2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 5569-1991
(IEC 386 : 1972)
録音再生機器における速さ変動の
測定方法
Method of measurement of speed fluctuations in sound
recording and reproducing equipment
日本工学規格としてのまえがき
この規格は,1972年第1版として発行されたIEC 386 (Method of measurement of speed fluctuations in sound
recording and reproducing equipment) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した
日本工業規格である。
1. 適用範囲 この規格は,聴感補正ピーク値法を用いた測定方法に適用する。
2. 定義 この規格では,用語の定義を次のとおりとする。
2.1
フラッタ 録音再生の過程で再生信号に生じた周波数の変動のうち,その変動の周波数が10Hzを超
えるもの。
2.2
ワウ 録音再生の過程で再生信号に生じた周波数の変動のうち,その変動の周波数が0.1Hzから
10Hzまでのもの。
2.3
ドリフト 録音再生中における,記録媒体の緩やかな速さの変動。
3. ワウ・フラッタの測定条件
3.1
録音再生機器のワウ・フラッタの測定には,ピーク値を計れる方法を用いる。
3.2
測定は,3 150Hzの周波数で行う。
3.3
測定は,機器の他の部分のワウ・フラッタが無視できる場合,機器の録音又は再生のどちらかにつ
いて行う。
3.4
3.3の条件が満たされない場合の録音再生機器においては,周波数3 150Hzの信号を録音し,それを
数回再生して各回におけるワウ・フラッタ測定値の相加平均を計算で求めてもよい。
ワウ・フラッタは同時録音再生中に測定してはならない。
3.5
測定条件は,再生だけ,録音だけ,又は録音再生総合かを常に明記する。
4. 測定装置及び測定方法 測定装置の特性を付表1及び付図1に規定する。
参考 聴感補正なしで0.1Hzから200Hzまでの間が平たんな特性をもつ測定装置は,ワウ及びフラッ
タの原因追求に有用である。
2
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
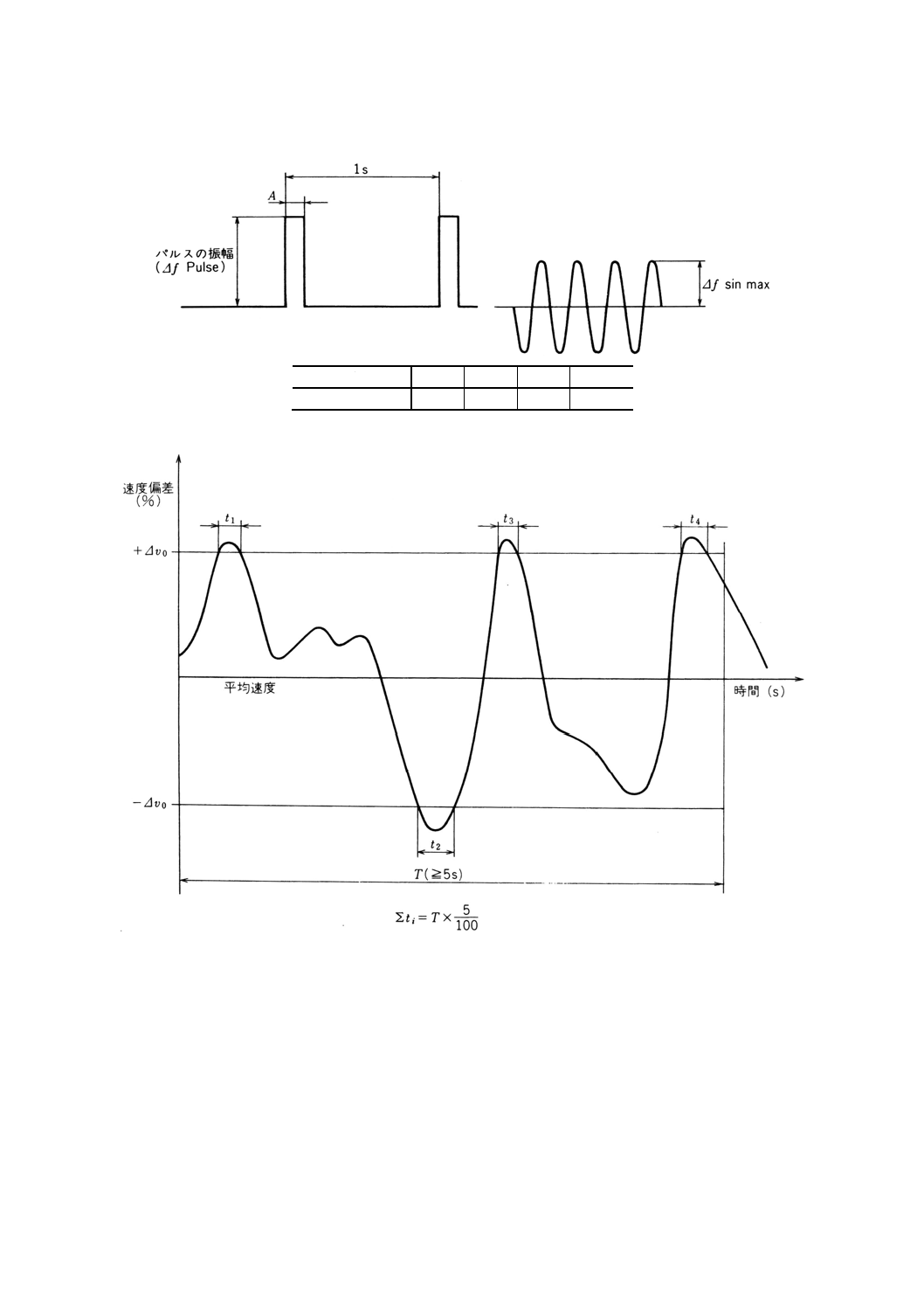
測定装置1(2シグマ法)(推奨) この測定装置は速さ変動の標準偏差の2倍の値を自動的に求め,
ワウ・フラッタとして表示する装置である。
この装置では,テープ速さの瞬間値を測定し,その値の平均速さからの偏差をある仮想のしきい(閾)
値⊿vと比較する。更にこの偏差が決められた測定時間内にしきい値を超した時間を累計し,5%となるし
きい値⊿voを自動的に求める。求められたしきい値をもってワウ・フラッタとする(付図3参照)。
結果は⊿voを平均速さの百分率で表す。
参考 速さ変動がガウス分布に従うときは,検出値は標準偏差値の2倍,すなわち2シグマとなる。
4.2
測定装置2(指示計読取り法)
4.2.1
指示計の動特性 指示計は,入力に繰り返し周期1Hzで一方向性の形波信号(パルス持続時間A)
を加えたとき,パルスの振幅に等しいピーク・ツー・ピーク値 (2⊿fsin max) をもつ4Hzの正弦波で周波数
変調された信号によって得られる指示値のB%を指示しなければならない(付図2参照)。
⊿fpulse=2⊿fsin max
復帰の指示値は,繰り返し周期1Hz,持続時間100msのパルス信号を加えたとき,パルス間で36〜44%
の範囲内でなければならない。
動特性は,聴感補正回路を含む測定系全体を含んだものとする。
4.2.2
測定機器の指示 測定機器は正及び負の速さ変動に応答し,その指示目盛は平均速に対する変動を
百分率で表示する。指示値は次の式で示される。
(%)
100
0.5
×
×
平均速さ
ー・ピーク値
速さ変動のピーク・ツ
指示器には時定数があるため,速さがゆっくり変化しているときには読みに差が生じる。このような場
合には,最大読みを測定結果として用いる。
4.3
測定方法 測定装置1又は測定装置2を用いて指示値を読み取る。測定装置1によることを推奨す
る。測定装置1とは異なる方法を用いるときは,その測定方法を明記する。
3
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
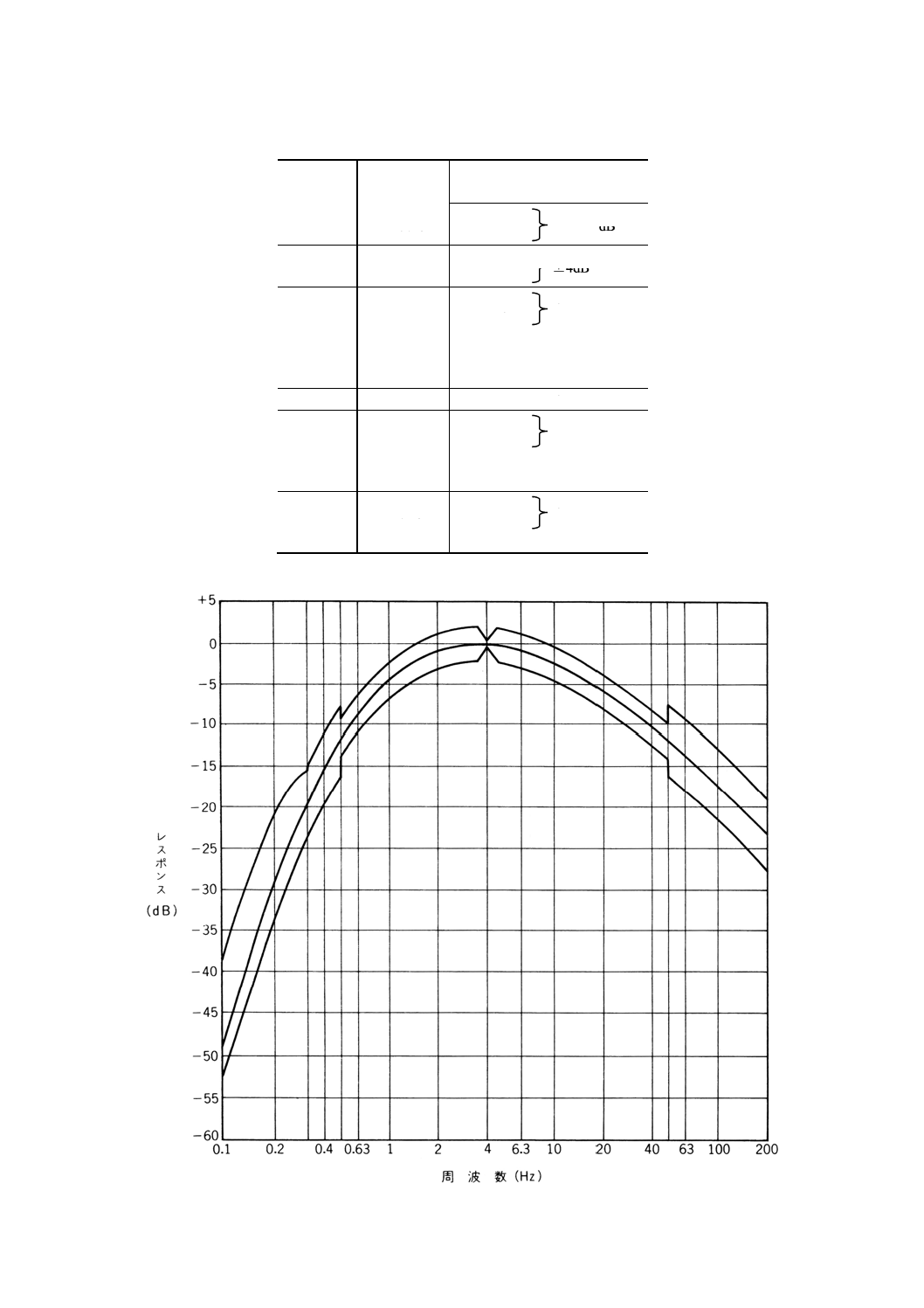
付表1 聴感補正値
周波数
Hz
レスポンス
dB
許容誤差
0.1
−48.0
0.1Hz以上
+10 dB
0.2
−30.6
0.2Hz以下
−4
0.315
−19.7
0.315Hz以上 ±4dB
0.4
−15.0
0.5Hz以下
0.63
−8.4
0.5Hz以上
±2dB
0.8
−6.0
4Hz未満
1
−4.2
1.6
−1.8
2
−0.9
4
0
4Hz
±0dB
6.3
−0.9
4Hz以上
±2dB
10
−2.1
50Hz以下
20
−5.9
40
−10.4
63
−14.2
50Hz以上
±4dB
100
−17.3
200Hz以下
200
−23.0
付図1 聴感補正曲線
4
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 動特性
パルス幅Ams
10
30
60
100
指示B%
21±3
62±6 90±6
100±4
付図3 2シグマ法の計算の例
5
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 測定機器に関する追加要求事項
1. 測定装置は,試験周波数の±5%の変化に対して以下に指定する範囲内で動作しなければならない。
1.1
最低感度範囲を使用したとき,0.8Hzから20Hzまでの周波数における測定値の表示は,最大目盛ま
でリニアでなければならない。
備考 通常の最大目盛値より大きな過負荷にも対応していることが望ましい。
1.2
定常状態で,指示誤差は通常の最大目盛値の±10%でなければならない。また,この誤差は,次の
どの条件に対しても±15%でなければならない。
1.2.1
測定中における,±6dBの入力電圧変動。
1.2.2
任意の信号で周波数変調だけの入力信号によって指示計が0.15%を指示する状態において,4Hz方
形波信号で30%振幅変調をかけたとき。
1.2.3
最大180Hzまでの周波数(例えば,ハム)が,総入力電圧の最大20%(実効値)まで寄与してい
るとき。
1.2.4
±10%の電源電圧変動。
1.2.5
15〜35℃における室内温度の変化(少なくとも15分間,装置を作動させた後)。
1.2.6
4A/mの50Hz(又は60Hz)の外部磁界。
2. 入力電圧は,100mVを超えてはならない。入力レベルの正確な表示が望ましい。
3. 入力インピーダンスは,3 150Hzで300kΩ以上とする。
4. 外部フィルタ又はその他の解析装置(例えば,オシログラフ)の接続が可能であることが望ましい。
すべての最大目盛の読取り値でおよそ1Vの出力が得られなければならない。
6
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 測定についての考察
録音する場合,機械的駆動部の精度に限界があるため,記録媒体を完全に一定速度にすることは不可能
である。短期間変動(ワウ・フラッタ)を避けることも不可能であり,またしばしば録音の初めと終わり
における平均速さ間に差が出てくることがある(ドリフト)。
一定の周波数fに対して波長λは,録音時には,λ=V/fに従い,送り速さVに比例して変化する。理想的
な駆動装置(Vは一定)で再生されるとき,録音された周波数に対応する周波数変調が現れる。しかしな
がら,実際には,再生システムそのものがもつ速さ変動が加わり,その結果生じる周波数変調は録音時の
ものに更にベクトル的に加算される。送り速さの変動は,試験周波数を録音し引き続いて再生した時の周
波数変化を測ることによって最も良く測定される。
1. 短期間変動(ワウ・フラッタ)の測定 試験に使用する機器よりも速さ変動のごく少ない録音又は再
生機器が手に入らない場合は,通常どおり録音及び再生を,試験に使用する機器によって行う。したがっ
て,二つの同じ変動がベクトル的に加算され,結果としての速さ変動は二つの機器間の位相関係に依存す
る。極端な場合は,この結果が算術的な加算に極めて近いものになる。
周波数の変化に対する人間の耳の感度はその変化する周波数によって異なるため,測定は人間の耳の特
性に近似する聴感補正フィルタを用いて行う。
満足な近似は,比較的低い変動周波数に対してだけ可能である。約100Hzを超える周波数で生じる,じ
ょう(擾)乱は,主に録音された音の周波数とレベルに依存する。このじょう乱は,ある条件のもとで顕
著となる。少なくとも比較し得る程度の指示値を得るためには,聴感補正曲線を200Hz以下とする。特殊
な場合,高域において大きな変化(例えば,テープの縦方向の変化による)がみられ,この場合は特殊な
測定方法が必要となる。
通常,周波数変化は非正弦波であるため,整流回路及び指示計器の特性も規定する必要がある。
幾つかの国では周波数変化の実効値 (rms) が測定されている。これらの国々では異なった聴感補正曲線
が使用され,又は全く使用されないこともあり,その結果を上記の方法で得られたものと直接比較するこ
とはできない。
2. 長期間変動(ドリフト)の測定 この測定は,非同期駆動(例えば,摩擦)が使われている場合,例
えば送り穴のないテープを使用するものの場合,特に重要である。テープは録音後に編集され,その結果,
テープの該当部分の前後の位置が変更されることが多い。ドリフトがある場合,異なった速さで録音され
た複数の部分が一緒に並んで編集される場合がある。こうした場合,再生音の高さの急な変化が起こり,
特に音楽録音の場合には不都合である。
ドリフトを測定するには,まず試験に用いる機器で使用可能な最大径のリールいっぱいに巻かれたテー
プの初めの部分に,例えば30秒間程テスト信号を録音する。次に30秒間の録音部分を含んだ巻取りリー
ルを供給リール軸に移し,同時にテープの残りの部分が巻かれたリールを巻取りリール軸に移す。もしド
リフトが発生していれば,この状態で再生した場合,周波数が最初に録音したものと異なる。この相対的
な周波数の違いを“ドリフト”という。
ディスク又はフィルム録音においては,十分に正確なテストレコードやテストフィルムが用意されてお
り,ドリフトを直接測定することも可能である。
7
C 5569-1991 (IEC 386 : 1972)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
周波数の変化は,通常周波数弁別器で測定される。もし周波数弁別器に接続される結合回路網が直流成
分を通さない場合は,この方法はドリフト測定に用いることはできない。この場合,ドリフトの測定は,
録音に使用した発振器からの周波数と再生周波数間のビートを数えることによって行ってもよい。ディス
ク機器の試験では,内側の溝の周波数と,外側の溝の周波数に合わせた発振器からの周波数とを比較する。
テープ機器に用いられるドリフト測定方法の一つの変形として,電源周波数を録音し,テープのリール
を交換した後で,その再生周波数と電源周波数とを比較する方法がある。この方法は,商用電源によって
駆動される機器にとって,電源周波数の変動に起因する誤差が相殺されるという利点がある。
3. 絶対速さの測定 非しゅう(摺)動駆動の場合,録音された正確な試験周波数を再生し,その再生し
た周波数を3 150H zの標準周波数と比較することによって,記録媒体の絶対速さを測定することが可能で
ある。周波数ドリフト計それ自体の周波数の正確さと,安定度を要求することは,合理的とは思えない。
送り穴のないテープの場合,正確な速さの測定は極めて困難である。速さの測定にテストテープを用い
るのは問題がある。すなわち,テープの弾性が異なるためと,テープの表面特性によって影響を受けるキ
ャプスタンと圧着ローラー間での複雑な横揺れのために,再生速さが影響を受けるためである。
新規原案調査作成委員会 構成表
氏名
所属
(委員長)
吉 川 昭吉郎
神奈川工科大学
岩 下 隆 二
パイオニア株式会社
竹ケ原 俊 幸
日本放送協会
工 藤 俊一郎
社団法人日本民間放送連盟
郷 木 昇
財団法人電波技術会
狩 野 政 男
社団法人日本電子機械工業会
臼 田 元 大
社団法人日本レコード協会
小 林 一 麿
株式会社ポニーキャニオン
菊 田 俊 雄
キングレコード株式会社
満 間 猛
社団法人日本磁気メディア工業会
伊 藤 福 蔵
TDK株式会社
渡 辺 史 郎
日立マクセル株式会社
富 田 保
株式会社東京放送
高 須 大八郎
ティアック株式会社
高 慶 昭
松下電器産業株式会社
柴 田 明 一
ソニー株式会社
井 上 政 弘
株式会社東芝
西 島 勉
日本ビクター株式会社
松 本 賢 治
アイワ株式会社
神 内 愁 二
三洋電機株式会社
牧 野 征 男
通商産業省機械情報産業局
鈴 木 紀 男
工業技術院標準部
(事務局)
皿 井 宏 明
社団法人日本電子機械工業会
設 楽 哲
社団法人日本電子機械工業会