Z 8831-2:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 4
5 原理······························································································································· 5
5.1 概要 ···························································································································· 5
5.2 方法の選択 ··················································································································· 6
6 装置性能の検証 ················································································································ 7
7 装置校正 ························································································································· 7
8 試料調製 ························································································································· 7
9 定容量法での吸着量測定 ···································································································· 8
9.1 定容量法の原理 ············································································································· 8
9.2 定容量法の装置及び消耗品······························································································· 8
9.3 定容量法の試験手順 ······································································································· 9
9.4 定容量法の計算 ············································································································ 11
10 流通容量法 ··················································································································· 13
10.1 流通容量法の原理 ········································································································ 13
10.2 流通容量法の装置及び消耗品 ························································································· 13
10.3 流通容量法の試験手順 ·································································································· 13
10.4 流通容量法の計算 ········································································································ 13
11 キャリヤガス法 ············································································································· 14
11.1 キャリヤガス法の原理 ·································································································· 14
11.2 キャリヤガス法の装置及び消耗品 ··················································································· 14
11.3 キャリヤガス法の試験手順 ···························································································· 14
11.4 キャリヤガス法の計算 ·································································································· 15
12 重量法 ························································································································· 15
12.1 重量法の原理 ·············································································································· 15
12.2 重量法の装置及び消耗品 ······························································································· 15
12.3 重量法の試験手順 ········································································································ 15
12.4 重量法の計算 ·············································································································· 15
13 等温線のタイプ ············································································································· 16
13.1 等温線タイプの概要 ····································································································· 16
13.2 ヒステリシスのタイプ ·································································································· 16
14 細孔径分布の計算 ·········································································································· 18
Z 8831-2:2010 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
14.1 参照吸着等温線の利用 ·································································································· 18
14.2 ミクロ細孔 ················································································································· 19
14.3 メソ細孔及びマクロ細孔 ······························································································· 19
14.4 細孔径分布の表現法 ····································································································· 21
15 試験結果報告 ················································································································ 23
附属書A(参考)メソ細孔径分布計算例 ·················································································· 24
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 28
参考文献 ···························································································································· 31
Z 8831-2:2010
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本粉体工業技術協会 (APPIE) 及
び財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
JIS Z 8831の規格群には,次に示す部編成がある。
JIS Z 8831-2 第2部:ガス吸着によるメソ細孔及びマクロ細孔の測定方法
JIS Z 8831-3 第3部:ガス吸着によるミクロ細孔の測定方法
Z 8831-2:2010 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8831-2:2010
粉体(固体)の細孔径分布及び細孔特性−
第2部:ガス吸着によるメソ細孔及びマクロ細孔の
測定方法
Pore size distribution and porosity of solid materials−
Part 2: Analysis of mesopores and macropores by gas adsorption
序文
この規格は,2006年に第1版として発行されたISO 15901-2を翻訳し,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ガス吸着による粉体(固体)の2〜50 nmの間のメソ細孔及び50〜100 nmの間のマクロ細
孔の特性及び細孔径分布の測定方法について規定する。ただし,固体内部に存在し,外表面に到達(連結)
していない閉そく(塞)孔は除く。
この規格は,吸着ガスに特定のガスの使用を指定しないが,液体窒素温度における窒素ガスの吸着が最
も利用されている測定方法である。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15901-2:2006,Pore size distribution and porosity of solid materials by mercury porosimetry and
gas adsorption−Part 2: Analysis of mesopores and macropores by gas adsorption (MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8819-1 粒子径測定結果の表現−第1部:図示方法
注記 対応国際規格:ISO 9276-1,Representation of results of particle size analysis−Part 1: Graphical
representation (IDT)
JIS Z 8830:2001 気体吸着による粉体(固体)の比表面積測定方法
注記 対応国際規格:ISO 9277:1995,Determination of the specific surface area of solids by gas
2
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
adsorption using the BET method (MOD)
ISO 8213,Chemical products for industrial use−Sampling techniques−Solid chemical products in the form of
particles varying from powders to coarse lumps
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
吸着質 (adsorbate,adsorptive)
吸着した状態の物質 (adsorbate),及び吸着されるガス又は蒸気 (adsorptive)。
注記 英語ではadsorbateとadsorptiveとが区別されているが,日本語では両者を吸着質としている。
3.2
吸着量 (amount adsorbed)
ある圧力p及び温度Tにおいて吸着したガスのモル数(物質量)。
3.3
吸着材 (adsorbent)
その上で吸着が起こる固体物質。
注記 吸着剤ともいう。
3.4
吸着 (adsorption)
固体の外部表面及び吸着可能な内部表面上での吸着質の濃縮現象。
3.5
閉そく(塞)孔 (blind pore,dead-end-pore)
外部表面とただ一つの連結をもつ細孔。
注記 非貫通孔ともいう。
3.6
平衡吸着圧力 (equilibrium adsorption pressure)
吸着した状態の吸着質 (adsorbate) と平衡にある気相中の吸着質 (adsorptive) の圧力。
3.7
インクボトル型細孔 (ink bottle pore)
内部の細孔径より入口の径が小さい開孔。
3.8
連結細孔 (interconnected pore)
一つ又は多数の他の細孔と結び付いた細孔。
3.9
等温線 (isotherm)
一定温度における吸着量と吸着質ガス (adsorptive) の平衡圧力との関係。
3.10
マクロ細孔 (macropore)
50 nmよりも大きな径をもつ細孔。
注記 マクロ孔又はマクロポアともいう。
3
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.11
メソ細孔 (mesopore)
2〜50 nmの間の径をもつ細孔。
注記 メソ孔又はメソポアともいう。
3.12
ミクロ細孔 (micropore)
2 nm以下の径をもつ細孔。
注記 ミクロ孔,ミクロポア,マイクロ孔,マイクロ細孔又はマイクロポアともいう。
3.13
単分子層吸着量 (monolayer amount)
吸着材表面上に単分子の層を形成するときの,吸着質のモル数。
3.14
単分子層吸着容量 (monolayer capacity)
標準状態の温度及び圧力 (standard temperature and pressure,STP) でのガスとして表現される,単分子層
吸着量の体積相当量。
3.15
開孔 (open pore)
外部表面に通じている細孔。
3.16
気孔率 (porosity,open porosity)
所定量の固体によって占められる,全体積に対する吸着可能な細孔及び空げき(隙)の体積の比。
3.17
相対圧 (relative pressure)
飽和蒸気圧力p0に対する平衡吸着圧力pの比。
3.18
垂直シリンダ型細孔 (right cylindrical pore)
表面に垂直な円筒状の細孔。
3.19
飽和蒸気圧 (saturation vapour pressure)
吸着温度で液化する吸着質の蒸気圧。
3.20
貫通孔 (through pore)
通路が試料を貫通している細孔。
注記 “3.5 閉そく(塞)孔”と区別する場合に用いる。
3.21
体積吸着量 (volume adsorbed)
標準状態の温度及び圧力 (STP) での,ガスとして表現される吸着量の体積相当量又は吸着質 (adsorbate)
の液体体積として表現される吸着量の体積相当量。
4
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.22
脱着 (desorption)
吸着した状態にある吸着質 (adsorbate) が表面から脱離する現象。
注記 脱離ともいう。
3.23
フリースペース (free space)
試料管及び配管がもつ容積から吸着材が占める体積を除いた空間。以前は,死容積 (dead space) と表現
されていた。
3.24
ケルビン半径 (Kelvin radius)
式(1)のケルビン式によって求められる半径。
3.25
マニフォールド (manifold)
圧力計,バルブなどによって閉鎖された空間。
3.26
細孔特性 (porosity)
粉体(固体)材料がもつ細孔の性質及び特徴。
4
記号
この規格で用いる記号,意味及び単位は,次による。単位質量当たりで示される値は,すべてグラム当
たりである。
記号
意味
単位
AHe
ヘリウムによるフリースペース測定データの回帰線のこう配
cm3·Pa−1
ap
吸着材単位質量当たりの細孔表面積
m2·g−1
BHe
ヘリウムによるフリースペース測定データの回帰線の切片
cm3
b
浮力
g·Pa−1
CN
非理想補正係数,77.35 Kにおける窒素では0.464×10−6に等しい。
Pa−1
dp
細孔直径又は細孔径
nm
mss
固体試料の質量
g
ma
吸着したガス(吸着物)の質量
g
*ai
m
天びんで記録されたi番目の注入で吸着したガスの質量
g
mai
圧力piで吸着したガスの補正された質量
g
na
吸着材単位質量当たりの吸着量
mol·g−1
nm
吸着材単位質量当たりの単分子層吸着量
mol·g−1
na, x
所定の相対圧 (x=1,2,3) における吸着材単位質量当たりの吸着量
mol·g−1
p
吸着した状態の吸着質と平衡にある吸着質ガスの圧力
Pa
px
フリースペースの決定に用いられる吸着質圧力 (x=1,2,3)
Pa
5
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
意味
単位
pi
i番目の注入における吸着質圧力
Pa
pman
注入マニフォールドにおいて測定される吸着質圧力
Pa
p0
吸着質ガスの飽和蒸気圧
Pa
p/p0
吸着質ガスの相対圧a)
1
pstd
標準圧力 (=101 325.02)
Pa
R
気体定数(ガス定数)(=8.314 472)
J·mol−1·K−1
rK
ケルビン半径
nm
t
吸着層の統計的厚さb)
nm
Tamb
雰囲気温度
K
Tb
低温浴の温度
K
Teq
平衡圧に到達したときの注入マニフォールドの温度
K
Tman
吸着質導入時における注入マニフォールドの温度
K
Tstd
標準温度 (=273.15)
K
Vsh, b
低温浴温度における試料容器(管)容積
cm3
Vd
試料容器へ注入された吸着質体積
cm3
Vdi
試料管へのi番目の導入における吸着質体積
cm3
Vfs, b
低温浴につ(浸)けられた試料容器のフリースペース容積
cm3
Vfs, amb
雰囲気温度における試料容器のフリースペース容積
cm3
V′ai
i番目の注入で吸着したガスの標準状態 (273.15 K,101 325.02 Pa) における体積
cm3·g−1
V′l
吸着材単位質量当たりの細孔内で凝縮した吸着質の液体相当体積
cm3·g−1
Vm
吸着ガスの単分子層容量
cm3
Vman
注入マニフォールドの容積
cm3
Vm, l
凝縮液のモル体積
cm3·mol−1
αs
規格化された吸着量a)
1
ρ
密度
g·cm−3
δa
単分子吸着層厚さ
nm
σl
凝縮液の表面張力
J·m−2
注a) 現在,一般に無次元と決められている次元1のすべての量に対して,SI単位は1である(JIS Z 8202-0
参照)。
b) 記号tは一般的に時間を表すために使用されているのに対し,ガス吸着による細孔径分布解析での一
般的慣習として,tは液体状の吸着層の統計的厚さを表現するために使用されている。したがって,
この規格における記号tのすべては,時間ではなく統計的厚さに対応する。
5
原理
5.1
概要
表面に吸着したガスの量は,吸着等温線の吸着部分で一連の増加する相対圧若しくは吸着等温線の脱着
部分で一連の減少する相対圧,又は両者において,吸着質ガスの相対圧の関数として記録される。一定温
度における吸着量とガスの平衡相対圧との間の関係は,吸着等温線として知られている。測定し得る最小
6
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の細孔は,吸着質分子の大きさによって限定される。
注記 窒素の場合,最小の測定可能細孔径は,約0.5 nmである。
測定できる最大細孔径は,高い相対圧p/p0において吸着ガス量を測定することの実際上の困難さによっ
て限定される。
ミクロ細孔と呼ばれる2 nm以下の細孔径分布は,吸着質ガスとして窒素を用いることで測定可能であ
るが,窒素以外のガス(例えば,アルゴン)がより一層信頼性のある結果を与えることもある。窒素及び
アルゴンの両者は,メソ細孔径分布の測定に多く使用されてきた。
吸着等温線の吸着側及び脱着側からそれぞれに計算された細孔径分布は,同一である必要はない。
多孔質固体内へのガスの吸着は,幾つかの異なったメカニズムで起きる。例えば,メソ細孔及びマクロ
細孔では,細孔壁への多分子層吸着が初期に起こる。より高い相対圧では,曲面状の液体様メニスカスの
形成を伴って毛細管凝縮(毛管凝縮)が起こる。メソ細孔径分布の計算は,一般に,ケルビン式に基づい
た方法で行う。
液体窒素温度77.35 Kにおける吸着質ガスとして窒素を使用した場合,ケルビン式は,式(1)で求めるこ
とができる。
−
=
×
−
=
0
0
b
l
m,
l
3
K
ln
953
.0
ln
10
2
p
p
p
p
RT
V
r
σ
······················································· (1)
ここに,
rK: 細孔内に凝縮した吸着質ガスの曲率半径
σ l: 凝縮液の表面張力
Vm, l: 凝縮液のモル体積
R: 気体定数
Tb: 測定温度
p0: 液体窒素温度における窒素の飽和蒸気圧
p: 窒素吸着質ガスの平衡圧
数値定数は,77.35 Kにおける窒素に対して0.953 nmとなる。
細孔壁に吸着層が形成された後にだけ凝縮が起きると考えられるので,式によって吸着層の厚さを補正
する必要がある。シリンダ型細孔の場合は,式(2)で求める。
(
)t
r
d
+
=
K
p
2
········································· (2)
ここに,
d p: シリンダ型細孔の直径
t: 吸着層の統計的厚さ
相対圧の関数としてのtの求め方及び細孔径分布の計算に対して,種々の方法がある(参考文献[1],[2]
参照)。
ケルビン式は,直径2 nm以下の細孔に対して用いることができない。これは,吸着質と隣接する細孔
壁との相互作用が支配的になり,吸着質がもはやバルクの熱力学的特性をもつ液体と考えられなくなるた
めである。
5.2
方法の選択
吸着等温線を決定するのに必要な実験データは,容量法又は重量法で得られる。それは,ステップ状に,
又は連続的に変えられた圧力における平衡時の吸着質の体積又は質量測定によって得られる。等温線のあ
る部分で吸着は長時間を要するため,平衡値の測定を確実にするためにステップ状の静的な方法が推奨さ
7
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れる。
容量法は,体積計算及び圧力測定に基づいている(JIS Z 8830:2001の図5を参照)。吸着した状態での
吸着質の体積は,導入されたガスとフリースペース(すなわち,連結部を含む試料容器内のフリースペー
ス)を満たすガスとの量の差として,一般的な気体の状態方程式を適用することによって計算される。装
置の種々の部分の容積を測定すること,及びその温度を考慮することが重要である。
重量法では,高感度のミクロ天びん及び圧力計が必要である(JIS Z 8830:2001の図6を参照)。吸着質
量は直接測定されるが,圧力に依存する浮力補正が必要である。平衡は,質量表示を監視することで確認
される。試料が恒温槽と直接接触していないため,正確な温度であることを実験的に保証しなければなら
ない。
6
装置性能の検証
機器の校正及び性能を確認するため,認証標準物質又は測定者が選んだ特定の標準物質(機関内標準物
質)を用いて定期的に試験測定をすることが望ましい。機関内標準物質は,認証標準物質にトレーサブル
でなければならない。
注記 認証標準物質は,国家標準機関によって提供され,現在,ドイツBAM及び米国NISTから入手
可能である。
Bundesanstalt für Materialforschung und−prüfung (BAM)
Division I. 1 Inorganic Chemical Analysis; Reference Materials
Branch Adlershof,Richard-Willstätter-Straße 11,D-12489 Berlin,Germany
Standard Reference Materials Program
National Institute of Standards and Technology (NIST)
100 Bureau Drive,Stop 2322
Gaithersburg,MD 20899-2322,USA
上記の情報は,この規格の利用者に便宜を与えるためのものであり,それらの製品をJIS (ISO)
が保証するものではない。もし,同じ結果を与えるならば同等の製品を使うことができる。
7
装置校正
個々の構成要素の校正は,製造業者の推奨に従って行うことが望ましい。一般に,圧力変換器及び温度
センサの校正は,校正証明書を添付した圧力計及び温度計と対照することによって行う。マニフォールド
容積の校正は,一定温度で既知の体積をもつトレース可能な空間又は固体を用い,適切な圧力と温度との
関係を測定することによって行う。サンプル容器の校正は,一般に,9.3.4に規定するフリースペースの測
定によって行う。
8
試料調製
試料のサンプリングは,ISO 8213に従って行う。吸着測定をする前に,“脱ガス処理”によって吸着材
の表面から物理吸着物質を取り除かなければならない。この脱ガス処理では,吸着材表面の不可逆的な変
性を避けつつ,再現可能な吸着データが得られるように条件を設定する。脱ガス処理技術は,用いる吸着
システムに応じて選定することが望ましい。
次のとおり,種々の脱ガス処理の方法がある。
8
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 最も一般的な方法は,高真空に試料表面をさら(曝)すことであり,通常,昇温下で行う。
− 昇温下で不活性ガス(吸着質が使われることもある。)を用い,吸着材をフラッシングすることで十分
な場合もある。
− ある種のミクロ細孔をもつ材料では,再現性のある吸着データを得るために,ガスを用いたフラッシ
ングを1回又は数回行い,その後,真空下で加熱することが必要となることがある。
どの方法を用いる場合でも,乾燥機を用いて適切な温度で試料をあらかじめ乾燥させることで,特に湿
った物質の場合において,脱ガス処理時間を短縮することができる。
真空排気する場合,メソ細孔をもつ材料では,約1.0 Paから0.01 Paの範囲の残留圧力まで脱ガスすれば
通常は十分である。一方,ミクロ細孔をもつ材料では,残留圧力を0.01 Pa又はそれ以下まで下げることが
推奨される。ある種の吸着材では,高真空排気で表面が変化する可能性がある。脱ガス処理速度の温度依
存性が大きいので,吸着材の変化(例えば,焼結,分解)を避け,脱ガス処理の影響を最小限にする条件
で温度を最大にすることが推奨される。吸着材の変化は,用いる昇温速度にも依存する可能性がある。
前処理の最適化を行う場合,試料の履歴に影響する相変化とともに,試料から種々の物質が放出される
温度を決定するため,例えば,熱重量分析,示差走査熱量分析によって,試料材料の熱的挙動を調査する
ことを推奨する。この情報が得られないときは,吸着材特性についての過去の知見及び一般的な知識に基
づいて温度を設定することが望ましい。また,必要があれば予備試験を行う。
脱ガス処理の進ちょく(捗)状況は,適切な測定因子によって追跡されることが望ましい。この因子に
は,(一般的に真空技術で使われる)系の圧力,又は(重量法で適用できる)吸着材の質量が挙げられる。
観測されるその因子が定常値に達した(試料に依存し,15分又はそれ以上の長時間になることがある。)
とき,脱ガスが完了したことを確認する。例えば,真空技術を用いた場合には,加熱試料を真空排気系か
ら分離し,試料上の圧力が数分間顕著に上昇しなければ大丈夫である。その脱ガス速度は,窒素を吸着質
として用いる場合には,室温で0.7 Pa/min以下であれば一般的に十分である。
すべての場合において,脱ガス処理条件(例えば,温度,加熱速度,加熱継続時間,残留圧力)を記録
することが望ましい。
9
定容量法での吸着量測定
9.1
定容量法の原理
定容量法では,既知量のガスが吸着温度に保たれた試料管に導入される。試料へのガス吸着が起こり,
吸着した状態と吸着していない状態との吸着質が平衡に達するまで圧力が減少していく。平衡圧力での吸
着量は,導入されたガス量と気相に残ったガス量との差になる。圧力は,吸着系の容積及び温度とともに
測定される。吸着系の容積は,ヘリウムのような不活性ガスの膨張から容易に決定される。
9.2
定容量法の装置及び消耗品
9.2.1
概要
定容量法の装置は,一般に,金属又はガラスのマニフォールドからなり,それは試料管(試料セルとも
いう。),飽和蒸気圧管,圧力計,真空系及び窒素とヘリウムの供給系と相互連結されている(JIS Z 8830:2001
の図5を参照。なお,この規格での装置は飽和蒸気圧管を必要とし,それが連結されたものを用いる。)。
マニフォールドの容積は校正しなければならず,マニフォールドの温度を記録する手段を装備しているこ
とが望ましい。
種々のサイズの試料管が使用される。典型的な容積は,10〜20 cm3である。誤差を最小にするため,ガ
ラス棒を試料管の首に入れるなどして,試料上部のフリースペースを可能な限り最小にすることが望まし
9
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
い。
9.2.2
装置
9.2.2.1 デュワー瓶及び液体窒素保管容器 デュワー瓶は,種々のサイズをもつことが望ましく,液体窒
素容器は,通常20〜40 Lである。
9.2.2.2 液面制御機 試料上方最低15 mmの位置で,液体窒素の液面の変動を1 mm以内に保つ。液面変
化するところの体積を最小化することは,誤差を最小にする。
9.2.2.3 電気加熱式マントル又は電気炉 脱ガス時の試料管に適したものであり,最高温度350 ℃のもの
が適切である。
9.2.2.4 質量測定天びん 感度は1 mg,又はそれ以上の感度とする。
9.2.3
消耗品
9.2.3.1 窒素又はその他の吸着質(例 アルゴン) 乾燥したもので純度99.99 %以上のもの。
9.2.3.2 ヘリウム 純度99.99 %以上のもの。
9.2.3.3 液体窒素又は他の温度制御手段(例 液体アルゴン) 純度99 %以上のもの。
9.3
定容量法の試験手順
9.3.1
試験手順の概要
ここで説明する手順は,手動制御装置が使用されていると仮定している。同様の制御原理に基づいた自
動化装置も利用できる。
9.3.2
試料の質量測定
空の試料管並びに封止器具及びフリースペースを埋める器具の質量を測定する。試料管内に測定対象試
料を入れ,質量を測定する。
注記1 精度を保証するため,測定後に再度試料質量を測定する。もし,その質量が測定前の脱ガス
後と等しくない場合,計算には測定後の質量を使用する(“脱ガス後試料質量”9.3.8参照)。
注記2 窒素吸着測定では,全表面積が5〜200 m2となるような試料量が望ましい。
9.3.3
脱ガス
試料管を装置に接続し,試料を脱ガスする(箇条8参照)。最初は室温で,そして,必要に応じて試料は
高温で十分な時間加熱される。試料粉体の飛散に注意して脱ガスを行う。試料及び装置を真空排気する。
真空系から試料を切り離し,脱ガス速度を確認する。顕著な圧力上昇は,不完全な脱ガス又は装置のリー
クを示す(JIS Z 8830:2001の図4を参照)。
注記1 試料の脱ガスは,その目的に特別に設計された他の装置で行うことが可能である。脱ガスの
最後の工程で,試料管は乾燥した不活性ガス,一般的には吸着質で大気圧程度まで充てん(填)
する。
注記2 液体窒素に浸す前にヘリウムを試料管に導入することもある。それによって,試料の脱ガス
状態を保つことができる。ミクロ孔をもつ材料ではヘリウムを強く保持することがあるので,
測定に先立ち長時間かけてヘリウムを十分に排気する。ヘリウムよりも,むしろ非吸着性で
非反応性のガス(例えば,吸着質)が試料の入った試料管に導入されることもある。
注記3 閉止弁(バルブ)をもつ構造の場合には,試料を真空状態のまま移動することができる。
9.3.4
フリースペースの測定
吸着等温線の測定前又は測定後にフリースペースを測定する。その測定は,測定温度でヘリウムを用い,
容量的に行う。ある種の試料がヘリウムを吸着及び/又は吸収する可能性があることに注意する。そのよ
うな場合には,吸収等温線の測定後に補正することができる。フリースペースの測定が吸着測定と分離す
10
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ることが可能な場合,ヘリウムの使用を止めることができる。空の試料管の空間容積は,窒素を使用し,
室温で測定する。また,別に空試験(空の試料管)が吸着測定と同様の実験条件(温度及び相対圧範囲)
で行われる。試料体積の補正は,試料密度の入力又は吸着測定前の室温における窒素による真密度測定に
よって行う(この場合,窒素の吸着の効果は無視できる。)。参照管と試料管とが差圧計に結合されるよう
な参照法を用いる場合には,フリースペースを測定する必要はない。この場合及び有効フリースペースの
変動量が既知の場合は,液面制御機器を必要としない。
9.3.5
ヘリウムを用いる場合のフリースペース測定の手順
9.3.5.1 試料を液体窒素に浸す前にフリースペースの測定を実施する場合には,次の方法に従う。
装置マニフォールドに,7×104 Pa〜1.1×105 Paの圧力のヘリウムを導入する。この圧力p1を記録し,そ
して,ヘリウムを試料管へ導入する。新しい圧力p2を記録する。マニフォールドの温度Tmanを記録する。
試料管及び飽和蒸気圧管を液体窒素に浸す。新しいヘリウムの圧力p3を記録する。試料及び装置を真空
排気する。液体窒素の液面を一定に制御する。
9.3.5.2 フリースペースの測定が試料を液体窒素に浸した後に実施される場合は,次の方法に従う。
試料管を装置に接続し,試料及び装置を排気・脱ガスする。前記に述べたように飽和蒸気圧を決定する。
装置のマニフォールドが完全に排気されたことを確認する。
1.3×104 Pa〜4×104 Paの圧力のヘリウムを,装置マニフォールドへ導入する。ヘリウムが熱平衡になる
まで待ち,圧力p1を記録する。ヘリウムを試料管へ導入する。ヘリウム圧力が一定,すなわち,平衡にな
るまで待つ。新しい圧力p2及び装置マニフォールド温度を記録する。試料管を閉じこの工程を繰り返し,
最低もう1回のヘリウムの圧力データ点を測定する。装置及び試料管からヘリウムを排気する。
9.3.6
飽和蒸気圧 (p0) の測定
排気を止め,圧力を計測しながら飽和蒸気圧管へ窒素を導入する。圧力が一定になるまで窒素を供給し
続ける。一度圧力が飽和に達すると,窒素は飽和蒸気圧管内で凝縮しはじめる。飽和蒸気圧p0を記録する。
飽和蒸気圧弁を閉じる。装置マニフォールドを再排気する。窒素の飽和蒸気圧は,最低1〜2時間ごとに測
定することが推奨される。飽和蒸気圧を得る他の手法は,液体窒素浴の温度を測定し,それに相当する蒸
気圧を適切な状態方程式によって計算する。
9.3.7
吸着等温線の測定
吸着側の等温線は,一連の段階的操作によって試料表面上の窒素ガスの圧力を増加させ吸着させること
で測定できる。マニフォールドから真空システムを切り離して,マニフォールドへ窒素ガスを導入する。
マニフォールドで窒素ガスが熱的平衡となるまで待ち,マニフォールドの圧力pman及びマニフォールドの
温度Tmanを記録する。試料管へ窒素ガスを導入し,圧力が一定値を示し吸着平衡となるよう十分な待ち時
間を設け,安定した圧力p(平衡圧力)を記録する。吸着平衡後にマニフォールド温度Teqも記録する。等
温線の測定のために,吸着平衡圧力を変更しながら,この一連の操作を繰り返す。要求された最大平衡圧
力(少なくとも0.99×105 Pa,すなわち,相対圧力0.99)に到達するまで,一連のガス導入操作によって,
マニフォールドから試料管へ窒素ガスを導入する。吸着側等温線を測定する場合,試料表面上が窒素ガス
の飽和蒸気圧に達しないよう注意することが望ましい。
9.3.8
脱着等温線の測定
脱着側の等温線は,試料表面上の窒素ガスの圧力を段階的に減少させ脱着させることで測定する。この
手順は,9.3.7の吸着等温線の測定と類似しているが,マニフォールドへ窒素を導入する代わりに,真空シ
ステムによってマニフォールド圧力を試料管の圧力以下に下げ,その時の平衡圧力を記録する。
試料の細孔容積分布を決定するために必要とされる等温線のデータ点数(吸着側及び脱着側の両者で少
11
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なくとも各20点を推奨)によって,脱ガス操作の回数は決定される。試料の細孔容積は未知であるので,
その試料の典型的なタイプに対する経験に基づき,最良の圧力データポイントを選択する。
注意 液体窒素のデュワー瓶を下げる前に,真空システムを使って試料セルの圧力を下げる。
脱ガスされた試料の質量は,脱ガス直後又は吸着試験直後に測定することが望ましい。ひょう量の前に,
試料管へ乾燥空気若しくは窒素ガスを大気圧まで再充てん(填)するか,又は適切な浮力補正をして真空
で保持することが望ましい。
9.4
定容量法の計算
9.4.1
マニフォールド容積
装置の組立て時又は改造時は,マニフォールド容積Vmanを測定することが望ましい。例えば,試料セル
の代わりに校正された容器を取り付けマニフォールドからヘリウムガスを流し込むことによって,又は既
知体積の固体を入れた容器の中にヘリウムガスを膨張することによって測定することができる。
9.4.2
フリースペース及び体積吸着量を求めるための計算手順
9.4.2.1 試料セルを液体窒素へ浸せきする前にフリースペースを測定する場合は,次の計算手順に従う。
最初に,式(3)を用いて周囲温度におけるフリースペースの見掛け容積Vfs, ambを計算する。
+
=
std
amb
fs,
man
man
2
man
man
1
T
V
T
V
p
T
V
p
························································ (3)
ここに,
Vman: マニフォールド容積
Tstd: 標準温度 273.15 K
次に,式(4)を用いて液体窒素温度におけるフリースペースの見掛け容積Vfs, bを計算する。
+
=
std
b
fs,
man
man
3
man
man
1
T
V
T
V
p
T
V
p
··························································· (4)
i番目のガス導入後に試料管へ導入されたガスの全体積Vdiは,式(5)によって計算する。
−
+
=
−
std
std
eq
man
man
man
man
1
d
d
p
T
T
V
p
T
V
p
V
V
i
i
·········································· (5)
ここに,
Vdi−1: i番目のガス導入[吸着質の初回のガス導入の計算に対し
てはゼロ(零)とする。]の前に試料管へ導入されるガス
の全体積
pman: i番目のガス導入サイクルの開始時のマニフォールドの
圧力
Tman: i番目のガス導入サイクルの開始時のマニフォールドの
温度
p: i番目のガス導入時の平衡圧力
Teq: 平衡到達時のマニフォールド温度
Tstd: 標準温度 273.15 K
pstd: 標準圧力 1.013 25×105 Pa
i番目のガス導入による吸着量は,式(6)によって計算する。
ss
std
b
fs,
d
a
m
p
pV
V
V
i
i
−
=
′
···································································· (6)
ここに,
Vfs, b: 試料が液体窒素へ浸せきされた状態で決定されるフリー
スペース容積
mss: 固体試料の質量
式(6)で,圧力をPa,温度をK,及び容積をcm3で表示するならば,V′aiは圧力pstd (1.013 25×105 Pa),純
12
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
水の凝固点温度Tstd (273.15 K) における吸着ガスの占有体積 (cm3) となる。等温線は,相対圧に対する吸
着質の累積体積吸着量(一般に,試料グラム当たり)で表される。
試料容器中の冷媒浴の温度に冷やされた部分に含まれる吸着質 (adsorptive) ガスの非理想的挙動の効果
を補償するため,計算された吸着量Vsh, bを補正する必要がある場合は,式(7)によって計算する。
amb
b
amb
fs,
b
fs,
b
sh,
1TT
V
V
V
−
−
=
···································································· (7)
ここに,
Vfs, b: 冷媒浴に浸せきされた試料セルによって決定されるフリ
ースペース容積(冷媒温度における試料セルのフリース
ペース容積)
Vfs, amb: 周囲温度における試料セルによって決定されるフリース
ペース容積(周囲温度における試料セルのフリースペー
ス容積)
Tb: 冷媒浴の温度
Tamb: 周囲温度
この場合,V ′aiは,式(8)によって計算する。
ss
std
2
N
b
sh,
std
b
fs,
d
a
m
p
p
C
V
p
pV
V
V
i
i
+
−
=
′
···················································· (8)
ここに,
CN: 吸着質 (adsorptive) に対して定められた非理想挙動の定
数で,Pa‒1の次元をもつ。現在,CNは,77.35 Kの窒素に
対して0.464×10−6 Pa−1の値をもつ。
9.4.2.2 試料が液体窒素へ浸せきされた後,フリースペースの測定が開始される場合は,次の計算手順を
使用する。
ヘリウムの圧力データから,フリースペースは,試料セルへ導入されたヘリウムガスの体積及び平衡状
態における圧力の直線関係によって求めることができる。ガス導入量Vdiは,式(9)によって計算する。
1
d
std
std
man
man
man
d
)
(
−
+
−
=
i
i
i
i
V
p
T
T
p
p
V
V
·············································· (9)
ここに,
pmani: i番目の注入の前に測定されるマニフォールド中の吸着
質圧力 (Pa)
1
d−i
V
: 前のデータポイントで導入されたガスの体積
Vd対pの直線回帰から与えられる傾き及び切片が,試料セルのフリースペース容積に対する窒素吸着デ
ータを修正するために使われる。
窒素吸着量は,導入ガス量と試料セル内の圧力が平衡に達した後の残留ガス量との差を計算することで
求められる。式(9)は,Vdを決定するために使われる。窒素ガスの吸着量は,式(10)によって計算する。
(
)
[
]
ss
He
He
d
a'
m
B
pA
V
V
i
i
−
−
=
··························································· (10)
ここに,
AHe: ヘリウムデータによる直線の傾き
BHe: ヘリウムデータによる直線の切片
10 流通容量法
10.1 流通容量法の原理
13
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
流通容量法は,定容量法と密接に関連し,その違いは,試料に吸着質を段階的に導入するのではなく,
連続的に少ない流量で導入することにある。時間の関数として圧力を測定し,吸着質流入速度を注意深く
モニターする。吸着量は,吸着質及び非吸着質(例 ヘリウムガスによる別測定)を試料管に導入し,圧
力の上昇速度を比較することによって求められる。もう一つの手法では,同一容積の吸着質の圧力差から
ガスの吸着量を直接決定する。一つの吸着質は流量調節弁を通して試料管に接続され,もう片方の吸着質
は試料のない参照(バランス)管に接続される。吸着質が連続的に導入されるので,場合によって,定容
量法に比べ測定時間を短縮することができる。しかし,気相にある吸着質と吸着状態の吸着質とが常にほ
ぼ平衡状態にあることを確実にするには,ガス流量を十分低く維持することが重要である。
10.2 流通容量法の装置及び消耗品
装置及び材料は,定容量法で使用されるものと同じである(9.2参照)。主な違いは,単純な開閉バルブ
ではなく,試料に吸着質を導入するための適切な流量制御装置が使用されることにある。同じ容積をもつ
二つの容器の差として吸着ガス量を求める差圧法の場合は,差圧変換器が必要であり,空の参照管も同一
デュワー瓶中に置かれる。参照管への吸着質ガスの流れを制御するための,独立した流量制御装置をもつ
ことが望ましい。
10.3 流通容量法の試験手順
試料前処理は,定容量法と同一である(箇条8参照)。流通容量法の試験法では,幾つかの異なる方法が
ある。
差圧法では,吸着質を試料管及び参照管の両方に同時に導入し,その導入速度を同じにすることで,試
料管と参照管との圧力差から,吸着量を計算する。もう一つの方法では,同じ容積をもつ二つの独立した
吸着質ガス容器から,試料管及び参照管のそれぞれに吸着ガスを流入し,それら二つの管の圧力差がゼロ
となるように流入速度を変化させる。この場合,体積吸着量は,二つの吸着質ガス容器の間の圧力差から
計算される。
差圧法でない場合には,参照管を使用せず,圧力の上昇速度を決定するために,初めに,吸着が起こら
ないヘリウムガスをシステムに導入する。そして,試料を真空排気した後に吸着質ガスを導入する。この
方法の技術的違いは,ガス流量が測定の間に一定に維持されていることである。
すべての流通容量法における注意点は,吸着質の流量が吸着速度を超えないことである。最適な測定条
件が個々の種類の試料に対して決定される必要があり,その条件は用いた測定法に依存する。
例 設定した測定条件より少ない流量で長時間かけて測定を行う。得られた等温線が設定した条件で
のそれと顕著な違いがなければ,設定した測定条件は適切なものである。
慣れていない種類の試料を分析する場合には,定容量法での比較測定を行うことを推奨する。一定速度
で連続的に導入する標準的なガス流量の指針値は,全表面積が20 m2の試料に対して0.2〜0.4 cm3/minであ
る。
10.4 流通容量法の計算
吸着ガス量は,10.1で示す方法によって容易に求められるが,正確な計算方式は用いられた方法及び試
験手順に依存する。
11 キャリヤガス法
11.1 キャリヤガス法の原理
14
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
キャリヤガス法では,非吸着ガス(ヘリウムなど)に一連の既知濃度となるように吸着質ガスを混合し,
それを試料に導入する。試料に吸着質が吸着した結果,吸着質の濃度は低くなる。初期混合ガスと比較し
たときの濃度減少は,ガス検出器(通常は,熱伝導度セル)によって時間の関数として記録される信号に
ピークを与える。デュワー瓶を取り外した後に脱着ピークが記録される。脱着ピークは,吸着ピークより
鋭く積分に適しており,吸着等温線を求めるのに好ましい。このピークの鋭さは,試料を周囲温度に戻す
速度と関係する。脱着プロセスを促進するために,室温の水浴又は空気浴が用いられることがある。注意
すべきことは,熱拡散によって信号ピークが乱れないことである。次に,所定体積の純吸着質を注入する
ことで,それぞれの吸着質ガスとキャリヤガスとの混合物において検出器が校正される。注入された吸着
質ガスの吸着を防ぐために,試料は室温に保たれる。
脱着側の曲線は,純吸着ガスで試料を飽和させ,そして,その後,希望する相対圧を与えるため,混合
物中の吸着質ガス濃度を減少することで測定される。吸着量は,試料からデュワー瓶を取り外すことで得
られる脱着ピークからもう一度求められる。
11.2 キャリヤガス法の装置及び消耗品
装置は,JIS Z 8830:2001の図7で規定しているものと同様である。
11.3 キャリヤガス法の試験手順
試料調製は,定容量法と同じである(箇条8参照)。試料は,容量法と同様に,前処理後に装置の分析ポ
ートに取り付けられる。
キャリヤガス法では,フリースペースの容積が測定結果に影響しないため,ヘリウムによるその測定を
必要としない。
吸着側等温線の必要な測定点に対して,所定の混合ガスが室温でサンプル上を流れるようにする。検出
器の信号及びガス流量が安定した後,必要なら,検出器の信号のベースラインをゼロ点調整する。混合ガ
スの流れに対して検出器の信号のスケール調整(校正)のため,純粋な吸着質ガスの注入が必要になるこ
ともある。分析の前に校正を行い,それを適用することで,新規の校正を行わないこともある。
試料周辺に冷媒の入ったデュワー瓶を持ち上げてあてがう。ガスが吸着するとともに吸着質の濃度が減
少し,検出器内に不均衡が生じ,それに対応した信号が現れる。信号が安定してゼロ点に戻ると吸着過程
は完了する。検出器信号のゼロ点との相違を積分して吸着量が求められる。同様に,吸着質を脱着させ,
そのときに得られる信号を積分することによっても吸着量は得られる。デュワー瓶を下ろして,試料を室
温に戻すことによって脱着が起こる。
吸着プロセスでは必要なガスが試料周囲を流れる必要があるが,脱着プロセスの開始時には脱着すべき
すべてのガスが存在している。このために,脱着ピークは吸着ピークより狭く,その結果,信頼性の高い
積分が容易となる。この理由で,積分値としては,吸着ピークよりむしろ脱着ピークを使用したほうがよ
い。しかしながら,比較のために吸着ピークを記録するのは有用である。
等温線の脱着側で必要なそれぞれのポイントにおいて,所定の混合ガスを周囲温度で試料上に流す。検
出器のベースラインオフセット調整,及び校正に関する調整も必要であれば行う。次に,試料上に純粋な
吸着質を流す。試料周辺にデュワー瓶を持ち上げてあてがう。そして,純粋な吸着質がサンプル上で飽和
するまで待つ。試料周辺にデュワー瓶がある状態で,必要な相対圧に相当する混合ガスを流す。吸着プロ
セス終了後にデュワー瓶を取り外し,脱着信号を積分する。脱着測定を行うという特徴のため,吸着側等
温線に見られるような吸着ピークに相当するものはない。
11.4 キャリヤガス法の計算
吸着量は,試料を周囲温度に戻して得られる脱着ピークを積分することによって計算される。窒素の分
15
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
圧は,混合ガス中のキャリヤガスに対する吸着質の濃度及び大気圧によって決定される。飽和蒸気圧は,
通常の方法で求められ,相対圧計算に使用される。
等温線が測定されれば,容量法の場合と同様に,細孔径分布の計算は,箇条14の手順で求められる。
12 重量法
12.1 重量法の原理
重量法では,吸着量は試料質量の増加分から決定される。吸着質の圧力が定容量法と同様に増減される。
装置内容積の校正は不要である。高感度天びんが必要であり,浮力補正がなされる。
12.2 重量法の装置及び消耗品
12.2.1 装置
重量法では,ミクロ天びん(JIS Z 8830:2001の図6を参照)を使用し,試料容器中のガスの圧力の関数
として吸着したガスの質量を測定する。ばね式の天びんは,真空への適応性,電子的,かつ,補正を要す
るビームバランスを考慮すると,より高い分解能のために有利である。高分解能圧力ゲージ及び液体窒素
浴測定用の温度計が必要である。試料は温度調節器(サーモスタット)に接触していないので,試料が常
に測定温度にあることを確認することが必要である[例えば,放射シールドによる(参考文献[3]参照)。]。
装置は,高真空用の要素で構成されることが望ましい。不連続操作によって,測定ガスが階段状に導入又
は除去される。圧力は,質量が安定した値になるまで一定に保つことが望ましく,そのために圧力制御を
可能とすることが望ましい。
12.2.2 消耗品
12.2.2.1 窒素又は他の適当な吸着質(例えば,アルゴン) 乾燥したもので純度99.99 %以上のもの。
12.2.2.2 液体窒素又は他の温度制御物質(例えば,液体アルゴン) 純度99 %以上のもの。
12.3 重量法の試験手順
吸着等温線測定の前に,測定ガス中の天びん及び試料の浮力を室温で測定することが望ましい。等比天
びんを使用することによって,天びん及び試料の浮力は補正できる。その場合,試料と同じ密度をもつ小
形のカウンターウェイト(釣合いおもり)を用いる(参考文献[3]参照)。
脱ガス処理(箇条8参照)後,液体窒素の入ったデュワー瓶にサンプル周辺部を浸すことによって,サ
ンプルを液体窒素温度まで冷却する(等比式の場合は,釣合いおもり部分も浸す。)。等温線のゼロ点は,
10−2 Pa以下の高真空で測定されることが望ましい。なぜなら,約1 Paにおいて熱分子流の影響が最大に
なるからである。その後,吸着質を導入する。質量表示が安定していれば吸着平衡に達しているので,試
料質量(−ゼロ点)ma,圧力pを記録する。等温線の吸着側は,飽和蒸気圧近傍まで窒素を導入すること
で測定できる。脱着側は,段階的に圧を減少させることで測定できる。液体窒素の温度も記録することを
推奨する。
12.4 重量法の計算
浮力bが観測される場合,質量値maiは,各圧力点piごとに,式(11)によって計算する。
i
i
i
bp
m
m
+
=
a
a
········································································· (11)
細孔内で毛管凝縮する液体の比容積は,式(12)によって計算する。
6
808
.0
a
N
a
1
2
i
i
m
m
V'
=
=ρ
··································································· (12)
ここに,
ρN2: 液体窒素の密度 (g/cm3)
16
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13 等温線のタイプ
13.1 等温線タイプの概要
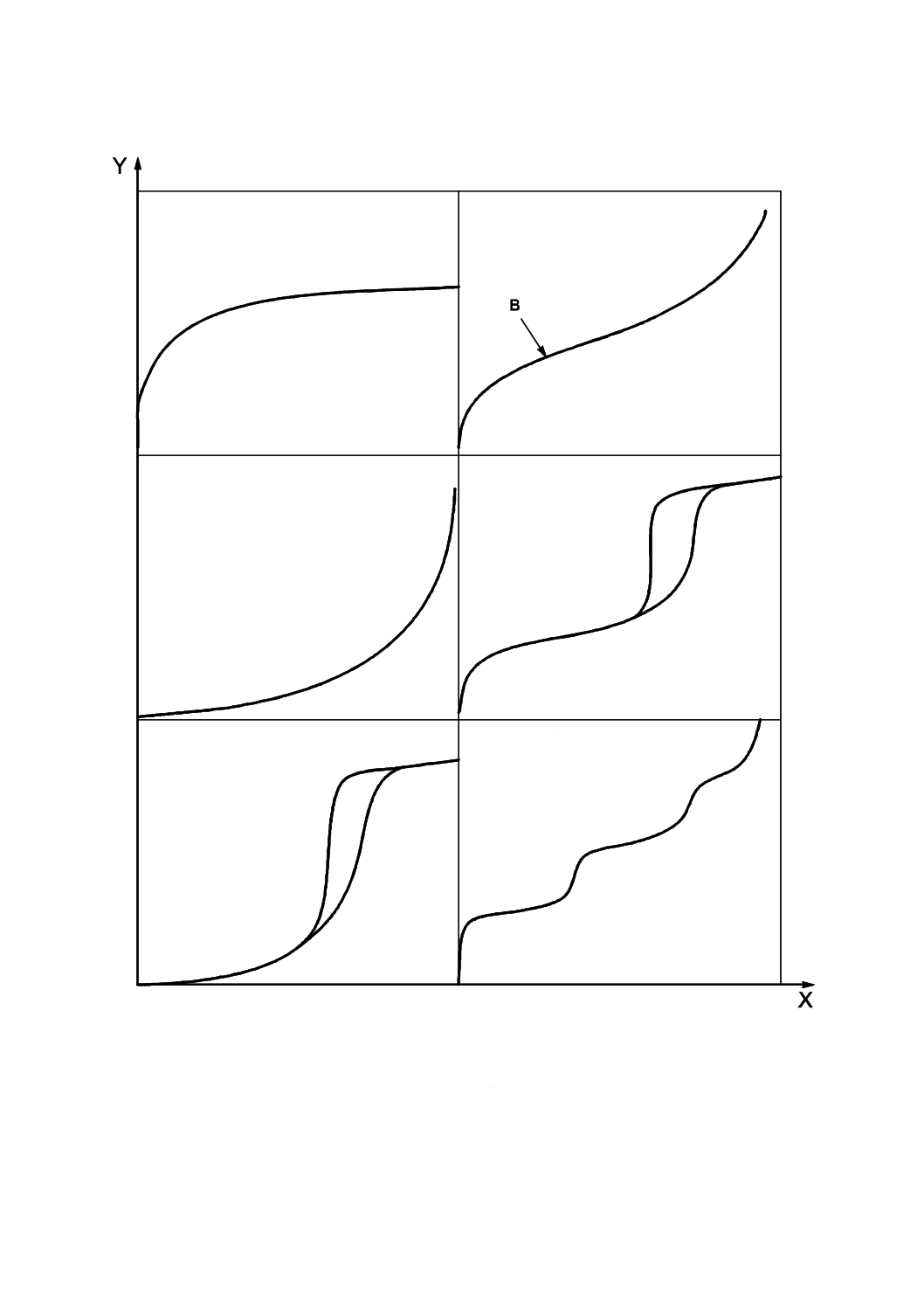
図1に国際純正・応用化学連合 (IUPAC) [1] によって提案された標準物理吸着等温線の分類を示す。
タイプⅠ(Ⅰ型)の等温線は,低い相対圧下でガス吸着量が急激に増加する型である。これは,ミクロ
細孔が吸着質で満たされていくことに起因する。その後の水平又は水平に近い部分は,ミクロ細孔が吸着
質で満たされたことによって,更なる吸着が起こらないか,又は少ししか起こらないことを示す。飽和蒸
気圧に近づくにつれ,吸着質の凝縮が起こるかもしれない。相対的に小さな外表面積 (external surface) を
もちミクロ細孔を多く含む固体は,このような等温線を示す。例として,活性炭,分子篩ゼオライト及び
ある種の多孔性酸化物が挙げられる。
タイプⅡ(Ⅱ型)の等温線は,無孔性(多孔性でない)又はマクロ細孔性の固体で示される典型的な等
温線である。B点は,単分子層吸着が完了したときの吸着量としてみなされることがある。
タイプⅢ(Ⅲ型)の等温線は,相対圧の軸に向かって凸状の吸着量を示すことで識別される。この等温
線は,無孔性又はマクロ細孔性の固体において吸着ガスと固体との相互作用が小さい場合に見られるが,
一般的ではない。
タイプⅣ(Ⅳ型)の等温線は,メソ細孔性固体で見られる。吸着側と脱着側とで同じ等温線とならず,
ヒステリシスループ(単にヒステリシスとも呼ぶ。)が認められることが特徴である。p/p0の高いところで
水平領域が観察され,そのまま等温線が折り返すことが時折見られる。
タイプⅤ(Ⅴ型)の等温線は,相対圧の軸に向かって凸状の吸着量を示すことが特徴である。タイプⅢ
の等温線と違い,高い相対圧において屈曲点をもつ。この等温線は,ミクロ細孔性又はメソ細孔性の固体
において吸着ガスと固体との相互作用が小さい場合に見られるが,あまり一般的ではない。
タイプⅥ(Ⅵ型)の等温線は,吸着過程で階段状(ステップ状)の吸着量を示すものである。この階段
状の吸着は,連続的な多分子層吸着又は均一で無孔性の表面のときに起こる。液体窒素温度において吸着
質が窒素の場合では,このような等温線が明りょうに示されることはない。
実験によって得られるすべての等温線が,標準的なタイプ(図1参照)のいずれかに明確に当てはまる
とは限らない点に注意することが望ましい。これらの等温線のタイプの中に,様々なヒステリシスが存在
することが見いだされてきた。吸着におけるヒステリシスを起こす種々の要因の影響は完全に解明されて
いないが,四つの特性が存在し,13.2に示された慣例によって国際純正・応用化学連合 (IUPAC) [1] によ
って四つの特徴的なヒステリシスのタイプが分類されている。
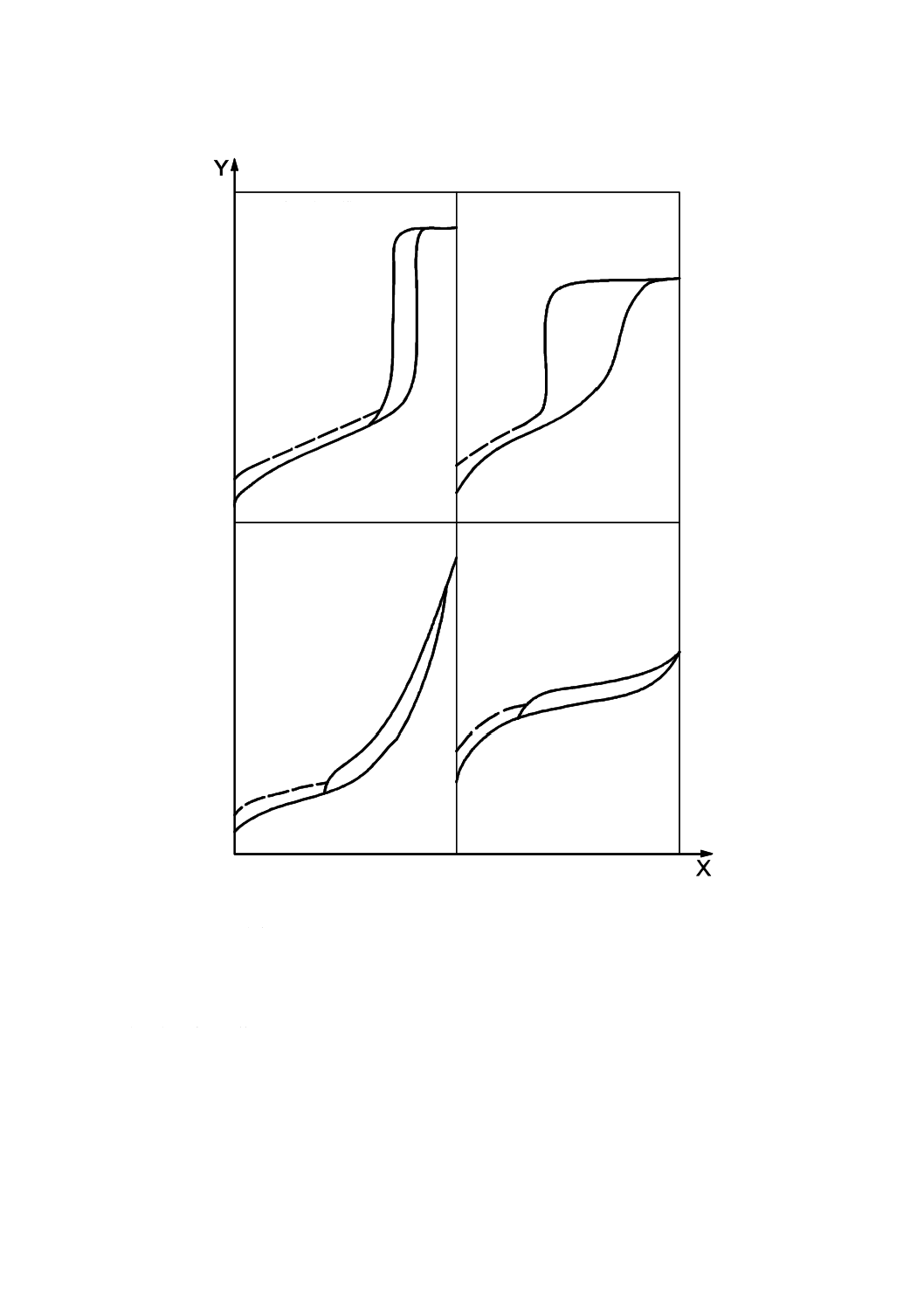
13.2 ヒステリシスのタイプ
図2にヒステリシスの標準的なタイプを示す [1]。
タイプH1(H1型)のヒステリシスは,比較的狭い細孔径分布をもつメソ細孔性物質,及びほぼ均一な
粒子径をもつ球状粒子の凝集物において観察される。
タイプH2(H2型)のヒステリシスは,細孔径分布及び細孔形状がそれほどはっきりとしていないある
種のシリカゲルのような固体において見られる。例として,タイプH1を示すものと比較して細孔径分布
が広い物質が挙げられる。
タイプH3(H3型)のヒステリシスは,粘土のような板状の形状をもつ物質及びスリット (slit) 状の細
孔をもつ物質において見られる。そして,相対圧が高い領域でも吸着量は頭打ちにならない。
タイプH4(H4型)のヒステリシスは,活性炭のように細孔径分布が狭くスリット状の細孔をもつ固体
において見られる。そして,相対圧が高い領域でも吸着量は頭打ちにならない。
17
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B:単分子層吸着の完了点(低圧領域の曲線部分と中圧領域の直線部分との境界)
X軸:相対圧 (p/p0)
Y軸:吸着量 (ma)
図1−標準的な等温線のタイプ [1]
タイプⅠ(Ⅰ型)
タイプⅡ(Ⅱ型)
タイプⅢ(Ⅲ型)
タイプⅣ(Ⅳ型)
タイプⅤ(Ⅴ型)
タイプⅥ(Ⅵ型)
18
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X軸:相対圧 (p/p0)
Y軸:吸着量 (ma)
図2−標準的なヒステリシスのタイプ [1]
14 細孔径分布の計算
14.1 参照吸着等温線の利用
試験試料にミクロ細孔,メソ細孔又は両方が存在するかどうかを評価するためには,無孔性固体試料の
等温線(参照等温線)と試験試料の等温線とを最初に比較する必要がある。参照等温線は,数式を使って
表せる場合もあるが,試験試料と同様の化学的性質をもつ無孔性試料を用い実験的に決定された参照等温
線を用いることを推奨する。例えば,高シリカゼオライトの参照試料には無孔性シリカを用いるとよい。
タイプH1(H1型)
タイプH2(H2型)
タイプH3(H3型)
タイプH4(H4型)
19
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験試料の等温線と参照等温線とは幾つかの方法によって比較できるが,主にt-プロット及びαs -プロット
が用いられる。
t-プロット法は,無孔性固体試料の窒素吸着量をtに対してプロットしたt-カーブに基づくものである。
ここで,tは,吸着質である窒素の吸着層の統計的厚さであり,式(13)で表される。
m
a
a
n
n
t
δ
=
················································································· (13)
ここに,
na: 窒素吸着量
nm: 単分子層吸着量
δa: 単分子吸着層厚さ,窒素では通常0.354 nm
αs-プロット法では,まず参照試料としての無孔性固体試料で吸着等温線を求め,特定の相対圧(通常,
相対圧0.4が使われる。)の窒素吸着量 (na, x) を使って,参照試料の吸着量を規格化してαs (=na/na, x) を決
定する。こうして得た規格化された吸着量αsを相対圧p/p0に対してプロットすることで,それらの関係を
示すαs-カーブを得る。
t-プロット又はαs-プロットは,試験試料の窒素吸着量をp/p0に対してではなく,参照試料のt又はαsに
対してプロットしたものである。ここで,p/p0からt又はαsへの変換は,先に得たt-カーブ又はαs-カーブ
を参照して実行できる。t-プロット又はαs-プロットの形状は,次に示すように試験試料がもつ細孔性に依
存して変化する。
a) t-プロット又はαs-プロットが原点を通る直線である場合,試験試料は細孔をもたないか,又はマクロ
細孔性の試料である。
b) 試験試料がメソ細孔をもつ場合,最も小さなメソ細孔の毛管凝縮の開始点に対応する相対圧において,
t-プロット又はαs-プロットは直線から上方に逸脱する。
c) 試験試料がミクロ細孔をもつ場合,t-プロット又はαs-プロットは直線から下方に逸脱する。なぜなら,
ミクロ細孔の制約された空間内では,多分子層吸着が十分に進行しないからである。
幾つかの物質では,上に示す細孔が組み合わさった細孔構造をもち,複雑なt-プロット又はαs-プロット
を与え,解釈が困難な場合もある。このような場合は,吸着等温線の解析に注意が必要である。
14.2 ミクロ細孔
ミクロ細孔径分布を求める方法として,広く受け入れられている唯一の方法はないが,幾つかの方法が
使用されている(ISO 15901-3参照)。また,有効ミクロ細孔容積を決定する方法もある。
14.3 メソ細孔及びマクロ細孔
14.3.1 概要
77 Kにおける窒素吸着の実験データからメソ細孔及びマクロ細孔の細孔径分布を計算することは可能
であるが,その条件について注意深く考察する必要がある。最も信頼性の高い細孔径分布の計算は,次の
ような実験データから得られる。
a) 細孔が変形することなく固く,吸着等温線において狭く限定された範囲の細孔径をもつ場合(H1型ヒ
ステリシスループで示される。)。
b) ミクロ細孔若しくは非常に大きなマクロ細孔が存在しないか,又はそれらの存在が許容される場合(よ
く定義されたⅣ型吸着等温線で示されるか,又はt-プロット若しくはαs-プロットの特徴から明確とな
る)。
解析には等温線の吸着側又は脱着側を用いることができるが,その選択は容易でなく,主に次の項目を
まとめておくと有用であろう。かなり均一で円筒状の細孔をもつ比較的単純な細孔構造は,狭いH1型ヒ
20
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ステリシスループを与えると期待される。この場合,一般的には脱着側が解析に用いられる。H2型ヒステ
リシスループが観測される場合は,連結細孔,細孔ブロッキング及びパーコレーションを示唆する。この
場合,毛管凝縮の遅延及びネットワーク−パーコレーションといった効果が組み合わさった可能性があり,
吸着側及び脱着側のいずれの等温線も使うことができない。このような場合でも,特に細孔内流体が準安
定状態で存在する相対圧範囲で,毛管凝縮の遅延現象に与える細孔径の影響を考慮に入れることができれ
ば,吸着側等温線を細孔径分布解析に用いることが可能である。さらに,張力効果 (tensile strength effect) と
呼ばれる現象が蒸発時に起こるときは,吸着側等温線がより実際的な細孔径分布曲線を与える。この張力
効果は,ある相対圧(個々の吸着質ガスの特性値であり,77.35 Kの窒素では,p/p0=0.42)で脱着側吸着
カーブを急激に減少させる。このような場合,脱着側等温線からは正確な細孔径分布を計算することがで
きない [1]。
14.3.2 Barrett, Joyner及びHalendaによるメソ細孔径分布の決定法(BJH法)
吸着等温線から細孔径分布を求める代数的手順は幾つもあり,それらすべては次の仮定に基づいている。
− 試料がもつ細孔は固く,規則的な形をしている(例 円筒状又はスリット状)。
− ミクロ細孔はない。
− 細孔径分布は,吸着法によって測定可能な最大の細孔径を超えて,より大きな範囲にわたって連続的
に分布することはない。すなわち,測定可能な最大相対圧では,既に全細孔が満たされている。
Barrett, Joyner及びHalendaは,はん(汎)用的に利用できる方法を示した [5]。計算方法の一般的な手順
を,次に示す。
a) 使用するデータが吸着側か,又は脱着側かのいずれの場合でも,相対圧が低くなる順にデータを並べ
る。
b) 圧力が下がるときの窒素の脱着量変化は,次の二つの寄与によるものであると考える。
1) ある圧力では,その圧力より少し高い圧力及び少し低い圧力を用いてケルビン式から計算される細
孔径範囲にある細孔から,凝縮状態にある流体がすべて毛管蒸発して除かれる。
2) 1)で毛管蒸発して空洞となった細孔の壁にある多分子層吸着膜が薄くなる。
c) 実際の細孔径及び細孔容積を決定するためには,毛管蒸発したときに細孔壁には多分子層吸着膜が存
在するものとする。
細孔径分布の計算例を,附属書Aに示す。
14.3.3 密度はん(汎)関数法によるメソ細孔径分布の決定法
非局在密度はん(汎)関数理論 (NLDFT) 及び計算機シミュレーションは,多孔性材料の制約空間にお
ける収着挙動及び不均一系流体の相挙動を記述する有力な方法として発展してきている。これらの方法に
よって,表面及び細孔内に吸着した流体の平衡密度プロファイルを計算でき,吸着等温線,吸着熱及び他
の熱力学量を導出できる。古典的な熱力学的,巨視的なモデルと比較して,NLDFT法は分子レベルで細孔
に制約された流体の挙動を記述する。これによって,気体分子の性質と,サイズの異なる細孔におけるそ
れら分子の吸着特性とを関係付けることが可能となる。その結果,NLDFT法に基づく細孔径評価法は,ミ
クロ細孔及びメソ細孔の全範囲に適用できる。
吸着等温線の実験データを用いて,実際にNLDFT法を細孔径分布計算に適用するために,理論モデル
に基づく吸着等温線を統計力学的手法によって計算する。基本的には,これらの等温線は,モデル細孔内
の流体の平衡密度プロファイルを積分することで得られる。所定の吸着質と,所定の範囲内にある細孔径
との組合せに対して計算される一組の吸着等温線は,モデルデータベースを構築する。“カーネル”と呼ば
れるそのような一組の等温線は,ある吸着系に対しては理論参照等温線とみなすことができ,対応する系
21
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に対して測定された吸着等温線から細孔径分布を計算するために用いることができる。
NLDFT法の詳細は,ISO 15901-3を参照する。
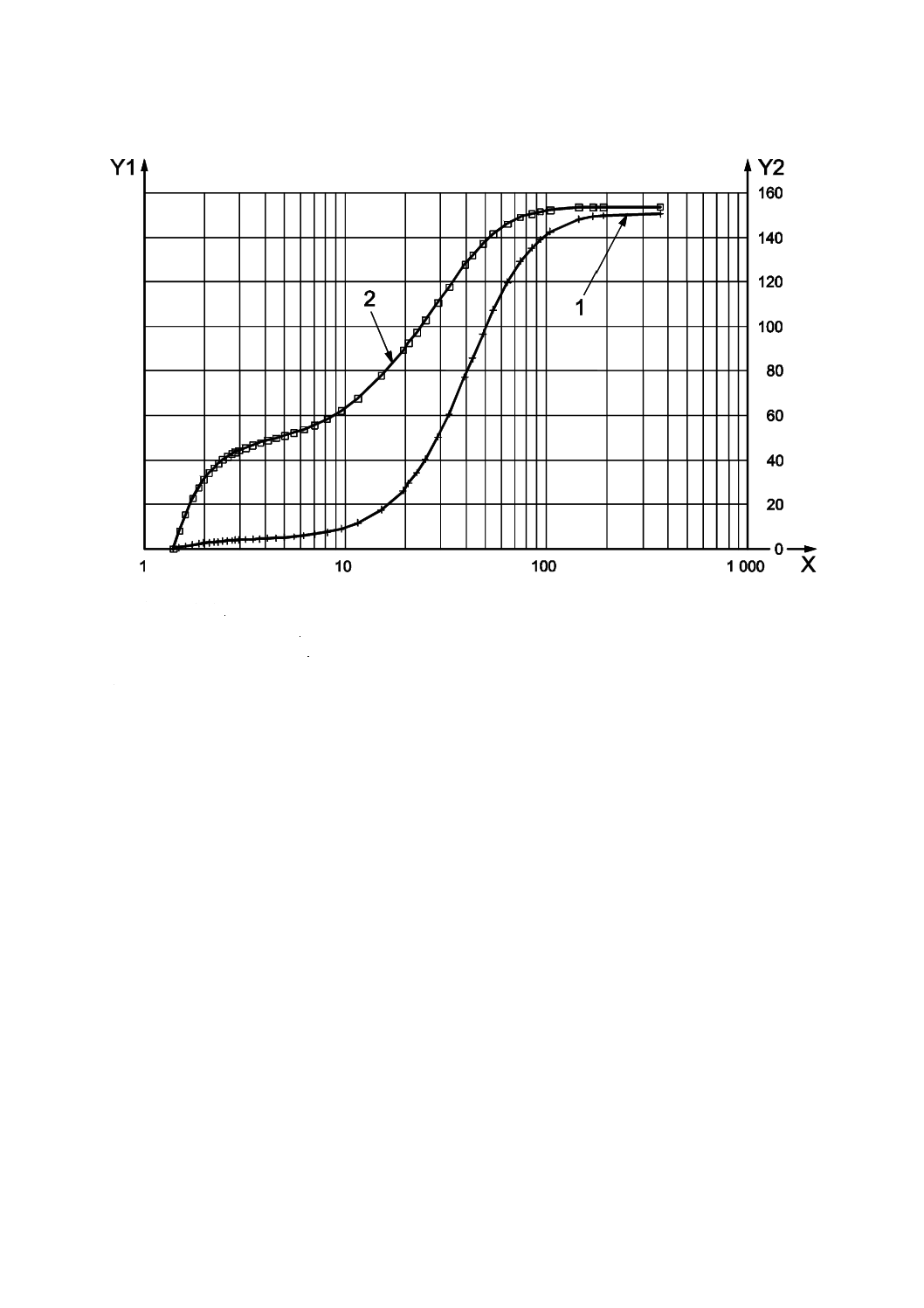
14.4 細孔径分布の表現法
計算で求めた細孔径分布の表現法には幾つかある。最もよく用いられる方法は,次の四つである。
− 累積細孔容積 その細孔径より小さい(又は大きい)細孔の累積容積
− 差分細孔容積 対 細孔径
− 微分細孔容積 対 細孔径
− 対数微分細孔容積(log微分細孔容積)対 細孔径
累積分布については,特定の細孔径範囲に対して,注目している細孔径より大きい又は小さい細孔径を
もつ細孔の総容積を,細孔径に対してプロットして図とするか,又は細孔径に対する表にして報告される。
細孔径に対する累積細孔容積の解析例を,図3に示す。
差分細孔容積分布では,連続する細孔径の間で決定された細孔容積の絶対量が,そのときの差分(増加
量)を決定する細孔径の中点に対してプロットされるか,又は表として示される。微分細孔容積分布は,
容積増加量を限定する細孔の上値と下値との差で割り,細孔径の変化に対する細孔容積の変化量を与える
ものであり,容積増加量を限定する細孔径の中点に対してプロットされるか,又は表として示される。対
数微分細孔容積分布(log微分細孔容積分布)は,細孔容積増加分をそれに相当する細孔径の上値と下値
との常用対数 (log) の差で除したものを,細孔径増加分の中点に対してプロットするか,又は表として示
される。
細孔径は,幅,直径又は半径で表される。さらに,細孔表面積分布が細孔容積分布から計算でき,累積
細孔表面積,差分細孔表面積,微分細孔表面積又は対数微分細孔表面積(log微分細孔表面積)として表
せる。累積細孔容積は,該当する細孔径より小さい細孔の累積細孔容積又は大きい細孔の累積細孔容積と
して示すことができる。一般に,BJH法を用いるときは最大細孔径を開始点とし,最も小さな細孔径に向
けて展開することで細孔径分布を計算する(参考文献[4]の図6は,より大きな細孔の累積細孔容積を示す)。
より小さな細孔の累積細孔容積及び累積細孔表面積の例を,図3に示す。
22
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X
細孔径 (nm)
Y1 累積細孔容積 (cm3·g−1)
Y2 累積細孔表面積 (m2·g−1)
1
BJH法による脱着側の累積細孔容積
2
脱着側の累積細孔面積
注記 図3は,細孔径dpに対する脱着累積細孔容積Vp及び脱着累積細孔表面積apのプロットを示す。
図3−多孔性シリカにおける脱着側の累積細孔容積及び累積細孔表面積
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
23
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15 試験結果報告
14.4で規定した四つの細孔径分布を報告書で図示する方法は,JIS Z 8819-1と同様である。個々の分析
に対して,次の項目が報告されることが望ましい。
a) 測定機関
b) 試料番号
c) 脱ガス後のサンプル質量
d) 装置名及び測定法
e) 前処理条件
f)
最終真空到達度及びリーク速度(必要ならば)
g) ガス流量(必要ならば)
h) 使用ガスの純度
i)
平衡到達時間又は平衡到達基準
j)
吸着等温線(データプロットを含む。)
k) 比表面積(解析した場合)
l)
t-プロット又はαs-プロット(解析した場合)
m) 用いた計算法
n) 細孔径分布
o) 測定者
p) 測定日
24
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
メソ細孔径分布計算例
25
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
p/p0 a)
rK b)
Krc)
t d)
∆t e)
rp f)
prg)
dp h)
p
di)
Q j)
VN k)
∆V l)
∆Vl m)
∆Vf n), o)
∆Vk o), p)
∆Vp o), q)
ΣVp o), r)
∆ap o), s)
Σap o), t)
nm
nm
nm
nm
nm
nm
nm
nm
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
m2/g
m2/g
0.994 7
179.334
3.469
182.803
365.606
476.655 6
0.989 8
92.954
136.144
2.786
0.682
95.741
139.272
191.481
278.544
1.036
474.586 9
2.068 7 0.003 200 0.000 000 0.003 200 0.003 315 0.003 315
0.069
0.069
0.988 5
82.392
87.673
2.677
0.110
85.069
90.405
170.138
180.809
1.061
473.271 0
1.315 9 0.002 035 0.000 006 0.002 029 0.002 152 0.005 467
0.051
0.120
0.986 5
70.115
76.254
2.536
0.140
72.652
78.860
145.303
157.720
1.066
469.895 1
3.375 9 0.005 222 0.000 014 0.005 208 0.005 549 0.011 016
0.153
0.273
0.981 2
50.213
60.164
2.269
0.267
52.483
62.567
104.966
125.134
1.072
453.020 7 16.874 4 0.026 101 0.000 062 0.026 039 0.027 913 0.038 929
1.064
1.336
0.978 9
44.688
47.451
2.183
0.086
46.871
49.677
93.741
99.353
1.092
442.013 2 11.007 5 0.017 026 0.000 098 0.016 928 0.018 486 0.057 415
0.789
2.125
0.976 6
40.248
42.468
2.108
0.075
42.356
44.613
84.712
89.227
1.100
430.952 9 11.060 3 0.017 108 0.000 135 0.016 973 0.018 665 0.076 081
0.881
3.006
0.973 3
35.214
37.731
2.016
0.092
37.230
39.793
74.461
79.587
1.107
413.219 0 17.733 9 0.027 431 0.000 235 0.027 196 0.030 103 0.106 184
1.617
4.624
0.969 0
30.263
32.739
1.917
0.099
32.180
34.705
64.360
69.410
1.117
385.554 5 27.664 5 0.042 791 0.000 390 0.042 401 0.047 360 0.153 544
2.943
7.567
0.963 3
25.488
27.875
1.810
0.107
27.298
29.739
54.596
59.478
1.130
349.793 0 35.761 5 0.055 316 0.000 686 0.054 630 0.061 706 0.215 250
4.521
12.088
0.958 6
22.539
24.014
1.738
0.073
24.277
25.788
48.554
51.575
1.146
319.019 6 30.773 4 0.047 600 0.000 747 0.046 854 0.053 706 0.268 956
4.424
16.512
0.953 1
19.840
21.189
1.665
0.072
21.505
22.891
43.009
45.782
1.159
287.448 5 31.571 1 0.048 834 0.001 015 0.047 819 0.055 427 0.324 383
5.155
21.667
0.948 7
18.096
18.968
1.615
0.050
19.711
20.608
39.423
41.216
1.174
263.750 5 23.698 0 0.036 656 0.000 926 0.035 730 0.041 954 0.366 336
4.257
25.924
0.938 3
14.964
16.530
1.516
0.099
16.480
18.096
32.960
36.191
1.184
216.872 5 46.878 0 0.072 511 0.002 184 0.070 326 0.083 275 0.449 611
10.106
36.030
0.929 5
13.035
14.000
1.448
0.068
14.483
15.482
28.966
30.963
1.211
188.152 2 28.720 3 0.044 425 0.002 087 0.042 338 0.051 274 0.500 885
7.080
43.111
0.918 3
11.181
12.108
1.375
0.072
12.557
13.520
25.114
27.040
1.232
160.742 0 27.410 2 0.042 398 0.002 645 0.039 753 0.048 977 0.549 862
7.801
50.912
0.909 5
10.046
10.614
1.327
0.048
11.374
11.965
22.747
23.931
1.259
143.434 6 17.307 4 0.026 771 0.002 086 0.024 685 0.031 088 0.580 949
5.467
56.378
0.900 3
9.074
9.560
1.283
0.044
10.357
10.865
20.714
21.730
1.280
129.970 0 13.464 6 0.020 827 0.002 122 0.018 705 0.023 938 0.604 887
4.623
61.001
0.893 3
8.446
8.760
1.253
0.030
9.699
10.028
19.398
20.056
1.301
120.995 9
8.974 1 0.013 881 0.001 571 0.012 310 0.016 021 0.620 908
3.304
64.304
0.862 4
6.438
7.442
1.144
0.108
7.582
8.640
15.164
17.281
1.310
95.801 5 25.194 4 0.038 971 0.005 926 0.033 045 0.043 276 0.664 184
11.416
75.720
0.818 5
4.758
5.598
1.035
0.110
5.793
6.687
11.586
13.375
1.373
77.136 6 18.664 9 0.028 871 0.007 059 0.021 812 0.029 943 0.694 127
10.338
86.058
0.779 6
3.828
4.293
0.962
0.072
4.790
5.291
9.580
10.583
1.469
67.901 5
9.235 1 0.014 285 0.005 296 0.008 989 0.013 207 0.707 334
5.515
91.573
0.740 1
3.166
3.497
0.903
0.059
4.070
4.430
8.139
8.860
1.552
61.763 2
6.138 3 0.009 495 0.004 588 0.004 906 0.007 614 0.714 948
3.742
95.314
0.700 5
2.677
2.922
0.854
0.049
3.531
3.801
7.063
7.601
1.636
57.347 5
4.415 7 0.006 830 0.003 981 0.002 849 0.004 662 0.719 610
2.640
97.955
0.660 5
2.298
2.487
0.812
0.042
3.109
3.320
6.219
6.641
1.723
53.912 4
3.435 1 0.005 313 0.003 533 0.001 780 0.003 067 0.722 677
1.972
99.927
0.620 4
1.996
2.147
0.775
0.037
2.771
2.940
5.542
5.880
1.812
51.118 0
2.794 4 0.004 322 0.003 158 0.001 165 0.002 111 0.724 788
1.524
101.451
0.580 5
1.752
1.874
0.742
0.033
2.494
2.632
4.988
5.265
1.905
48.750 9
2.367 1 0.003 661 0.002 840 0.000 821 0.001 564 0.726 352
1.255
102.705
0.540 6
1.549
1.651
0.712
0.030
2.261
2.378
4.522
4.755
2.001
46.669 7
2.081 2 0.003 219 0.002 602 0.000 618 0.001 236 0.727 588
1.093
103.798
0.500 5
1.377
1.463
0.684
0.027
2.061
2.161
4.122
4.322
2.102
44.785 6
1.884 1 0.002 914 0.002 423 0.000 491 0.001 032 0.728 620
1.002
104.800
0.460 4
1.229
1.303
0.659
0.025
1.887
1.974
3.775
3.949
2.209
43.035 4
1.750 2 0.002 707 0.002 271 0.000 436 0.000 963 0.729 583
1.020
105.821
0.420 5
1.100
1.164
0.635
0.024
1.735
1.811
3.470
3.623
2.324
41.388 4
1.647 0 0.002 548 0.002 144 0.000 404 0.000 939 0.730 522
1.082
106.903
0.379 7
0.984
1.042
0.612
0.023
1.596
1.666
3.192
3.331
2.445
39.769 8
1.618 6 0.002 504 0.002 103 0.000 401 0.000 980 0.731 502
1.228
108.131
5
Z
8
8
3
1
-2
:
2
0
1
0
26
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
p/p0 a)
rK b)
Krc)
t d)
∆t e)
rp f)
prg)
dp h)
p
di)
Q j)
VN k)
∆V l)
∆Vl m)
∆Vf n), o)
∆Vk o), p)
∆Vp o), q)
ΣVp o), r)
∆ap o), s)
Σap o), t)
nm
nm
nm
nm
nm
nm
nm
nm
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
cm3/g
m2/g
m2/g
0.342 5
0.889
0.937
0.592
0.020
1.481
1.538
2.962
3.077
2.584 38.334 9
1.434 9
0.002 220 0.001 865 0.000 354 0.000 916 0.732 418
1.237
109.368
0.322 3
0.842
0.866
0.581
0.011
1.422
1.452
2.845
2.903
2.744 37.588 2
0.746 7
0.001 155 0.001 002 0.000 153 0.000 419 0.732 837
0.589
109.957
0.302 3
0.797
0.819
0.570
0.011
1.367
1.395
2.734
2.789
2.825 36.815 0
0.773 2
0.001 196 0.000 987 0.000 209 0.000 591 0.733 428
0.865
110.822
0.276 5
0.741
0.769
0.557
0.014
1.298
1.332
2.596
2.665
2.900 35.817 7
0.997 3
0.001 543 0.001 272 0.000 270 0.000 784 0.734 212
1.207
112.029
0.251 0
0.689
0.715
0.543
0.013
1.233
1.265
2.466
2.531
3.016 34.806 2
1.011 5
0.001 565 0.001 267 0.000 298 0.000 898 0.735 109
1.456
113.485
0.225 6
0.640
0.665
0.530
0.013
1.170
1.201
2.340
2.403
3.140 33.772 4
1.033 8
0.001 599 0.001 283 0.000 316 0.000 992 0.736 102
1.696
115.181
0.200 8
0.594
0.617
0.517
0.013
1.111
1.140
2.221
2.281
3.277 32.741 3
1.031 1
0.001 595 0.001 287 0.000 308 0.001 011 0.737 112
1.820
117.001
0.175 2
0.547
0.570
0.503
0.014
1.050
1.080
2.100
2.161
3.420 31.603 8
1.137 5
0.001 759 0.001 378 0.000 381 0.001 303 0.738 415
2.481
119.483
0.150 4
0.503
0.525
0.489
0.014
0.992
1.021
1.985
2.042
3.590 30.437 2
1.166 6
0.001 804 0.001 411 0.000 394 0.001 413 0.739 829
2.849
122.332
0.125 3
0.459
0.481
0.474
0.015
0.933
0.963
1.867
1.926
3.772 29.157 4
1.279 8
0.001 980 0.001 537 0.000 443 0.001 671 0.741 500
3.581
125.913
0.099 8
0.414
0.436
0.458
0.016
0.872
0.903
1.744
1.805
3.981 27.691 1
1.466 3
0.002 268 0.001 729 0.000 539 0.002 145 0.743 645
4.920
130.833
注記 ケルビン式は,約0.9 nm以下の半径をもつ細孔に適用できないので,相対圧約0.09で計算を終了することが望ましい。
注a) p/p0は,圧力減少方向での実験的相対圧であり,最初は最も高い相対圧となる。
b) rKは,細孔内で凝縮した吸着質の曲率半径であり,次の式で示される。
)
/
(
ln
/
953
.0
0
K
p
p
r
−
=
c)
Krは,rKのステップの平均値。
d) tは,実験的又は理論的に求められた参照吸着等温線から得られる相対圧での窒素の多分子層吸着膜の平均厚さである。例えば次の式で与えられる。
[
]
3
/1
0)
/
(
ln
/5
354
.0
p
p
t
−
=
e) ∆tは,高い圧力から低い圧力への移行過程における厚さの変化量である。
f) rpは,細孔半径であり,次の式で示される。
t
r
r
+
=K
p
(シリンダ型細孔を仮定)
g)
prは,rpのステップ平均値。
h) dpは,細孔直径。
p
p
2r
d=
i)
pdは,dpのステップ平均値。
j) Qは,凝縮体体積を細孔容積に修正するときに使われる容積補正因子であり,次の式で与えられる。
[
]2
K
p
)
(/
t
r
r
Q
∆
+
=
。細孔の総長さを基礎とし,細孔壁への
体積吸着量を考慮した他の方法もある。
k) VNは,最低圧力から圧力上昇方向への吸着した窒素の累積容積であり,標準状態におけるガスとして示される。
l) ∆Vは,該当するステップにおける窒素の体積吸着量。
m) ∆Vlは,そのステップでの窒素の体積吸着量であり,液体の体積として表現される。
3
l
10
8
546
.1
−
×
∆
=
∆
V
V
n) ∆Vfは,毛管凝縮によって満たされていない細孔の壁における窒素吸着膜の薄膜化に伴う窒素の脱着量である。最初の行に対してその値はゼロである。なぜな
ら,最高圧力ではすべての細孔が満たされているためである。この典型的な例として,∆Vfは露出した細孔壁の表面積から次の式で計算される。
∆
×
=
∆
−
t
V
3
f
10
85
.0
(一つ前のΣap)
細孔壁を含めないで∆Vfを計算する他の方法もある。
o) 14列以降からは,それぞれの行の計算は,次の行に進む前に完成させることが望ましい。
5
Z
8
8
3
1
-2
:
2
0
1
0
27
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
p) ∆Vkは,除去された毛管凝縮容積であり,次の式で与えられる。
f
l
k
V
V
V
∆
−
∆
=
∆
q) ∆Vpは,
Q
V
V
∆
=
∆
k
p
で与えられる細孔容積である。
r) ΣVpは,除かれた累積細孔容積であり,∆Vpと前の全∆Vpとの和として計算される。
s) ∆apは,体積∆Vpに含まれる細孔壁の表面積であり,シリンダ型細孔を仮定すると次の式で与えられる。
p
p
3
p
/
10
2
r
V
a
∆
×
=
∆
t) Σapは,露出された累積表面積であり,その行の∆apと前の全∆apとの和として計算される。
5
Z
8
8
3
1
-2
:
2
0
1
0
28
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 8831-2:2010 粉体(固体)の細孔径分布及び細孔特性−第2部:
ガス吸着によるメソ細孔及びマクロ細孔の測定方法
ISO 15901-2:2006 Pore size distribution and porosity of solid materials by mercury porosimetry
and gas adsorption−Part 2: Analysis of mesopores and macropores by gas adsorption
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の箇条ごとの評価及びその
内容
(Ⅴ)JISと国際規格との技術的差異の理由及び今後の対策
箇条番
号及び
題名
内容
箇条番
号
内容
箇条ご
との評
価
技術的差異の内容
規格名
称
ISO 15901-1に相
当する水銀圧入
法を除いている。
規格名
称
ISO 15901-1で水銀圧
入法を規定している。
なし。
技術的内容は同等。
必要に応じて,JISでも水銀圧入法の導入を検討する。
1 適用
範囲
ガス吸着による
粉体(固体)の2
〜50 nmの間の
メソ細孔及び50
〜100 nmの間の
マクロ細孔の特
性及び細孔径分
布の測定方法に
ついて規定。固体
内部に存在し,外
表面に到達(連
結)していない閉
そく(塞)孔は除
く。
1
JISと同じ内容に加
え,吸着ガス及び温度
などの学術的一般事
項も規定している。
削除
JISでは,学術的一般
事項を削除し,適用範
囲に相当するものだ
けを規定。
技術的内容は同等。
5
Z
8
8
3
1
-2
:
2
0
1
0
29
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の箇条ごとの評価及びその
内容
(Ⅴ)JISと国際規格との技術的差異の理由及び今後の対策
箇条番
号及び
題名
内容
箇条番
号
内容
箇条ご
との評
価
技術的差異の内容
3 用語
及び定
義
3.22 脱着
3.23 フリースペ
ース
3.24 ケルビン半
径
3.25 マニフォー
ルド
3.26 細孔特性
3
−
追加
JISでは,国際規格の
本文中に記載されて
いる五つの用語を追
加。
技術的内容は同等。
4 記号 ap
−
na
nm
na, x
4
aʼp
na
nʼa
nʼm
nʼa,x
変更
削除
変更
変更
変更
JISでは,“ʼ”を削除
した。
技術的内容は同等。
国際規格の修正を提案する。
9 定容
量法で
の吸着
量測定
9.2.1 概要
−
9.2.1
JISと同じ内容に加
え,市販装置に関する
事項を説明している。
削除
JISでは,市販装置に
おける一般的性能に
関する説明を削除。
技術的内容は同等。
10
流
通容量
法
10.4 流通容量法
の計算
10.4
JISとほぼ同じ
追加
JISでは,補足説明を
加えている。
技術的内容は同等。
14.1 参
照吸着
等温線
の利用
式(13)
m
a
a
n
n
t
δ
=
14.1
式(13)
m
a
a
n
n
t
′
′
=
δ
変更
JISでは,“ʼ”を削除
した。
技術的内容は同等。
国際規格の修正を提案する。
5
Z
8
8
3
1
-2
:
2
0
1
0
30
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的
差異の箇条ごとの評価及びその
内容
(Ⅴ)JISと国際規格との技術的差異の理由及び今後の対策
箇条番
号及び
題名
内容
箇条番
号
内容
箇条ご
との評
価
技術的差異の内容
14.4 細
孔径分
布の表
現法
図3
X
細孔径 (nm)
Y1 累積細孔容
積 (cm3·g−1)
Y2 累積細孔表
面積 (m2·g−1)
14.4
図3
X
細孔径
Y1 累積細孔容積
Y2 累積細孔表面積
追加
JISでは,単位を追加
した。
技術的内容は同等。
国際規格の修正を提案する。
JISと国際規格との対応の程度の全体評価:ISO 15901-2:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD················ 国際規格を修正している。
5
Z
8
8
3
1
-2
:
2
0
1
0
31
Z 8831-2:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS Z 8202-0 量及び単位−第0部:一般原則
注記 対応国際規格:ISO 31-0,Quantities and units−Part 0: General principles (IDT)
JIS Z 8831-3 粉体(固体)の細孔径分布及び細孔特性−第3部:ガス吸着によるミクロ細孔の測定方法
注記 対応国際規格:ISO 15901-3,Pore size distribution and porosity of solid materials by mercury
porosimetry and gas adsorption−Part 3: Analysis of micropores by gas adsorption (IDT)
[1] Sing, K.S.W., Everett, D.H., Haul, R.A.W., Moscou, L., Pierotti, R.A., Rouquérol, J. and Siemieniewska, T.
IUPAC Recommendations 1984. Reporting Physisorption Data for Gas Solid Systems with Special
Reference to the Determination of Surface Area and Porosity. Pure & Appl. Chem., 57, 1985, pp.603-319.
[2] Gregg, S.J. and Sing, K.S.W. Adsorption, Surface Area and Porosity, 2nd edition, Academic Press, San Diego
1982, pp 89-105.
[3] Gläser, M., Kochsiek, M. (eds.). Comprehensive Mass Metrology. Wiley-VCH, Weinheim 2000, p. 371-388.
[4] Rouquérol, F., Rouquérol, J., Sing, K. Adsorption by Powders and Porous Solids. Academic Press, San Diego
1999, p.200.
[5] Barrett, E.P., Joyner, LS. and Halenda, P.P. J. Am. Chem. Soc., 73, 1951, pp. 373-380.