K 5101-2-2:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本無機薬品協会(JICIA)/財団法人日本規
格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 787-25:1993,General methods of test
for pigments and extenders−Part 25:Comparison of the colour, in full-shade systems, of white, black and coloured
pigments−Colorimetric methodを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS K 5101-2-1には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
JIS K 5101の規格群には,次に示す部編成がある。
JIS K 5101-1-1 第1部:分散性評価のための分散方法−第1節:通則
JIS K 5101-1-2 第1部:分散性評価のための分散方法−第2節:ペイントコンディショナ形振とう機
JIS K 5101-1-3 第1部:分散性評価のための分散方法−第3節:高速インペラミル
JIS K 5101-1-4 第1部:分散性評価のための分散方法−第4節:ビーズミル
JIS K 5101-1-5 第1部:分散性評価のための分散方法−第5節:フーバーマラー
JIS K 5101-1-6 第1部:分散性評価のための分散方法−第6節:3本ロールミル
JIS K 5101-2-1 第2部:色の比較−第1節:目視法
JIS K 5101-2-2 第2部:色の比較−第2節:測色計法
JIS K 5101-3-1 第3部:着色力−第1節:有色顔料の相対着色力及び淡色の測定(目視比較法)
JIS K 5101-3-2 第3部:着色力−第2節:白色顔料の相対着色力(目視比較法)
JIS K 5101-3-3 第3部:着色力−第3節:有色顔料の相対着色力及び白色顔料の相対散乱能の測定
(光度計法)
JIS K 5101-3-4 第3部:着色力−第4節:着色剤の相対着色力及び残留色差の測定(重み付きK/S値
法)
JIS K 5101-4 第4部:隠ぺい力−隠ぺい率試験紙法
JIS K 5101-5-1 第5部:分散性の評価方法−第1節:有色顔料の着色力の変化による評価
JIS K 5101-5-2 第5部:分散性の評価方法−第2節:分散度の変化による評価
JIS K 5101-5-3 第5部:分散性の評価方法−第3節:光沢の変化による評価
JIS K 5101-6-1 第6部:流動性−第1節:スプレッドメータ法
JIS K 5101-6-2 第6部:流動性−第2節:回転粘度計法
JIS K 5101-7 第7部:耐ブリード性
JIS K 5101-8 第8部:耐薬品性
K 5101-2-2:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 5101-9 第9部:耐光性
JIS K 5101-10 第10部:焼付塗装用バインダーによる熱安定性
JIS K 5101-11-1 第11部:密度−第1節:ピクノメータ法
JIS K 5101-11-2 第11部:密度−第2節:遠心脱気法
JIS K 5101-12-1 第12部:見掛け密度又は見掛け比容−第1節:静置法
JIS K 5101-12-2 第12部:見掛け密度又は見掛け比容−第2節:タンプ法
JIS K 5101-13-1 第13部:吸油量−第1節:精製あまに油法
JIS K 5101-13-2 第13部:吸油量−第2節:煮あまに油法
JIS K 5101-14-1 第14部:ふるい残分−第1節:湿式法(手動法)
JIS K 5101-14-2 第14部:ふるい残分−第2節:湿式法(メカニカルフラッシング法)
JIS K 5101-15-1 第15部:加熱減量−第1節:105 ℃揮発性物質
JIS K 5101-15-2 第15部:加熱減量−第2節:強熱残分
JIS K 5101-16-1 第16部:水溶分−第1節:煮沸抽出法
JIS K 5101-16-2 第16部:水溶分−第2節:常温抽出法
JIS K 5101-17-1 第17部:pH値−第1節:煮沸抽出法
JIS K 5101-17-2 第17部:pH値−第2節:常温抽出法
JIS K 5101-18 第18部:電気抵抗率
K 5101-2-2:2004
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 原理 ······························································································································ 3
5. 試験用原材料 ·················································································································· 3
5.1 アルキド樹脂(バインダー)···························································································· 3
5.2 微細シリカ ··················································································································· 3
5.3 試験用媒質の調製 ·········································································································· 3
6. 装置及び器具 ·················································································································· 4
6.1 光度計 ························································································································· 4
6.2 基材 ···························································································································· 4
6.3 フィルムアプリケータ ···································································································· 5
6.4 型枠カード ··················································································································· 5
6.5 フーバーマラー ············································································································· 5
6.6 スパチュラ ··················································································································· 5
7. サンプリング ·················································································································· 5
8. 手順 ······························································································································ 5
8.1 試験に用いる試料の量 ···································································································· 5
8.2 顔料分散体の調製 ·········································································································· 6
8.3 色測定用塗布板の調製 ···································································································· 6
8.4 色の測定 ······················································································································ 6
9. 結果の表し方 ·················································································································· 7
9.1 白色顔料又は黒色顔料 ···································································································· 7
9.2 明度差 ························································································································· 7
9.3 有色顔料 ······················································································································ 7
10. 試験報告書 ··················································································································· 8
附属書(参考)JISと対応する国際規格との対比表 ····································································· 9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 5101-2-2:2004
顔料試験方法−第2部:色の比較−
第2節:測色計法
Test methods for pigments−Part 2:Comparison of colour−
Section 2:Colorimetric method
序文 この規格は,1993年に第1版として発行されたISO 787-25, General methods of test for pigments and
extenders−Part 25:Comparison of the colour,in full - shade systems,of white,black and coloured pigments−
Colorimetric methodを翻訳し,技術的内容を変更して作成した日本工業規格であるが,対応国際規格には
規定されていない規定内容を日本工業規格として追加している。
なお,この規格で側線及び点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,測色計を用いて,白色,黒色及び有色顔料の色と受渡当事者間で協定した比
較顔料の色とを濃色系で比較するための一般試験方法について規定する。
備考1. この試験方法をある顔料に適用するときは,その顔料の個別規格にこの規格を引用するとよ
い。この規格で,当該顔料の特別な性質によってこの試験方法を修正した場合はその詳細を
示す。この規格で規定している試験方法が適用できない特殊な顔料の場合は,色を比較する
ために別の方法を規定してもよい。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を示す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 787-25:1993,General methods of test for pigments and extenders−Part 25 : Comparison of the
colour,in full-shade systems,of white,black and coloured pigments−Colorimetric method
(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5101-1-6 顔料試験方法−第1部:分散性評価のための分散方法−第6節:3本ロールミル
JIS K 5101-3-3 顔料試験方法−第3部:着色力−第3節:有色顔料の相対着色力及び白色顔料の相対
散乱能の測定(光度計法)
JIS K 5101-17-2 顔料試験方法−第17部:pH値−第2節:常温抽出法
備考 ISO 787-9:1981,General methods of test for pigments and extenders−Part 9 : Determination of pH
2
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
value of an aqueous suspensionが,この規格と一致している。
JIS K 5421 ボイル油及び煮あまに油
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
備考 ISO 15528:2000,Paints,varnishes and raw materials for paints and varnishes−Samplingが,この
規格と一致している。
参考 この規格の原国際規格であるISO 787-25ではISO 842を引用しているが,ISO 842はISO
15528:2000に統合され廃止されているため,ISO 15528:2000と一致しているJIS K 5600-1-2
を引用した。
JIS K 5600-4-4 塗料一般試験方法−第4部:塗膜の視覚特性−第4節:測色(原理)
備考 ISO 7724-1:1984,Paints and varnishes−Colorimetry−Part 1 : Principlesが,この規格と一致し
ている。
JIS K 5600-4-5 塗料一般試験方法−第4部:塗膜の視覚特性−第5節:測色(測定)
備考 ISO 7724-2:1984,Paints and varnishes−Colorimetry−Part 2 : Colour measurementが,この規格
と一致している。
JIS K 5600-4-6 塗料一般試験方法−第4部:塗膜の視覚特性−第6節:測色(色差の計算)
備考 ISO 7724-3:1984,Paints and varnishes−Colorimetry−Part 3 : Calculation of colour differencesが,
この規格と一致している。
JIS K 5601-2-1 塗料成分試験方法−第2部:溶剤可溶物中の成分分析−第1節:酸価(滴定法)
備考 ISO 3682:1983,Binders for paints and varnishes−Determination of acid value−Titrimetric method
が,この規格と一致している。
JIS K 7117-2 プラスチック−液状,乳濁状又は分散状の樹脂−回転粘度計による定せん断速度での粘
度の測定方法
備考 ISO 3219:1993,Plastics−Polymers / resins in the liquid state or as emulsions or dispersions−
Determination of viscosity using a rotational viscometer with defined shear rateからの引用事項は,
この規格の該当事項と同等である。
ISO 4629:1978,Paint media−Determination of hydroxyl value−Titrimetric method
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 濃色系 (full - shade system) 一種類の顔料だけを含有する顔料着色系。
b) 濃色 (full - shade colour) 完全に隠ぺいする膜厚(光学的に無限大の膜厚)に適用する濃色系の色
[(3.c)の参考1.参照]。
参考 非常に透明性の高い顔料では,完全に隠ぺいできない場合がある。
c) マストーン(mass tone) 完全に隠ぺいではない膜厚(例えば,白色基材の色がわかる膜厚)に適用さ
れる濃色系の色(参考1.及び2.を参照)。
参考1. 3.b)及び3.c)の定義は,ASTM D 16の定義並びにASTM D 387及びASTM D 3022のマスカラ
ー(mass color) の使用方法とは必ずしも一致していない。
2. 顔料着色系では,塗布層の膜厚及び試験用基材の特性によって多くの異なったマストーンを
作ることが可能である。したがって,マストーンは顔料着色系の組成,調整方法,膜厚,塗
布方法及び基材が規定された場合は明確に定義される。
3
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 原理 試験顔料と受渡当事者間で協定した比較顔料とを,アルキド樹脂及び微細シリカの混合物から
なる特定の試験用媒質 (medium) にフーバーマラーを用いて分散する。このように調製した試験顔料と受
渡当事者間で協定した比較顔料の顔料分散体とを適切な基材に塗布して,色測定用塗布板を作成する。こ
れら色測定用塗布板の色の三刺激値をJIS K 5600-4-5に規定する方法によって測定し,適切な色の特性値
をJIS K 5600-4-6によって求める。白色及び黒色顔料に対しては相対的な色相差及び彩度差の程度を,ま
た,有色顔料に対しては明度差,色相差,彩度差及び全体としての色差を求める。
5. 試験用原材料
5.1
アルキド樹脂(バインダー) アルキド樹脂は,あまに油63 %(質量分率),無水フタル酸23 %
(質量分率)及びトリメチロールプロパン14 %(質量分率)の組成で,次の基準に適合するものを用い
る。
試験方法
酸価 最大15 mg KOH/g JIS K 5601-2-1
粘度(出荷時の製品として)7〜10 Pa・s JIS K 7117-2
水酸基価 30〜50 mg KOH/g ISO 4629
5.2
微細シリカ 微細シリカは,次の基準に適合するものを用いる。
試験方法
比表面積 175〜225 m2/g 受渡当事者間の協定による
4 %水中分散体のpH値 3.6〜4.5 JIS K 5101-17-2
備考 微細シリカは,顔料着色系の凝集を防ぎ,流動特性を調整するために必要である。
5.3
試験用媒質の調製 試験用媒質を,次のように調製する。また,各種顔料に対する試験用媒質の使
用量は,表1及び表2による。
アルキド樹脂 (5.1) 97部(質量)と微細シリカ (5.2) 3部(質量)とをよく混合する。このときシリカが
粉じんとして飛散しないように注意する。この混合物を,3本ロールミルで2回分散させる(JIS K 5101-1-6
参照)。
上記とは異なる試験用媒質を受渡当事者間の協定によって用いてもよい。その場合には試験報告書に試
験用媒質について記載する。
備考 受渡当事者間の協定によって,試験用媒質として次のバインダーを用いることができる。その
場合,試験報告に試験用媒質について記載する。
あまに油製4号印刷ワニス 粘度2.2〜2.8 Pa・sのもの。
煮あまに油 JIS K 5421に規定するもの。
樹脂型ワニス 印刷インキ用ロジン変性フェノール樹脂系ワニス。
表 1 白色顔料及び試験用媒質の推奨使用量
顔料(密度)
g/ml
顔料の質量
g
試験用媒質(5.3)の体積
ml
二酸化チタン(ρ=4.0)
4.0
3.0
硫化亜鉛(ρ=4.0)
4.0
2.8
酸化亜鉛(ρ=5.8)
5.0
2.6
4
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 有色顔料,黒色顔料及び試験用媒質の推奨使用量
顔料グループ
(8.1.2参照)
顔料の質量
g
試験用媒質(5.3)の体積
ml
a
b
c
3.0
1.0
0.5
1.5
1.5
1.5
6. 装置及び器具 通常の試験室の器具,ガラス器具及び次に規定するものを用いる。
6.1
光度計
6.1.1
有色顔料及び白色顔料に対して JIS K 5600-4-5に規定する分光光度計又は三刺激値色彩計。
6.1.2
黒色顔料に対して JIS K 5600-4-5に規定する分光光度計又は三刺激値色彩計で,次の基準に適合
するもの。
a) 精度 分光光度計は,小数点以下第5位まで反射率の値を測定できるもの。三刺激値色彩計は,小数
点以下第3位まで三刺激値を測定できるもの。
b) 校正及びゼロ調整 適切な黒標準を用いる。望ましくは,三刺激値がゼロに近くなるように調整でき
るものを用いる。直接,調整ができない場合は,受渡当事者間で協定した比較顔料及び試験顔料の測
定値から黒標準の測定値を差し引く。
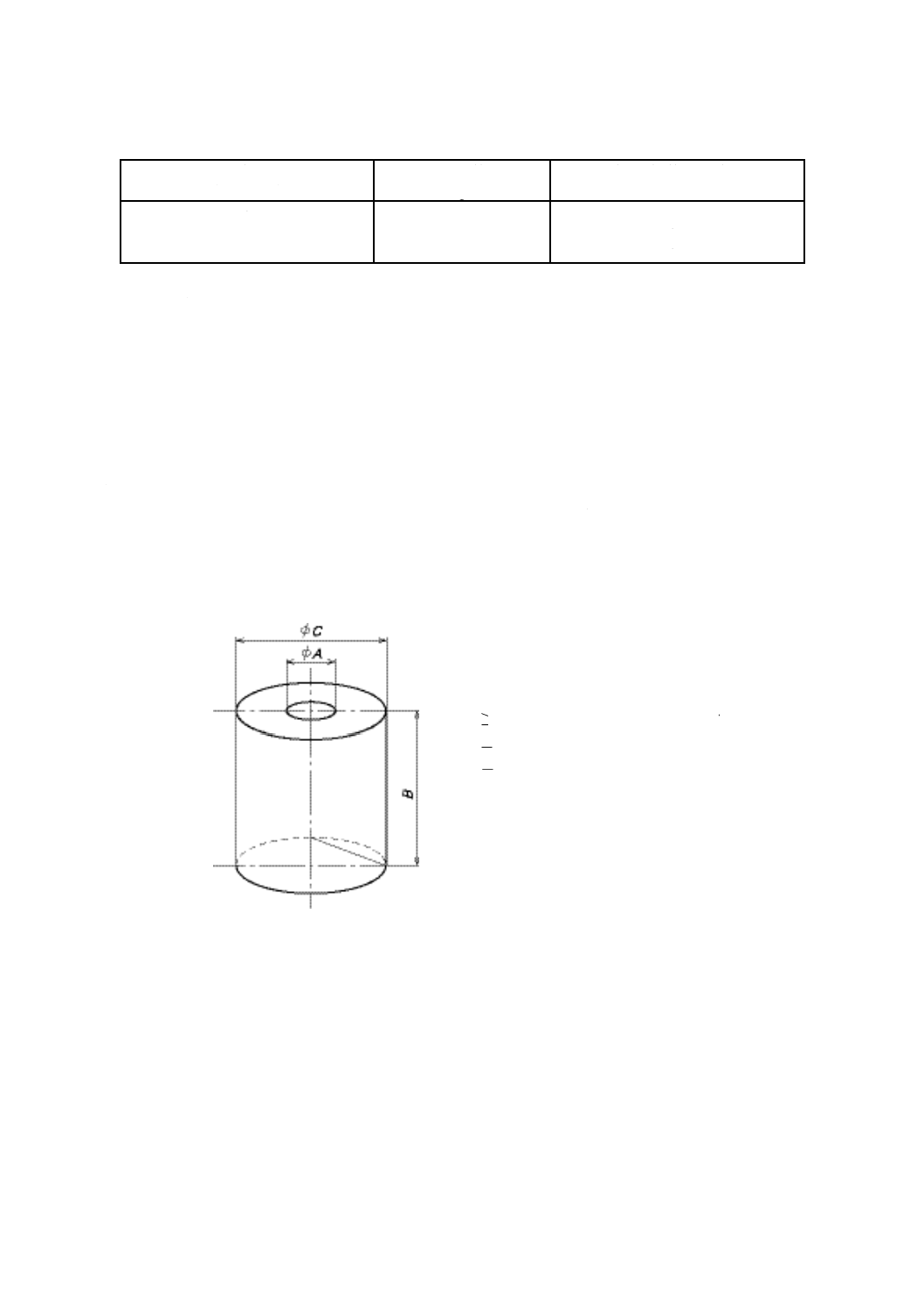
ゼロ調整に使用する黒標準は,非常に効率のよい光トラップで,図1に示す大きさのもの。黒標準
の内側は,光沢のない黒色で,底は黒色のベルベットでカバーされているもの。
図 1 黒標準
c) 三刺激値の標準偏差 三刺激値のY値が約0.5の試験顔料を用いて,試験試料の測色位置を変えずに
Y値を連続して20回測定したときの標準偏差を計算する。三刺激値の連続した測定値に対する標準偏
差δrは0.005以下でなければならない。
6.2
基材 150 mm×50 mm以上の大きさで,均質で,蛍光がなく,バインダーになじみ,色の比較用と
して適切なもの。
スチールパネル,コントラストカード,ラッカーをかけた厚紙シート,アルミニウムカバーのカード,
標準アート紙又はスライドガラスを用いる。スライドガラスを用いる場合は,透明,かつ,無色で,協定
した比較顔料及び試験顔料に対して同じ厚さのもの。
A ≧ 装置の測定用開口部の直径+5 mm
B ≧ 80 mm
C ≧ 70 mm
5
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
フィルムアプリケータ 試験顔料及び受渡当事者間で協定した比較顔料のペーストを基材に塗布す
るために用いる。
6.4
型枠カード 測定するときにぬれている試験片をカバーするためのもの。
分光光度計又は三刺激値色彩計 (6.1) の測色用開口部よりやや大きめの直径の孔をあけた厚さ約0.5
mmの型紙,又は試験片をカバーするために十分な大きさをもつ,平行な平面で,磨いてある無色の厚さ
約1 mmのガラス板を用いる。
6.5
フーバーマラー 上板及び下板ともすりガラス板の付いたもので,望ましくは水冷式のもの。ガラ
ス板は直径180〜250 mmで,これに1 kNまで荷重をかけられるもの。ガラス板は,70〜120 r/minで回転
し,25の倍数の回転数に調節できるもの。
6.6
スパチュラ スチール製又はプラスチック製で,刃の付いた柔軟なもの。
7. サンプリング 試験する製品からJIS K 5600-1-2に従って代表サンプルを採取する。
8. 手順 フーバーマラーでの混練操作中に温度上昇によって結果に影響を与えないように注意する。フ
ーバーマラーが水冷式でない場合には特に注意する。何らかの影響が考えられる場合には,あらかじめ試
験してこの影響を確認しておく。
フーバーマラーに新しいガラス板を用いる場合には,ガラス板に荷重をかけ,適切なバインダー中で顔
料を1 000回混練して事前に調整する。ペーストは取り除いて廃棄する。
フーバーマラーは,用いる前に,上下各板の表面が平滑であり,光沢がなく,引っかききずがないこと
を確認しておく。
8.1
試験に用いる試料の量 試験に用いる顔料は,試験用媒質の適切な量と顔料とを混合したときに得
られるペーストが,マラー板の端まで広がるような量とする。この試験顔料の量を1 mgのけたまではか
り取る。
8.1.1
白色顔料 顔料及び試験用媒質の採取量は,表1の量が望ましい(8.1.2の備考1.及び備考2.参照)。
8.1.2
有色顔料及び黒色顔料 顔料のバインダーに対する質量比は,顔料の吸油量だけではなく,混練操
作中の混合物の粘度にも依存する。すべての顔料を,第一段階として次の3種のグループに区分けしても
よい。
グループa バインダー要求量が低い顔料−顔料濃度65 %(質量分率)
グループb バインダー要求量が中間の顔料−顔料濃度40 %(質量分率)
グループc バインダー要求量が高い顔料−顔料濃度25 %(質量分率)
それぞれの場合で,約2 mlの混合物を得るためには,顔料グループに対して表2に示す量を用いること
が望ましい。
備考1. 選定した顔料及びバインダーの混合物の組合せが,マラー上で用いるときに粘度が高過ぎて
流動性が乏しい場合,表1又は表2の組合せの中から他のいずれかの組合せの系を適切に選
定して用いてもよい。
2. フーバーマラーのガラス板直径が6.5に規定する範囲の最大限に近い場合には,ガラス板の
摩耗を抑制するため,規定の試料量を増やす必要がある。
6
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
顔料分散体の調製 受渡当事者間で協定した比較顔料及び試験用媒質の適切な試料量を採取する
(8.1.1及び8.1.2)。試験用媒質をフーバーマラー(6.5)の下ガラス板の中心部に置く。顔料を試験用媒質の
上に置き,スパチュラ(6.6)を用いて,できるだけ力を加えないようにして両者をよく混合し,ペーストと
する。下板の中心から約35 mmの位置で,数箇所にペーストを配分して置くか,又は内径40 mm,外径
100 mmの輪の形にペーストを広げる。
参考 下ガラス板の下に見本として,紙の輪を置くと便利である。
スパチュラに付着したペーストをフーバーマラーの上ガラス板でふき取り,できるだけスパチュラをき
れいにする。
フーバーマラーの上下ガラス板を閉じて,受渡当事者間で協定した荷重又は実用上問題のない範囲で最
大の荷重をかけ,50回転ずつの回転を数段階に分けてかけ,混合物をすり合わせ混練する。各段階ごとに,
上下ガラス板のペーストをスパチュラで集め,上記のように,ペーストは下ガラス板に広げ,スパチュラ
は上ガラス板でふき取ってきれいにする。規定の回転数ですり合わせ混練を終えた後,ペーストをフーバ
ーマラーのガラス板からかき集め,適切な容器に保存し,ガラス板及びスパチュラとをそれぞれきれいに
掃除する。
JIS K 5101-3-3に従って分散度を決めたときと同じ全回転数で混合物をすり合わせ混練して,顔料を完
全に分散させる。試験報告書には回転数を明記する。
同じ量の試験顔料をとり,上記と同様の方法でペーストを調製する。
受渡当事者間の協定によって,顔料を分散する別の装置を使用することができる。
8.3
色測定用塗布板の調製
8.3.1
一般 色測定用塗布板の調製は,塗布方法,基材及び塗布膜厚に依存しており,これらの条件につ
いてはその顔料着色系が目的としている使用方法に応じて選択する。試験顔料の分散体及び受渡当事者間
で協定した比較顔料の分散体は,同じ方法で幅40 mm以上で塗布する。塗布後はできるだけ早く,分散体
が乾燥する前の状態で色を測定する。
8.3.2
白色顔料 フィルムアプリケータ (6.3) で分散体を基材に塗布する。この場合,アプリケータのす
き間は,酸化チタン及び硫化亜鉛 (100 %) に対しては150〜200 μm,リトポン及び酸化亜鉛に対しては
500 μmものを用いる。
備考 アプリケータのすき間は,受渡当事者間の協定によって取り決めてもよい。その場合,試験報
告書にアプリケータのすき間について記載する。
8.3.3
有色顔料及び黒色顔料
8.3.3.1
濃色で色の違いを評価するための隠ぺい膜厚層 試験顔料の分散体及び受渡当事者間で協定し
た比較顔料の分散体を完全隠ぺい膜厚層となるような膜厚で塗布する。
備考 黒白コントラスト試験用基材上に置いた塗布層を目視で検査し,白地上と黒地上とのコントラ
ストが見えなくなれば,その層は完全隠ぺい膜厚層とみなす。
8.3.3.2
マストーンとしての色の違いを評価するための非隠ぺい膜厚層 試験顔料の分散体及び受渡当
事者間で協定した比較顔料の分散体を接するように並べて,可能であれば同じ塗布方法で同じ膜厚の一つ
の塗布物となるように塗布する。
8.4
色の測定 試験顔料の分散体及び受渡当事者間で協定した比較顔料の分散体から調製した色測定用
塗布板の色の三刺激値を,適切な入射及び受光の幾何学的条件(JIS K 5600-4-4及びJIS K 5600-4-6参照)
のもとで,JIS K 5600-4-5に従って測定する。
この規格の目的は,顔料の色を試験することとし,比較する色測定用塗布板の表面反射率の違いが測定
7
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
結果に影響を及ぼしてはならない。
参考 このことは,非常に暗いサンプルを除いて,鏡面反射を含んだ8/d又はd/8の入射及び受光の
幾何学的条件によって達成することができる。高光沢の色測定用塗布板に対しては,測定値か
ら表面反射の値を差し引くことによって目視評価とよりよい対応を得ることができる。
45/0又は0/45の入射及び受光の幾何学的条件は,高光沢の色測定用塗布板又は完全に光沢のない色測定
用塗布板に対してだけ用いてもよい。非常に暗い色測定用塗布板(例えば,カーボンブラックから調製さ
れたもの又は透明顔料のマストーンの場合)に対しては,色測定用塗布板の光沢及び表面構造の違いが反
射率の値に影響を与えないように注意をする。ある場合には,分散体をガラス板に塗布し,鏡面反射を除
いた45/0又はd/8の入射及び受光の幾何学的条件でガラス板を通して色を測定するのがよい。
9. 結果の表し方 測定した値から,JIS K 5600-4-6に規定している式を用いて9.1又は9.2の色の特性値
を求める。
9.1
白色顔料又は黒色顔料
9.1.1
相対的な色相 相対的な色相は,次の式によって求める。
Δa*=a*T−a*R
Δb*=b*T−b*R
ここに, R: 協定した比較顔料
T: 試験顔料
Δa*及びΔb*の符号並びに│Δb*/Δa*│(比の絶対値)の値から相対的な色相を決める。表3によっ
て適切な色表示を用いて相対的な色相を表す。
表 3 相対的な色相の名前
Δb*の符号
Δa*の符号
│Δb*/Δa*│
−
+
+
黄(Y)
>2.5
黄・緑(YG)
黄・赤(YR)
0.4〜2.5
+又は−
緑(G)
赤(R)
<0.4
−
青・緑(BG)
青・赤(BR)
0.4〜2.5
青(B)
>2.5
9.1.2
彩度差 彩度差Δsは,次の式によって求める。
(
)(
)2
*
2
*
Δb
Δa
Δs
+
=
備考 この値は,次の式の値と同じである。
(
)(
)2
*
2
*
ΔL
ΔE
Δs
ab
−
=
9.2
明度差 明度差ΔL*は,次の式によって求める。
ΔL*=L*T−L*R
ここに, R: 協定した比較顔料
T: 試験顔料
9.3
有色顔料 色差を,CIE 1976の表色系L*a*b*のΔE*abとして表す。また,明度差をΔL*,色相差
をΔH*ab及び彩度差をΔC*abで示す(JIS K 5600-4-6参照)。
10. 試験報告書 試験報告書には,少なくとも次の事項を記載する。
8
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験した顔料の種類及びその詳細
b) この規格の引用
c) 顔料及び試験用媒質の配合組成(8.1参照)
d) 色測定用塗布板の調製方法
e) フーバーマラーを用いた場合は設定した回転数
f)
可能であれば,膜厚,顔料濃度及び基材
g) 濃色又はマストーン
h) 色測定装置の種類(分光光度計又は三刺激値色彩計)並びに入射及び受光の幾何学的測定条件
i)
試験結果
j)
この規格で規定する試験手順との相違点
k) 試験年月日
関連規格 ASTM D16:1991 Standard terminology relating to paint,varnish,lacquer,and related products
ASTM D387:1986 Standard test method for color and strength of color pigments with a mechanical
muller
ASTM D3022:1984 Standard test method for color and strength of color pigments by use of a
miniature sand mill
9
K 5101-2-2:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
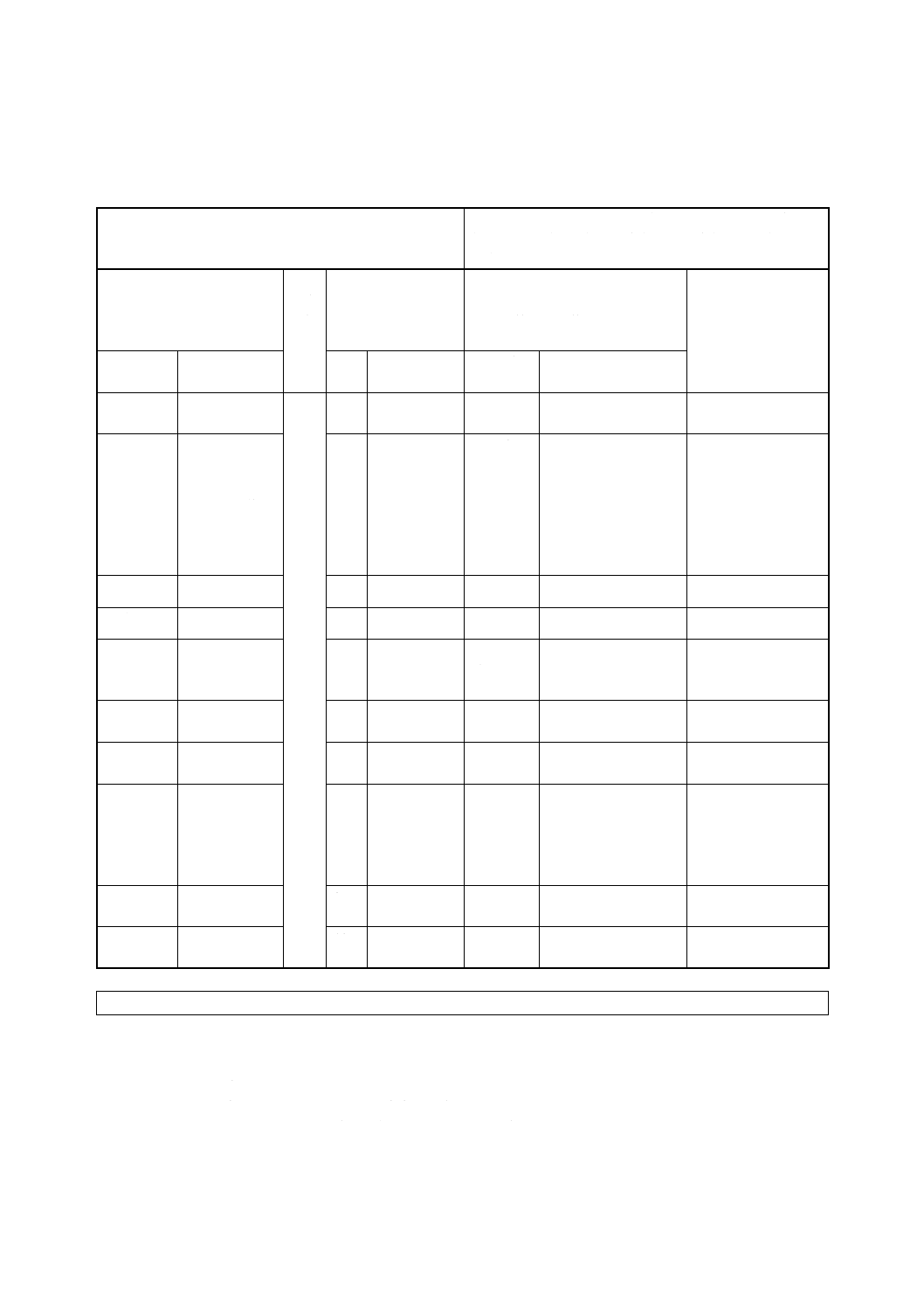
附属書(参考)JISと対応する国際規格との対比表
JIS K 5101-2-2:2004 顔料試験方法−第2部:色の比較
−第2節:測色計法
ISO 787-25:1993 顔料及び体質顔料の一般試験方法−
第25部:白色,黒色及び有色顔料の濃色系での色の比較
測色計法
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規
定
(Ⅳ) JISと国際規格との技術的差
異の項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格と
の技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
ISO
787-
25
1
IDT
−
2.引用規
格
JIS K 5101-3-3
JIS K 5421
JIS K 5101-1-6
及びその他の
規格
2
ISO 8780-6
及びその他
の規格
MOD/
変更
1)ISOで,本文中に規
定している規格の記
載漏れがある。また,
試験用媒質規格とし
てのJISを追加。
2)ASTM 3件削除
1)JISとして必要
2)ASTMは関連規格
としたため
3.定義
3
IDT
−
4.原理
4
IDT
−
5.試験用
原材料
5
MOD/
追加
JISでは5.3の備考と
してバインダーを追
加。
JISとして必要
6.装置及
び器具
6
IDT
−
7.サンプ
リング
7
IDT
−
8.手順
8
MOD/
追加
JISは,8.3.2の備考
で,すき間を受渡当
事者間の協定によっ
て取り決めてよいと
した。
軽微な技術上の差異
9.結果の
表し方
9
IDT
−
10.試験報
告書
10
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。