9
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
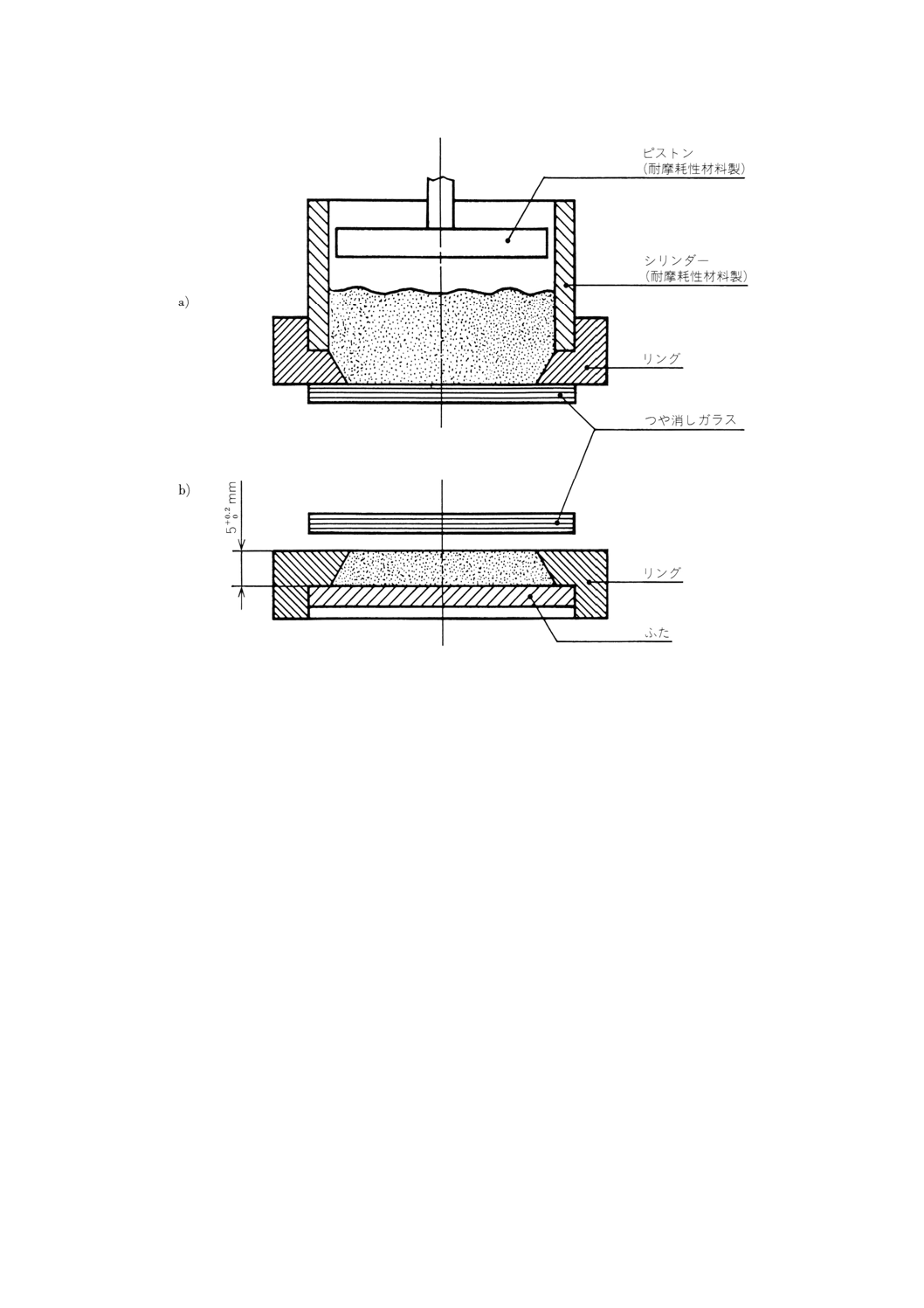
図1 硫酸バリウム (BaSO4) 反射率標準の調整用パウダープレス
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-4は塗料一般試験方法−塗膜の視覚特性に関する試験方法として,次の各節によって構成す
る。
JIS K 5600-4-1 第4部−第1節:隠ぺい力(淡彩色塗料用)
JIS K 5600-4-2 第4部−第2節:隠ぺい力(低明度塗料用)
JIS K 5600-4-3 第4部−第3節:色の目視比較
JIS K 5600-4-4 第4部−第4節:測色(原理)
JIS K 5600-4-5 第4部−第5節:測色(測定)
JIS K 5600-4-6 第4部−第6節:測色(色の計算)
JIS K 5600-4-7 第4部−第7節:鏡面光沢度
JIS K 5600-4-2, 4-3, 4-7には,それぞれ次に示す附属書がある。
JIS K 5600-4-2 附属書A(規定) 必要な補足情報
JIS K 5600-4-3 附属書A(規定) 必要な補足情報
JIS K 5600-4-3 附属書B(規定) 色差等級表
JIS K 5600-4-3 附属書C(参考) 条件等色対 (METAMERIC MATCHES)
JIS K 5600-4-7 附属書A(規定) 必要な補足情報
JIS K 5600-4-7 附属書B(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-4-5 : 1999
(ISO 7724-2 : 1984)
塗料一般試験方法−
第4部:塗膜の視覚特性−
第5節:測色(測定)
Testing methods for paints−Part 4 : Visual characteristics of film−
Section 5 : Colorimetry (Measurement)
序文 この規格は,ISO 7724-2 : 1984, Paints and varnishes−Colorimetry−Part 2 : Measurementを翻訳し,技
術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にない事項である。
この測色に関する規格は,次の三つで構成されている。
JIS K 5600-4-4 塗料一般試験方法−第4部:塗膜の視覚特性−第4節:測色(原理)
JIS K 5600-4-5 塗料一般試験方法−第4部:塗膜の視覚特性−第5節:測色(測定)
JIS K 5600-4-6 塗料一般試験方法−第4部:塗膜の視覚特性−第6節(色差の計算)
JIS K 5600-4-4, JIS K 5600-4-5及びJIS K 5600-4-6は,次に示すような目的に必要なものとして,計測器
による塗膜の色座標及び色差の測定方法を規定する。
a) 試験試料(塗装された試験板,又は塗装した物品からの試料)及び参照標準間の色差の客観的な記載。
b) その測定結果が工程の管理又は調節に使用されるように,塗装した物品の生産における色の偏差を測
定する。
c) 屋外暴露及び他の化学的又は物理的な影響によって生じる色の変化の客観的な記載。
d) 色参照標準の実際的な管理。
備考 色参照標準は老化を免れない。そして,その老化は,そのうちに,はっきりした色の変化とな
る。これらの変化を,適時に見つけるためには高度に正確な測色が必要である。このことは,
そのような変色した参照標準について発注するときに,特に重要である。
1. 適用範囲 この規格は,塗膜の色座標を測定する方法について規定する。この方法は,正常な色覚で
見た場合に,均等な一つの色(すなわち,単色)に見える塗膜だけに適用できる。素地を完全に隠ぺいし
てない非透明の塗膜は,不透明の系を意味し,この規格で規定する方法を用いて測定してもよい。
夜光塗料の塗膜,透明塗料の塗膜及び半透明の塗膜(例えば;ディスプレイ用又はランプガラス用),再
帰反射塗料(例えば交通標識)及びメタリック塗料の塗膜などは,この規格の適用範囲外である。
2
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5600-1-2 第1部−第2節:試料採取方法
備考 ISO 1512 : 1991, Paists and varnishes−Sampling of products in liquid or paste formが,この規格と
一致している。
JIS K 5600-1-3 第1部−第3節:試験用試料の検分及び調整
備考 ISO 1513 : 1992, Paints and varnishes−Examination and preparation of samples for testinigが,こ
の規格と一致している。
JIS K 5600-1-4 第1部−第4節:試験用標準試験板
備考 ISO 1514 : 1993, Paints and varnishes−Standard panels for testingが,この規格と一致している。
JIS K 5600-1-7 第1部−第7節:膜厚
備考 ISO 2808 : 1997, Paints and varnishes−Determination of film thicknessが,この規格と一致して
いる。
ISO 3534 統計:用語及び記号。(ISO 3534, Statistics−Vocabulary and symbols. )
ISO 5725 試験方法の精度:試験室間試験による繰返し精度及び再現精度の決定。(ISO 5725, Precision
of test method−Determination of repeatability and reproducibility by inter-laboratory tests. )
JIS K 5600-4-4 第4部−第4節:測色(原理)
備考 ISO 7724-1 : 1984, Paints and varnishes−Colorimetry−Part 1 : Principlesが,この規格と一致し
ている。
JIS K 5600-4-6 第4部−第6節:測色(色差の計算)
備考 ISO 7724-3 : 1984, Paints and varnishes−Colorimetry−Part 3 : Calculation of colour differencesが,
この規格と一致している。
CIE Publication No.15, Supplement No.1, Special metamerism index : Change in illuminant.
3. 原理 次の方法から一つを選んで三刺激値X10, Y10, 及びZ10を測定する。
− 分光光度計による塗膜の分光測光特性(分光反射率又は分光立体角反射率)の測定及びその三刺激値
の計算。
− 三刺激値色彩計による三刺激値の測定。
色度座標x10, y10の計算,又はJIS K 5600-4-4に規定されている三刺激値からの近似的均等色のCIE 1976
(L*a*b*) 色空間の色座標の計算。
4. 照射及び受光の条件の選択 表面のテクスチャー (texture) ,試験塗膜の反射特性及び測定によって得
られる情報などを考慮に入れて,JIS K 5600-4-4に規定の照射及び受光の各測定条件の中から,一つの条
件を選択すべきである。
4.1
テクスチャーのない平滑な塗膜 JIS K 5600-4-4に規定のすべての各測定条件はテクスチャーのな
い平滑な塗膜の色座標を測定するのに適している。
参考 テクスチャーとは,典型的には織物の表面構造だか,ここでは材質の微細な部分の大きさと組
織による目に見える表面構造である。
3
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
光トラップ非使用の積分球で測定した三刺激値が,その表面反射を修正される場合は,高光沢の試料に
関して,すべての測定条件下で得られる各結果は対比可能である。
備考 表面反射とは,試料を照明する光の一部分が,その表面で反射(拡散的及び鏡面的)されるも
のであり,その他の部分は,顔料によって散乱されて戻ってくる。入射角度0°〜8°照射に対
する表面反射率(フレネル反射率)は,約0.04である。
他のすべての試料に対する測定条件の選択は,その測定に鏡面反射が含まれなければならないのか又は
除外されなければならないのかに依存する(JIS K 5600-4-6参照)。
4.1.1
鏡面反射を含む測定 測定条件8/d又はd/8(両方ともに,光トラップ非使用)を使用する。
備考 例えば,屋外暴露後のように,色変化が目視で認識できないのに,光沢か変化している場合は,
鏡面反射を含んで測定する三刺激値は,一般的には,光沢変化の影響を受けない。
4.1.2
鏡面反射を除外する測定 測定条件8/d若しくはd/8(両方共に,光トラップ使用),又は45/0若し
くは0/45を使用する。
備考 光沢が変化する場合,表面反射の拡散部分は変化する。その結果,鏡面反射を除外して測定す
るその三刺激値も又変化する。
4.2
表面にテクスチャーのある塗膜
4.2.1
鏡面反射を含む測定 表面にテクスチャーのある塗膜(例えば,テクスチャー仕上げ)の分光特性
を示すためには,測定条件8/d又はd/8(両方共に,光トラップ非使用)を使用する。
4.2.2
鏡面反射を除外する測定 つや消し又は低光沢の試料に対しては,測定条件8/d又はd/8(両方共
に,光トラップ使用)を使用する。試料が測定中に回転される場合は,測定条件45/0又は0/45のどちら
かを選択して使用する。試料が円環状に照射されるか又は互いに90°である二つの光束で照射される場合
は,測定条件45/0を使用する。
備考 高光沢及びテクスチャーをもった塗面に対しては,測定条件8/d又はd/8(両方共に光トラップ
使用)及び45/0又は0/45は使用しないほうがよい。その理由は,ランダムな鏡面反射光が受
光器に達するからである。
5. 測色標準観測者及び標準光の選択
望ましくは,CIE 1964補助標準観測者及び標準光D65を用いるべきである。
ある特殊のメタメリズムインデックス[参照光(望ましくはD651))を試験光に置き換えることによっ
て生じる二つの試料間の色差の変化]の測定には,標準光Aを試験光として使用すべきである。
初期の設計の三刺激値色彩計は,標準光Cに対するCIE 1931標準色度システムによる三刺激値の測定
だけに適するフィルターだけを備えている。もし色度測定が三刺激値法に基づいて行われているのであれ
ば,この測色標準観測者と標準光(標準光C)の組み合わせを認めるべきであり,その使用について報告
すべきである。
注1)
参照:CIE Publication No.15, Supplement No.1
6. 装置
6.1
分光光度計
高精度の光度測定には,4.に規定するように,選択された照射及び受光の条件を満足するプリズム又は
回折格子モノクロメーター及び光度計ヘッドなどを備えたシングルビーム,望ましくはダブルビーム反射
分光光度計を使用しなければならない。
4
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これらの測定機器を用いて,分光反射率又は分光立体角反射率を測定して求められる併行許容差(繰返
し性)は,次の二つの数値,すなわち,読み取り値の0.2%又は0.001(絶対値)のいずれか大きい方の値
よりも良好(小さい)であるべきである。
参考 その測定値が50%を超える場合はその測定値の±0.2%,50%以下の場合は絶対値で±0.001よ
りも良好であることが望ましい。
長時間間隔の中間精度許容差の3倍を超えるべきでない。
備考 この規格の目的に関して,その測定方法の併行許容差は,同一条件(同一測定,同じ分光光度
計,短時間間隔)下で同一塗膜について得られた2個の単一測定結果間の差の絶対値が,95%
の確率で,それ以下に存在することが期待される値である。併行許容差は,この測定方法の標
準偏差に適切な係数を乗じることによって求められる(ISO 5725参照)。
正確さは,次の二つの値のうち,いずれか大きい方の値よりも良好であるべきである:読み取り値の0.5%
又は0.002(絶対値)。
参考 その測定値が40%を超える場合はその測定値の±0.5%,40%以下の場合は絶対値で±0.002よ
りも良好であることが望ましい。
備考 この規格の目的に関して,正確さとは,同一測色法で非常に多数の測定を行ったとき,その平
均値と真値間の一致の程度をいう(ISO 3534参照)。
もし,色測定が,色参照標準の実際の管理[序文d)]のために行われるのであれば,上記の形式の分光
光度計を,簡易型(6.2)又は三刺激値色彩計(6.4)に優先して使用すべきである。
6.2
簡易型分光光度計
4.で記載したように,選択した照射及び受光の条件を満足する光度計ヘッドを備えた簡易型分光光度計
は,急勾配の分光曲線をもつ高彩度塗膜を測定する場合を除いて,序文a)〜c)に記載された項目について
は,十分に適用できる。そのような測定器とは400nmから700nmの範囲の波長にわたって均等に分散し,
かつ20nmか又はそれ以下の半値幅をもつ少なくとも16個の干渉フィルターを持っている光度計である。
短時間及び長時間の繰返し性に関しては,6.1で分光光度計に関して定めたのと同じ条件を適用する。
正確さは,次の二つの値のうち,いずれか大きい方の値よりも良好であるべきである。読み取り値の1%
又は0.004(絶対値)。
参考 その測定値が40%を超える場合はその測定値の±1%,40%以下の場合は絶対値で±0.004より
も良好であることが望ましい。
6.3
積分器
測定した分光光度特性を,標準の光の相対分光分布Sλ及び等色関数x10 (λ), y10 (λ), z10 (λ) とで,重み
付けするために,そして,かつ,JIS K 5600-4-4の規定のように,その和を算出するために,十分な記憶
装置をもったコンピュータを使用してもよい。
(参考 現在の通常のパソコンはその能力を十分にもっている。)
簡易型分光光度計及びある種の自動分光光度計には,電子的又は機械的の積分器が組み込まれている。
6.4
三刺激値色彩計
測定値が三刺激値に関して単純な線形関係になるように構成されていなければならない3個の三刺激値
フィルターによって,積分は光学的に行うこともできる。この種の測定器は,三刺激値色彩計といわれて
おり,4.に規定するように選択された照射及び受光の条件を満足する光度計ヘッドを備えている。
上記a)の3個のフィルターは,それらの分光透過率τx (λ), τy (λ),及びτz (λ) に関して,等色関数と,そ
の測定器の光源及び標準の光の相対分光分布と,そしてその光電検出器の感度に合致していなければなら
5
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。しかし,三刺激値色彩計の製造者は,わずかの例外を除いて緊密な合致への対応ができていない。
そのτxのフィルターは,500nm以下の波長範囲では光を完全に吸収する。したがって,三刺激値X10は,
τx及びτzフィルターで測定された反射率を別々の定数で重み付けした後に加え合わせることによって算出
される。
各フィルターを必要なパラメータに合致させることが困難なので,三刺激値色彩計は,一般に,色を測
ることにはきわめて適していないので,色差測定に限定すべきである。色差測定に使用する場合でも,標
準及び試料間にメタメリズムがあれば参照色に合致させることは困難であるかもしれない。したがって,
三刺激値色彩計は,序文のb)及びc)への適用に限定するのが最もよい。
三刺激値が測定される場合の併行許容差(繰返し性)は,次の二つの数値すなわち,読み取り値の0.2%
又は0.001(絶対値)のいずれか大きい方の値より良好であるべきである。
参考 その測定値が50%を超える場合はその測定値の±02%,50%以下の場合は絶対値で±0.001よ
りも良好であることが望ましい。
正確さは,その明度とその反射率曲線次第で1%よりも悪くなることがある。
7. 試料採取方法及び試験用試料の調整
序文のa)及びc)の適用に関してはJIS K 5600-1-2に規定するように試験塗料の代表試料を抜き取る。
JIS K 5600-1-3に規定しているように,試験用試料を検分し,調整する。
JIS K 5600-1-4に従って,試験板を調整する。製造者の説明書の指示又は他の協定に基づいて塗膜の塗
装を行い,乾燥をさせ,必要な場合には養生を行う。
備考 塗膜が可逆的な温度依存性の色の場合は,その塗膜は,適切な方法(例えば,自動温度制御の
試料保存用機器)によって,温度23℃±2℃に保存すべきである。非可逆的な温度依存性の色
の塗膜は,色が変化しなくなるまで,乾燥後の養生をすべきである。素地を完全に隠ぺいして
いない塗膜の場合,色は素地の色及び塗膜厚に依存する。そして,その膜厚はJIS K 5600-1-7
に規定する方法の一つによって測定すべきである。
塗装した物品[序文b)に記載した適用]から測定する面を代表する試験試料を取る。必要な場合には,
試料の数は受渡当事者間で協定すべきである。
試験塗膜は平面で清浄でなければならない。その試験塗膜の大きさは,その使用する測定器の直径10mm
以上の試料面用の開口に対して,相当の大きさがあって測定するのに十分であるべきである。
8. 反射率標準
8.1
一次標準 試料の反射率又は立体角反射率の測定用一次標準は,CIEによって勧告されているよう
に,完全拡散反射面であり,すべての波長に対して均一で等しい分光反射率をもった理想的な均等拡散面
として定められている。
8.2
二次標準 一次標準は実際には存在しないので,一次標準の分光反射率にできるだけ近い既知の分
光反射率をもった二次標準が必要である。
8.2.1
原料
タブレット状に圧縮して固めた硫酸バリウム粉末を通常二次標準として使用する。その硫酸バリウム粉
末の製造者は,そのタブレットが種々の波長に対するその粉末の分光反射率ρ8/d (λ) 又は分光立体角反射率
R45/0 (λ) を,そのタブレットは,もっていることを記載すべきである。±0.001以内の正確さで反射率及び
立体角反射率が内挿できるように,これらの波長は選ばれなければならない。記載した方法で調整し,絶
6
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対的な測定技術を用いて測定し,すなわち,間接的に一次標準に関連づけられる硫酸バリウムタブレット
は,上記の値に適合しなければならない(11.参照)。
その硫酸バリウム粉末は,汚染物質を含まず,かつ,圧縮して固めるのに適していなければならない。
備考 硫酸バリウム粉末で作られたタブレットの分光反射率ρ8/d (λ) と分光立体角反射率Rd/8 (λ) とは
ほとんど一致している。硫酸バリウム粉末で作られたタブレットの分光立体角反射率R45/0 (λ)
とR0/45 (λ) とが一致する範囲は,今後,決定されなければならない。
8.2.2
調整及び点検
この目的だけに使用する機械的なパウダープレスを用いて,硫酸バリウム粉末の一定量を,最小厚さ
5mm,密度1.6g/cm3〜1.7g/cm3のタブレット状にする。そのタブレットはテクスチャーを示さずに,平坦
で,つや消しの面でなければならない。微量の粉末残さ(渣)が,タブレット面の質を劣化させるので,
各圧縮操作後は,パウダープレスを清浄にしなければならない。タブレットは,一度使用した粉末試料を
用いて再調整してはならない。
この規格に従って調整した2次標準の反射率の繰返し性は,硫酸バリウム粉末の与えられた同一ロット
で0.2%より良好でなければならない。
この方法で調整した反射率標準は,注意深く取り扱い,さらに,デシケータ内に保管する場合,一週間
は使用可能である。それらの反射率標準は紫外線放射 (λ<270nm) に曝されないように注意を払うべきで
ある。その理由は,このことが450nm以下の波長範囲の分光反射率に変化を及ぼすからである(11.参照)。
次の装置及び方法は硫酸バリウム標準を調整するのに適していることが判明している。
なお,そのパウダープレスを図1に示す。
後でタブレットの枠として役に立つ金属リングは,最初は清浄なすりガラス板によって,そのリング底
部を閉鎖されている[備考及び図のa)参照]。そのリングとそのガラス板は締め具(図示されず)で連結
されている。秤量した粉末(タブレット容量1cm3当たり1.65mg)が,リング内に挿入されているシリン
ダーの中に注ぎ込まれる。そして,ピストンがシリンダーに入るようにしてパウダープレスの2個の部分
(参考 ピストンを含む上の部分とシリンダー以下の下の部分)は組み合わされる。そこで,2個の部分
は,ねじ込み合わさった状態である。タブレットの密度を高めるために,上のピストン部をゴム製ハンマ
ーで数回,ゆるく軽くたたく。それから,その上のピストン部を,さらに,ねじ込む。その粉末が,リン
グの円錐状部分だけに充てんされるまで,軽くたたくこと及びねじ込むことを2〜3回繰返す。ピストンの
ある上の部分とシリンダーを取り外してからふたをする。パウダープレスを裏返し[図のb)参照]て,締
め具を開いて,底の部分のガラス板を取り除く。タブレットの露出面は,光度計開口面に接触するリング
表面と同一の水平面にすべきである。その粉末は,既に,きつく圧縮されているので垂直位置又は下向き
の位置でも使用できるし,その際にも粉末は崩れない。
備考 粉末の面に接するガラス板の表面は砥粉(粒径約0.3μm)で研磨して,つや消しにした後に希
ふっ化水素酸でエッチングする。
ガラス板はクロム硫酸で十分に洗浄した後に,最初に蒸留水ですすいで,次にエタノールですすぎ,乾
燥させる。中間洗浄のためには,エタノールをしみこませた脱脂綿の塊が有効である。
8.3
実用標準
個々の測定器の日常の測定用には,長期間にわたって安定した分光反射率を示す実用標準を使用するこ
とが可能である。これらの実用標準は均等拡散面である必要はないが,硫酸バリウム標準及び実用標準が
実際に使用される測定器で,校正しなければならない。実用標準は,例えば,乳白ガラス,ビトロライト
又はセラミックタイルのような安定な耐久性のある物質から作るべきである。表面の汚染の除去及び清浄
7
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
が容易であるようにその表面は磨かれていなければならない。
無彩色灰色実用標準は,測光目盛の直線性を点検し,その測定器の測光範囲を拡大するために用いられ
ることが望ましい。その結果,この点検が可能でない場合よりも,暗い試料をより高い信頼性で測定する
ことができる。
この試験方法の繰返し性及び正確さの点検は,分光的に選択性のある多数の実用標準を用いて行うこと
ができる。
9. 手順
9.1
分光光度計を用いる方法 測定器は,製造者の説明書に従って操作しなければならない。
測光目盛又は強度測定ユニット,及び備え付けられている場合は,積分器を調整する。試料開口面に高
性能の光ラップを置いて,0点を調整する。光線束を遮蔽することによって0点を調整してはならない。
全可視波長範囲にわたる適当な反射率標準で高い値の限界点を設定する。
既知の分光反射率をもった灰色常用標準を用いて光度計目盛の直線性を点検する。
鋭い放射線(輝線)をもったカドミウム又は水銀放電灯を用いて波長の目盛を校正する。
備考 拡散光の除去(例えば,適切な迷光フィルターの使用によって)及び汚染した光学部品面の清
浄によって,更に測定器の誤差は避けられる。
分光的に選択性のある適切な実用標準を用いて,測定器の製造者によって提示された値に,繰返し性が
合致するかを点検する。
測定器の使用時間に依存するが,光度計の目盛の直線性,波長目盛の校正,そして繰返し性を定期的に
再度点検する。
スリット幅,又はスリット幅プログラムを,選択した波長間隔(下記i)参照)と測定される塗膜の明度
に関して,分光的な解像度及び感度間の望ましい釣り合いに調節する。適切な記録速度を選択する。
10nmより小さい半値幅をもった単色光を用いて分光範囲380〜770nmにわたって波長間隔⊿λ=10nmで
測定する。急な分光反射曲線をもった高彩度塗膜のような特別の場合は,5nmより小さい半値幅をもった
単色光を用いて5nm波長間隔で測定する。
選択した測定条件に依存するが,分光反射率又は分光立体角反射率を測定する。また,積分器を使用の
場合は,反射率標準に関連して試料の三刺激値及び色度座標を決定する。
すべての測定においても導入された誤差を検出するために,各測定を繰り返す。測定器の製造者によっ
て提示された繰返し性能と対比して不一致の程度が大きい場合はその測定を数回繰り返す。必要な場合に
は,その不一致の原因を除去する。
備考 不一致は測定器又は試料のどちらかの原因で生じる可能性がある。
積分器を備えていない分光光度計で分光特性を決定する場合はJIS K 5600-4-4に従って,その三刺激値
及び色度座標を計算する。
三刺激値Y10及び色度座標x10, y10又は色座標L*, a*, b*の平均値を計算する。
9.2
簡易型分光光度計又は三刺激値色彩計を用いる方法 測定器は製造者の説明書に従って操作しなけ
ればならない。
強度測定ユニットを調整する。簡易型分光光度計を使用の場合は,積分器も調整する。試料開口面に高
性能の光トラップを置いて,0点を調整する。光線束を遮蔽することによって0点を調整してはならない。
順番に,各フィルターに対して,適当な反射率標準で高い値の限界点を設定する。
既知の分光反射率をもった無彩度の灰色常用標準を用いて強度測定ユニットの直線性を点検する。
8
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
適切な分光常用標準を用いて各フィルターの老化及び繰返し性を点検する。三刺激値色彩計を使用の場
合は,光源,フィルター及び受光器で構成される測定ユニットを点検する。
測定器の使用時間に依存するが,直線性,繰返し性及びフィルターの老化を定期的に点検する。三刺激
値色彩計を使用の場合は,測定ユニットの幾何条件も再度点検する。
反射率標準に関連して,三刺激値Y10及び色度座標x10, y10又は色座標L*, a*, b*の平均値を測定する。測定
を繰返して平均値を計算する。
10. 試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験塗料の種類及び名称
b) この規格の適用
c) 測定器の種類(分光光度計,三刺激値色彩計など)及びその名称(製造者及び種類)
d) 波長間隔(もし,あれば)
e) すべての特別な観察結果(例えば,非隠ぺい塗膜では膜厚)
f)
記録された試験の結果,次のどちらか適切なもの
・三刺激値Y10及び色度座標x10, y10の平均値
又は
・心理メトリック明度L*と座標a*, b*
照明及び受光の幾何学的条件の名称と使用した場合には光トラップを併記する。
g) 協定又はその他に基づく,規定された手順からの逸脱
h) 試験年月日
11. 文献
ERB, W. Requirements for reflection standards and the measurement of reflection values, Applied Optics 14 1975 :
493.
9
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 硫酸バリウム (BaSO4) 反射率標準の調整用パウダープレス
10
K 5600-4-5 : 1999 (ISO 7724-2 : 1984)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 伊藤 義人