K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-5は,塗料一般試験方法−塗膜の機械的性質に関する試験方法として,次の各節によって構
成する。
JIS K 5600-5-1 第5部−第1節:耐屈曲性(円筒形マンドレル法)
JIS K 5600-5-2 第5部−第2節:耐カッピング性
JIS K 5600-5-3 第5部−第3節:耐おもり落下性
JIS K 5600-5-4 第5部−第4節:引っかき硬度(鉛筆法)
JIS K 5600-5-5 第5部−第5節:引っかき硬度(荷重針法)
JIS K 5600-5-6 第5部−第6節:付着性(クロスカット法)
JIS K 5600-5-7 第5部−第7節:付着性(プルオフ法)
JIS K 5600-5-8 第5部−第8節:耐摩耗性(研磨紙法)
JIS K 5600-5-9 第5部−第9節:耐摩耗性(摩耗輪法)
JIS K 5600-5-10 第5部−第10節:耐摩耗性(試験片往復法)
JIS K 5600-5-11 第5部−第11節:耐洗浄性
JIS K 5600-5-1, 5-3, 5-4, 5-5, 5-6, 5-8, 5-9, 5-10, 5-11には,それぞれ次に示す附属書がある。
JIS K 5600-5-1, 5-3, 5-4, 5-6 附属書A(規定) 必要な補足情報
JIS K 5600-5-5 附属書A(規定) 必要な補足情報
附属書B(参考) 引っかき硬度試験用針の作成と交換のための簡便法
JIS K 5600-5-8 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-9 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-10 附属書A(規定) 必要な補足情報
附属書B(参考) 研磨紙の校正用に推奨する基準板
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996) まえがき
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5600-5-11 附属書A(規定) 不揮発分の密度の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-5-4 : 1999
(ISO/DIS 15184 : 1996)
塗料一般試験方法−
第5部:塗膜の機械的性質−
第4節:引っかき硬度(鉛筆法)
Testing methods for paints−Part 5 : Mechanical property of film−
Section 4 : Scratch hardness (Pencil method)
序文 この規格は,1996年に発行されたISO/DIS 15184, Paints and varnishes−Determination of film hardness
by pencil testを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,塗料及び関連製品の試料採取・試験に関する一連の規格の一つであり,既知の硬さの
鉛筆を塗膜に押しつけて塗膜硬度を測定する方法を規定する。
この試験は,塗料類の単一塗膜,又は多層塗膜系の上層膜に対して適用できる。
1.2
この迅速方法は,低費用であり,異なる塗膜の鉛筆硬度を比較するのに有用であることが認められ
ていた。
この方法は,鉛筆硬度に著しい差のある一連の塗板の相対的等級付けに最適である。
この方法は,平坦面だけに適用できる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付記して
いない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
備考 ISO 1512 : 1991, Paints and varnishes−Sampling of products in liquid or paste formが,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
備考 ISO 1513 : 1992, Paints and varnishes−Examination and preparation of samples for testingが,この
規格と一致している。
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
備考 ISO 1514 : 1993, Paints and varnishes−Standard panels for testingが,この規格と一致している。
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
2
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 3270 : 1984, Paints and varnishes and their raw materials−Temperatures and humidities for
conditioning and testingが,この規格と一致している。
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
備考 ISO 2808 : 1997, Paints and varnishes−Determination of film thicknessが,この規格と同等であ
る。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
鉛筆硬度 (pencil hardness) 規定した寸法,形状及び硬度の鉛筆のしんを塗膜面で押しつけて動か
した結果生じるきず跡又はその他の欠陥に対する塗膜の抵抗性。
鉛筆のしんによって生じる塗膜面の欠陥には,幾つかの種類がある。
その欠陥は,次のとおり定義する。
a) 塑性変形 (plastic deformation) 塗膜に永久くぼみを生じるが,凝集破壊はない。
b) 凝集破壊 (cohesive fracture) 表面に,塗膜材質がとれた引っかききず又は破壊が,肉眼で認められる。
c) 上記の組合せ 最終段階では,すべての欠陥が同時に生じることがある。
4. 原理 試験をする製品又は塗装系品を,表面の均質な平板に均一な膜厚に塗布する。乾燥/反応硬化
の後に,水平な塗膜面に次第に硬度を増して鉛筆を押しつけることによって鉛筆硬度を測定する。試験の
間,鉛筆は塗面に対して角度45°,荷重750gで押すように取り付ける。
塗膜に3.1に記載したような欠陥によって圧こん(痕)が生じるまで,鉛筆の硬さを順次増す。
5. 必要な補完的情報 この規格に定める試験方法は,適用に際して補足情報によって補完しなければな
らない。補完的情報は,附属書Aによる。
6. 装置及び器具
6.1
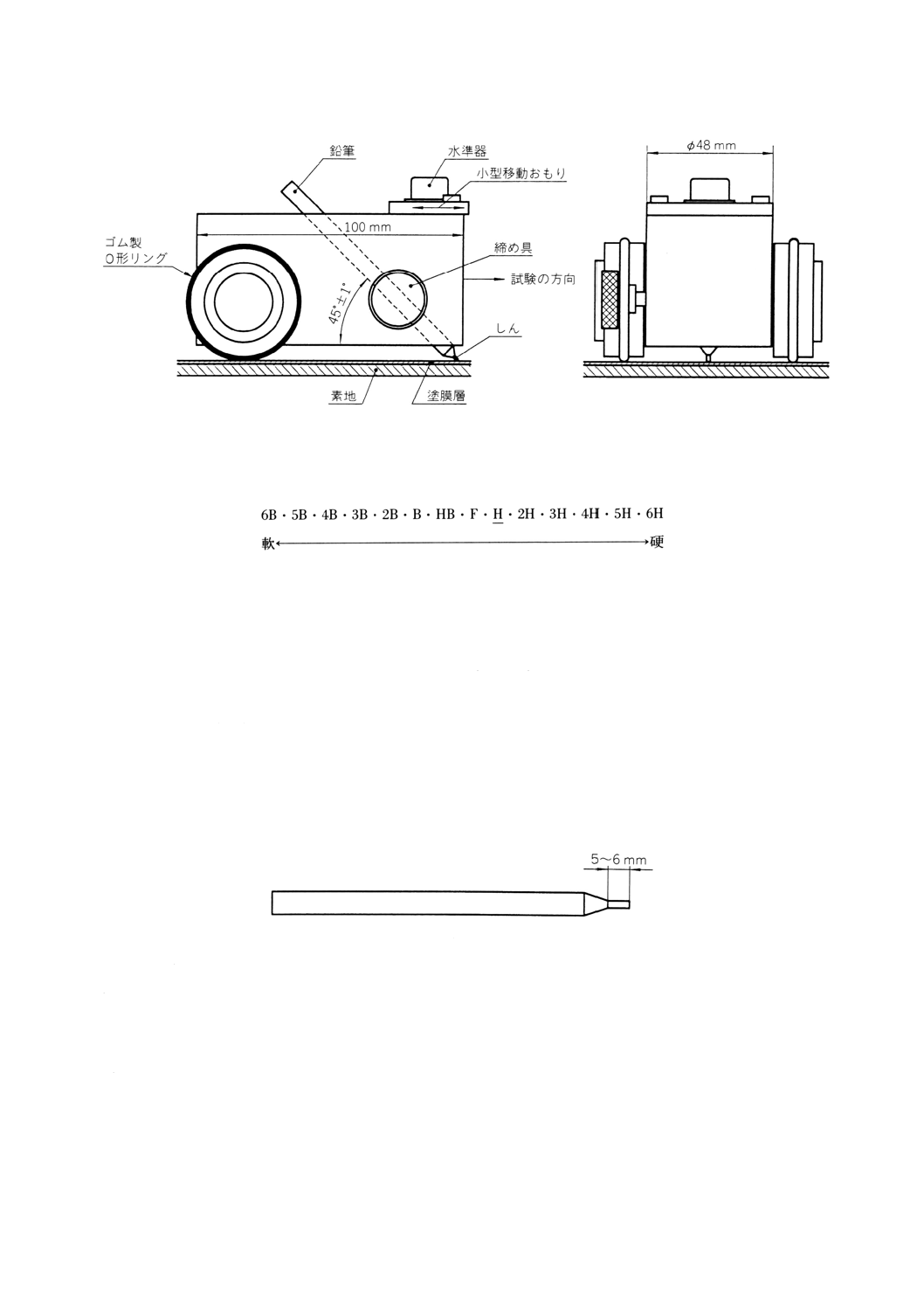
試験は機器を用いて行う。試験に適する試験機器の一例を,図1に示す。
この本体は金属製ブロックで,一方に二つの車輪がつき,ブロックの中央部には45°±1°の角度の円
筒状のあな(孔)がある。
締め具によって,鉛筆は常に同じ状態になるように,試験機器に固定することができる。
試験が水平な状態で行われることが確認できるように,水準器が試験機器上部に付いている。
試験機は,水平位置のときに鉛筆の先が塗面に対して750±10gの荷重をかけるように設計しなければな
らない。
備考1. この試験は,手かき法で実施してもよいが,機器を用いることが望ましい。また,他の型式
の試験機器も,同程度の相対評価結果が得られることを条件として使用することができる。
3
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 装置の略図
6.2
鉛筆 次の硬度の木製製図用鉛筆セット(備考2.参照)。
備考2. 同程度の相対評価結果が得られることを条件として,受渡当事者間の協定によって複数製造
業者の鉛筆を使用してもよい。
製品・製造会社の例
Microtomic,
Faber Castell製
Turquoise T-2375,
Empire Berol U. S. A. 製
KOH-I-NOOR, type 1500,
Hardtmuth-AG製
Hi-uni,
MITSU-BISHI製
比較試験には,同一製造業者の鉛筆を使用することを推奨する。製造業者間及び同一製造業者のバッチ
間で差が認められることもある。
6.3
鉛筆けずり器 鉛筆の円筒状のしんをそのままに残して木部だけをけずり取る,特殊なけずりの器
とする(図2参照)。
図2 削った後の鉛筆の外観図
6.4
研磨紙 3M-P1000。
6.5
柔らかい布又は脱脂綿 試験後に,試験中の塗膜を侵さない溶剤をつけて試験板をふくのに用いる。
7. 試料採取
7.1
試験製品を代表する試料(多層塗膜系の場合は各製品)をJIS K 5600-1-2の規定に従って採取する。
JIS K 5600-1-3の規定に従って各試料の検分及び調整を行う。
4
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 試験板
8.1
素地 他に協定のないときは,JIS K 5600-1-4に規定するものの中から,可能ならば実用時と同種の
ものを選ぶ。
試験板は平らであって,ゆがみがあってはならない。
8.2
形状及び寸法 試験板の形状及び寸法は,試験の間,試験装置が水平に保つようにしなければなら
ない。
8.3
調整及び塗装 特に取決めのないときは,JIS K 5600-1-4に従って各試験板を調整し,試験製品又は
塗膜系を,規定された方法によって塗装する。
8.4
乾燥及び養生 塗装した試験片は,規定された条件で規定時間乾燥(又は焼付け)し,必要があれ
ば静置する。試験の前には,他に規定のないときは,温度23±2℃,相対湿度 (50±5) %で,少なくとも
16h状態調節する。
8.5
膜厚 膜厚は,規定によるか,当事者間の協定によらなければならない。膜厚の測定は,JIS K 5600-1
に規定する方法のうちの一つによる。
9. 手順
9.1
他に協定のないときは,試験は温度23±2℃,相対湿度 (50±5) %で行う(JIS K 5600-1-6参照)。
9.2
鉛筆けずり器を用い,鉛筆のしんがきずのない滑らかな円柱状になるように注意して木部を除き,
しんを5〜6mm露出させる。
9.3
鉛筆を垂直に保ち,90°の角度を保持しながらしんを研磨紙上にあてて前後に動かして,しんの先
端を平らにしなければならない。しんの角の部分に破片や欠けがなく,平滑で円形の断面が得られるまで
続ける。
この操作は,鉛筆を使用するたびに繰り返す。
9.4
塗板を,平らで堅固な水平面に置く。鉛筆を取り付け,鉛筆の先端が塗膜に接するときに試験装置
が水平になるような位置で止め具を締める(図1参照)。
9.5
鉛筆の先端が塗膜上に載った後,直ちに装置を操作者から0.5〜1mm/sの速度で離れるよう,少なく
とも7mmの距離を押す。
9.6
他に協定のないときは,肉眼で塗面を検査し,3.1に定義した圧こん(痕)の種別を肉眼で調べる(備
考3.参照)。
備考3. 塗膜面の鉛筆しんの粉を,柔らかな布又は脱脂綿と不活性溶剤を用いてふき取ると,破壊の
評価が容易になる。
この操作を行うときには,試験部位の硬度に影響のないように注意する。
きず跡が生じないときは,重ならないように,試験部位が,少なくとも長さ3mm以上のきず跡が生じ
るまで,硬度スケールを上げて試験 (9.3〜9.6) を繰り返す。
きず跡が生じたときは,きず跡が生じなくなるまで硬度スケールを下げて試験 (9.3〜9.6) を繰り返す。
3.1に定義する欠陥について,その種類を判定する。
きず跡を生じなかった最も硬い鉛筆の硬度を,鉛筆硬度という。
9.7
試験は2回行い,2回の結果が一単位以上異なるときは放棄し,試験をやり直す。
5
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 精度 ASTM D 3363-92aを基に,結果の95%信頼水準の許容範囲は,次の判定基準によるべきである。
繰返し精度 同一試験室内で同じ鉛筆及び試験板を用いて2人の試験者が実施した二つの結果に,6.2
に規定するスケールで1単位を超える差のあるときは,疑わしいとすべきである。
再現精度 異なる試験室で,同じ鉛筆及び同じ試験板を用いたとき,又は同じ試験板で異なる鉛筆を用
いて実施した各2回以上の結果の平均値間に,6.2に規定するスケールで1単位を超える差のあるときは,
疑わしいとすべきである。
偏差 (bias) この試験方法については,偏差を判定するのに適当な材質のものが得られていないので求
められていない。
11. 試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験した製品の種別及びその明細
b) この規格の適用
c) 附属書Aの中から適用した補完的情報
d) c)の中で引用した国際・国内規格,製品規格,又はその他の引用文書の記載
e) 使用した鉛筆製品の銘柄
f)
試験結果
受渡当事者間の協定のあるときは,実際に生じた3.1で定義する欠陥を記載する。
g) 規定された試験方法と異なる事項
h) 試験年月日
6
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 必要な補足情報
この附属書に記載する補足情報は,この試験方法を実施するうえで適切なものとして提示しなければな
らない。
必要な情報は,なるべく受渡当事者間で協定されていることが望ましく,また,試験品に関連する国際
規格若しくは国家規格,又はその他の文献から,全体的又は部分的に引用してもよい。
a) 素地の材質,素地の厚さ及び素地調整
b) 試験塗料の素地への塗装方法
c) 乾燥(焼付け),及び試験前の塗膜養生(適用する場合)の時間及び条件
d) マイクロメートル単位による乾燥膜厚,JIS K 5600-1-7に規定する測定方法の種別,及び単一塗膜系
か多層塗膜系かの区別
e) 9.1の条件と異なる場合は,その試験の温度及び湿度
7
K 5600-5-4 : 1999 (ISO/DIS 15184 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 鈴木 幹夫