K 5600-2-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-2は,塗料一般試験方法−塗料の性状・安定性に関する試験方法として,次の各節によって
構成する。
JIS K 5600-2-1 第2部−第1節:色数(ガードナー法)
JIS K 5600-2-2 第2部−第2節:粘度
JIS K 5600-2-3 第2部−第3節:粘度(コーン・プレート粘度計法)
JIS K 5600-2-4 第2部−第4節:密度
JIS K 5600-2-5 第2部−第5節:分散度
JIS K 5600-2-6 第2部−第6節:ポットライフ
JIS K 5600-2-7 第2部−第7節:貯蔵安定性
JIS K 5600-2-1, 2-2, 2-5, 2-6には,それぞれ次に示す附属書がある。
JIS K 5600-2-1 附属書A(規定) ガラス参照基準の校正
附属書B(規定) 液状ガードナー色数基準
JIS K 5600-2-2 附属書A(規定) 塗料粘ちゅう(稠)度のためのフローカップの利用
JIS K 5600-2-5 附属書A(規定) 非SI単位で目盛られたゲージ
附属書B(規定) 溝深さの検査の方法
JIS K 5600-2-6 附属書A(規定) 必要な補足情報
附属書B(参考) 試験する反応系の指針
附属書C(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-2-2 : 1999
塗料一般試験方法−
第2部:塗料の性状・安定性−
第2節:粘度
Testing methods for paints−Part 2:Characteristics and stability of paints−
Section 2:Viscosity
序文 この規格は,1993年に第4版として発行されたIS0 2431, Paints and varnishes−Determination of flow
time by use of flow cupsを翻訳し,技術的内容を変更することなく作成した試験方法,及び対応国際規格に
規定されていない試験方法を追加して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,塗料及びその関連製品の試料採取及び試験方法を扱う一連の規格のうちの一つである。
1.2
この規格は,塗料の流動性評価のため,粘度計を用いて液体の流れに対する抵抗である粘度の測定
方法について規定する。この粘度測定は,表1の中から塗料の性状及び測定目的によって適切な方法を選
定して行う。
表1 粘度測定法
測定法の種類
塗料の性状
単位
3
フローカップ法
希釈した比較的低粘
度の塗料
秒
4
ガードナー形泡粘度計法 透明塗料
アルファベット記号
又はストークス
5
ストーマー粘度計法
ニュートン又は非ニ
ュートン液体
KU値
備考 この規格の対応国際規格を,次に示す。
ISO 2431 : 1993, Paints and varnishes−Determination of flow time by use of flow cups
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格はその最新版(追補を含む。)を適用する。
JIS B 7410 石油類試験用ガラス製温度計
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
2
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 1512 : 1991, Paints and varnishes−Sampling of products in liquid or paste formが,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
備考 ISO 1513 : 1991, Paints and varnishes−Examination and preparation of samples for testingが,この
規格と一致している。
3. フローカップ法
3.1
要旨
3.1.1
この試験方法(規格)は,塗料及びその関連製品の粘度調整に使用される流下時間の測定方法につ
いて規定する。塗装温度において,適正な塗装粘度に塗料を調整する方法については,この規格の附属書
A(参考)に記載されている。
3.1.2
それぞれ3mm,4mm,5mm及び6mmのオリフィス径をもった同じ寸法,形の4種類のフローカ
ップが明記されている。それらの校正方法が記載されている。
3.1.3
この試験方法は,フローカップのオリフィスからの流れの破断点が明確に決定できる試料だけに限
定される。この破断点は100秒を超える流下時間の材料については流下速度が減速するために判定が難し
く,再現しにくい。
3.2
定義 この規格で用いる用語の定義は,次による。
3.2.1
流下時間 カップに満たされた液体がオリフィスから流下し始めた瞬間から,流れが最初に切れる
瞬間までの時間。
3.2.2
ニュートン流動 せん断応力と速度こう配の比が,時間又は速度こう配によって変化しない物質に
よって示される流動形態。この比の変化が小さい場合,かくはんのような機械的かく乱の影響は無視でき,
ニュートン流動とみなされる。
3.2.3
非ニュートン流動 一定の温度下でせん新応力と速度こう配の比が,時間又は速度こう配によって
変化する物質によって示される流動形態。例えば,いわゆるチクソトロピック流体では検査前にかくはん
などの機械的かく乱を与えた試料は,かくはんしていない試料よりも流下時間が短くなる。そのような物
質では,すべてのフローカップにおいて流下時間には変化があり,不確定である。
3.2.4
流動粘度 せん断応力と速度こう配の比。
備考 流動粘度のSI単位は,パスカル秒 (Pa・s) である。伝統的な単位は,センチポアズ (cP) : 1cP
=1mPa・sである。
3.2.5
動粘度 流動粘度と液体密度の比。
備考 動粘度のSI単位は,m2/sである。伝統的単位は,センチストークス (cSt) である。
1 cSt=1 mm2/s
3.3
温度についての考慮 落下時間に対する温度の効果は,塗装作業性に非常に重要であり,物質によ
って変わる。国際的に参考にできることを目的とするならば,試験温度を統一する必要があり,この規格
では23±0.5℃としている。
しかし,より便宜的には,その他の協定温度(例えば,25℃)で試験してもよい。
流下時間による管理のためには,試料とフローカップの温度を,協定温度又は規定温度に保って試験す
る必要があり,試験中の温度変化は0.5℃を超えないことを確認しなければならない。
3.4
装置
3.4.1
フローカップ
3
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4.2
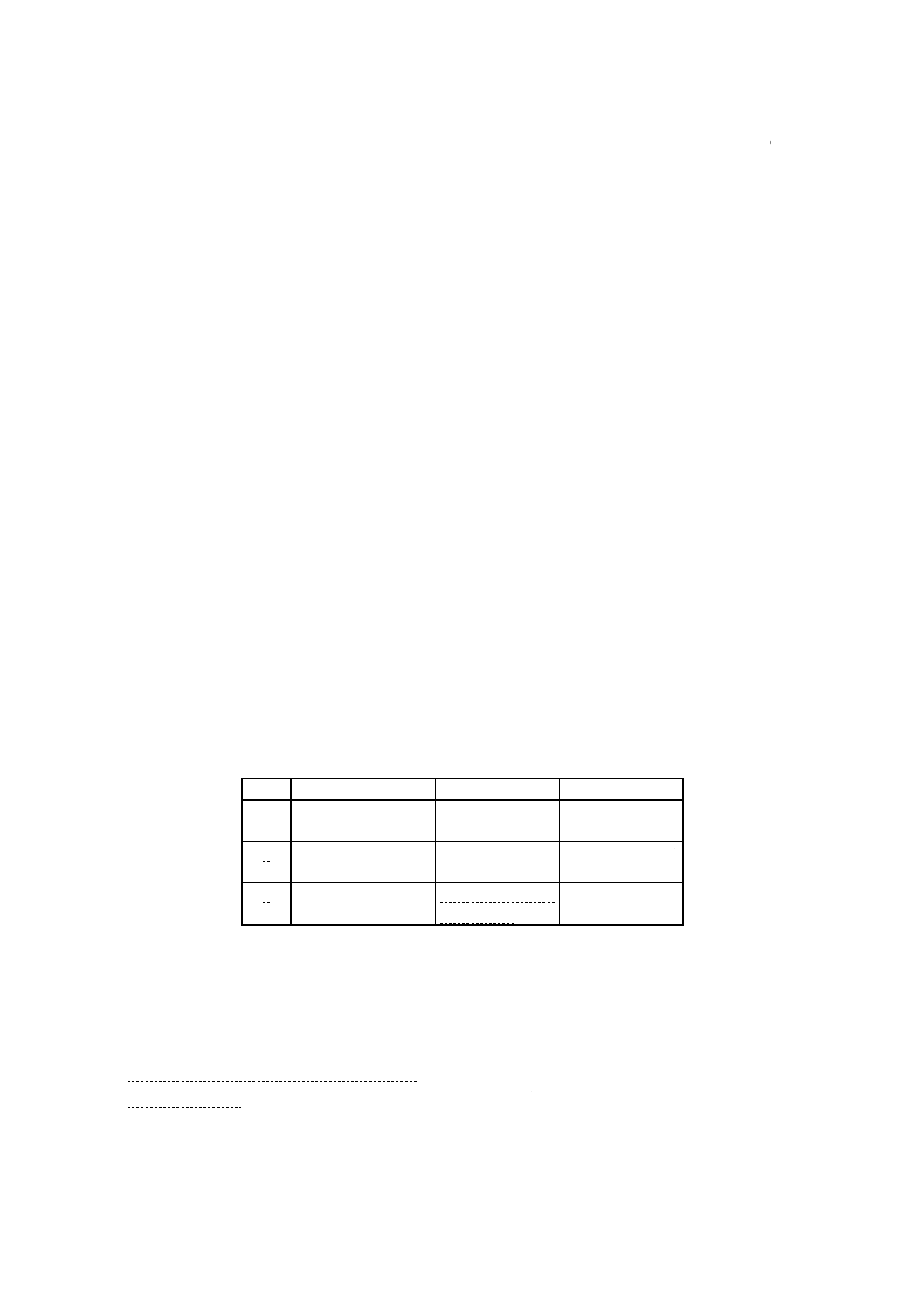
寸法 フローカップの寸法及び製作上の許容誤差を図1に示す。
備考 最も厳密な精度を必要とするのは,カップの噴出口の内径である。その理由は,流下時間はこ
の寸法の4乗に反比例するからである。カップの噴出口は,特に指定されない限りステンレス
鋼か,又は焼結カーバイトで製作し,カップ本体は,さびの出ない,かつ,試料によって影響
を受けない材質とする。
3.4.3
構造 カップの壁の厚さのように,特に寸法が指定されていないものは,使用中に変形が生じない
ようにすればよい。図1に示した形が推奨されるが,使用上,又は製作上の都合によって変更してもよい。
しかし,カップから突き出した噴出口が不慮の衝撃によって,変形しないように保護管(スリーブ)を付
ける必要がある。保護管(スリーブ)と噴出口があまり隣接していると,試験中に流下した液が毛細管作
用を受けるので,それを避けるようにしなければならない。
備考 温度管理のためのケースを備えたフローカップを推奨する。
3.4.4
仕上げ オリフィスを含むカップの内面は平滑でなければならない。削りあと,段差,突起などが
あると液の流れが乱れる原因となり,また試料及び洗浄液のたまりの原因となる。
備考 表面粗度の許容範囲の標準は,0.5μm以下である。
3.4.5
校正 ニュートン流体を,同じ寸法のフローカップを用いて,同じ温度で測定した流下時間は同一
になる。これによって,同じ寸法のフローカップが流下時間の測定に当たって寸法が許容範囲にあるかど
うか,及び同一のフローカップを測定時に許容範囲を超えるような摩耗や,損傷を受けていないかどうか
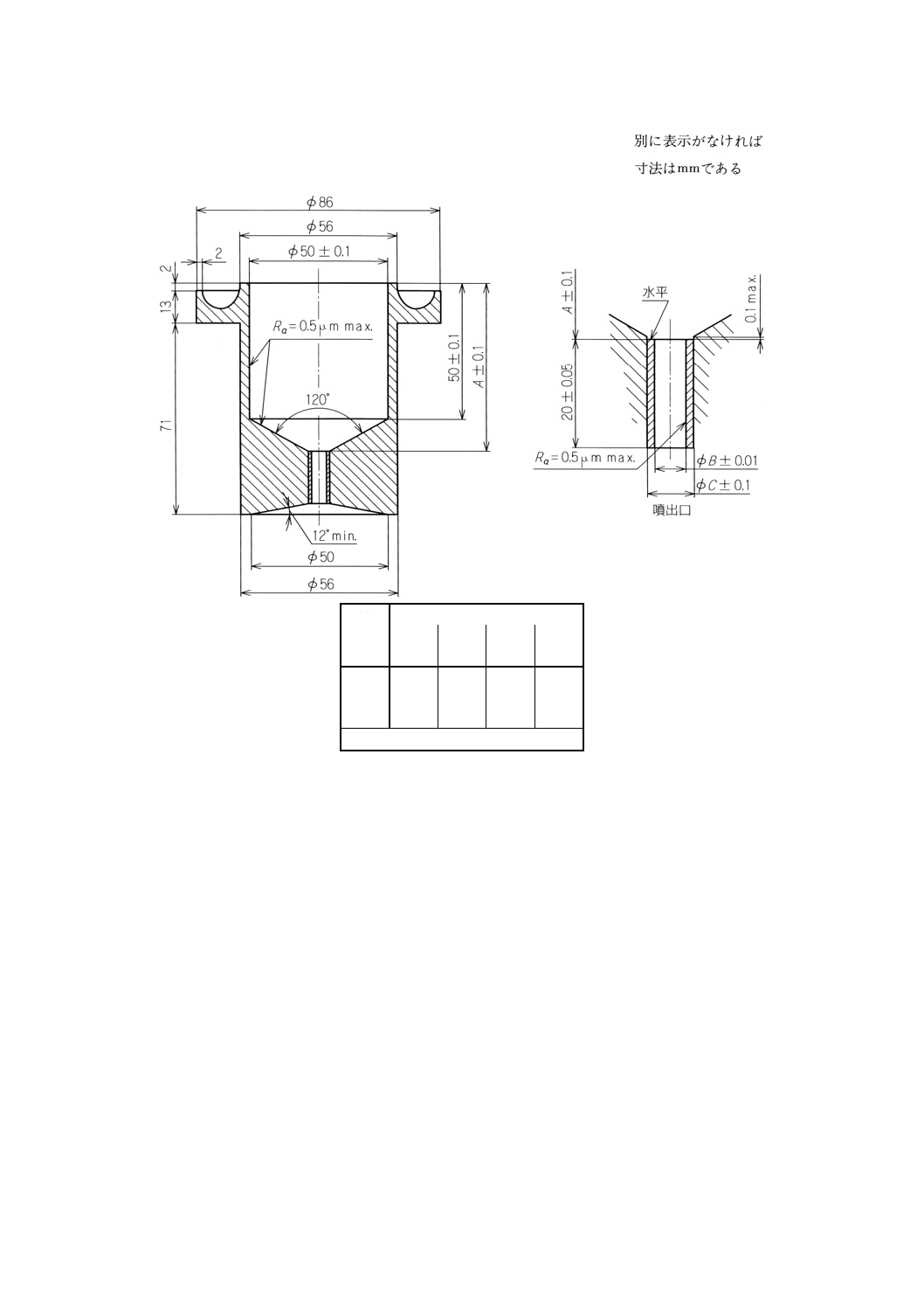
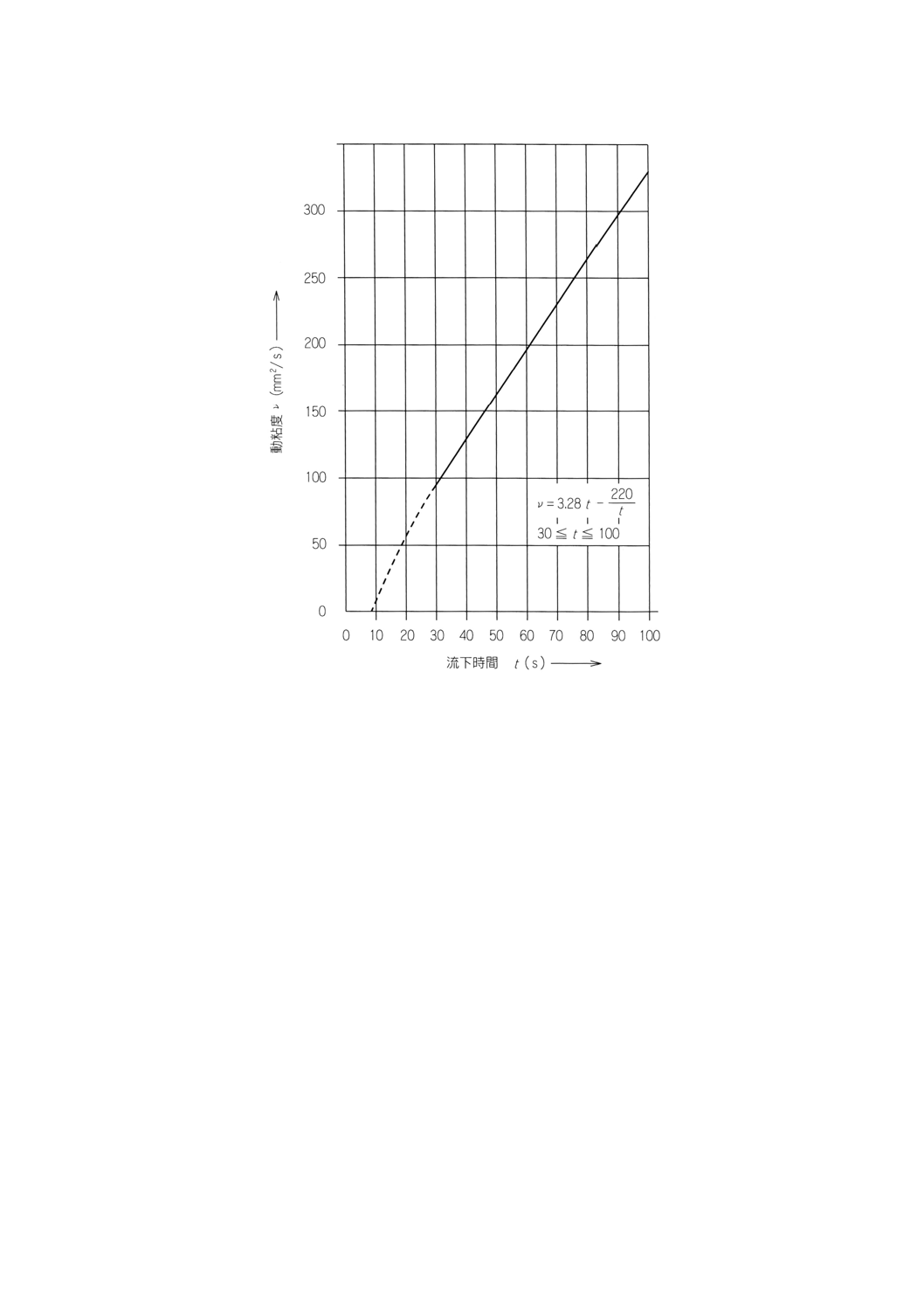
を検査することができる。カップの校正には動粘度の既知の標準オイルを使用し,さらにオイルの供給元
から,そのオイルの動粘度及び温度のデータを得て,動粘度と温度のグラフを作成しておく。3.6の手順に
従い,20〜30℃の間でオイルの流下時間を測定する。温度は0.1℃のけたまで測定する。流下時間を0.2秒
の精確さで測定し,記録する。このとき,流下時間は30〜100秒の間に入っていなければならない。あら
かじめ用意したグラフから,測定温度における動粘度を読み取る。
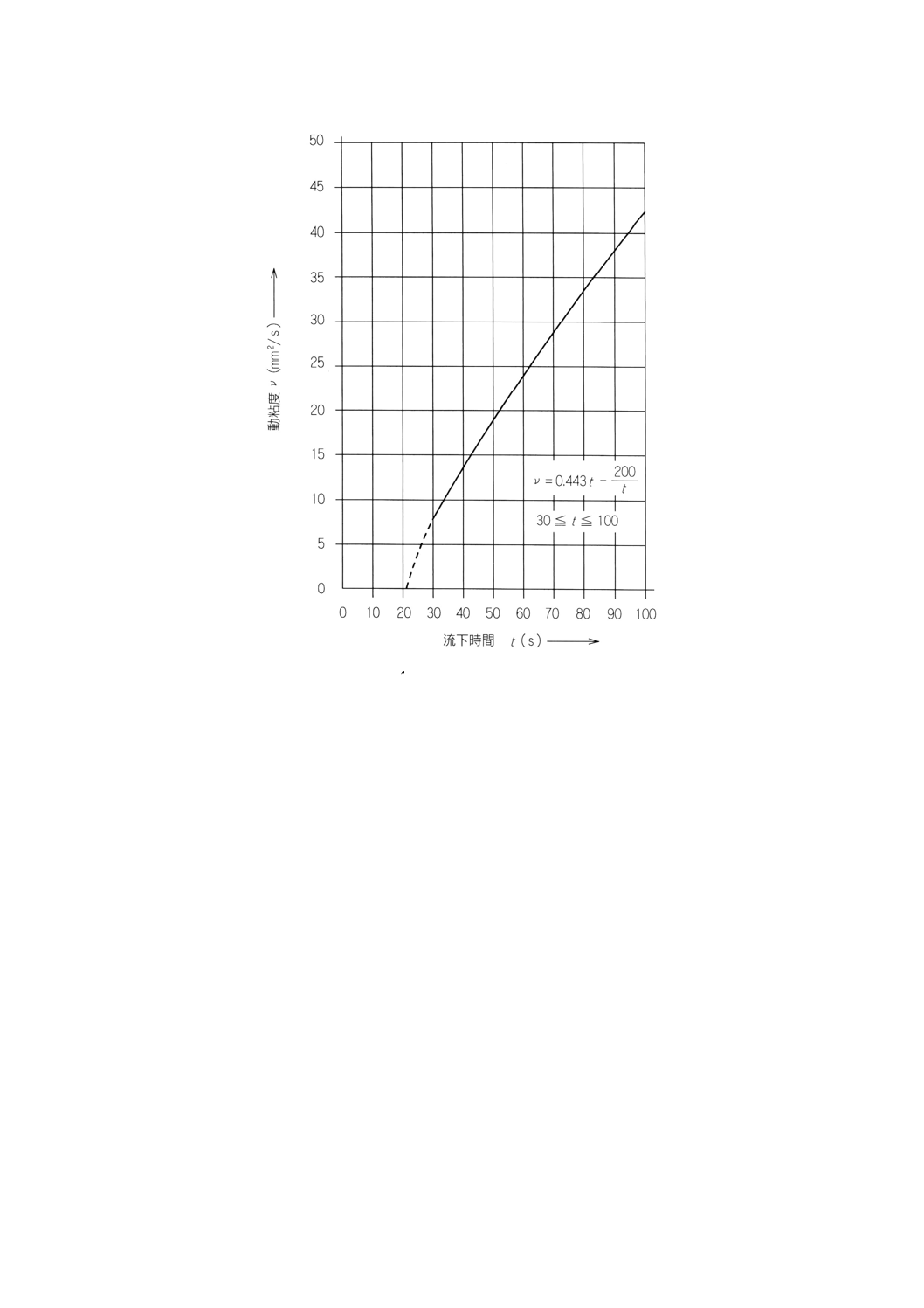
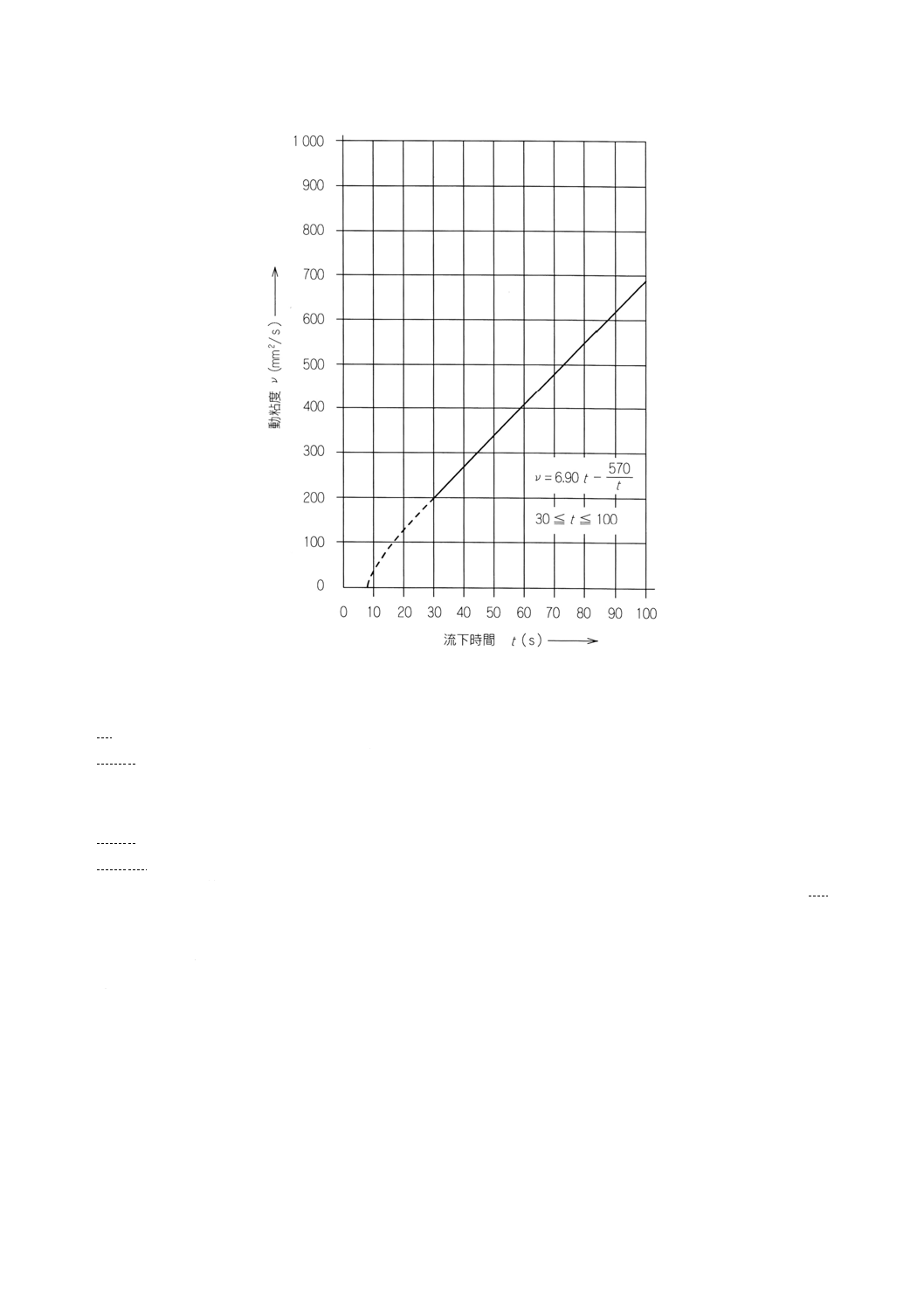
相当する式を使ってこの動粘度に対応する流下時間を計算する。校正に用いる式は,次のとおりである。
3mm カップ ν=0.443t− (200/t) 5mm カップ ν=3.28t− (220/t)
4mm カップ ν=1.37t− (200/t) 6mm カップ ν=6.90t− (570/t)
備考 これらの式を図2〜5に参考のためにグラフ化した。
ここで得られた二つの流下時間の値の差が3%以内ならば,カップは使用可能と判断する。
3.4.6
刻印 フローカップには,次の銘を明りょうに刻印しなければならない。
a) カップの名称:ISO 2431 No.3,4,5及び6
b) 製造業者の確認番号
c) 製造業者の名称又は商標
3.4.7
フローカップに対する注意及び点検 カップは使用後,試料が固まりだす前に適切な溶剤を用いて
洗浄する。金属製の洗浄器具及びワイヤーは,決して使用してはならない。もし,オリフィスに乾燥した
固着物があるときには,まず適切な溶剤で柔らかくしてから注意深く洗浄する。例えば,柔らかい布をオ
リフィスに通して洗浄する。3.4.5に規定する方法でカップを校正し,摩耗又は損傷がないかを定期的に検
査する。
3.4.8
補助的装置
a) 温度計:精確さは0.2℃,目盛は0.2℃間隔又はより細かいもの。
b) スタンド:カップをしっかりと保持でき,水準調整用のねじが付いているもの。
c) 水準器:円形の水準器がよい。
4
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) ガラスの平板又は水平な刃のスクレーパー。
e) ストップウオッチ又はその他の計時に適する装置:0.2秒又はより細かく目盛られ,60分間を超える
計測を行ったとき,精確さが0.1%以内のもの。
f)
恒温室又は恒温器:カップ及び試料を一定温度に保つために用いる(3.3を参照)。
備考 保温用ケーシングの容器が付いている場合は不要。
3.5
試料採取 試験の対象となるものを代表する試料をJIS K 5600-1-2に規定する方法によって採取す
る。裁定のための試験の場合は,試料は適切なふるいでろ過し,清浄な乾燥した容器に採取する。JIS K
5600-1-3の規定に従って,試料を検分し測定用試料を調整する。それ以外の目的で試験する場合でも,試
料をろ過することを推奨する。1回の試験を行うのに十分なろ過試料の量は150mlである。試料のかくは
んは十分に注意して行い,その間に溶剤が蒸発で失われないようにする。
3.6
手順
3.6.1
予備チェック
a) 試料の流下時間が30秒〜100秒の間になるようにフローカップを選ぶ。
b) 試料をカップに注ぐ前に,十分かくはんして,3.6.2の規定に従って流下時間を測定する。フローカッ
プに液を満たしたら5秒以内に指を離す。
c) 再測定を行う。ただし,今回はフローカップに満たしてから指を離すまで,試料を60秒間保持する。
d) 最初の測定値と2回目の測定値の間に10%以上の差があれば,その試料は,非ニュートン流体と判断
され,流下時間による管理は適切でないとする。
3.6.2
流下時間の測定
a) フローカップの選定 試料の流下時間が20秒〜100秒,望ましくは30秒〜100秒になるようにフロー
カップを選定する。
b) 温度調整 ろ過した試料とカップの温度を23±0.5℃,又は別の協定温度に調整する(3.3を参照)。
備考 恒温器 [3.4.8 d)] を使用する場合は,カップとろ過前の試料を恒温器の中に置いて,養生をす
ることを勧める。
試料は準備中,及びろ過中に生じた泡が消滅した後,直ちに測定に供する。フローカップに試料を満た
す直前に,試料の温度が23±0.5℃又は協定された試験温度になっているか最終のチェックを行う。
c) フローカップの準備 フローカップを風の影響を受けない所に置いたスタンド [3.4.8 b)] に固定する。
水準器 [3.4.8 c)] を使って,スタンドのレベル調整用ねじでフローカップのリムが水平になるように
調節する。
d) フローカップに液を満たす オリフィスを指で押さえて,ろ過して泡を含んでいない試料を泡が立た
ないように,ゆっくりとカップに注ぐ。もし,泡が生じたら,泡が表面に浮くのを待って取り除く。
備考 カップが水平に保たれていれば,試料はカップのリムからあふれてリムの外周の溝に均等に流
れ込むことになる。
水平スクレーパー [3.4.8 d)] でかき取るか,平らなガラス板を,ガラス板と液面の間に泡を含まな
いようにリムに沿って移動して余分な試料を取り除く。このガラス板をリムに沿って水平に動かし取
り除くと,試料の液面はカップのリムの上面と同じレベルになる。
e) 流下時間の測定 フローカップの下に適切な受け容器を置く。このときフローカップのオリフィスと
受け容器の中の液面との距離が,100mm以下にならないようにする。指をオリフィスから離すと同時
にストップウオッチ[3.4.8 e)] を押し,オリフィスの近くで試験液の流れが途切れた瞬間にストップウ
オッチを停める。流下時間を0.5秒単位で読み取り,記録する。
5
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定を恒温器の中で行わない場合は,流れの途切れの観察に影響しないように,流れの中に温度計
[3.4.8 a)] を置く。測定時の温度変化は0.5℃を超えてはならない。
備考 適切な支持装置を用いて温度計の球を流れ方向に直角に置き,液中に浸して温度を測定するの
が便利である。このとき,温度計の球はオリフィスから100mm以上離してはならない。試料
の温度調整に用いた温度計と同じ温度計を用いるのが便利である。
f)
繰返し測定 最初に準備した試料の他の部分を用いて測定を繰り返し,測定温度が前に述べた範囲の
中にあることをチェックする。流下速度を0.5秒単位で記録する。2回目の測定を行い,その平均を計
算する。二つの測定値に5%以上の差がある場合,3回目の測定を行う。前の二つの測定値のうち,3
回目の測定値との間に,5%以上差のある方を捨てて,残した二つの測定値の平均を計算する。もし,
3回目の測定値も,この基準に合わなければ,異常な流動性を示す試料であり,この試験方法は適さ
ないので,他の測定方法を考える必要がある。
3.7
精度 協同実験結果から,統計的検討によって得られたこの精度は,次のとおりである。
3.7.1
繰返し精度 (γ) 同一試験室において同一のオペレーターが,標準試験方法によって,同一試料を
短時間内に各2回測定して得た2個の平均値間の差の絶対値は,確率95%で5%であることが期待される。
3.7.2
再現精度 (R) 異なった試験室において,異なったオペレーターが,標準試験方法によって,同一
試料を短時間にそれぞれ2回測定して得た2個の平均値間の差の絶対値は,確率95%で10%以内であるこ
とが期待される。
3.8
試験報告書 試験報告書には,少なくとも次の事項を含んでいなければならない。
a) 試験した製品の種別及びその明細
b) この規格の適用及び使用したカップの種類
c) 使用したフローカップの製造元の固有番号
d) 試験温度
e) 流下時間(判定のため,平均だけでなく個々の値も報告する。)
f)
協定,その他によって規定の試験手順を変更した場合,その内容
g) 試験年月日
6
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
寸法
与えられたフローカップの値
3mm
カップ
4mm
カップ
5mm
カップ
6mm
カップ
A
63
62.7
62.4
62.1
B
3
4
5
6
C
5
6
7
8
公差については噴出口の拡大部を参照
図1 フローカップ
7
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 3 mmカップの補正曲線
8
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 4 mmカップの補正曲線
9
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 5 mmカップの補正曲線
10
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 6 mmカップの補正曲線
4. ガードナー形泡粘度計法
4.1
要旨 クリヤー,ワニスなどの透明塗料を測定するため,あらかじめ,動粘度の分かった液を封入
した標準粘度管及び試料を封入した同じ大きさの粘度管を用いて,泡の上昇速度を比較し,対応する標準
粘度管の動粘度から試料の動粘度を求める。
4.2
装置及び器具 装置及び器具は,次のとおりとする。
4.2.1
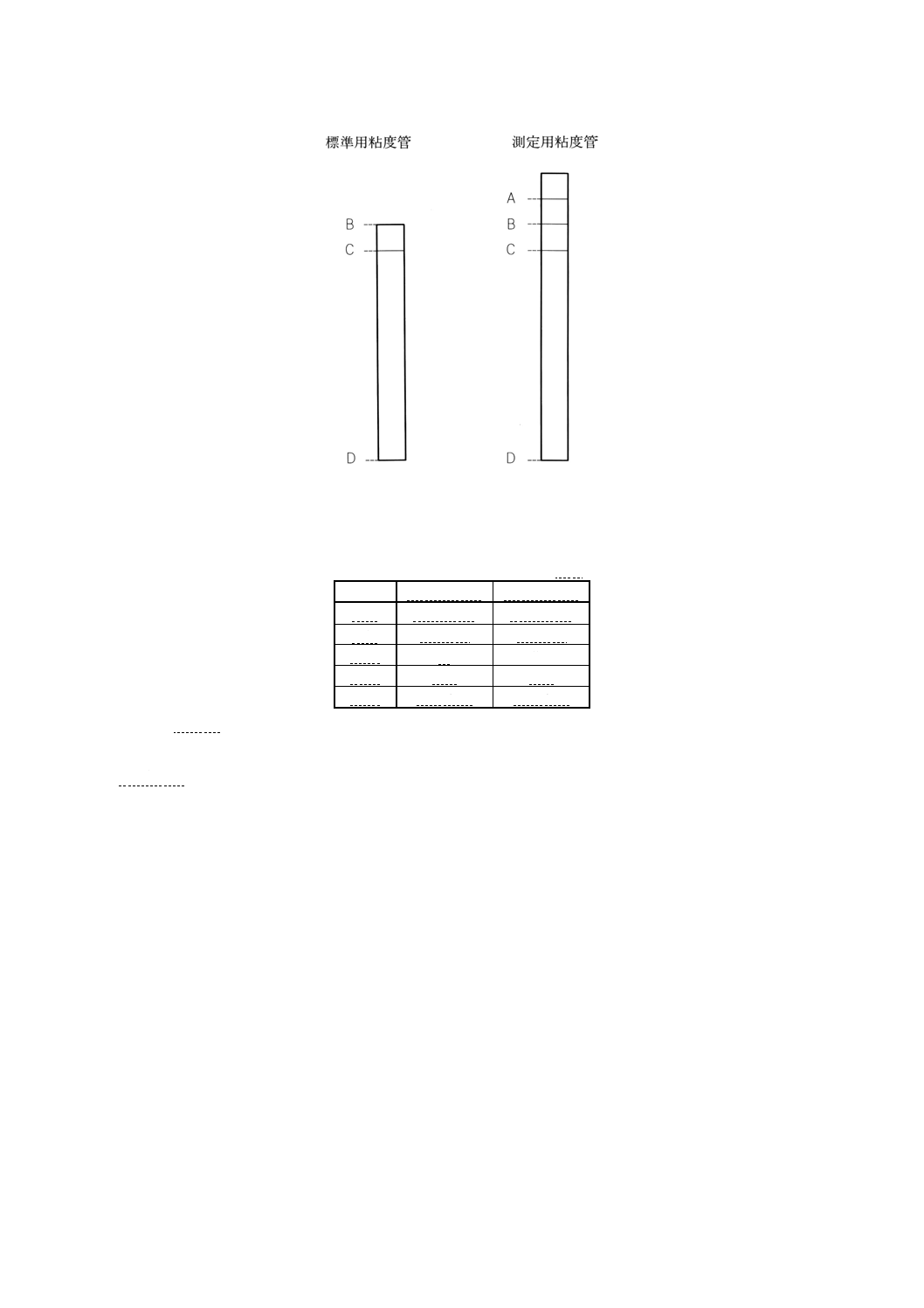
ガードナー粘度計 ガードナー粘度計は,次の標準粘度管と測定用粘度管で構成する。
a) 標準用粘度管 標準用粘度管は,硬質ガラス管に粘度標準液及び空気を封入したもので,A5(0.005 05
ストークス)からZ 10(1 066ストークス)(1)までの41本をセットし,図6に示す形状で,表2に示
す寸法のものとする。
注(1) 粘度標準液記号とストークスの関係は,表3のとおりである。
b) 測定用粘度管 測定用粘度管の形状及び寸法は,図6及び表2のとおりとする。
11
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 ガードナー形泡粘度計に用いる粘度管
表2 ガードナー形泡粘度計法に用いる粘度管の寸法
単位 mm
標準用粘度管
測定用粘度管
内径
10.65±0.05
10.65±0.05
外径
13.0±0.1
13.0±0.1
A〜B
−
約5
B〜C
8±1
8±1
C〜D
100.0±0.5
100.0±0.5
c) 温度計 JIS B 7410に規定する温度計記号VIS,温度計番号17のもの。
d) 恒温水槽 所定温度±0.5℃に保持できるもので,水の液面が試料の液面より高くなる深さをもつもの。
e) スタンド スタンドの一例を,図7に示す。
12
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 スタンドの一例
表3 粘度標準液記号とストークスとの関係
記号
ストークス
記号
ストークス
記号
ストークス
A5
0.005 05
K
2.75
Z
22.7
A4
0.062 4
L
3.00
Z1
27.0
A3
0.144
M
3.20
Z2
36.2
A2
0.220
N
3.40
Z3
46.3
A1
0.321
O
3.70
Z4
63.4
A
0.50
P
4.00
Z5
98.5
B
0.65
Q
4.35
Z6
148
C
0.85
R
4.70
Z7
388
D
1.00
S
5.00
Z8
590
E
1.25
T
5.50
Z9
855
F
1.40
U
6.27
Z10
1 066
G
1.65
V
8.84
H
2.00
W
10.70
I
2.25
X
12.9
J
2.50
Y
17.6
4.3
操作 操作は,次のとおりとする。
a) 試料を,測定用粘度管のC線まで入れ,C線からB線までの空間を残して専用コルク栓をする(以下,
試験管という。)。
b) 試験管の泡の上昇速度に近い標準用粘度管を2〜4本選び,温度25±0.5℃(2)に保った恒温水槽中に30
分間以上静置する。
注(2) 受渡当事者間の協定で,温度20±0.5℃で測定しても差し支えない。ただし,その場合,使用す
る温度計は,温度計記号VIS,温度計番号16を用い,試験報告書に20℃で測定したことを記載
する。
13
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 標準粘度管と試料管とをスタンドに並べ,スタンドを180度回転し粘度管の底にある泡を上昇させ,
標準粘度管中の液面と試料管中の液面とを同じ高さにそろえる。
d) 再び180度回転させて元に戻し,標準粘度液及び試料管中の試料液の泡の上昇速度を比べる。
4.4
評価 泡の上昇が,試料に一番近い標準粘度管の記号を調べ,アルファベット記号又はそのストー
クスで動粘度を表す。
5. ストーマー粘度計法
5.1
要旨 試料を,一定の容器に入れ,規定の寸法の翼を自由落下する分銅の力で回転させ,その回転
速度から試料の粘度(KU値)を求める。不透明エナメルなど,比較的粘性の大きい非ニュートン液体の
測定に用いる。
5.2
装置及び器具 装置及び器具は,次のとおりとする。
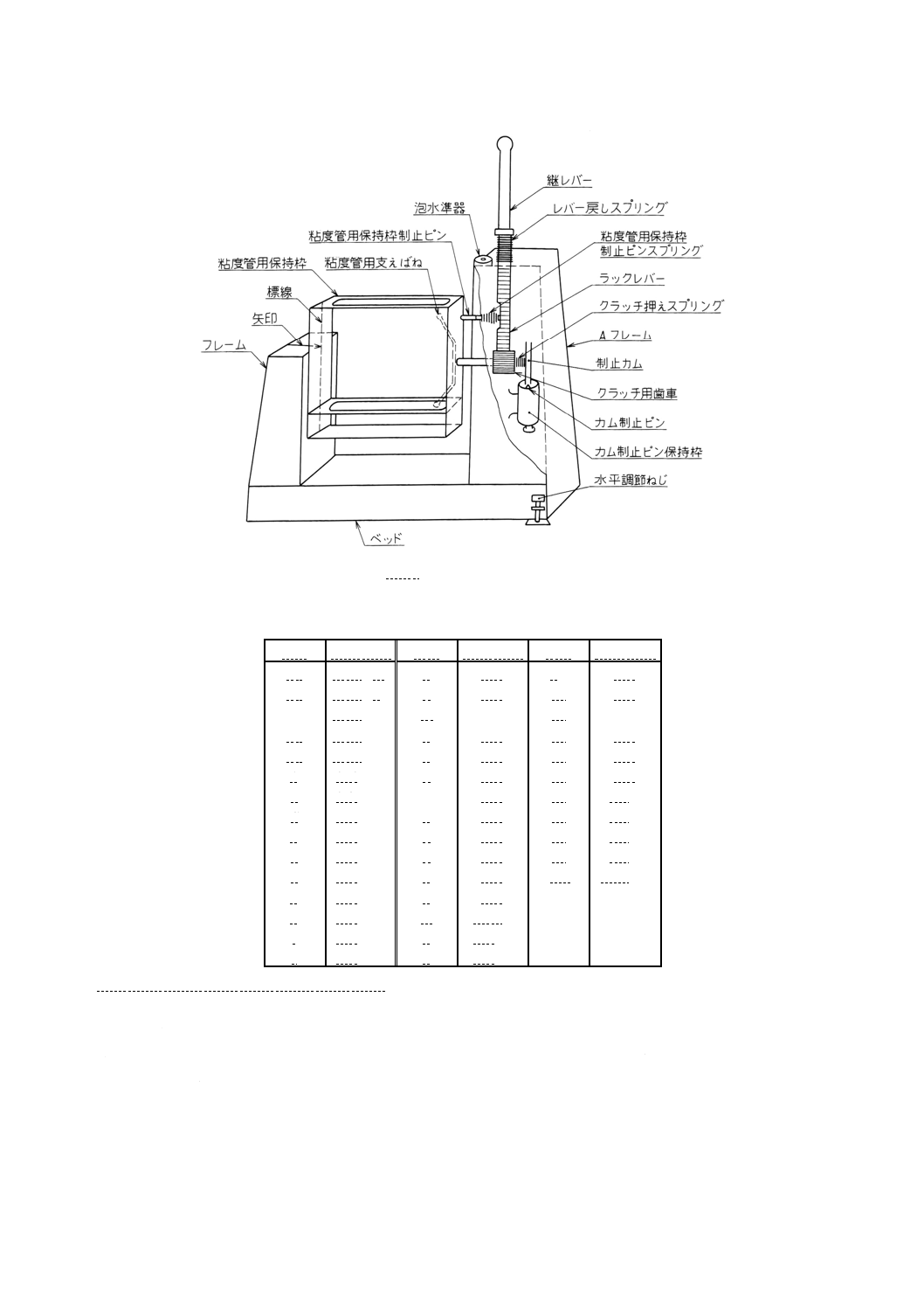
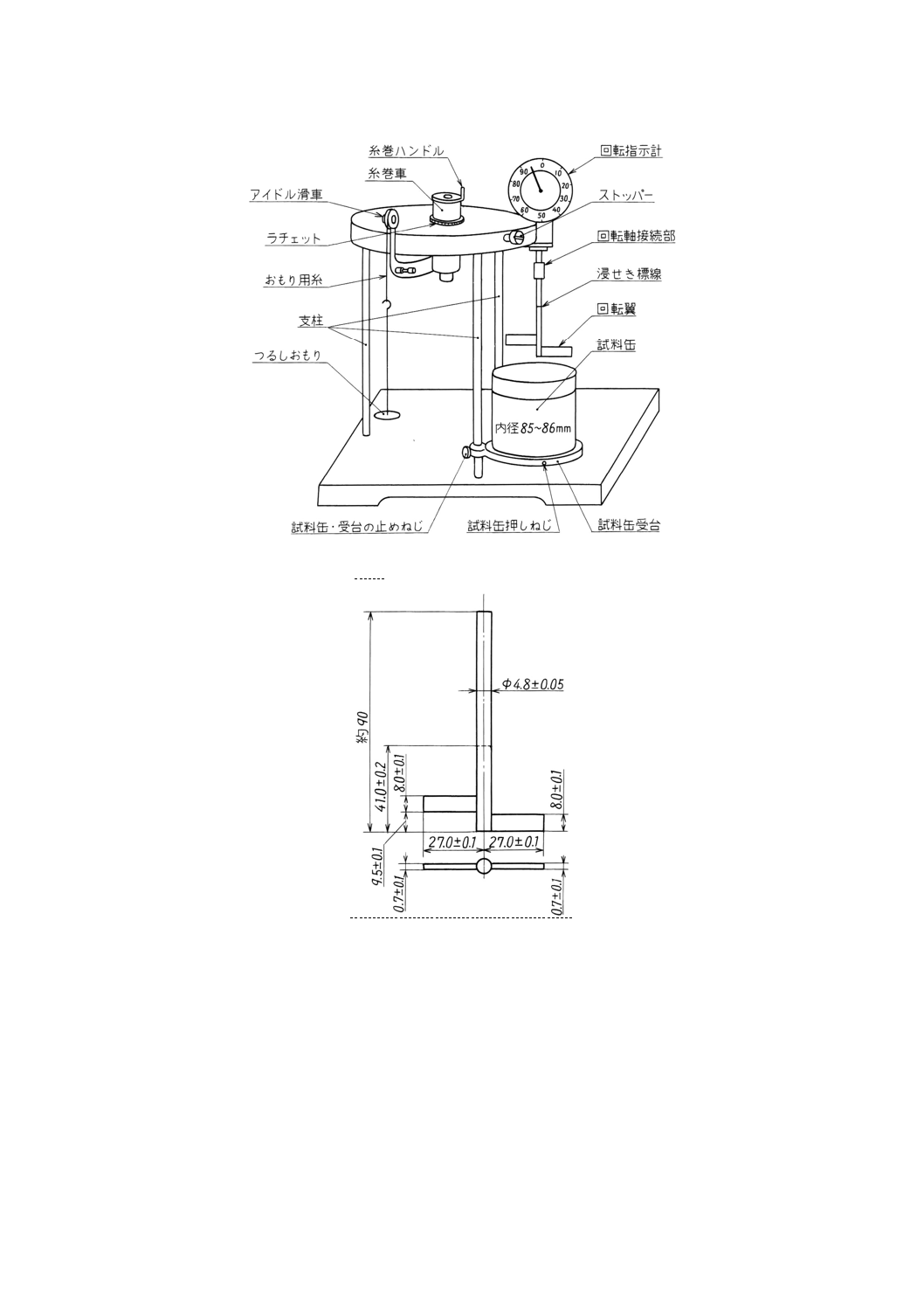
a) ストーマー粘度計 ストーマー粘度計の一例を図8及び粘度計回転翼を図9に示す。
b) 温度計 JIS B 7410に規定する温度計記号VIS,温度計番号17を用いる。
c) ストップウオッチ 0.2秒以内を計測できるもの。
d) 恒温水槽 温度25±0.5℃に保持できるもの。
5.3
操作 操作は,次のとおりとする。
a) 温度25±0.5℃(3)に保持した恒温水槽に一定時間試料を保持した後,試料をよくかき混ぜ,試料の温度
が25℃になっていることを確かめる。
注(3) 受渡当事者間の協定で,測定温度を20±0.5 ℃に変更しても差し支えないが,そのときは20℃
で測定したことを記載する。
b) 試料中に空気が入らないように注意して,試料を試料缶の標線まで入れる。
c) 回転翼を,回転翼止めのねじで回転軸接続部へ固定する。糸巻きハンドルを回し,つるしおもりのフ
ックがアイドル滑車に接近するまで巻き取る。
d) 試料缶を,試料缶受台に載せ,回転翼の浸せき標線まで試料缶受台を引き上げ,止めねじで固定する。
e) つるしおもりに試料の粘性に適したおもりを載せ,ストッパーを外し,回転翼が10回転したところか
らストップウオッチのノブを押し,100回転したときストップウオッチを止める。おもりは,回転翼
が100回転するのに,27〜33秒の範囲で30秒に近いものを選ぶ。
f)
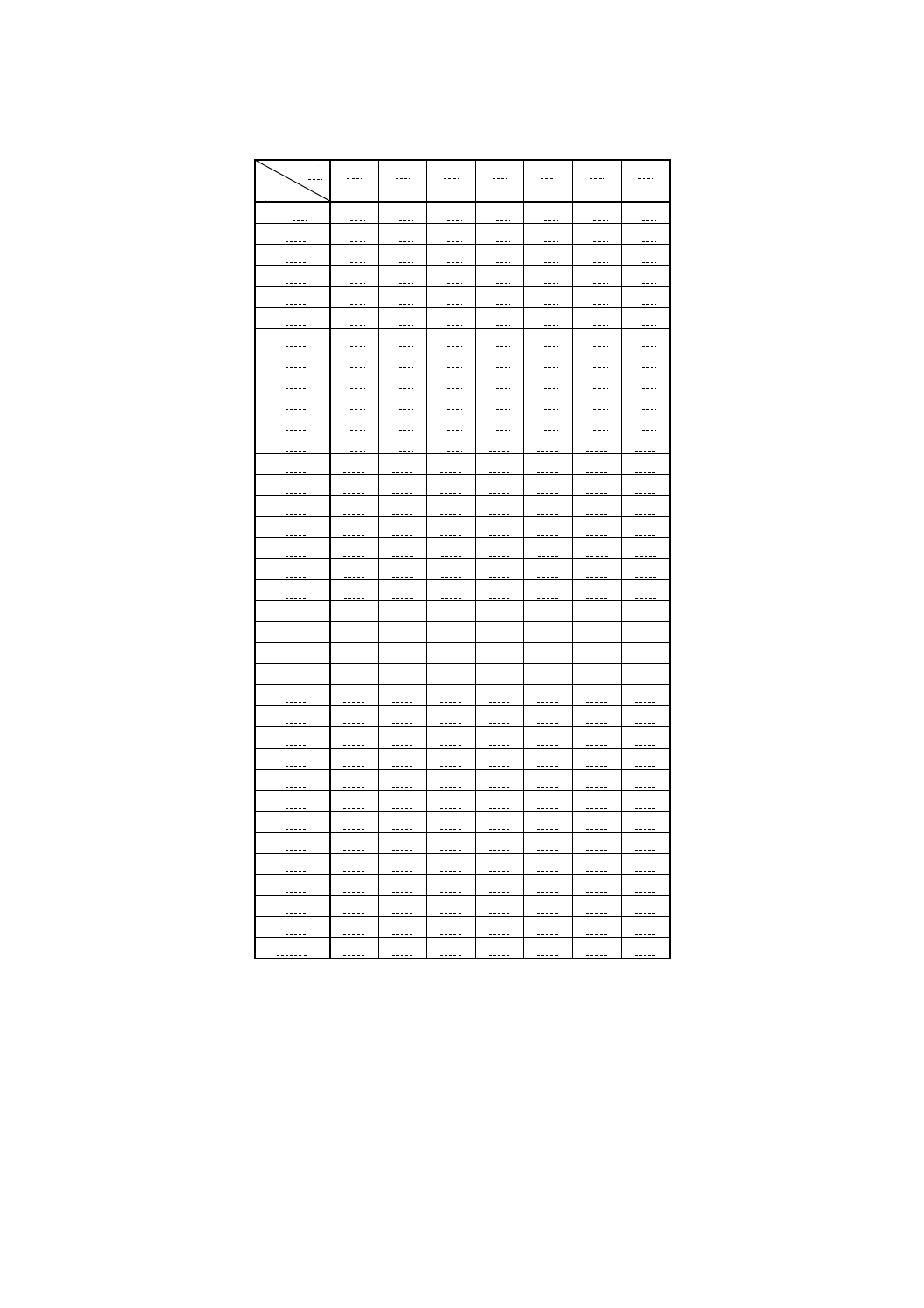
100回転するのに要した秒数,使用したおもりの質量及び表4のKU換算表からKU値を求める。
14
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 ストーマー粘度計の一例
図9 粘度計の回転翼
15
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 KU換算表
秒
g
27
28
29
30
31
32
33
75
49
51
53
54
55
56
57
100
57
59
60
61
62
63
64
125
63
65
66
67
68
69
70
150
69
70
71
72
73
74
75
175
74
75
76
77
78
79
80
200
79
80
81
82
82
83
84
225
83
84
85
86
86
87
88
250
86
87
88
89
90
90
91
275
89
90
91
92
93
93
94
300
92
93
94
95
95
96
96
325
95
96
97
98
98
99
99
350
97
98
99
100
100
101
101
375
100
100
101
102
102
103
103
400
102
102
103
104
104
105
105
425
104
105
105
106
106
107
107
450
106
107
107
108
108
109
109
475
109
110
110
110
111
111
112
500
111
112
112
112
113
113
114
525
113
114
114
114
115
115
116
550
114
115
115
116
116
116
117
575
116
117
117
118
118
118
119
600
118
118
119
120
120
120
121
625
120
120
121
121
122
122
122
650
121
121
122
122
123
123
123
675
123
123
124
124
125
125
125
700
124
124
125
125
126
126
126
725
126
126
127
127
128
128
128
750
127
127
128
128
129
129
129
775
129
129
130
130
131
131
131
800
130
130
131
131
132
132
132
825
131
131
132
133
133
133
134
850
132
132
133
134
134
134
135
875
133
133
134
135
135
135
136
900
134
134
135
136
136
136
137
950
136
137
137
138
138
138
139
1 000
138
139
139
140
140
140
141
16
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)
塗料粘ちゅう(稠)度の調整のためのフローカップの使用
1. 序文 塗装温度において要求される流下時間になるように,塗料の粘ちゅう度を調節する場合がある。
温度によって粘ちゅう度は変化するから,塗料製造会社から温度と所定の粘ちゅう度に調節するために,
加える溶剤の量と相関関係を示すチャートが提供されると便利である。
2. フローカップを用いて塗料を所定の流下時間に調整するための必要溶剤量の決定
2.1
塗料の塗装粘ちゅう度は,塗装温度において所定の流下時間になるように,溶剤を加えて容易に調
整できる。季節的変化及び塗装場所による変化のように塗装温度の変化する範囲が明らかなとき,塗料と
希釈溶剤の割合をあらかじめグラフ又は表によって表しておくと便利である。さらに,必要に応じて塗装
前に流下時間をチェックし,調整すべきである。
2.2
塗料が所定の濃度に希釈されている場合,使用者は次のどちらかの情報を得ておくべきである。
a) 作業所における温度の変化に応じて,所定の流下時間に調整するのに必要な溶剤の割合を示すグラフ
又は表。
b) 塗装に適した流下時間及びおおよその希釈率。
2.3
試験する試料の流下時間が,20秒を超えるようなフローカップを使用すれば,十分な精度が得られ
る。
2.4
使用する塗料の全体を代表する試料に希釈溶剤を加えて十分に混合する。
2.5
清浄なフローカップをスタンドに設置し,固定したときカップの水平が保たれていることを確認す
る。
2.6
オリフィスを指で押さえ希釈された塗料が,リムから外周の溝にあふれるまでカップに注ぐ(カッ
プが水平に保たれていればリムから均等に流れ出す。)。
2.7
指をオリフィスから離すと同時にストップウオッチを押して時間の測定を開始し,オリフィスの付
近で流れが途切れた瞬間にストップウオッチを止める。最も近い時間目盛を記録する。流下時間が長過ぎ
た場合は溶剤を加える。短か過ぎた場合は塗料を加え,よく混合して再度測定し,流下時間が所定の範囲
に入るまで繰り返す。
3. 試験報告書 希釈溶剤の塗料に対する割合を記載する。必要に応じて本体の3.8のa),b),c),f),g)
及び流下時間を記載する。
17
K 5600-2-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 松尾 克彦