K 5600-1-5 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
なお,この規格の制定後3か年を経た2002年4月をもって,この規格に対応するJIS K 5400(塗料一般
試験方法)は,廃止されこの規格に置き換わる予定であるので,なるべくこの規格によるとよい。
JIS K 5600は,次に示す部編成になっている。
JIS K 5600-1-1〜1-8 通則
JIS K 5600-2-1〜2-7 塗料の性状・安定性
JIS K 5600-3-1〜3-6 塗膜の形成機能
JIS K 5600-4-1〜4-7 塗膜の視覚特性
JIS K 5600-5-1〜5-11 塗膜の機械的性質
JIS K 5600-6-1〜6-3 塗膜の化学的性質
JIS K 5600-7-1〜7-8 塗膜の長期耐久性
JIS K 5600-8-1〜8-6 塗膜劣化の評価
JIS K 5600-1は,塗料一般試験方法−通則に関する試験方法として,次の各節によって構成する。
JIS K 5600-1-1 第1部−第1節:試験一般(条件及び方法)
JIS K 5600-1-2 第1部−第2節:試料採取方法
JIS K 5600-1-3 第1部−第3節:試験用試料の検分及び調整
JIS K 5600-1-4 第1部−第4節:試験用標準試験板
JIS K 5600-1-5 第1部−第5節:試験板の塗装(はけ塗り)
JIS K 5600-1-6 第1部−第6節:養生並びに試験の温度及び湿度
JIS K 5600-1-7 第1部−第7節:膜厚
JIS K 5600-1-8 第1部−第8節:見本品
JIS K 5600-1-2,1-4,1-5,1-7には,それぞれ次に示す附属書がある。
JIS K 5600-1-2
附属書A(参考)
参考文献
JIS K 5600-1-4
附属書A(参考)
試験板用軟鋼板
附属書B(参考)
ブラスト洗浄による鋼板の調整に関する一般的指針
JIS K 5600-1-5
附属書A(規定)
試験板の塗装(はけ塗り)
JIS K 5600-1-7
附属書A(規定)
測定法No.2 単位面積当たりの塗膜質量から算出する乾燥膜
厚の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5600-1-5 : 1999
塗料一般試験方法−
第1部:通則−
第5節:試験板の塗装(はけ塗り)
Tests methods for paint−Part 1 : General rule−
Section 5 : Coating of test panel (brush application)
序文 この規格は,1984年に第1版として発行されたISO 7877, Paints and varnishes−Coating of test panels at
a specified spreading rate−Brush applicationを元に,対応する部分については対応国際規格を翻訳し,技術
的内容を変更することなく作成した日本工業規格であるが,附属書Aには,従来,日本工業規格で規定し
ていた試験板,器具(はけの種類),塗り方,及び塗装時の条件を規定した。
この日本工業規格に記載されている試験方法は,どのような特殊な適用に対しても,次の補足情報によっ
て,完全なものとすることが要求される。この情報は,試験対象製品に関する日本工業規格の一部又はす
べてから,又はその他の文献から引用するか,若しくは,もしそれが適切であれば,受渡当事者間で協定
するのがよい。
a) 素材の材質,厚さ及び表面処理
b) 塗装されるウエットフィルムの規定塗布量(もし適切であれば,各種制限を含め,ウエットフィルム
質量当たりの面積か,ウエットフィルム容量当たりの面積かのいずれかによる。)
c) もし他に規定(6.1を参照)されたものがあれば,その塗装条件
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,使用される塗料の質量,又は容量のいずれかをベースにした規定塗り面積の塗料を,
はけ塗りすることによって,試験板の調整を行う場合の手順について規定する。
1.2
この規格は,蒸発性の高い溶剤を含む製品には適していない。
備考 この規格の対応国際規格を,次に示す。
ISO 7877, Paints and varnishes−Coating of test panels at a specified spreading rate−Brush application
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:試料採取方法
2
K 5600-1-5 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 1512 : 1991 Paints and varnishes−Sampling of products in liquid or paste form が,この規格
と一致している。
JIS K 5600-1-3 塗料一般試験方法−第1部:通則−第3節:試験用試料の検分及び調整
備考 ISO 1513 : 1992 Paints and varnishes−Examination and preparation of samples for testing が,こ
の規格と一致している。
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
備考 ISO 1514 : 1993 Paints and varnishes−Standard panels for testingが,この規格と一致している。
JIS K 5600-1-6 塗料一般試験方法−第1部:通則−第6節:養生並びに試験の温度及び湿度
備考 ISO 3270 : 1974 Testing methods for paints and varnishes−Temperature and humidities for
conditioning and testingが,この規格と一致している。
JIS K 5600-2-4 塗料一般試験方法−第2部:塗料の性状・安定性−第4節:密度
備考 ISO 2811 : 1974 Paints and varnishes−Determination of densityが,この規格と一致している。
3. 器具類
3.1
はけ 高品質の豚の剛毛,又はナイロンの単繊維からなり,はけの幅が約50mmのもの。
試験片の調整には,前もって使われ,調子を整えたはけを用い,新しいものは使うべきではない。
3.2
はかり 10mgのけたまではかれるもの。
4. 試料の採取方法 JIS K 5600-1-2に従い試験対象製品の代表試料を採取する(又は多層塗膜系の場合
には各製品ごとに採取する。)。JIS K 5600-1-3によって,試験用試料を検分,調整する。
5. 試験板 他に規定がなければ,JIS K 5600-1-4によって調整する。
備考 実際面では,塗装された製品の質量を正確に求めることは困難なため,試験板の面積は0.1m2
以上とする。
6. 手順
6.1
塗装時の条件 審判の目的及びもしほかに合意したものがなければ,塗装は23±2℃,相対湿度 (50
±5) %で行う。JIS K 5600-1-6も参照する。
6.2
表面積 試験板の長さは1%の正確さではかり,塗装される面の面積を算出する。
6.3
ぬれ膜厚の質量によって算出された塗り面積
6.3.1
試験板(5)の表面を塗装するのに要する製品の質量は,次の式によって算出する。
m
S
A
m
×
000
1
=
············································································ (1)
ここに,
m:塗装される製品の質量 (g)
A:試験板の面積 (m2)
Sm:規定塗り面積 (m2/kg)
備考 もし規定塗り面積が,幅で与えられている場合は,その幅の両端に対応する質量を算出する必
要がある。
3
K 5600-1-5 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.2
はけに塗料をよくなじませるために,試験対象塗料の一部を用いて清浄な表面に塗り付け,はけの
調子を整える。直ちに,調子を整えたはけと,式(1)で算出した試験板を塗装するのに十分な製品の入った
容器を10mg単位ではかる。
6.3.3
規定塗り面積として求めた量で,製品をできるだけ早く試験板に塗り付ける。
6.3.4
はけ及び容器の質量を再びはかる。
6.3.5
製品の実際の塗り面積(ぬれ膜厚の質量)は,次の式(2)によって算出する。
2
1
)
(
000
1
m
m
A
Sm
A
−
×
=
········································································ (2)
ここに,
A: 試験板の面積 (m2)
m1: 塗装前の容器,はけ及び製品の質量 (g)
m2: 塗装後の容器,はけ及び製品の質量 (g)
SA (m) : 実際の塗り面積 (m2/kg)
6.4
ぬれ膜厚の容量から算出された塗り面積
6.4.1
JIS K 5600-2-4の方法によって,製品の密度を測定する。
6.4.2
規定塗り面積で試験板(5)の表面を塗装するのに要する製品の質量は,次の式によって算出する。
v
S
d
A
m
×
×
000
1
=
········································································ (3)
ここに,
d: 製品の密度 (g/ml)
Sv: 規定塗り面積 (m2/l)
備考 もし規定塗り面積が幅で与えられている場合は,その幅の両端に対応する質量を算出する必要
がある。
6.4.3
容器の中に,試験板を塗装するのに式(3)で算出されたとおりの十分な製品が入っていることを確
認し,6.3.2及び6.3.3に規定する手順を行う。
6.4.4
はけ及び容器の質量を再びはかる。
6.4.5
製品の実際の塗り面積(ぬれ膜厚の容量)は,次の式(4)によって算出する。
2
1
)
(
000
1
m
m
d
A
Sv
A
−
×
×
=
····································································· (4)
ここに,
A: 試験板の面積 (m2)
d: 製品の密度 (g/ml)
m1: 塗装前の容器とはけ及び製品の質量 (g)
m2: 塗装後の容器とはけ及び製品の質量 (g)
SA (V) : 実際の塗り面積 (m2/l)
6.4.6
もし,容量による手順の方が好ましければ,必要な容量を次の式(5)によって,0.1ml単位で計算す
る。
v
S
A
V
×
000
1
=
············································································· (5)
ここに,
V: 塗装される製品の容量 (ml)
6.3.2によってはけを整え,はけの質量を計量する。ただし,式(1)の代わりに式(5)を用いる。必要な容
量の製品を正確な注射器にはかり取り,試験板の上に押し出して広げる。はけで均一に塗る。必要な量の
製品が塗られたかどうかの確認のために,はけの質量を再びはかる。
4
K 5600-1-5 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 試験報告 試験報告には,少なくとも次の事項を含んでいなければならない。
a) 試験対象製品の種類及び識別
b) この規格の適用
c) この規格の補足に参照されている補足情報項目
d) c)に関連する情報を提供している(国際)国家規格,製品規格,又はその他文書の参照項目
e) 規定塗り面積
f)
実際の塗り面積
g) 合意,又はその他によって,規定された手順を変更した場合は,その内容
h) 試験年月日
5
K 5600-1-5 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 試験板の塗装(はけ塗り)
1. 適用範囲 この附属書Aは,JIS K 5400の3.3(7.1)1990 : に規定されていて,JIS K 5600-1-5に含まれ
ない条件について規定する。この附属書Aは見直しの際に廃止を検討するものとする。
2. 器具及び試験板の面積 はけは,しなやかな毛で作った平ばけ又はすじかいばけで,使い慣らして毛
が抜けなくなったものを十分に清浄(1)にし,その試料に適したものを用いる。はけの穂の材質,長さ,幅
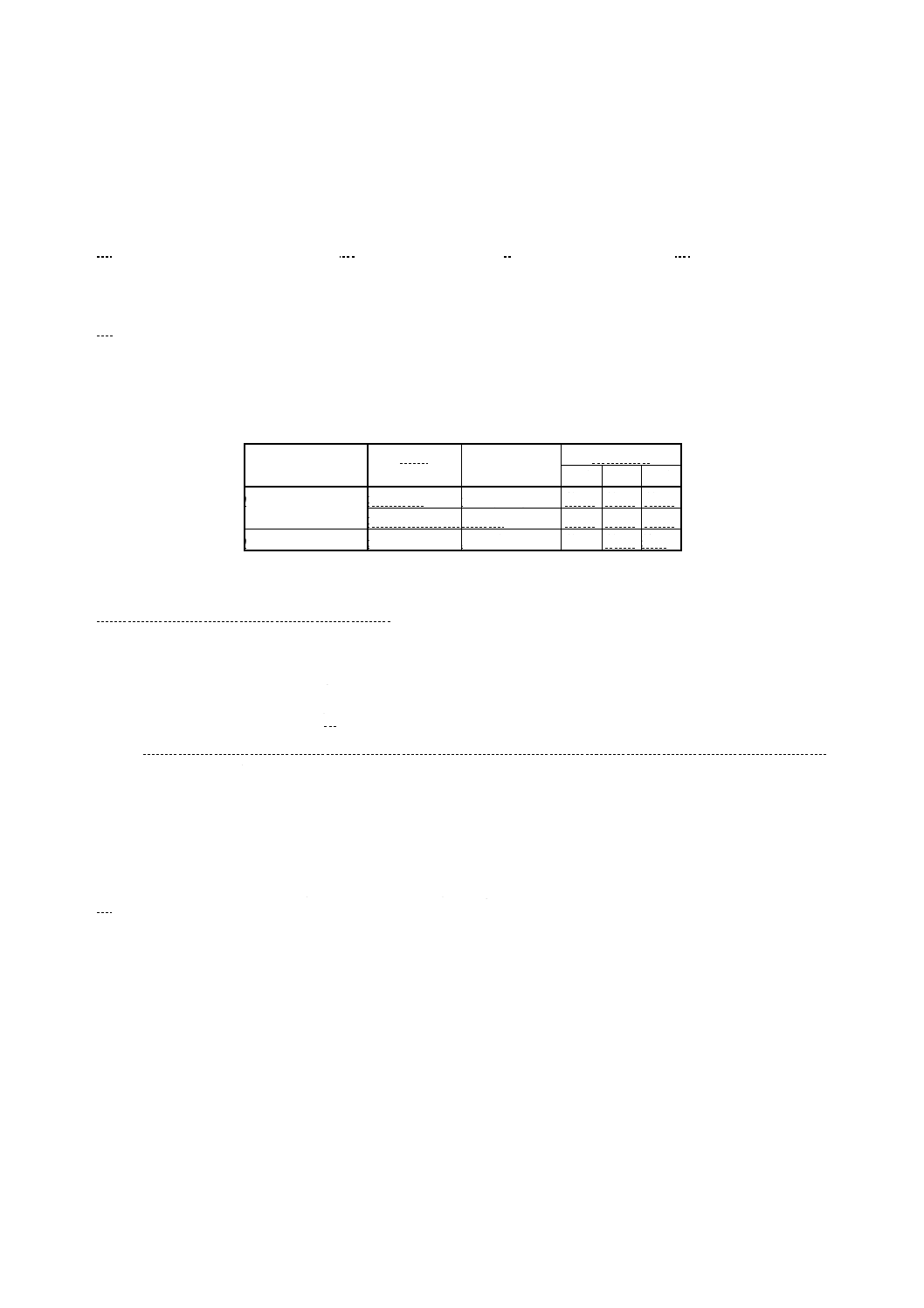
厚さ,及び試験板の面積,試料との関係を附属書A表1に示す。
附属書A表1 はけの穂の材質及び寸法及び試験板の面積,試料との関係
単位mm
試験板の面積
試料
穂の材質
穂の寸法
長さ
幅
厚さ
0.1m2以上の試験板 水系塗料
やぎ(山羊)の毛 約40 約45 約15
水系以外の塗料 馬の毛
約45 約45 約20
0.1m2未満の試験板 全種類
馬の毛
約20 約40 約5
注(1) はけは,使用後シンナーで洗っておく。
3. 塗り方 塗り方は,次のとおり行う。
a) 試験板の面積が0.1m2以上の場合には,試験板の長辺を水平に,短辺が水平面に対して約85度の角度
を保つようにして立てかけておき,その表面に試料を附属書A表1に定めるはけの穂に含ませ,始め
に長辺に平行に動かしてほぼ均等に塗り付け,次に短辺に平行に動かして均等に慣らし,最後に長辺
に平行に動かして慣らしJIS K 5400-1-5に定める塗布量になるように均等に塗る。
このとき,はけは同じ速さで動かし,辺の一方から他の辺まで通して運び,行と行の重なりは約
10mmにする。塗り終わった後,試験板は長辺を水平にして立てかけておく。
b) 試験板の面積が0.1m2未満の場合は,試験板が水平になるように手で支えながらa)と同様に塗膜が均
等になるように塗る。塗り終わった後,塗面を上向きにして板を水平におく。ただし,液に浸して試
験をするための試験板は,浸すときの上端を下にして立てておく。
4. 塗るときの環境条件 温度20±1℃,相対湿度 (65±5) %。
6
K 5600-1-5 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
塗料分野の国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
増 子 昇
千葉工業大学
(委員)
西 出 徹 雄
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
鴨志田 直 史
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
本 橋 健 司
建設省建築研究所
坪 田 実
職業能力開発大学校
武 井 昇
職業能力開発大学校
鈴 木 雅 洋
東京都立産業技術研究所
吉 田 豊 彦
社団法人色材協会
高 橋 孝 治
社団法人日本塗装工業会
青 木 茂
サンコウ電子研究所
福 島 稔
社団法人日本鋼橋塗装専門会
近 藤 照 夫
清水建設株式会社
(主査)
岩 井 弘
財団法人日本検査協会
堀 江 建 治
関西ペイント株式会社
山 田 俊 幸
神東塗料株式会社
中 東 昭 憲
神東塗料株式会社
住 田 光 正
大日本塗料株式会社
上 寺 孝 明
中国塗料株式会社
松 井 繁 武
株式会社トウペ
更 谷 浩
日本特殊塗料株式会社
曽 我 元 昭
日本ペイント株式会社
大 澤 晃
日本油脂株式会社
高 橋 真
ロックペイント株式会社
長 尾 進
専門技術者
鈴 木 幹 夫
専門技術者
松 平 忠 志
松平技術士事務所
伊 藤 義 人
専門技術者
小 島 務
財団法人日本検査協会
常 田 和 義
大日本塗料株式会社
筒 井 晃 一
日本ペイント株式会社
(事務局)
内 田 幹 雄
社団法人日本塗料工業会
山 崎 不二雄
社団法人日本塗料工業会
文責 松尾 克彦