6
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7161 (ISO 527-1),ISO 527-3及び5.10を参照のこと。
(3) 結果 残留伸びは,元のテープ長さに対する百分率で表す。
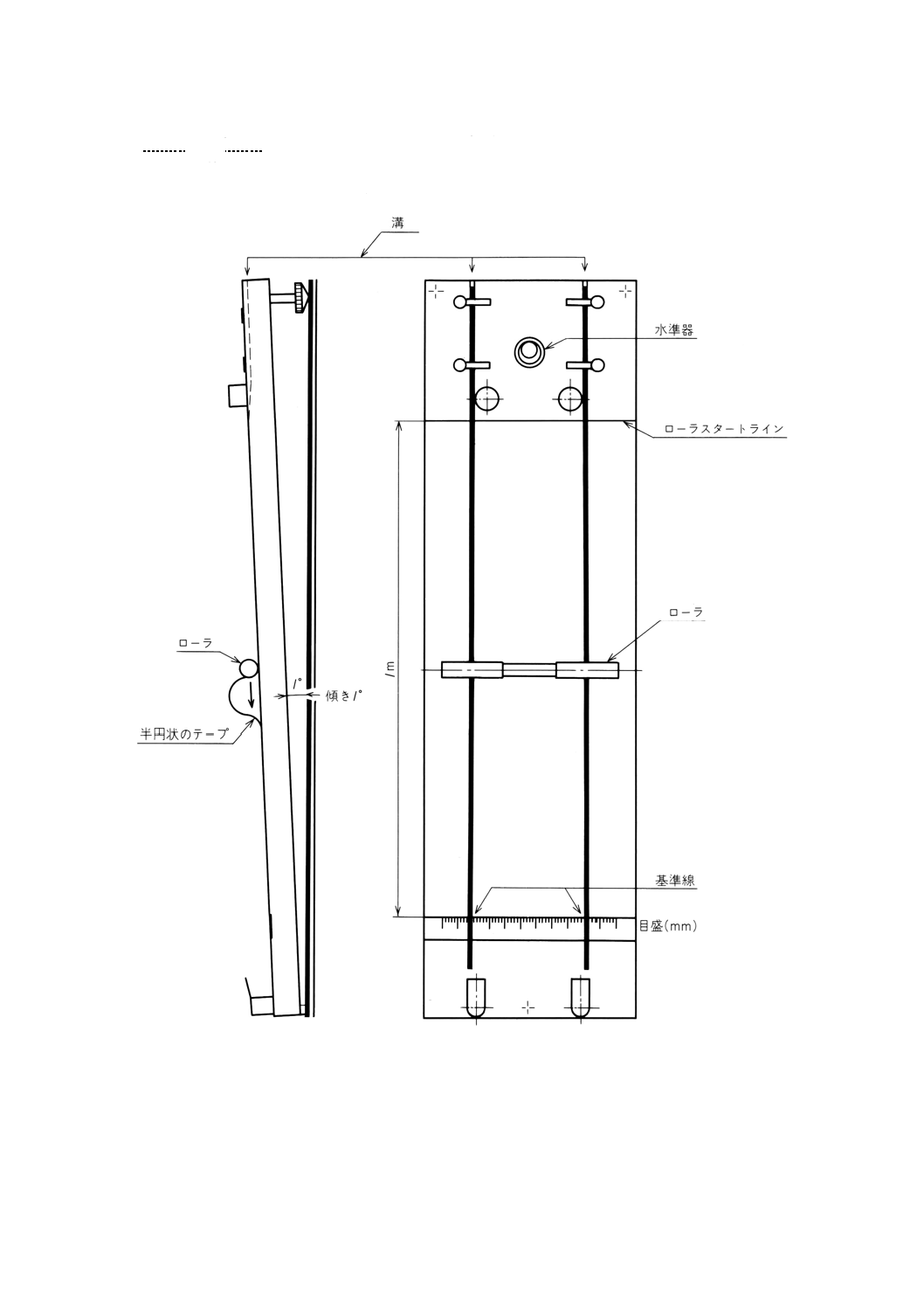
付図1 長さ方向湾曲測定器
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 5565-1996
(IEC 94-4 : 1986)
磁気テープ録音再生システム
第4部 磁気テープの機械的特性
Magnetic tape sound recording and reproducing systems
Part 4 : Mechanical magnetic tape properties
日本工業規格としてのまえがき
この規格は,1986年第1版として発行されたIEC 94-4 (Magnetic tape sound recording and reproducing systems.
Part 4 : Mechanical magnetic tape properties) 及びAmendment 1 (1994) を翻訳し,技術的内容及び規格票の様
式を変更することなく作成した日本工業規格である。ただし,修正票 (Amendment) については,編集し
一体とした。
なお,この規格で下線(点線)を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,業務用及び民生用のアナログ録音再生に用いる磁気テープに適用する。
引用規格
JIS C 5562 磁気テープ録音再生システム第1部一般条件及び要求事項
JIS K 7161 プラスチック−引張特性の試験方法 第1部:通則
ISO 527-1 : 1993 Plastics−Determination of tensile properties.
Part 1 : General principles
ISO 527-3 : 1995 Plastics−Determination of tensile properties.
Part 3 : Test conditions for films and sheets
ISO 4057 : 1986 Information processing−Data interchange on 6, 30mm (0.25in) magnetic tape cartridge, 63
bpmm (1 600bpi) phase-encoded
IEC 94-1 : 1981 Magnetic tape sound recording and reproducing systems.
Part 1 : General conditions and requirements
対応国際規格
IEC 94-4 : 1986 Magnetic tape sound recording and reproducing systems.
Part 4 : Mechanical magnetic tape properties
2. 目的 この規格の目的は,磁気録音テープの機械的特性を決定するために必要な測定法とこれに用い
る測定器を列挙するとともに,それらを定義するものである。
また,この規格に従って個々の製造業者が測定した技術データを,磁気テープの使用者が容易に比較で
きるようにすることである。
2
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 標準試験環境条件 この規格に要求される各項目の試験及び測定は,次の条件による。
周囲温度 20±5℃
相対湿度 60±15%
供試テープは,試験開始前の24時間,上記の標準試験環境条件に置く。
4. テープ製造業者によって提供される情報 製造業者によって提供される情報には,次の2種類がある。
(1) 技術データの中に明確に示す必要がある必す(須)の情報は,この規格中の各項の末尾に[必す(須)]
と表示した。
(2) 製造業者の判断で提供される任意の情報は,この規格中の各項の末尾に[任意]と表示した。
4.1
公表データの推奨形式 この規格又は別の日本工業規格 (JIS) (IEC規格)によって試験して得た
データを公表するときには,それらを明確に区別し,次の項目を先に記述することが望ましい。
(1) 適用したJIS(IEC規格)の番号
(2) 製造業者の名称又は商標
(3) 製造業者の型番及び/又は銘柄
(4) ベース材料(一般的な名称で十分である。)
5. 測定項目
5.1
テープ幅
[必す(須)]
(1) 定義 テープ幅は,テープ長さ方向のエッジ間と直角をなす距離をいう。
(2) 方法 供試テープをガラス板で覆い,少なくとも2.5μmの精度をもつ目盛付き顕微鏡又は投影器を使
用し,張力を加えずにテープ長さ方向で最低5か所測定する。
(3) 結果 テープ幅は,5か所の測定値の相加平均をミリメートルで表す。
5.2
テープ厚
5.2.1
テープ全厚
[必す(須)]
(1) 定義 テープ全厚は,テープ全体にわたる厚さをいい,ベース厚,磁性層厚及びバック層厚(ある場
合)とから成る。
(2) 方法 テープ全厚は,少なくとも0.5μmの精度をもつマイクロメータによって測定する。テープ長さ
方向で1mごとに10か所測定する。
(3) 結果 テープ全厚は,10か所の測定値の相加平均をマイクロメートルで表す。
5.2.2
磁性層厚
[任意]
(1) 定義 磁性層厚は,テープの磁性層(複磁性層の場合も含む。)の全厚をいう。
(2) 方法 磁性層を,適切な溶剤で除去し,残った部分のテープの厚さを,少なくとも0.5μmの精度をも
つマイクロメータによって測定する。テープの長さ方向で1mごとに10か所測定する。
(3) 結果 磁性層厚は,テープ全厚 (5.2.1) と,この項から得られる10か所の測定値の相加平均との差と
して求め,マイクロメートルで表す。
5.2.3
バック層厚
[任意]
(1) 定義 バック層厚は,テープの磁性層の反対側の面に付けられた塗布膜の全厚をいう。
(2) 方法 バック層を,適切な溶剤で除去し,残った部分のテープ厚さを,少なくとも0.5μmの精度をも
つマイクロメータによって測定する。テープの長さ方向で1mごとに10か所測定する。
(3) 結果 バック層厚は,テープ全厚 (5.2.1) と,この項から得られる10か所の測定値の相加平均との差
3
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
として求め,マイクロメートルで表す。
5.2.4
ベース厚
[任意]
(1) 定義 ベース厚は,磁性層とバック層(ある場合)を支持するフィルムの厚さをいう。
(2) 方法 磁性層と,バック層(ある場合)を適切な溶剤で除去し,フィルムの厚さを少なくとも0.5μm
の精度をもつマイクロメータによって測定する。テープの長さ方向で1mごとに10か所測定する。
(3) 結果 ベース厚は,10か所の測定値の相加平均をマイクロメートルで表す。
5.3
長さ方向湾曲
[任意]
(1) 定義 長さ方向の湾曲は,単位長さのテープの片側のエッジの直線からの偏差をいう。
(2) 方法 2本の供試テープを平たん面に広げて,その自然の湾曲が現れるようにする(付図1参照)。平
たん面は,水平面に対し1度の角度で据え付けためっき処理基板から成っている。その表面には,付
図1に示すようにmm目盛とそれに対し垂直を成す長さ1mの2本の基準線が刻まれている。2本の
基準線の上端部は,供試テープの種別ごとに規定された幅[JIS C 5562(磁気テープ録音再生システ
ム第1部一般条件及び要求事項)第2章9項 (IEC 94-1, clause 9) 参照]をもつ溝の一端に合わせてあ
る。
1mより長い2本の供試テープを溝に置いて固定し,基準線に沿わす。ローラをスタートラインに置
き,2本のテープの一部分を手で半円形にする。2個のテープ半円を放すと同時に,ローラを付図1
の矢印で示す方向に動かすようにする。
2本の供試テープ基準線終端でのずれを,平滑平面に接触している状態で磁性面を上にして5回,
ベースフィルム面を上にして5回測定する。
(3) 結果 基準面からのテープエッジの偏差は,2本の供試テープから得られた20個の測定値の相加平均
をミリメートル毎メートルで表す。
5.4
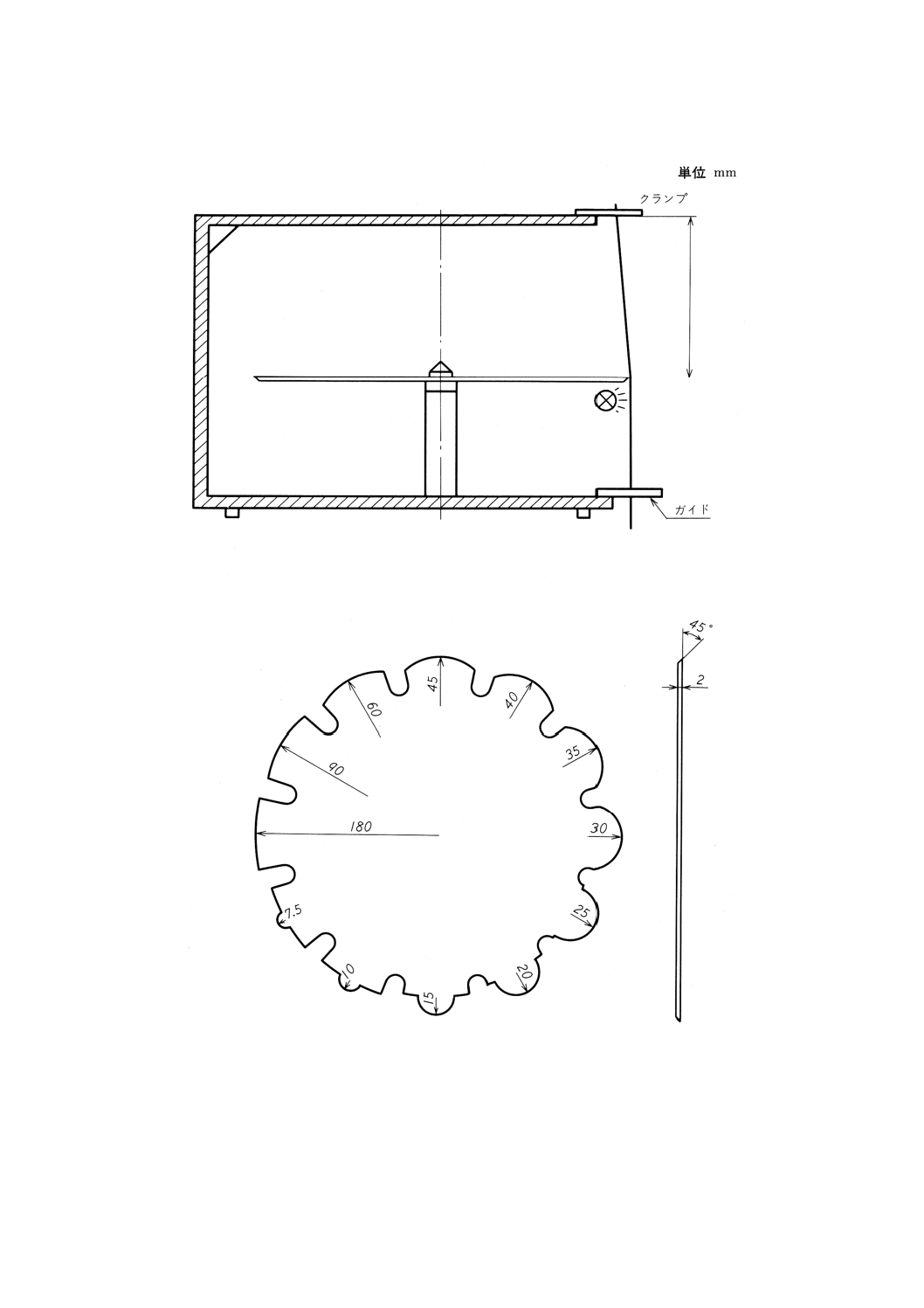
幅方向のカッピング
[任意]
(1) 定義 幅方向のカッピングは,テープ幅の全体にわたり,連続した幅方向の湾曲(凸形状又は凹形状)
をいい,供試テープの幅方向の曲率半径を測定する。
(2) 方法
(a) 方法A 付図2に示すように,長さ30cmの供試テープをクランプから自由に垂らし,テープの凹
面側が回転プレートと対面するように,測定装置のガイド間に置く。
テンプレートは半径の異なる扇形から成り,テンプレートを回転させて,テープと同じ半径の扇
形を見付け出す。ランプは,測定を容易にするために取り付けてある。
備考 ランプから発生する熱が測定に影響しないように注意する。
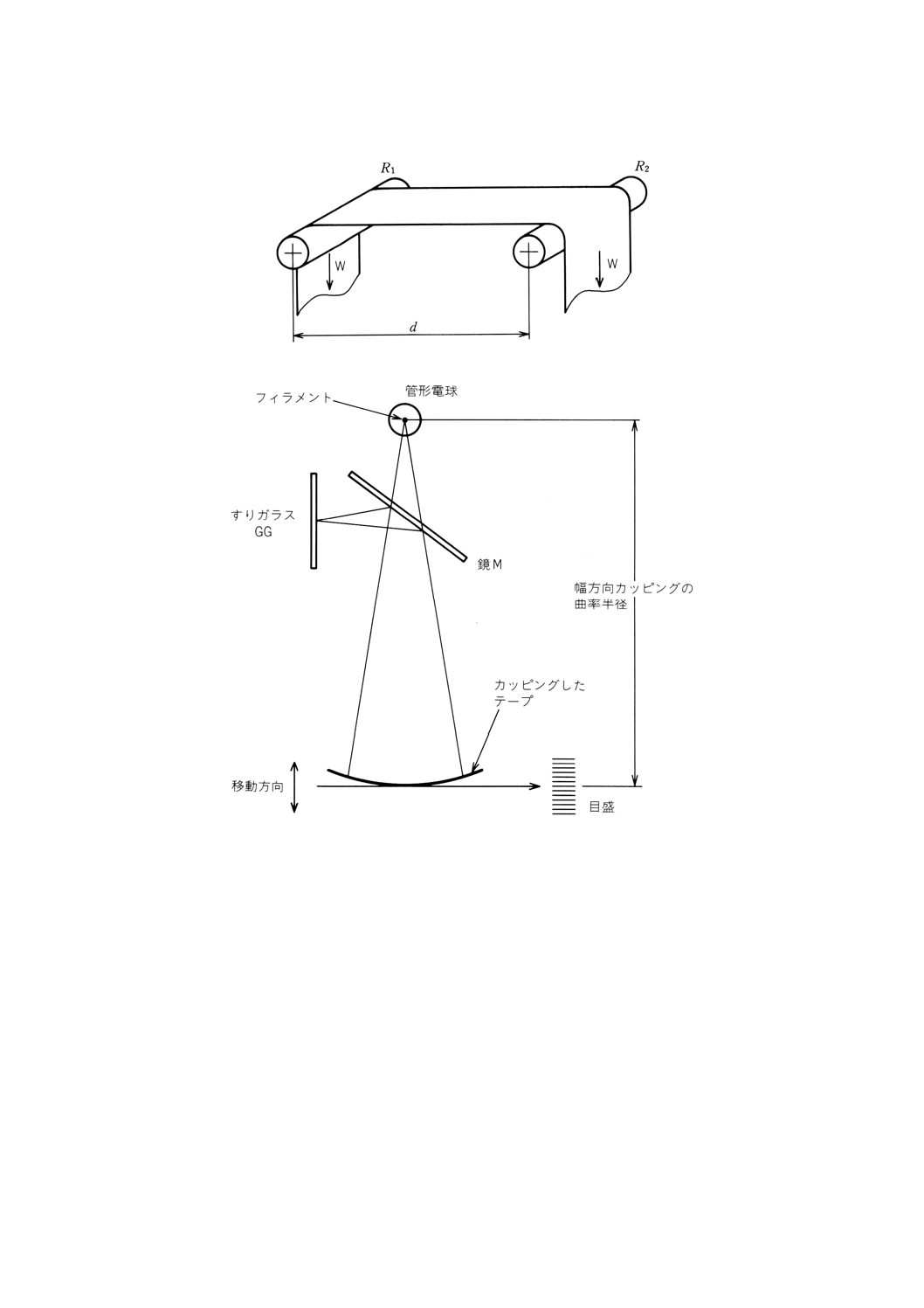
(b) 方法B 光学的な測定は,次の原理による。
幅方向にカッピングしたテープは,円筒状の凹面鏡とみなされる。テープを管形電球で照らした
場合,フィラメントとテープ表面との距離が凹面鏡の焦点距離の2倍のとき,フィラメント像はフ
ィラメントの位置に一致する。
実際の測定
テープ幅の10倍以上の間隔をもつ2本のローラー(R1及びR2)上に,テープ片を置く(付図3
参照)。テープが平たんになるようにテープの両端にテープ幅1mm当たり0.01N{約1gf}の荷重を
かける。2本のローラーを,フィラメントとテープ表面の距離を調節できる装置(付図4参照)に
据え付ける。フィラメント像の鮮明さを,すりガラス (GG) と半透明鏡 (M) をとおして観察する。
鮮明な像が得られたら,そのときの距離を校正した目盛によってミリメートルで読み取る。
4
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 結果 供試テープの幅方向のカッピングは,ミリメートルで表す。
5.5
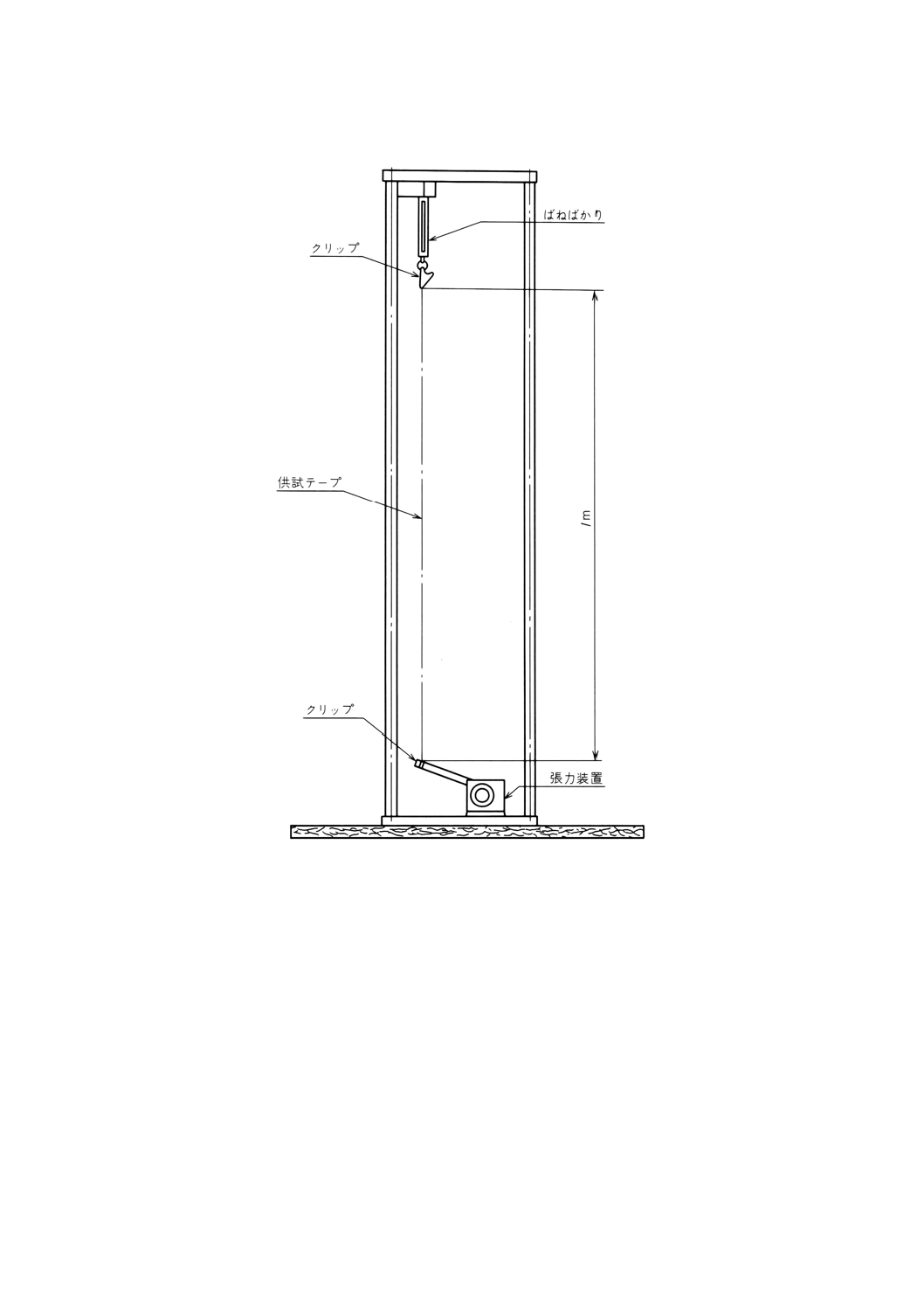
片伸び(3.81mm及び6.3mm幅テープに適用)
[任意]
(1) 定義 片伸びは,テープの中心とエッジにおける長さの違いから生じるテープエッジの変形をいい,
テープを引っ張って片伸びが消滅するのに要する最小の力で表す。
(2) 方法 長さ1mの供試テープを二つのクリップ間に垂直につるす。付図5に示すように,一方のクリ
ップをばねばかり(秤)に,他方を張力装置に取り付ける。ばねばかりは,測定範囲が0〜0.3N{0〜
約30gf}を測定できるものとし,張力装置は,1mのテープを二つのクリップ間につるしたときにか
かる力が最小になるように調節できるものであること。供試テープに張力をかけない状態でばねばか
りの値を読み,この値をaとする。次に,片伸びがちょうど消滅するまで張力をかけて,そのときの
ばねばかりの値を読み,この値をbとする。
(3) 結果 片伸びは,ばねばかりの二つの読みの差 (b−a) をニュートンで表す。テープ全厚とテープ幅
を読みの差に併記する。
5.6
長さ方向のコイリング
[任意]
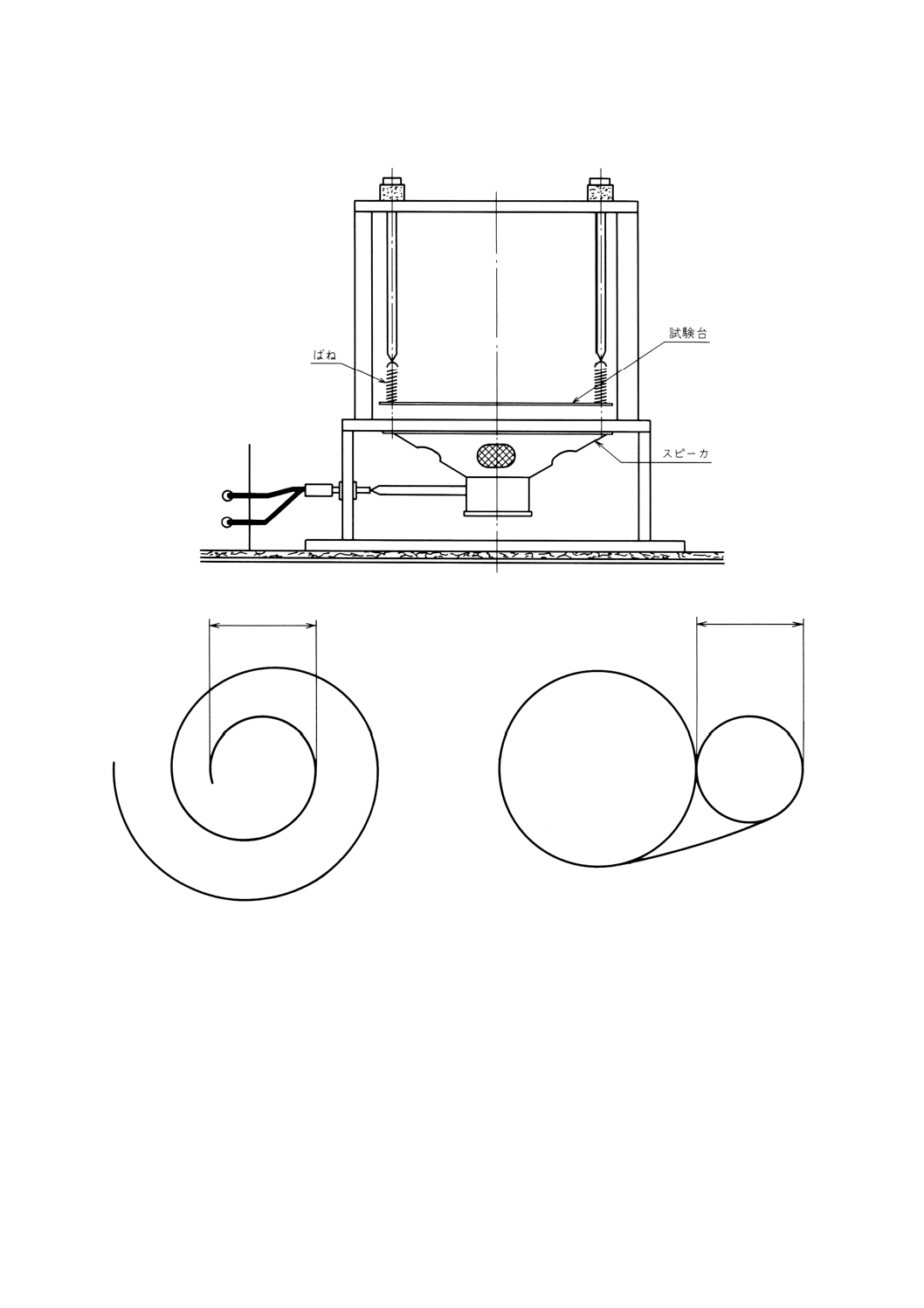
(1) 定義 長さ方向のコイリングとは,規定長のテープが長さ方向に渦巻状になる巻きぐせをいう。
(2) 方法 長さ30cmの供試テープを試験台に載せ,100Hzの周波数で,約10m/s2の加速振動を,テープ
が渦巻状になって変化しなくなるまで与える。試験機は,付図6に示すようにスピーカとその上部に
ばねでつるした試験台から成っている。発振器からの100Hz正弦波信号を,増幅器で増幅してスピー
カに加える。
(3) 結果 長さ方向のコイリングは,付図7に示すように,最小の渦巻の直径をいい,ミリメートルで表
す(渦巻が複数の場合も含む。)。テープ全厚及びテープ幅を結果に併記する。
5.7
磁性層及びバック層(ある場合)の電気抵抗
[任意]
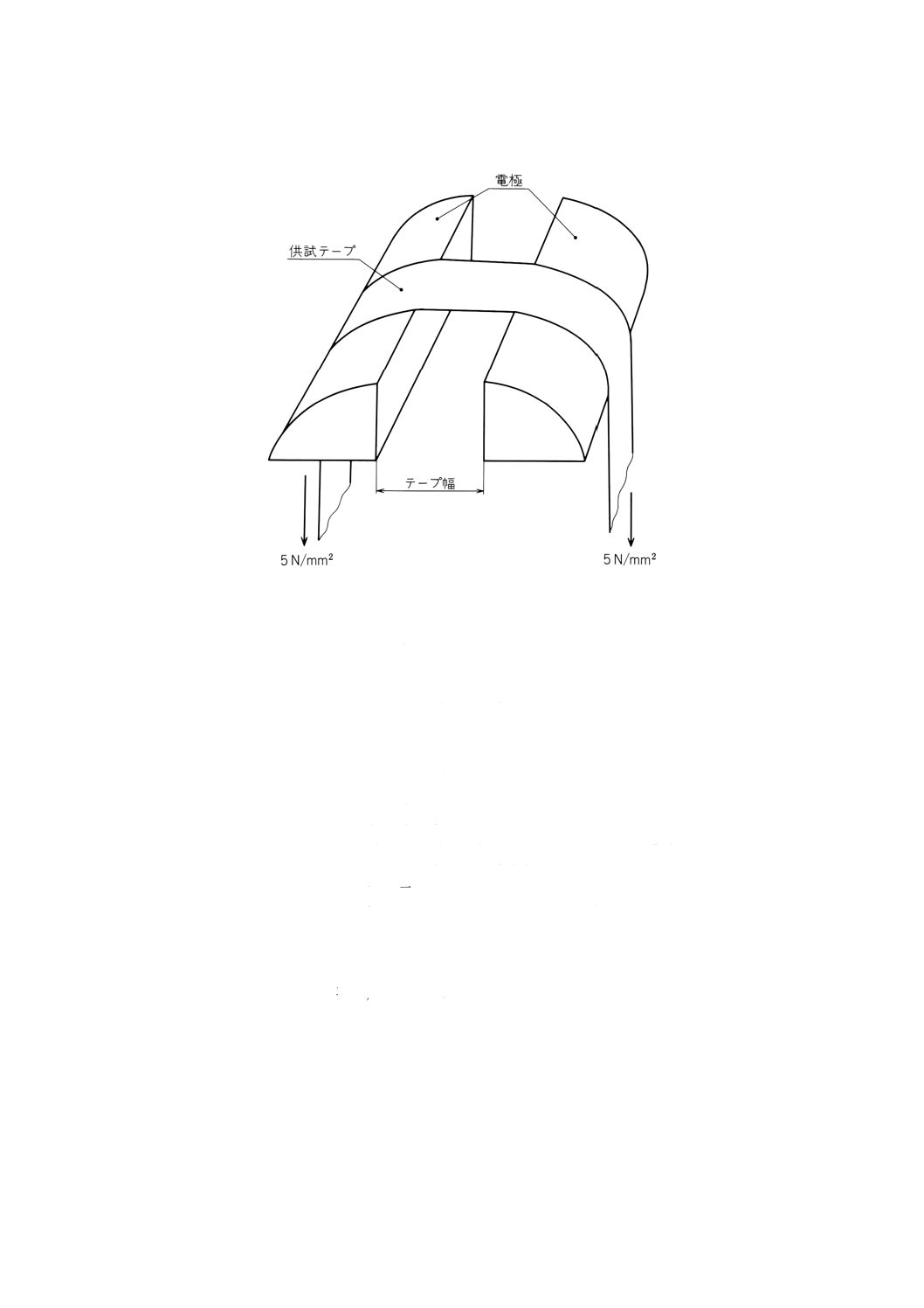
(1) 定義 塗布層の電気抵抗は,テープ幅に等しい長さをもった供試テープの電気抵抗をいう。
(2) 方法 二つの電極を,付図8のように供試テープの幅に等しい距離に離して置く。それぞれの電極の
断面は,半径1cmの四分円とする。
供試テープをその長手方向が電極と直角になるように,また塗布層が電極に接するように置く。次
に,張力が5N/mm2になるように,二つのおもりを供試テープの両端につり下げ,両電極間の電気抵
抗を適切な測定器で測定する。
(3) 結果 テープ塗布層の電気抵抗は,メガオームで表す。
5.8
層間粘着(粘着性)
[任意]
(1) 定義 層間粘着は,テープ塗布層の隣接する層への粘着具合をいう。
(2) 方法 長さ1mの供試テープを,直径36mmのガラス管又は酸化していない金属棒に,30N/mm2(ベ
ースフィルムだけの断面積)の張力で巻く。供試テープの一端は管又は棒に固定し,他端は規定の張
力を維持できるように固定する。これを,温度45±3℃,相対湿度80%の条件下に4時間置いた後,
3.に規定する標準試験環境条件に24時間放置する。
(3) 結果 この試料を,末端に0.1N{約10gf}の荷重をかけながら,ゆっくり巻き戻し,層間のはがれ具
合又は粘着具合を観察する。
5.9
光透過率
[任意]
(1) 定義 光透過率は,磁気テープの厚さ方向の光の透過率をいう。
(2) 方法 光透過率は,色温度2 000±200Kのタングステンランプの光を,150mmはなした供試テープに
垂直に照射し,供試テープを透過する光量を光電素子に結合した指示計によって測定する。
5
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 結果 供試テープの光透過率は,百分率で表す。
備考 この項目の内容は,ISO 4057 [Information processing−Data interchange on 6.30mm (0.25in)
mag-netic tape cartridge, 63bpmm (1 600bpi) phase-encoded] 附属書Aを一部翻訳したものである。
5.10 引張試験 5.10.1,5.10.2及び5.10.3は,[JIS K 7161(プラスチック−引張特性の試験方法−第1部:
通則)] (ISO 527-1) 及びISO 527-3 (Plastics−Determination of tensile properties−Part 3 : Test conditions for
films and sheets) によって測定する。
クランプ間隔は,少なくとも100mmとし,テープを引っ張る速さはJIS K 7161の表1 (ISO 527-1, Table
1)のうち,100mm/minを適用する。
5.10.1 破断強度
[必す(須)]
(1) 定義 破断強度は,供試テープを破断するのに必要な最小の力をいう。
(2) 方法 供試テープの両端を固定し,そのうちの一端を供試テープの長さ方向に引っ張り,供試テープ
が破断するときの力を測定する。
(3) 結果 供試テープの破断強度は,ニュートンで表し,テープ全厚とテープ幅を破断強度に併記する。
5.10.2 降伏点強度
[必す(須)]
(1) 定義 降伏点強度 (F3) は,供試テープの元の長さを3%伸ばすのに必要な力をいう。
(2) 方法 供試テープの両端を固定し,そのうちの一端を供試テープの長さ方向に引っ張り,供試テープ
が降伏点に達したときの力を測定する。
(3) 結果 供試テープの降伏点強度 (F3) は,ニュートンで表し,テープ全厚とテープ幅を降伏点強度に
併記する。
5.10.3
引張弾性率
[任意]
(1) 定義 引張弾性率は,テープの直線的伸びに必要な張力をいう。
(2) 方法 供試テープの両端を固定し,そのうちの一端を供試テープの長さ方向に引っ張り,フックカー
ブを測定する。
(3) 結果 供試テープの引張弾性率 (E) は,次の式によって計算する。
5回測定して,相加平均及び標準偏差を求め,メガパスカルで表す。
L
b
a
L
F
F
E
⊿
×
×
×
−
=
0
0
0
1
2
)
(
ここに,
E: 引張弾性率 (MPa)
F1: フックカーブの直線部分が始まるところの力 (N)
F2: フックカーブの直線部分内にはあるが,良好な測定結果
を得るためにF1から十分に離れたところの力 (N)
L0: 供試テープのクランプ間隔 (mm)
a0×b0: 試験を開始するときのテープの断面積 (mm2)
⊿L: 引張力F1とF2の間の供試テープの伸び (mm)
5.11 残留伸び
[任意]
(1) 定義 残留伸びは,供試テープに規定の力を規定時間加え,その力を取り除いた後の供試テープの伸
び率をいう。
(2) 方法 少なくとも100mmの既知の長さの供試テープに30N/mm2(ベースフィルムだけの断面積)の
力を3分間加える。
次に,その力を取り除き,3分後に微小な力(0.25N未満)を加えて供試テープの長さを測定する。
6
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7161 (ISO 527-1),ISO 527-3及び5.10を参照のこと。
(3) 結果 残留伸びは,元のテープ長さに対する百分率で表す。
付図1 長さ方向湾曲測定器
7
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 幅方向カッピング測定器
8
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3 テープ位置決め装置
付図4 幅方向カッピングの光学的測定器
9
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 片伸び測定器
10
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図6 長さ方向コイリング測定機
付図7 長さ方向のコイリング
11
C 5565-1996 (IEC 94-4 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図8 磁性層及びバック層の電気抵抗測定用ジグ
改正原案作成委員会 構成表
氏名
所属
(委員長)
吉 川 昭吉郎
神奈川工科大学
(幹事)
○ 川 野 則 和
ソニー株式会社
竹田原 昇 司
通商産業省機械情報産業局電子機器課
藤 井 隆 宏
工業技術院標準部
上 條 晃 司
日本放送協会
郷 木 昇
財団法人電波技術協会
岸 野 忠 信
財団法人日本規格協会
岩 下 隆 二
パイオニア株式会社
阿 部 美 春
株式会社エーベックス
小 嶋 正 男
社団法人日本電子機械工業会
小 林 一 磨
株式会社ポニーキャニオン
臼 田 元 大
社団法人日本レコード協会
吉 田 治 憲
株式会社文化放送
○ 西 田 博 光
住友スリーエム株式会社
○ 船 越 正 次
TDK株式会社
○ 安 藤 晴 夫
日立マクセル株式会社
○ 平 川 卓
富士写真フイルム株式会社
(事務局)
○ 木 村 恭 平
社団法人日本記録メディア工業会
備考 ○印は,小委員会委員を兼任