K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-5は,塗料一般試験方法−塗膜の機械的性質に関する試験方法として,次の各節によって構
成する。
JIS K 5600-5-1 第5部−第1節:耐屈曲性(円筒形マンドレル法)
JIS K 5600-5-2 第5部−第2節:耐カッピング性
JIS K 5600-5-3 第5部−第3節:耐おもり落下性
JIS K 5600-5-4 第5部−第4節:引っかき硬度(鉛筆法)
JIS K 5600-5-5 第5部−第5節:引っかき硬度(荷重針法)
JIS K 5600-5-6 第5部−第6節:付着性(クロスカット法)
JIS K 5600-5-7 第5部−第7節:付着性(プルオフ法)
JIS K 5600-5-8 第5部−第8節:耐摩耗性(研磨紙法)
JIS K 5600-5-9 第5部−第9節:耐摩耗性(摩耗輪法)
JIS K 5600-5-10 第5部−第10節:耐摩耗性(試験片往復法)
JIS K 5600-5-11 第5部−第11節:耐洗浄性
JIS K 5600-5-1, 5-3, 5-4, 5-5, 5-6, 5-8, 5-9, 5-10, 5-11には,それぞれ次に示す附属書がある。
JIS K 5600-5-1, 5-3, 5-4, 5-6 附属書A(規定) 必要な補足情報
JIS K 5600-5-5 附属書A(規定) 必要な補足情報
附属書B(参考) 引っかき硬度試験用針の作成と交換のための簡便法
JIS K 5600-5-8 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-9 附属書A(規定) 必要な補足情報
附属書B(参考) 装置の検定
JIS K 5600-5-10 附属書A(規定) 必要な補足情報
附属書B(参考) 研磨紙の校正用に推奨する基準板
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)まえがき
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5600-5-11 附属書A(規定) 不揮発分の密度の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-5-10 : 1999
(ISO/DIS 7784-3.2 : 1997)
塗料一般試験方法−
第5部:塗膜の機械的性質−
第10節:耐摩耗性(試験片往復法)
Testing methods for paints−
Part 5 : Mechanical property of film−
Section 10 : Abrasion resistance (Reciprocating test panel method)
序文 この規格は,ISO/DIS 7784-3.2 : 1997, Paints and varnishes−Determination of resistance to abrasion−Part
3 : Reciprocating test panel methodを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
備考 この規格は塗料の乾燥塗膜について耐摩耗性を測定する方法に関する次のJISの一部である。
JIS K 5600-5-8;ISO 7784-1:研磨紙法(テーバー形摩耗試験機を用いる。)
JIS K 5600-5-9;ISO 7784-2:摩耗輪法(テーバー形摩耗試験機を用いる。)
JIS K 5600-5-10;ISO/DIS 7784-3.2:試験片往復法(スガ式摩耗試験機を用いる。)
JIS K 5600-5-8,及びJIS K 5600-5-10は,共に耐摩耗性測定のために研磨紙を用いる方法を
規定し,JIS K 5600-5-9は,ゴム製摩耗輪(以後,摩耗輪とする。)を用いる方法を規定してい
る。研磨紙を用いる方法(JIS K 5600-5-8,及びJIS K 5600-5-10)が,より望ましい方法である。
1. 適用範囲 この規格は,塗料の試験方法に関する一連の規格の一つである。
この規格は,スガ式摩耗試験機を用い,静止状態にある回転輪に取り付けた研磨紙に対して,乾燥塗膜
を摩擦させることによって,その耐摩耗性を測定するための方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
備考 ISO 1512 : 1991, Paints and varnishes−Sampling of products in liquid or paste formが,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
2
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 1513 : 1992, Paints and varnishes−Examination and preparation of samples for testmgが,この
規格と一致している。
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
備考 ISO 1514 : 1993, Paints and varnishes−Standard panels of testingが,この規格と一致している。
JIS K 5600-1-7 塗料一般試験方法−第一部:通則−第7節:膜厚
備考 ISO 2808 : 1997, Paints and varnishes−Determination of film thicknessが,この規格と同等であ
る。
ISO/DIS 6344-1 Coated abrasives−Grain size analysis−Part 1 : Grain size distribution test
3. 原理 試験片上の乾燥塗膜は,静止した回転輪の外周に取り付けられた研磨紙に対して,規定の条件
で試験片を摩擦することによって摩耗される。試験中は,静止した回転輪には荷重がかけられるので研磨
紙は試験片に規定の力で押し付けられる。試験片が往復運動するごとに,回転輪が少しの角度だけ回るこ
とによって,研磨紙の未使用部分が次々に送り出されて試験片に接触する。
規定回数の往復運動 (DS : Double Stroke) の後,試験片の摩耗減量が測定される。10.の規定に従って1
往復当たりの摩耗減量 (mg/DS) 及び耐摩耗性 (DS/mg) が計算される。
4. 必要な補足情報 どのような特殊な適用に対しても,この規格に規定された試験方法は,補足情報に
よって補完させる必要がある。補足情報の項目は,附属書Aに示す。
5. 装置及び器具
5.1
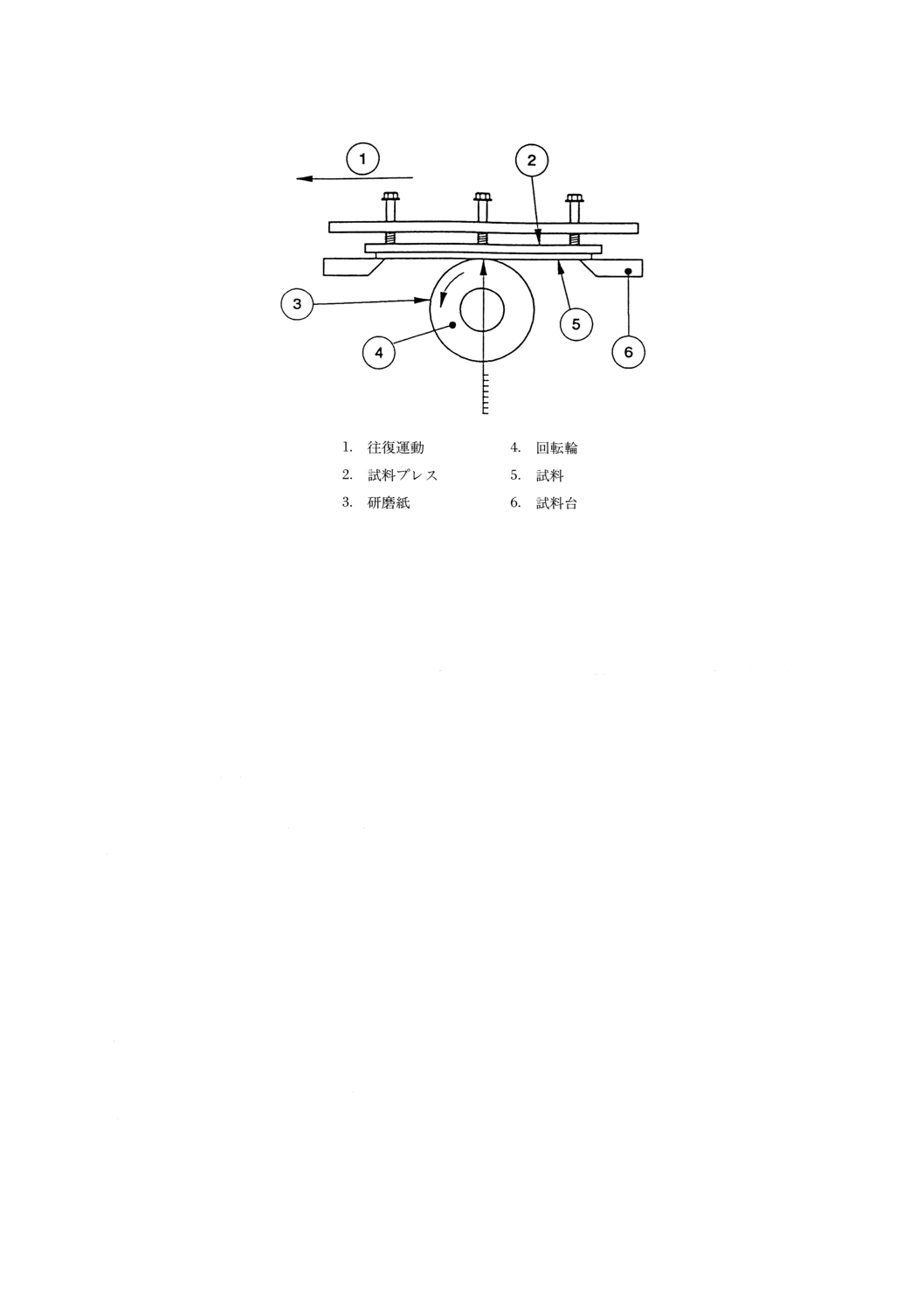
摩耗試験機(図1参照)(1) 試験機は,試験片を水平に,しっかりと保つための留め具又は加圧プ
レート,及び直径が50±0.05mmで,その外周に幅12mmのシリコンカーバイド研磨紙が取り付けられた
回転輪 (wheel) からなる。回転輪と試験片の間に与えられる力は,0〜6.9±0.5N(2)の範囲で変更できる。
研磨作用は,静止中の回転輪に対して試験片を30mmのストロークで往復運動させて摩擦することによ
って生じる。試験片と回転輪が相対的に往復運動をするような他のタイプの試験機でも,同じ結果が得ら
れるならば用いてもよい。
試験片は,1往復運動するごとに,回転輪が少しの角度だけ回ることによって,研磨紙の未使用部分が
次々に送り出されて試験片に接触する。その回転角度は,400往復ごとに,回転輪がちょうど1回転する
ものとする。1回転が完了するたびに研磨紙は新しいものに取り替える。試験片の往復運動は40±2 往復
/分である。
往復運動回数は計数器で計算され,通常装置はあらかじめセットされた数(最大400DS)に達すると自
動的に停止するようになっている。
試験によって試験表面に生じた,粗い粉又は摩耗くずは取り除く。
注(1) 摩耗試験機は,スガ試験機株式会社から入手できる。
〒160-0022 東京都新宿区新宿5-4-14
(2) 6.9N=700gf
3
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 摩耗試験機の概略図
5.2
研磨紙 幅12±0.2mm,長さ約175mmの研磨紙を,回転輪の外周に重なり又はすき間ができないよ
うに取り付ける。推奨される研磨紙は,シリコンカーバイド紙のP 180級(最大グリットサイズ15μm)で
あり,両面接着テープによって回転輪に取り付ける(9.2参照)。
備考1. 研磨紙のグレードは,受渡当事者間の協定によって選定されるべきである。
2. 研磨紙の若干のグレードが,Federation of European Producers of Abrasive Products (FEPA) (3)に
よって刊行された粒径標準のPシリーズに規定されている。
注(3) FEPAの標準43-GB-1984は,次から入手できる。
The British Abrasive Federation, P. O. Box 58, Trafford Park Road, Trafford Park, Manchester
M17 1JD, United Kingdom.
3. 幾つかの製造業者の“接着剤付き研磨紙”も利用可能である。
5.3
両面接着テープ 接着剤付き研磨紙が入手できないときは,幅12±0.2mm,長さ約175mmの両面接
着テープを利用することができる。
5.4
はかり 0.1mgのけたまではかれるもの。
6. 試料採取 試験する製品(多層塗膜系の場合は,個々の塗料)の代表的試料を,JIS K 5600-1-2の規
定に従って採取する。JIS K 5600-1-3の規定に従って検分し,試験用試料を調整する。
7. 試験片
7.1
試験板 他に協定事項がないときは,試験板は,JIS K 5600-1-4の規定に従って,透明ガラス,軟鋼,
又はアルミニウムで作製する。紙が適切な場合は,紙も利用できる。個々の試験板は,平滑で軽量でなけ
ればならない。もし試験中に塗膜の摩耗が不均一であることが分かった場合は,試験板が平板状であるか
どうかを調べる。
4
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
形状及び寸法尺度 試験板の代表的な寸法は,50mm×50mm×1mmとし,装置に容易に固定できる
ものとする。
7.3
調整及び塗装 試験板又は紙シートは,JIS K 5600-1-3の規定に従って調整する。
試験板をエタノールのような適切な溶剤によって脱脂する。
試験をする塗料又は塗膜系を,規定する方法によって塗装する。
7.4
乾燥及び養生 塗装された試験板を,それぞれ規定の条件で規定の時間,乾燥(又は焼付け)し,
もし適用できるときはエージングして試験片とする。
7.5 膜厚 JIS K 5600-1-7に規定する方法の一つによって,乾燥膜厚をマイクロメートル単位で測定する。
8. 基準パネル 研磨紙を検定するための基準パネルは,附属書Bに記載されているPMMAパネルとす
る。
9. 操作
9.1
試験条件 他に協定条件がないときは,温度23±2℃,相対湿度 (50±5) %で試験を行う。
9.2
試験のための準備
9.2.1
他に協定条件がないときは,研磨紙(及び接着テープ)を,少なくとも16時間,温度23±2℃,
相対湿度 (50±5) %の環境条件に保持する。
9.2.2
前項の環境条件に保持した研磨紙を,必要ならば同一の条件に保持した接着テープを用いて,回転
輪の外周に取り付ける。それぞれの研磨紙の長さを調節し,回転輪の外周に重なり又はすき間ができない
ように取り付ける。
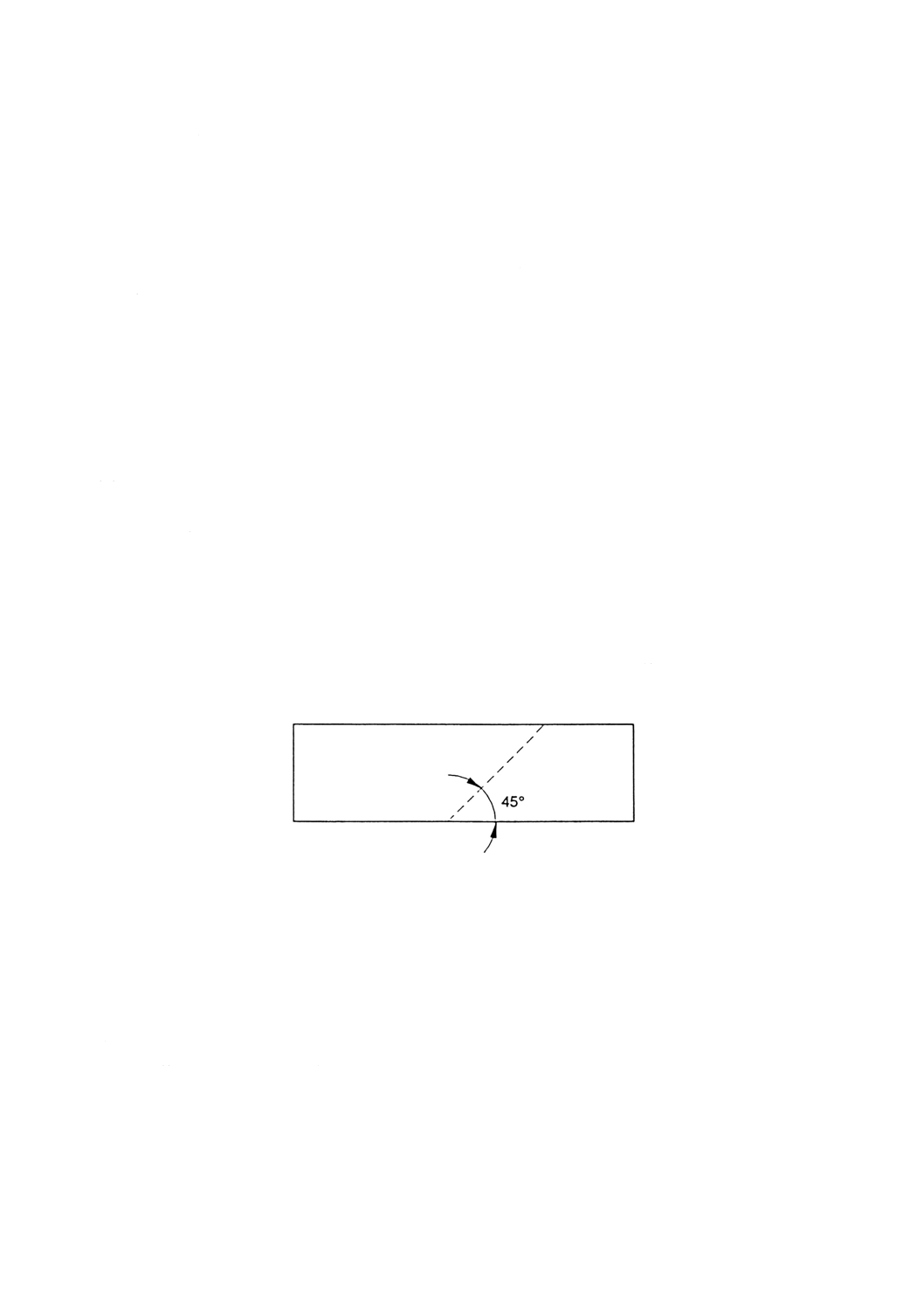
備考4. 研磨紙は,約45°の角度に切り,回転輪の運動方向に対して接合線が直角にならないように
する(図2参照)。
図2 研磨紙の切断端を接合する際の推奨法
9.2.3
回転輪にかかる負荷を6.9±0.05N,又は受渡当事者間で協定する値に調整する。
9.3
繰返し精度の確認 実際の測定の前に,各試験片ごとに9.4.1に規定する操作に従って,10, 30, 50,
及び100回往復させる試行試験を行う。摩耗減量を往復回数に対してプロットすると,プロットが直線を
示すはずである。もし,そうでないときは,装置を次の一つ又は両方の方法で調整する。
a) 研磨紙をより粗いグレードに替える。
b) 試験片に加える負荷を低下させる。
調整後,望ましい効果が得られたか,否かを再確認する。
備考5. 研磨くずが付着していると,研磨紙の目を詰まらせ,結果に影響する可能性がある。このチ
ェックの目的は,研磨くずが繰返し精度に影響を与えていないことを確認するために,チェ
ックを繰り返すことである。
5
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.4
測定 他に協定条件がないときは,塗装した試験板を,温度23±2℃,相対湿度 (50±5) %の環境条
件に少なくとも16時間養生する。
9.4.1
摩耗減量 同一シートから切り出した研磨紙を用いて,同一荷重で,試験片及び基準パネルを,そ
れぞれを6回ずつ測定する。
基準パネルを0.1mgのけたまではかり,試験機に取り付け,規定の荷重及び研磨紙で100往復研磨する。
基準パネルの表面をリントフリー紙で清浄にし,再度0.1mgのけたまではかる。試験面が互いにオーバー
ラップしないようにして,同じ基準パネルについて,更に少なくとも5回測定する。
同様に養生した試験片に対して,9.3の規定に従って繰返し精度を確認した後,試験面が互いにオーバー
ラップしないようにして,少なくとも6回測定する。
備考6. 塗膜が付着破壊を示すか,素材面まで達する摩耗,又は多層塗装の場合は上塗塗膜が下塗塗
膜まで達する摩耗を受けるときは,これらの現象が起こらないように試験条件を変更すべき
である。
摩耗を受けるときは,これらの現象が起こらないように試験条件を変更すべきである。
次の調整方法が推奨される。
a) 試料に加える荷重を減少させる。
b) 研磨紙をより細かい粒度級に替える。
c) 試験片の塗膜厚を厚くする。
9.4.2
研磨紙の検量係数 試験に用いる研磨紙の検量係数Fは,次の式によって算出する。
F=WR/ (11.0×f)
ここに,
WR: 試験に用いる研磨紙によって,基準パネルを100往復摩擦し
たときの平均摩耗減量 (mg)
11.0: 標準研磨紙によって基準パネルを100往復摩擦したときの
平均摩耗減量 (mg)
f: 基準パネルの係数で,基準パネルに記載されているファクタ
ー
10. 結果の表し方
10.1 摩耗減量 100往復の摩耗試験が行われたとき(通常100DSが推奨される。),100DS摩耗に対する
減量WLは,次の式によって算出する。
WL=WS/F (mg/100DS)
ここに, WS: 試験片の100 DS当たりの平均摩耗減量 (mg)
F: 研磨紙の検量係数(9.4.2で求める。)
10.2 耐摩耗性RAは,次の式によって算出する。
RA=F×100/WS (DS/mg)
10.3 摩滅 (wearthrough) もし塗膜又は多層系の上塗塗膜が摩滅するまで試験が続けられたときは,摩滅す
るのに要した往復回数の平均値を計算する。
備考7. 塗膜の摩滅後の摩耗減量は,試験板の摩耗性によって影響を受ける。
11. 精度 試験の精度は,試験される試験片の性質に依存する。基準パネル (PMMA) については,次の
値が得られている。
繰返し精度,(r)(1人の測定者,一つの装置),±5.2 %以内
6
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
再現精度,(R)(複数の測定者,複数の装置),±11 %以内
これらの数字は,共同実験についての日本からの報告に基づく。この共同実験の情報はTC-35 (NNI) の
書記局から入手できる。
12. 試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験された製品を確かめるのに必要なすべての詳細
b) この規格の適用
c) 附属書Aに適用されている補足情報の項目
d) c)中に引用されている情報を提供する国際規格,国家規格,製品規格又は他の文書の引用
e) 適用した荷重
f)
用いられた研磨紙のグレード及びその検量係数(9.4.2で求められる。)
g) 試験片及び基準パネルの摩耗減量測定に適用された摩擦往復回数
h) 10.に示された試験結果
i)
規定試験条件からの逸脱
j)
試験年月日
7
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 必要な補足情報
この附属書に記載する補足情報の項目は,この試験方法を実施するうえで,適切なものとして提示しなけ
ればならない。必要とされる項目は,望ましくは受渡当事者間で協定されるべきであり,試験に関連する
国際規格若しくは国家規格,又は他の文書から全体的又は部分的に引用してもよい。
a) 試験板の材料,厚さ,表面調整
b) 試験板に塗られる塗料の塗装方法,多層塗膜系の場合は,各塗装の間隔,乾燥条件
c) 塗装の間隔及び乾燥(又は焼付け)条件,及びもし適用可能ならば,試験前の養生
d) マイクロメートル単位で測定した乾燥塗膜の厚さ,JIS K 5600-1-7に従った測定方法,及び単一塗膜
系か多層塗膜系か
e) 9.1に規定された条件と異なるならば,試験中の温度及び湿度
8
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 研磨紙の校正用に推奨する基準板
1) 材料
20℃で次の物理的性質をもつポリメチルメタクリレート (PMMA)
ユニバーサル硬度,RU251.7/0.5 :220±5N/mm2
(ISO/TC 164/SC 3, N589E)
耐摩耗性,RA
:9.09±1.0DS/mg
密度
:1.19g/cm3
屈折率,
20
D
n
:1.49
引張強度
:760kg/cm2
弾性率
:3×104kg/cm2
伸び率
:4.5%
分子量
:(GPC) 100 000
2) 標準寸法及び形状
50mm×50mm×2mm,平滑な板
9
K 5600-5-10 : 1999 (ISO/DIS 7784-3.2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 松平 忠志