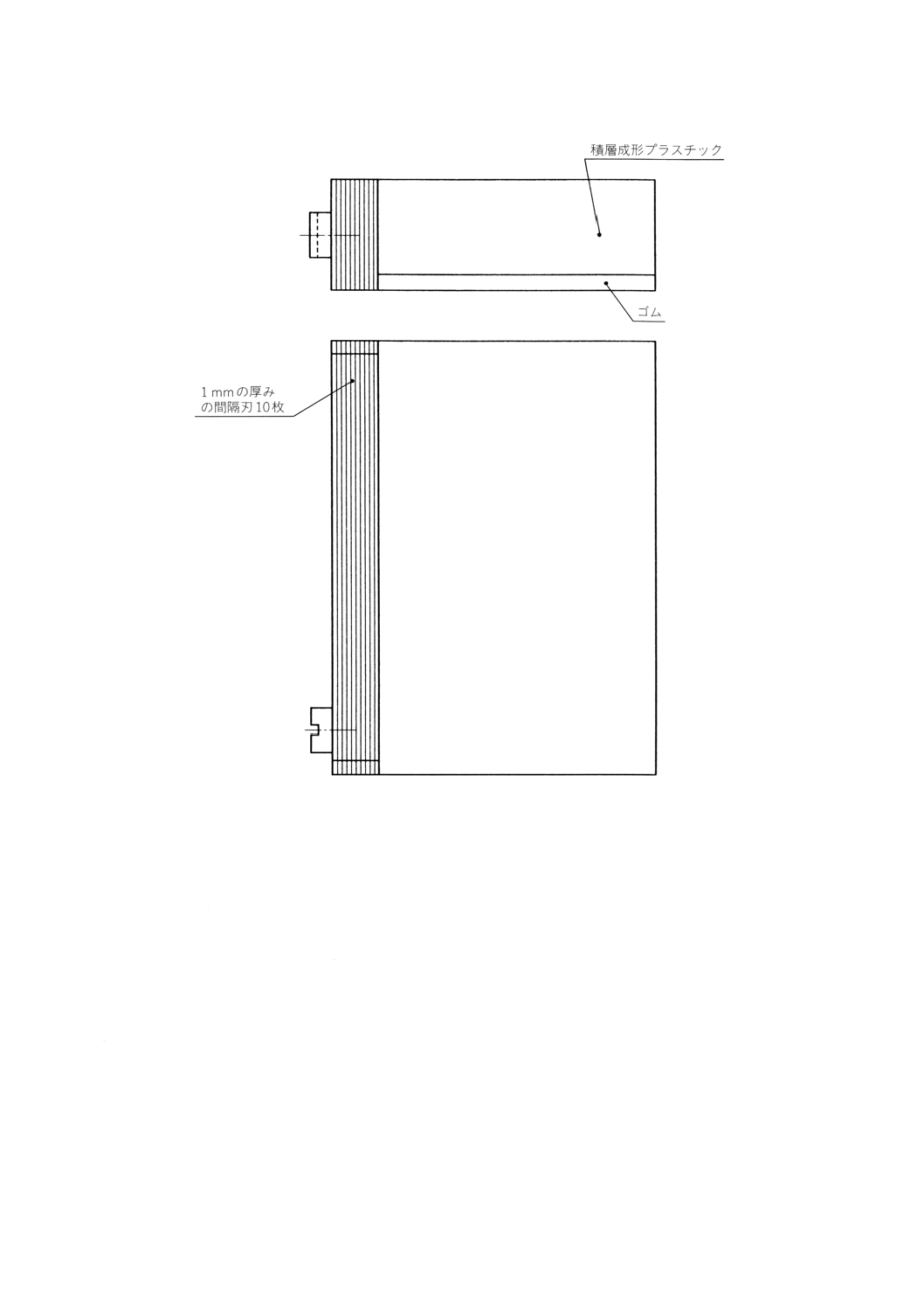
4.2
ガイド及び等間隔スペーサー 等間隔で切り込むためには,単一刃切込み工具を用いる際には,ガ
イドのある等間隔スペーサーが必要である。適切な装置を,図2に示す。
4
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 等間隔スペーサー
4.3
軟らかいはけ
4.4
透明感圧付着テープ 幅は25 mmで,IEC 60454-2に従い25 mmの幅当たり10±1 Nの付着強さを
もつもの。
4.5
ルーペ (viewing lens) 手で用いるもので,2倍又は3倍の倍率をもつもの。
5. 試料採取方法 試験に用いる製品の代表試料は,JIS K 5600-1-2に規定する方法によって採取する。
試験用の各試料は,JIS K 5600-1-3に規定する方法によって,検分,調整する。
6. 試験板
6.1
素地 特に規定がなければ,JIS K 5600-1-4に規定する中の一つから素地を選択する。
試験板は,平らでゆがみがないもの。また,試験板の寸法は,試験部位が互いに試験板の端部から,5 mm
以上の異なる3か所で実施できるようにしなければならない。
試験板が木製のような比較的軟らかい材料からできている場合,最小厚さは,10 mmとする。試験板が
5
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
硬い材料でできている場合は,最小厚さは,0.25 mmとする。
備考4. 約150 mm×100 mmの寸法をもつ長方形の試験板が,適切であることが分かっている。
5. 試験板が木製の場合には,木目の方向及び構造が試験に影響を及ぼすかもしれない。また,
明白な木目は,評価を不可能にするであろう。
6.2
調整及び塗装 特に合意がなければ,JIS K 5600-1-4に従って各試験板を調整し,試験用の製品又は
多層塗膜系について規定された塗装方法で塗装する。
6.3
乾燥 規定条件下で,規定時間にわたって,各塗装試験板を乾燥(又は焼付け)及び静置(適用可
能なら)する。
6.4
膜厚 乾燥膜厚は,JIS K 5600-1-7に規定する操作の一つによって,マイクロメートル単位で測定す
る。規定は,クロスカットを行う位置,又はそれとできるだけ近い位置で行う。測定数は,用いた方法に
よって決まる。
7. 手順
7.1
通則
7.1.1
試験条件及び試験数 他に合意がない限り,温度23±2 ℃,相対湿度 (50±5) %で試験を行う(JIS
K 5600-1-6参照)。
備考6. フィールド試験では,その環境条件を許容しなければならないであろう。
試験板上の最低三つの異なる箇所(6.1参照)で試験を行う(8.1参照)。結果が一致しない
(1分類ユニットを超える差がある)場合は,3か所以上で試験を繰り返す。もし,必要なら
ば異なる試験板を用いて,すべての結果を記録する。
7.1.2
試験板の養生 他に規定がない限り,試験板を試験の直前に,最低16時間にわたって,温度23±
2 ℃,及び相対湿度 (50±5) %で養生する。
7.1.3
カット数 格子パターンの各方向でのカット数は,6個とする。
7.1.4
カットの間隔 各方向でのカットの間隔は等しくするが,次のような膜厚及び素地によって決めな
ければならない。
0 μm〜
60 μm :硬い素地に対して,1 mmの間隔。
0 μm〜
60 μm :軟らかい素地に対して,2 mmの間隔。
61 μm〜 120 μm :硬い,軟らかい素地両方に対して,2 mmの間隔。
121 μm〜 250 μm :硬い,軟らかい素地両方に対して,3 mmの間隔。
7.2
手動手順による塗膜の切込み及び除去
7.2.1
試験中に試験板の変形を避けるために,硬くて平らな表面上に試験板を置く。
7.2.2
規定の手順に従い,手動で切込みを行う。試験の前に,刃の部分を検査し,刃を研ぐか又は取換え
によってその状態を維持する。試験板が,木製又は類似の材料でできている場合,木目の方向に対して約
45°でカットする。
7.2.3
試験板の表面に対して刃が垂直になるように切込み工具(4.1)を保持する。切込み工具に一様な圧力
を加え,また,適切な間隔のスペーサー(4.2)を用いて,一定の切込み率で塗膜部分に規定の数の切込みを
行う。
すべてのカットは,素地の表面まで貫通していなければならない。塗膜が硬すぎて素地まで貫通するこ
とができない場合は,この試験は無効とし,その旨を報告書に記載する。
6
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.4
この操作を繰り返すが,格子パターンが形成できるように,それらに対して90°で最初の切込み
に重ね,更に等しい数だけ平行な切込みを行う。
7.2.5
試験板を軟らかいはけ(4.3)で,格子パターンの双方の対角線に沿って,前後に数回ブラッシングす
る。
7.2.6
硬い素地に限っては,追加のテープ(4.4)を適用する。新しい試験のシリーズを始める際には,付着
テープのリールから完全に2巻きのラップを取り外し捨てる。一定の速度でテープを取り出して,約75 mm
の長さの小片にカットする。
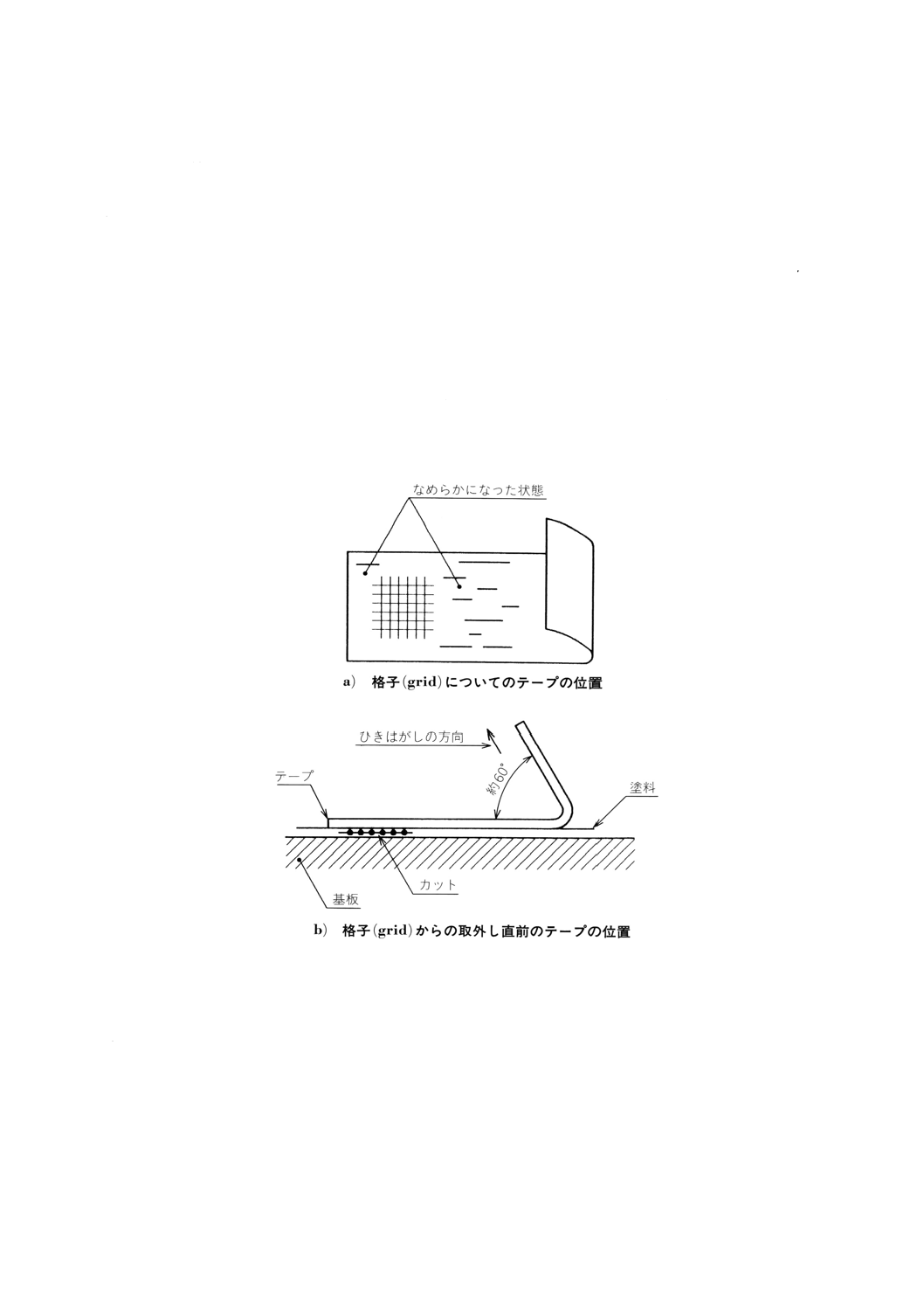
テープの中心を,図3に示すように各カットの一組に平行な方向で格子の上に置き,格子の部分にかか
った箇所と最低20 mmを超える長さで,指でテープを平らになるようにする。
塗膜に正しく接触させるために,指先でしっかりとテープをこする。テープを通して見られる塗膜の色
は,接触全体がきちんとしているかどうかを示す有効な目安である。テープを付着して5分以内にテープ
を引きはがすが,できるだけ60°に近い角度でテープの端をつかみ,0.5秒〜1.0秒で確実に引き離すよう
にする。
図3 付着テープの位置決め
7.2.7
目的が参照試験の場合には,例えば,透明フィルムのシートをはりつけることなどによってテープ
を保存する。
7.3
電動工具を用いて塗膜の切込み 切込み工具を電動装置と共に使用する際は,手動手順に記載する
諸点,特にカットの数と間隔及び試験の数について注意する。
8. 結果の表し方
8.1
試験結果の評価は,次のように行う。
7
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 軟らかい基板:ブラッシング(はけかけ)の直後
− 硬い基板:付着テープを取り外した直後
8.2
試験塗膜の切込み部分を念入りに検査する場合,正常又は補正した視力で若しくは受渡当事者間で
協定がある場合は,ルーペ(4.5)を用いて,良好な照明下で注意深くカット部分を検査する。検査の間中,
試験部位の検査が一方向へ偏らないように試験板を回転する。そのテープも同様な方法で検査すると役に
立つかもしれない。
8.3
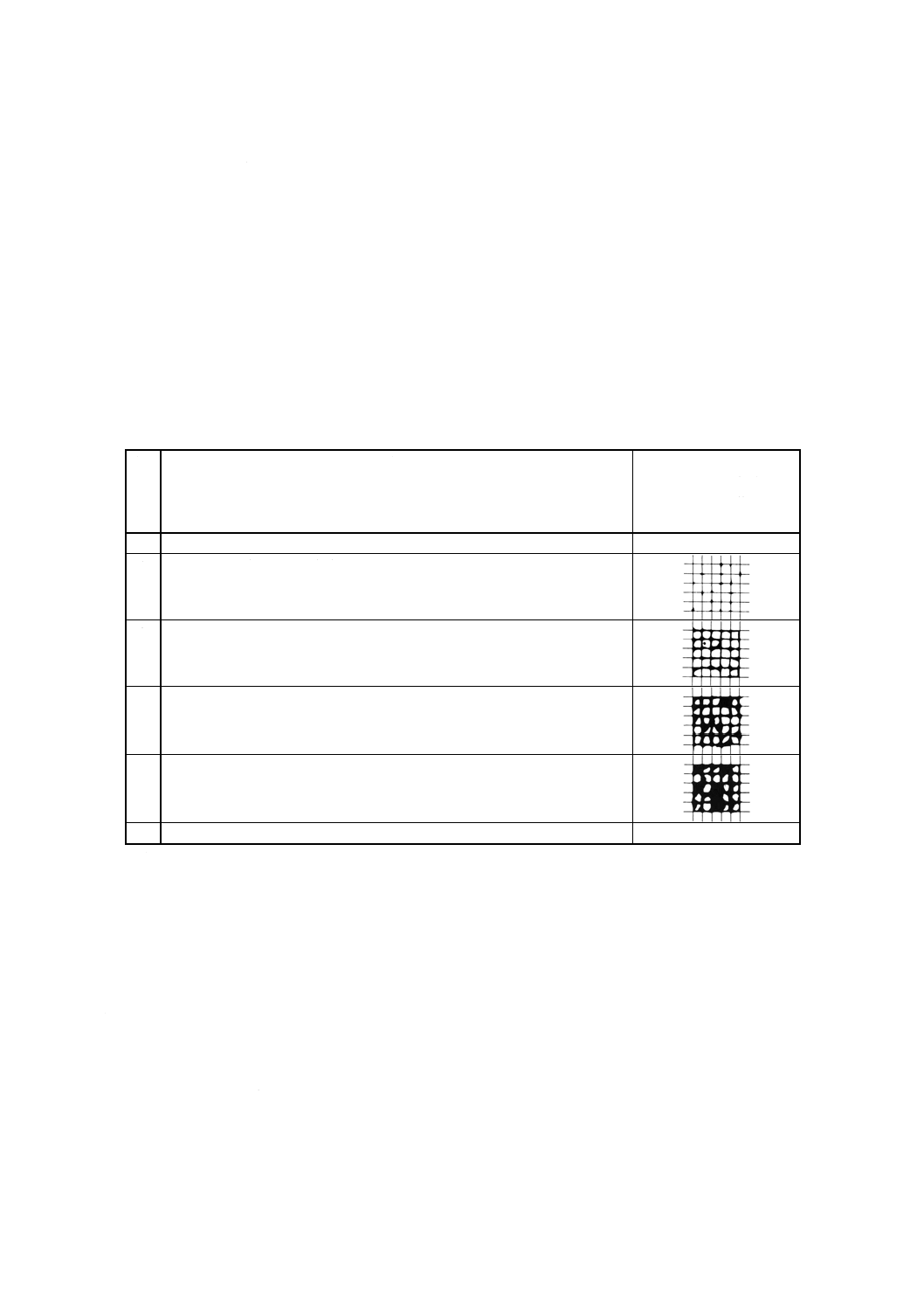
表1に従い,図例と比較しながら,試験部分を分類する。
備考7. 追加の指示は,表1の説明による。
表1では,6段階の分類を示している。最初の3段階は一般目的に適合するもので,合否
判定が求められる際に用いるものである。特別の状況が発生することもあるが,そのような
場合には6段階の完全な分類が必要となる。
表1 試験結果の分類
分類
説明
はく離(はがれ)が生じている
クロスカット部分の
表面の状態
(6種の並行カットの例)
0
カットの縁が完全に滑らかで,どの格子の目にもはがれがない。
−
1
カットの交差点における塗膜の小さなはがれ。
クロスカット部分で影響を受けるのは,明確に5 %を上回ることはない。
2
塗膜がカットの縁に沿って,及び/又は交差点においてはがれている。クロス
カット部分で影響を受けるのは明確に5 %を超えるが15 %を上回ることはな
い。
3
塗膜がカットの縁に沿って,部分的又は全面的に大はがれを生じており,及び
/又は目のいろいろな部分が,部分的又は全面的にはがれている。クロスカッ
ト部分で影響を受けるのは,明確に15 %を超えるが35 %を上回ることはない。
4
塗膜がカットの縁に沿って,部分的又は全面的に大はがれを生じており,及び
/又は数か所の目が部分的又は全面的にはがれている。クロスカット部分で影
響を受けるのは,明確に35 %を上回ることはない。
5
分類4でも分類できないはがれ程度のいずれか。
8.4
多層塗膜系では,はがれが生じる境界面を報告する。
8.5
試験結果に違いがある場合は,各試験の結果を報告する。多層塗膜系の場合,はがれ(各塗膜間,
又は塗膜と基板との間)の部位を報告する。
9. 試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験した製品の種類及びその明細
b) この規格の適用
c) 附属書Aに関する補足的情報の各項目,特に使用切込み工具のタイプ
d) c)で参照した情報の元となった国家規格又はその他の文書
e) 8.に示した試験の結果
f)
規定された試験手順の変更
g) 試験年月日
8
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 必要な補足情報
この附属書A(規定)に記載する補足情報の項目は,この試験方法を実施するうえで適切なものとして提
示しなければならない。必要な情報については,受渡当事者間で協定を見るのが望ましく,試験品に関連
する国際規格又は国家規格,若しくは他の文献から,全体的又は部分的に引用してもよい。
a) 素地についての材料(厚みを含む。)及び表面の調整。
b) 素地に対する試験塗料の塗装方法。多層塗膜系の場合における各塗膜間の乾燥の時間及び条件を含む。
c) 塗膜の乾燥の時間,条件,及び放置の状態。適用可能であるなら,試験前に。
d) 試験開始前の試験試料の状態調整の期間(同じ試験片で他の試験が事前に行われる場合)。
e) JIS K 5600-1-7に従っての乾燥塗膜のマイクロメートル単位の厚み,及び測定方法。単一塗膜系又は
多層塗膜系双方の場合がある。
f)
7.1.1(JIS K 5600-1-6参照)に特定する規定と違う場合の試験に対する温度及び湿度。
g) 実施手順,すなわち,合格/不合格か,又は分類試験。
h) 使用切込み工具のタイプ,及び操作方法(手動又は電動)。
i)
表1に示す分類についての材料に必要な性能。
9
K 5600-5-6 : 1999 (ISO 2409 : 1992)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗装分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 筒井 晃一