K 5101-3-2:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本無機薬品協会(JICIA)/財団法人日本規
格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 787-17:1973,General methods of test
for pigments and extenders−Part 17 :Comparison of lightening power of white pigmentsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS K 5101-3-2には,次に示す附属書がある。
附属書1(規定)フーバーマラー法及びペイントコンディショナ形振とう機法
附属書2(参考)JISと対応する国際規格との対比表
JIS K 5101の規格群には,次に示す部編成がある。
JIS K 5101-1-1 第1部:分散性評価のための分散方法−第1節:通則
JIS K 5101-1-2 第1部:分散性評価のための分散方法−第2節:ペイントコンディショナ形振とう機
JIS K 5101-1-3 第1部:分散性評価のための分散方法−第3節:高速インペラミル
JIS K 5101-1-4 第1部:分散性評価のための分散方法−第4節:ビーズミル
JIS K 5101-1-5 第1部:分散性評価のための分散方法−第5節:フーバーマラー
JIS K 5101-1-6 第1部:分散性評価のための分散方法−第6節:3本ロールミル
JIS K 5101-2-1 第2部:色の比較−第1節:目視法
JIS K 5101-2-2 第2部:色の比較−第2節:測色計法
JIS K 5101-3-1 第3部:着色力−第1節:有色顔料の相対着色力及び淡色の測定(目視比較法)
JIS K 5101-3-2 第3部:着色力−第2節:白色顔料の相対着色力(目視比較法)
JIS K 5101-3-3 第3部:着色力−第3節:有色顔料の相対着色力及び白色顔料の相対散乱能の測定
(光度計法)
JIS K 5101-3-4 第3部:着色力−第4節:着色剤の相対着色力及び残留色差の測定(重み付きK/S値
法)
JIS K 5101-4 第4部:隠ぺい力−隠ぺい率試験紙法
JIS K 5101-5-1 第5部:分散性の評価方法−第1節:有色顔料の着色力の変化による評価
JIS K 5101-5-2 第5部:分散性の評価方法−第2節:分散度の変化による評価
JIS K 5101-5-3 第5部:分散性の評価方法−第3節:光沢の変化による評価
JIS K 5101-6-1 第6部:流動性−第1節:スプレッドメータ法
JIS K 5101-6-2 第6部:流動性−第2節:回転粘度計法
JIS K 5101-7 第7部:耐ブリード性
JIS K 5101-8 第8部:耐薬品性
K 5101-3-2:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5101-9 第9部:耐光性
JIS K 5101-10 第10部:焼付塗装用バインダーによる熱安定性
JIS K 5101-11-1 第11部:密度−第1節:ピクノメータ法
JIS K 5101-11-2 第11部:密度−第2節:遠心脱気法
JIS K 5101-12-1 第12部:見掛け密度又は見掛け比容−第1節:静置法
JIS K 5101-12-2 第12部:見掛け密度又は見掛け比容−第2節:タンプ法
JIS K 5101-13-1 第13部:吸油量−第1節:精製あまに油法
JIS K 5101-13-2 第13部:吸油量−第2節:煮あまに油法
JIS K 5101-14-1 第14部:ふるい残分−第1節:湿式法(手動法)
JIS K 5101-14-2 第14部:ふるい残分−第2節:湿式法(メカニカルフラッシング法)
JIS K 5101-15-1 第15部:加熱減量−第1節:105 ℃揮発性物質
JIS K 5101-15-2 第15部:加熱減量−第2節:強熱残分
JIS K 5101-16-1 第16部:水溶分−第1節:煮沸抽出法
JIS K 5101-16-2 第16部:水溶分−第2節:常温抽出法
JIS K 5101-17-1 第17部:pH値−第1節:煮沸抽出法
JIS K 5101-17-2 第17部:pH値−第2節:常温抽出法
JIS K 5101-18 第18部:電気抵抗率
K 5101-3-2:2004
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 試薬 ······························································································································ 2
4. 装置及び器具 ·················································································································· 2
5. サンプリング ·················································································································· 3
6. 相対着色力比較方法 ········································································································· 3
6.1 A法 ···························································································································· 3
6.2 B法····························································································································· 3
7. 結果の表示 ····················································································································· 4
7.1 A法 ···························································································································· 4
7.2 B法····························································································································· 5
8. 試験報告書 ····················································································································· 5
附属書1(規定)フーバーマラー法及びペイントコンディショナ形振とう機法 ································· 6
附属書2(参考)JISと対応する国際規格との対比表 ··································································· 8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5101-3-2:2004
顔料試験方法−第3部:着色力−
第2節:白色顔料の相対着色力(目視比較法)
Test methods for pigments−Part 3:Tinting strength−
Section 2:Determination of relative tinting strength of white pigments−
Visual comparison method
序文 この規格は,1973年に第1版として発行されたISO 787-17:1973, General methods of test for pigments
and extenders−Part 17 : Comparison of lightening power of white pigmentsを翻訳し,技術的内容を変更するこ
となく作成した日本工業規格であるが,対応国際規格には規定されていない規定項目を日本工業規格とし
て追加している(附属書1)。
なお,この規格で側線及び点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一
覧表をその理由を付けて附属書2(参考)に示す。
1. 適用範囲 この規格は,白色顔料の相対着色力を同じ種類の受渡当事者間で協定した比較顔料の相対
着色力と比較するための一般試験方法について規定する。この規格では二つの方法(A法及びB法)につ
いて規定する。
参考 A法はB法よりも素早く一つの顔料のサンプルを試験するのに適している。B法は数個のサン
プルの試験によく,特に着色力未知の顔料を試験するのによりよい方法である。
備考1. この試験方法をある顔料に適用するとき,その顔料の個別規格にこの規格を引用してもよい。
この規格で,当該顔料の特別な性質によって試験方法を修正した場合はその詳細を示す。
この規格で規定している試験方法が適用できない特殊な顔料の場合は,白色顔料の着色力
の比較に別な方法を規定してもよい。
2. 白色顔料の相対着色力(目視比較法)は,この試験方法のほか,附属書1の方法を選択して
もよい。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 787-17:1973, General methods of test for pigments and extenders−Part 17 :Comparison of
lightening power of white pigments (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけが,この規格の規定を
構成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,そ
2
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の最新版を適用する。
JIS K 5101-1-2 顔料試験方法−第1部:分散性評価のための分散方法−第2節:ペイントコンディシ
ョナ形振とう機
JIS K 5101-1-5 顔料試験方法−第1部:分散性評価のための分散方法−第5節:フーバーマラー
JIS K 5107 カーボンブラック(顔料)
JIS K 5112 群青(顔料)
備考 ISO 788:1974, Ultramarine pigments for paints からの引用事項は,この規格の該当事項と同
等である。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
備考 ISO 15528:2000, Paints, varnishes and raw materials for paints and varnishes−Samplingが,この
規格と一致している。
参考 この規格の原国際規格であるISO 787-17ではISO 842を引用しているが,ISO 842はISO
15528:2000に統合され廃止されているため,ISO 15528:2000と一致しているJIS K 5600-1-2
を引用した。
3. 試薬 青色ペーストの組成は,次による。
a) 医薬品級のひまし油 500 g
b) 沈降性硫酸カルシウム (CaSO4・2H2O) 475 g
c) JIS K 5112に規定する群青 5 g
d) 処理した天然土 20 g
参考 処理した天然土は,合成ベントナイトが適している。
なお,ペーストは,次のように調製する。
処理した天然土をビーカーに入れ,一様なペーストにするのに十分なひまし油と混合し,次いで残りの
ひまし油に入れて徐々にかくはんする。このようにして得られた混合物を50 ℃に加熱して約15分間保っ
た後,かくはんしながら群青及び硫酸カルシウムを少量ずつ加える。得られたペーストを,ロールミル又
は他の適切な機械で完全に分散し,必要なら加熱しながらペーストをかくはんして完全に均一化する。
このペーストを,望ましくはねじぶたの付いた,密閉容器に保管する。
4. 装置及び器具 装置及び器具は,次による。
a) パレットナイフ 先が細くなったスチール製の刃の付いたもので,長さ約140〜150 mm,幅は広いと
ころが20〜25 mm,狭いところが12.5 mm以上のもの。
b) スライドガラス 無色透明で,150 mm×50 mm又は適切な大きさのもの。
c) フーバーマラー 上板及び下板ともすりガラス板の付いたもので,望ましくは水冷式のもの。ガラス
板の直径は180〜250 mmで,これに1 kNまで荷重をかけられるもの。ガラス板は,70〜120 r/minで
回転し,25の倍数の回転数に調節できるもの。
d) プレート フーバーマラーが使用できない場合に用いるすりガラス製又は大理石製のもの。
e) 化学はかり 1 mgのけたまではかれるもの。
f)
手動マラー 直径70〜75 mmのもの。
備考 フーバーマラーに水冷板が付いていない場合は,摩砕操作中に温度変化が起きないように注意
する。
3
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. サンプリング 試験する製品からJIS K 5600-1-2に従って代表サンプルを採取する。
6. 相対着色力比較方法 相対着色力比較方法は,A法又はB法のいずれかによる。
6.1
A法
6.1.1
フーバーマラーによる青色ペースト中への白色顔料の混練 青色ペースト5 gを1 mgのけたまで
はかり取り,きれいなマラー板の中央に置く。表1に示した受渡当事者間で協定した比較顔料を1 mgの
けたまではかり取り(m0),これをあまり力を加えないでパレットナイフを使って青色ペーストに混入す
る。白色顔料がぬれたら,ペーストを下板の中心に約50 mmの直径の円形に広げ,パレットナイフは上板
でぬぐってきれいにする。マラー板を閉じて,1 kNの荷重をかけて25回転ずつ4回摩砕する。各回の摩
砕の後で,同じパレットナイフを用いてペーストをとって板の中心に移す。
摩砕が完了したら,ペーストを取り出し,パレット上で保管する。
表 1 協定した比較顔料の採取量
単位 g
顔料
採取量 (m0)
酸化亜鉛又はリトポン30 %
硫化亜鉛
二酸化チタン
0.500
0.200
0.100
6.1.2
手動マラー又はパレットナイフによる青色ペースト中への白色顔料の混練 5 gの青色ペーストを
1 mgのけたまではかり取り,すりガラス又は大理石の上に置く。表1に示した受渡当事者間で協定した比
較顔料を1 mgのけたまではかり取り(m0),パレットナイフ又は手動マラーを用いて5分間できるだけ少
量の青色ペーストと一緒に分散し,均一なペーストを作る。残りの青色ペーストを,少量ずつ混練した混
合物に加えてパレットナイフ又は手動マラーを用いて完全に混合する。ペーストを頻繁にかきとって完全
に混合する。
調製が終わった後,プレートからペーストを取り,パレット上に保管する。
6.1.3
比較方法 試験サンプルを6.1.1又は6.1.2と全く同じ方法で処理し,受渡当事者間で協定した比較
顔料ペーストの色の強度と同じ色の強度を得る顔料の量 (m1) を決定する。
試験サンプルで作ったペースト及び協定した比較顔料で作ったペーストの二つのペーストを,スライド
ガラス上で同じ方向に展色する。展色は不透明な帯を25 mm以上,両端の接する面を40 mm以上とする。
展色直後の表面について,二つの帯をガラスを通した拡散昼光下で観察して,ペーストの色の強さを比較
する。適切な昼光が得られない場所では,人工の昼光下で比較する。
6.2
B法
6.2.1
フーバーマラーによる青色ペースト中への白色顔料の混練 一連の標準ペーストを,受渡当事者間
で協定した比較顔料から,表2に示す量を用いてそれぞれ次の手順で調製する。5 gの青色ペーストを1 mg
のけたまではかり取り,きれいなマラー板の中央に置く。表2に示す一つの量の受渡当事者間で協定した
比較顔料を1 mgのけたまではかり取り,それをあまり力を加えないでパレットナイフを用いて青色ペー
ストに混入する。白色顔料がぬれたら,そのペーストを下板の中心に約50 mmの直径の円形に広げ,パレ
ットナイフは上板でぬぐってきれいにする。フーバーマラー板を閉じて,最大荷重をかけて25回転ずつ4
回摩砕する。各回の摩砕の後で,同じパレットナイフを用いてペーストを取って板の中心に移す。
摩砕が完了したら,ペーストを板から取り,パレット上で保管する。
4
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
さらに,白色顔料の他の規定されている量(表2参照)をそれぞれ用いて上記の手順を繰り返し,その
ペーストをパレット上に保管する。
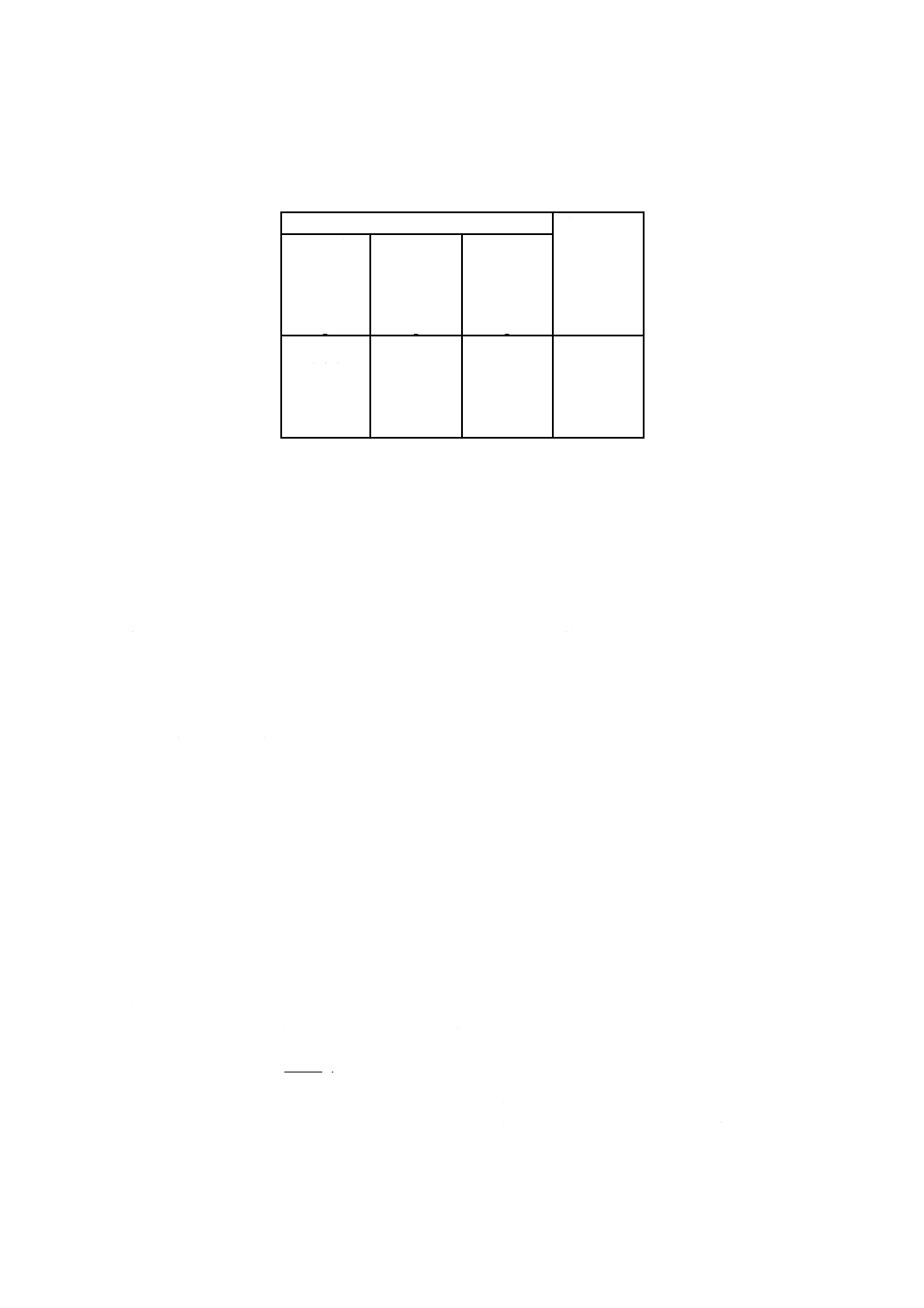
表 2 受渡当事者間で協定した比較顔料採取量及び試験サンプルの着色力
協定した比較顔料
試験サンプ
ルの着色力
%
酸化亜鉛
又は
リトポン
30 % ZnS
g
硫化亜鉛
g
二酸化
チタン
g
0.400
0.450
0.500
0.550
0.600
0.160
0.180
0.200
0.220
0.240
0.080
0.090
0.100
0.110
0.120
80
90
100
110
120
6.2.2
手動マラー又はパレットナイフによる青色ペースト中への白色顔料の混練 5 gの青色ペーストを
1 mgのけたまではかり取り,すりガラス又は大理石の上に置く。表2にそれぞれ示した一つの量の受渡当
事者間で協定した比較顔料を1 mgのけたまではかり取り,それをパレットナイフ又は手動マラーを使っ
て5分間できるだけ少量の青色ペーストと一緒に分散し,均一なペーストを作る。残りの青色ペーストを
一度に少量ずつ混練した混合物に加えてパレットナイフ又は手動マラーを用いて完全に混合する。ペース
トを頻繁にかきとって完全に混合する。
調製が終了したらプレートからペーストをとり,パレット上に保管する。
さらに,白色顔料の他の規定されている量(表2参照)をそれぞれ用いて上記の手順を繰り返し,その
ペーストをパレット上に保管する。
6.2.3
比較方法 次のものを用いて,6.2.1又は6.2.2と同じ方法を行う。
a) 酸化亜鉛又はリトポン30 %の場合,0.500 gの試験サンプル。
b) 硫化亜鉛の場合,0.200 gの試験サンプル。
c) 二酸化チタンの場合,0.100 gの試験サンプル。
調製した,受渡当事者間で協定した比較顔料ペーストのシリーズの二つを,試料から作ったペーストに
色の強度が最も近くなるように選択する。試料からのペーストと二つの選択した受渡当事者間で協定した
比較顔料ペーストとを同じ方向にスライドグラスの上に展色する。この場合,不透明帯は,幅25 mm以上,
両端の接する面の長さ40 mm以上とする。展色の直後の表面について,二つの帯をガラスを通した拡散昼
光下で観察してペーストの色の強さを比較する。適切な昼光が得られない場所では,人工の昼光下で比較
する。
7. 結果の表示
7.1
A法 試料の相対着色力は,受渡当事者間で協定した比較顔料を100として次のように求める。
1
0
100
m
m
ここに, m0: 受渡当事者間で協定した比較顔料の質量(g)
m1: 受渡当事者間で協定した比較顔料と同じ色の強度にするために
必要な試験サンプルの質量(g)
5
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
B法 B法は,次による。
a) 表2から試験サンプルの着色力を読み取る。着色力は試験サンプル着色力(%)の値で,試験サンプ
ルを用いて作ったペーストの色の強さに相当する,ペーストを作成したときに用いた受渡当事者間で
協定した比較顔料の量に対するものとする。
例 二酸化チタンを試験し,6.2.2に応じて試料ペーストを作るために0.100 gをとった場合。
参考 この試験サンプルペーストの色の強さが受渡当事者間で協定した比較顔料の0.120 gを用いて
作成した協定した比較顔料ペーストの色の強さに相当すると仮定すると,試験サンプルの着色
力は120 %である。
b) 試験サンプルペーストの色の強さが,受渡当事者間で協定した比較顔料ペーストの一つの色の強さに
一致しない場合は,試験サンプルペーストに最も近い二つの協定した比較顔料ペーストで着色力を補
間する。
8. 試験報告書 試験報告書には,少なくとも次の事項を記載する。
a) この規格の引用及びA法又はB法若しくは附属書1で規定するフーバーマラー法又はペイントコンデ
ィショナ形振とう機法のいずれを使用したかの記載
b) 試験した顔料の種類及びその詳細
c) この規格で規定する試験手順との相違点
d) 6.1又は6.2の規定に準じた試験の結果
e) 試験年月日
6
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)フーバーマラー法及び
ペイントコンディショナ形振とう機法
1. 適用範囲 この附属書は,本体の3.〜7.に替えた白色顔料の着色力の試験方法としてフーバーマラー
法及びペイントコンディショナ形振とう機法について規定する。
2. フーバーマラー法
2.1
一般 試料及び受渡当事者間で協定した比較顔料に補助顔料を加え,フーバーマラーを用いてバイ
ンダーに分散したもの,又はJIS K 5101-1-5によって得られた試料及び受渡当事者間で協定した比較顔料
の分散ペーストに補助顔料のペーストを混合したものを,白紙などに展色しその色の濃さを目視によって
比較する。
2.2
装置及び器具 装置及び器具は,次による。
a) フーバーマラー JIS K 5101-1-5による。
b) へら 直線刃先形で鋼製のもの。
c) フィルムアプリケーター すき間0.15 mm以上のもの。
d) 化学はかり 1 mgのけたまではかれるもの。
2.3
バインダー バインダーは,受渡当事者間の協定による。
2.4
展色基材(1) 展色基材は,次による。
a) 白紙(適切な印刷用紙)
b) ガラス板
備考 受渡当事者間の協定によって,他の展色基材を用いてもよい。
2.5
補助顔料 JIS K 5107に規定するカーボンブラック(顔料)。
2.6
操作 操作は,次による。
a) 試料を10 mgのけたまではかり取る。それに補助顔料を1 mgのけたまで,バインダーを10 mgのけ
たまではかり取って加え,フーバーマラーを用いてJIS K 5101-1-2によって練り合わせ分散ペースト
を得る。受渡当事者間で協定した比較顔料についても同じ操作を行う。 得られた試料及び受渡当事者
間で協定した比較顔料の分散ペーストを次のいずれかの操作を行って展色する。
b) 試料及び受渡当事者間で協定した比較顔料の分散ペーストを1枚の白紙の上に並べて置き,へらで両
者が接するように展色し,極めて薄い層と紙色に影響されない程度の厚い層とを作る。
c) 試料及び受渡当事者間で協定した比較顔料の分散ペーストを展色基材の上に並べて盛り,フィルムア
プリケーターを用いて,両者が接するように引き伸ばす。
備考 試料の量,補助顔料の量,バインダーの種類及び量,並びに試料と補助顔料との比率について
は,製品規格,又は受渡当事者間の協定による。
2.7
評価 評価は,試料の色の濃さを,受渡当事者間で協定した比較顔料と目視によって比較し,その
差異の程度を調べる。明度が高いものを着色力が大きいとする。
3. ペイントコンディショナ形振とう機法
7
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
一般 ペイントコンディショナ形振とう機によって得られた試料及び受渡当事者間で協定した比較
顔料の分散体に,補助顔料の分散体を混合したものを展色し,その色の濃さを比較する。
3.2
装置及び器具 装置及び器具は,次による。
a) ペイントコンディショナ形振とう機 JIS K 5101-1-2による。
b) 恒温器 100〜200 ℃において温度調節精度±1 ℃,温度分布精度±2.5 ℃,熱風循環式のもの。
c) 化学はかり
d) フィルムアプリケーター
e) バーコーター 直径約6.5 mm,長さ約400 mmの特殊鋼のしん棒の中央部約300 mmの幅に,直径0.07
〜1.90 mmのステンレス鋼線をすき間がないように巻き付けたもの。
3.3
材料 材料は,次による。
a) コート紙 アート紙に耐溶剤性の透明塗料を平滑に塗布したもの。
3.4
補助顔料分散体
a) カーボンブラック分散体 JIS K 5107に規定するカーボンブラック(顔料)と試料分散体とを同じバ
インダーを用いて,JIS K 5101-1-2によって調製した分散体又は同種のバインダーを用いたカーボン
ブラック分散体。
3.5
試料及び受渡当事者間で協定した比較顔料の分散体 JIS K 5101-1-2によって調製したもの。
3.6
操作 操作は,次による。
a) 容器に,試料とカーボンブラックとの質量比が100:1,両者の分散体の合計が30 g以上になるように,
それぞれの分散体を0.01 gのけたまではかり取り,均一になるまでかき混ぜる。
b) 受渡当事者間で協定した比較顔料についてもa) の操作を行う。
c) 展色基材を,水平に置いた塗工盤の上に置き,試料及び受渡当事者間で協定した比較顔料の分散体の
少量を展色基材の上に並べて盛り,展色器具を用いて両者が接するように展色する。
d) 展色したものを,常温でほこりのない場所に水平にして20〜30分間置いた後,温度120 ℃の恒温器
に入れて30分間乾燥して,1時間室内に置いて展色試料とする。
参考 試料又は補助顔料は,展色後,乾燥過程で凝集又は色浮き現象を起こす場合,正確に着色力を
比較することはできない。
備考1. 凝集又は色浮き現象の有無は,展色した塗料面が粘ちょうなときに指で一部を軽くこすり,
こすった部分と周辺との色を比較して判定する。色の濃さに差のある場合は凝集又は色浮き
現象が起きているので,試験結果に付記する。
2. 試料の量,希釈溶剤の量,バインダーの種類並びに量,振とう時間については,製品規格,
又は受渡当事者間の協定による。
3.7
評価 評価は,試料の色の濃さを受渡当事者間で協定した比較顔料と目視によって比較し,その差
異の程度を調べる。明度が高いものを着色力が大きいものとする。
8
K 5101-3-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)JISと対応する国際規格との対比表
JIS K 5101-3-2:2004 顔料試験方法−第3部:着色
力−第2節:白色顔料の相対着色力(目視比較法)
ISO 787-17:1973 顔料及び体質顔料の一般試験方法−第17
部:白色顔料の着色力の比較
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格
の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格と
の技術的差異の理由及
び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範囲
ISO
787-17
1
MOD/選択
ISOの方法(規格本体)
に加えて,附属書に日本
で一般的に行われている
フーバーマラー法及びペ
イントコンディショナ形
振とう機法を追加し,選
択できるようにした。
国際規格の改正時に
提案の予定。
2. 引用規格
2
MOD/追加
JIS K 5107,JIS K
5101-1-2,JIS
K
5101-1-5を追加。
3. 試薬
3
IDT
4. 装置及び
器具
4
IDT
5. サンプリ
ング
5
IDT
6. 相対着色
力比較方法
6
IDT
7. 結果の表
示
7
IDT
8. 試験結果
の報告
8
MOD/追加
フーバーマラー及びペ
イントコンディショナ
形振とう機についても
適用できるよう追加し
た。
9. 附属書1
(規定)
1. フーバ
ーマラー法
2. ペイン
トコンディ
ショナ形振
とう機法
−
MOD/追加
日本で一般的に行われ
ているフーバーマラー
及びペイントコンディ
ショナ形振とう機につ
いても適用できるよう
追加した。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容と追加している。
― MOD/選択……… 国際規格の規定内容と別の選択肢がある。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。