Z 8801-1:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 呼び方···························································································································· 2
5 金属製ふるい網 ················································································································ 2
5.0A 金属製ふるい網の網の織り方 ························································································· 2
5.1 ふるい網の目開き及び線径 ······························································································ 3
5.2 検査方法 ······················································································································ 6
5.3 試験用ふるいの適合性の書類 ··························································································· 8
6 試験用ふるいの枠 ············································································································· 9
7 材料······························································································································ 10
8 表示······························································································································ 10
附属書A(参考)試験用ふるいの記録カードの例 ······································································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
Z 8801-1:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
粉体工業技術協会(APPIE)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。これによって,JIS Z 8801-1:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 8801の規格群には,次に示す部編成がある。
JIS Z 8801-1 第1部:金属製網ふるい
JIS Z 8801-2 第2部:金属製板ふるい
JIS Z 8801-3 第3部:電成ふるい
日本工業規格 JIS
Z 8801-1:2019
試験用ふるい−第1部:金属製網ふるい
Test sieves-Part 1: Test sieves of metal wire cloth
序文
この規格は,2016年に第5版として発行されたISO 3310-1を基とし,国内の実情に合わせるため,技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,鉱工業などの分野において,原料,中間製品又は最終製品となる粉粒体状物質のふるい分
け試験に用いる金属製網ふるい(以下,試験用ふるいという。)について規定する。
この規格は,公称目開き20 µm〜125 mmの試験用ふるいに適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3310-1:2016,Test sieves−Technical requirements and testing−Part 1: Test sieves of metal wire
cloth(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7184 測定投影機
JIS B 7507 ノギス
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4309 ステンレス鋼線
JIS H 3100 銅及び銅合金の板及び条
JIS H 3260 銅及び銅合金の線
JIS H 3270 ベリリウム銅,りん青銅及び洋白の棒及び線
ISO 565,Test sieves−Metal wire cloth, perforated metal plate and electroformed sheet−Nominal sizes of
openings
ISO 2395,Test sieves and test sieving−Vocabulary
2
Z 8801-1:2019
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 2395によるほか,次による。
3.1
試験用ふるい(test sieve)
(粒子径計測における)ふるいによる測定に用いる測定装置。
注記 ISO/IEC Guide 99:2007[International vocabulary of metrology−Basic and general concepts and
associated terms (VIM)]には,“測定装置”とは単体で又は他の補助的機器と併せて,測定を行
う装置と規定されている。
4
呼び方
4.1
試験用ふるいの呼び方は,規格番号又は製品の名称,公称目開き,並びに枠の直径及び深さによる。
また,ふるい網の織り方があや織の場合には,“あや織”と指定する。
4.2
公称目開き1 mm以上の目開き寸法は,ミリメートル(mm)単位で表し,公称目開き1 mm未満の
目開き寸法は,マイクロメートル(µm)単位で表す。
例1 JIS Z 8801-1 目開き5.6 mm,枠の径200 mm,深さ45 mm
例2 試験用ふるい 目開き45 µm,枠の直径75 mm,深さ20 mm,あや織
5
金属製ふるい網
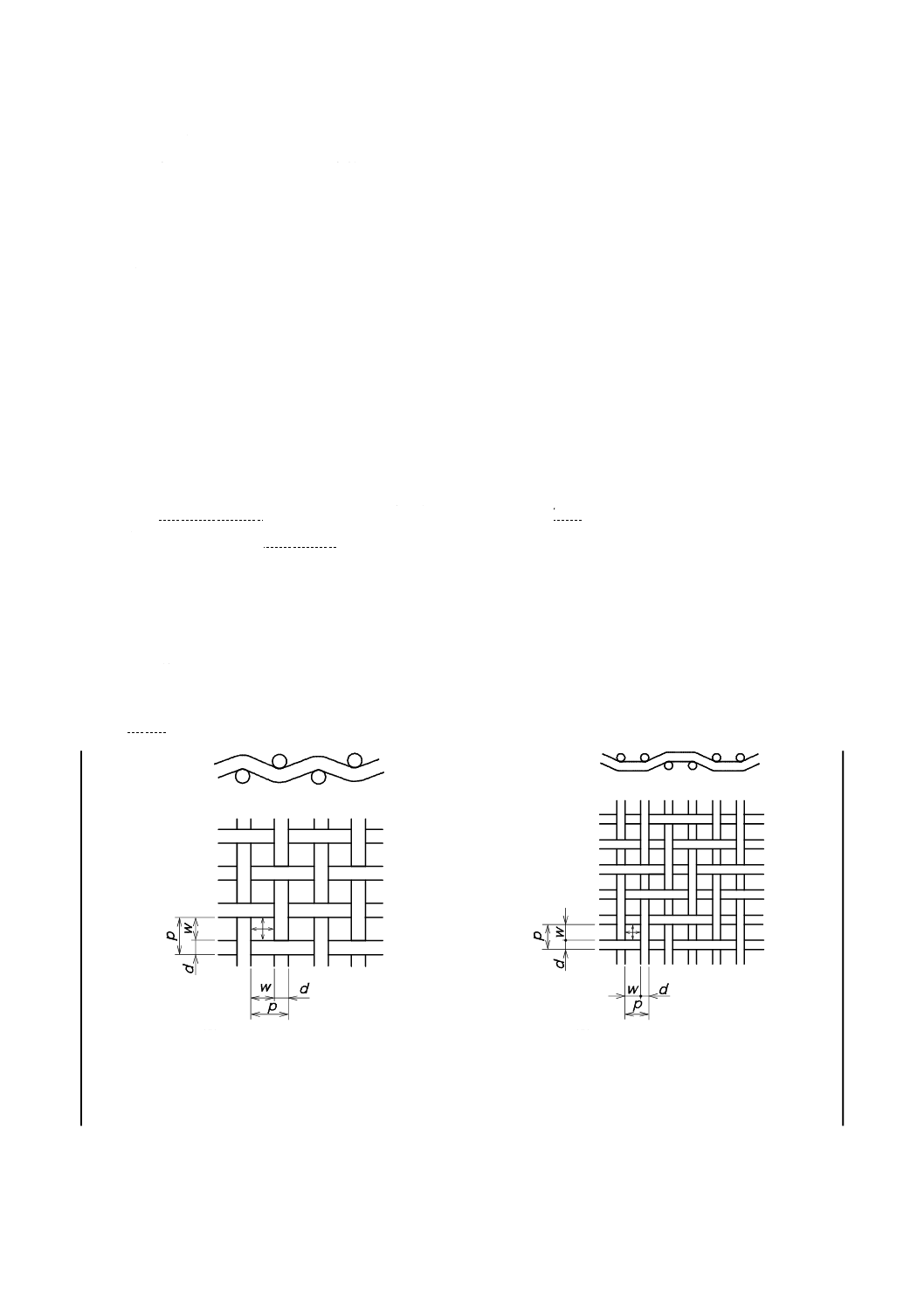
5.0A 金属製ふるい網の網の織り方
金属製のふるい網(以下,ふるい網という。)は,ふるい目の形状が正方形となるように,図1に示すよ
うに金属線を直角に織ったもの(平織)とする。公称目開き45 µm以下のふるい網は,図2に示すように
あや織としてもよい。
注記 平織とあや織とでは,ふるい分け特性が異なる場合があることに注意する。
w:ふるいの目開き
d:金属線の直径
p:ピッチ(w+d)
w:ふるいの目開き
d:金属線の直径
p:ピッチ(w+d)
図1−平織のふるい網
図2−あや織りのふるい網
3
Z 8801-1:2019
5.1
ふるい網の目開き及び線径
5.1.0A ふるい網の目開き
ふるい網の公称目開きは,表1,表2及び表3による。
通常,試験用ふるいを使用する場合は,表1,表2及び表3の公称目開きのうちから,できる限り主寸
法系列の目開きのふるいを用い,必要な場合は,補助寸法系列の目開きのふるいを用いてもよい。
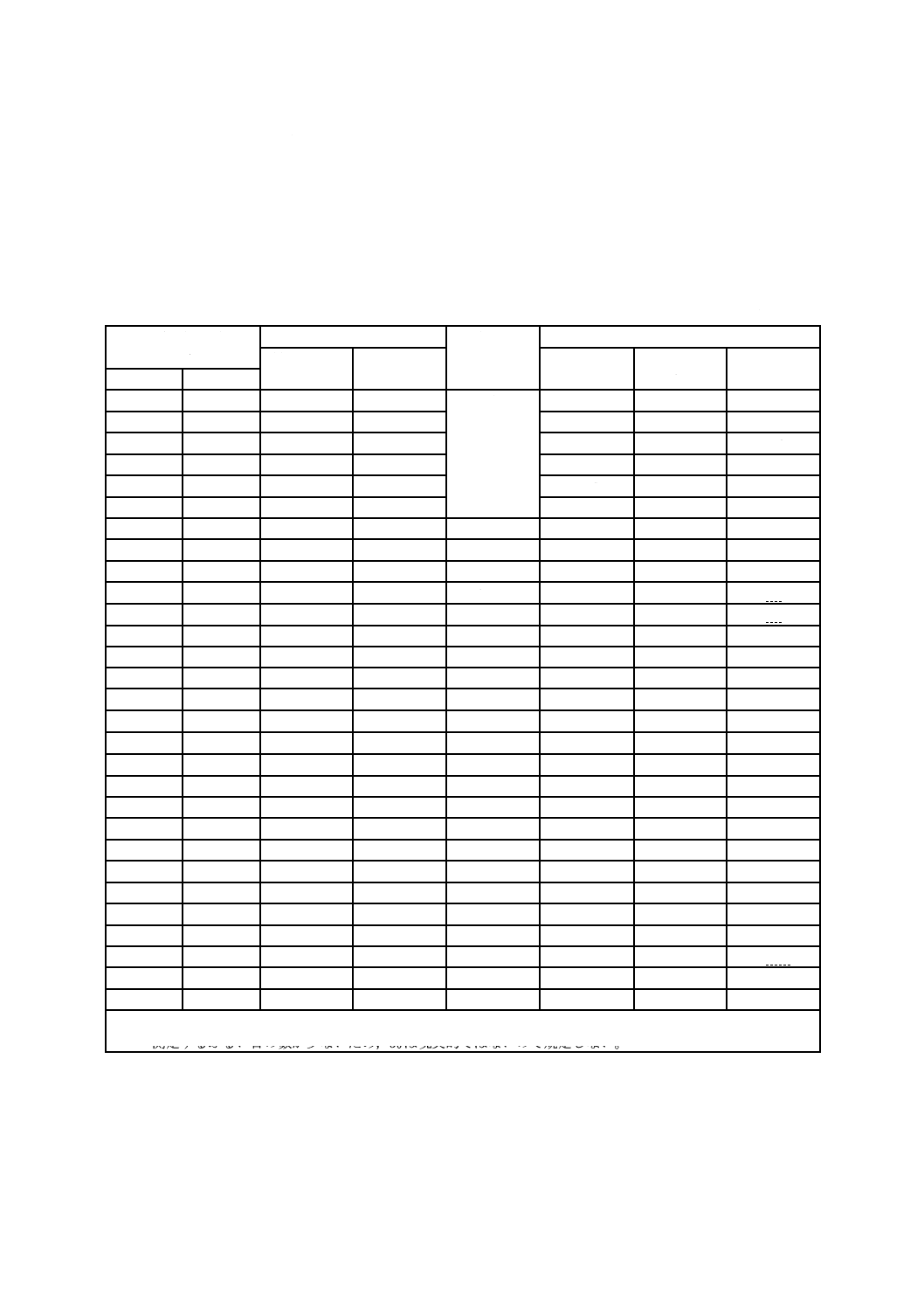
表1−ふるい網の目開き及び線径(公称目開き1 mm以上)
単位 mm
公称目開きa)
W
目開きの許容差
目開きの
最大標準偏差
σ0
線径
最大目開き
+X
平均目開き
±Y
推奨線径
dnom
最大線径
dmax
最小線径
dmin
主寸法
補助寸法
125
125
4.056
3.296
b)
8
9.2
6.8
106
3.590
2.805
6.3
7.2
5.4
90
90
3.180
2.389
6.3
7.2
5.4
75
2.779
1.999
6.3
7.2
5.4
63
63
2.443
1.685
5.6
6.4
4.8
53
2.150
1.423
5
5.8
4.3
45
45
1.906
1.212
1.000
4.5
5.2
3.8
37.5
1.667
1.014
1.000
4.5
5.2
3.8
31.5
31.5
1.467
0.855
0.907
4
4.6
3.4
26.5
1.292
0.722
0.757
3.55
4.1
3.0
22.4
22.4
1.143
0.613
0.641
3.55
4.1
3.0
19
1.013
0.522
0.547
3.15
3.6
2.7
16
16
0.894
0.441
0.462
3.15
3.6
2.7
13.2
0.777
0.365
0.392
2.8
3.2
2.4
11.2
11.2
0.690
0.311
0.339
2.5
2.9
2.1
9.5
0.613
0.265
0.294
2.24
2.6
1.9
8
8
0.542
0.224
0.254
2
2.3
1.7
6.7
0.477
0.189
0.218
1.8
2.1
1.5
5.6
5.6
0.420
0.159
0.188
1.6
1.9
1.3
4.75
0.373
0.135
0.164
1.6
1.9
1.3
4
4
0.330
0.114
0.143
1.4
1.7
1.2
3.35
0.292
0.096
0.124
1.25
1.5
1.06
2.8
2.8
0.257
0.081
0.108
1.12
1.3
0.95
2.36
0.228
0.069
0.094
1
1.15
0.85
2
2
0.204
0.059
0.083
0.9
1.04
0.77
1.7
0.182
0.050
0.073
0.8
0.92
0.68
1.4
1.4
0.159
0.042
0.063
0.71
0.82
0.60
1.18
0.142
0.036
0.056
0.63
0.72
0.54
1
1
0.127
0.030
0.049
0.56
0.64
0.48
注a) 公称目開きは,ISO 565の表1(主寸法:R20/3,補助寸法:R40/3)による。
b) 測定するふるい目の数が少ないため,σ0は現実的ではないので規定しない。
4
Z 8801-1:2019
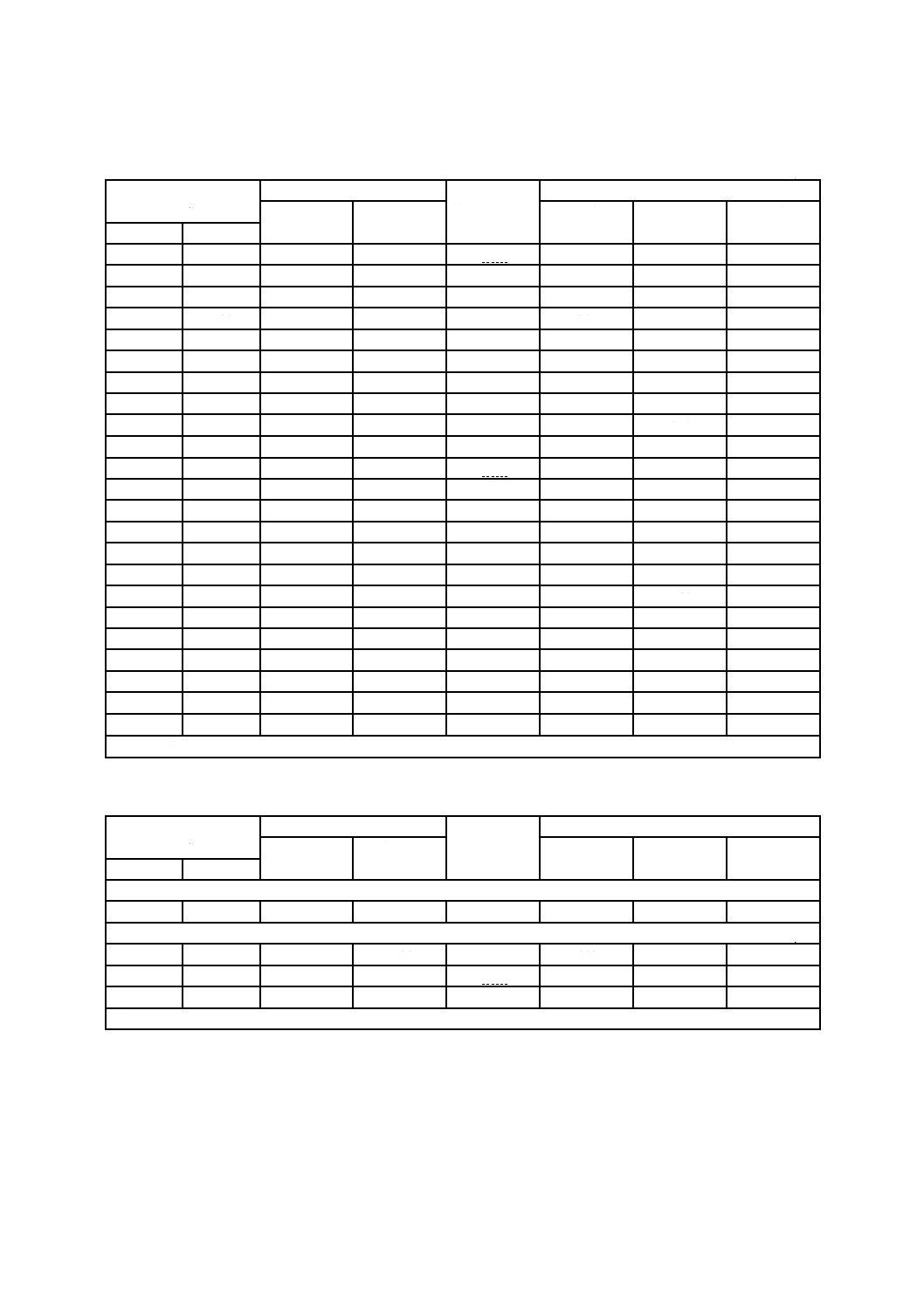
表2−ふるい網の目開き及び線径(公称目開き1 mm未満)
単位 µm
公称目開きa)
W
目開きの許容差
目開きの
最大標準偏差
σ0
線径
最大目開き
+X
平均目開き
±Y
推奨線径
dnom
最大線径
dmax
最小線径
dmin
主寸法
補助寸法
850
113.9
26.2
43.7
500
580
430
710
710
101.1
22.2
38.4
450
520
380
600
90.6
19.0
34.0
400
460
340
500
500
80.5
16.2
30.0
315
360
270
425
72.5
14.0
26.8
280
320
240
355
355
64.7
12.0
23.7
224
260
190
300
58.2
10.4
21.2
200
230
170
250
250
52.0
8.9
18.8
160
190
130
212
47.1
7.8
16.9
140
170
120
180
180
42.7
6.8
15.3
125
150
106
150
38.3
6.0
13.6
100
115
85
125
125
34.5
5.2
12.2
90
104
77
106
31.4
4.7
11.1
71
82
60
90
90
28.6
4.2
10.1
63
72
54
75
25.9
3.7
9.1
50
58
43
63
63
23.6
3.4
8.3
45
52
38
53
21.5
3.1
7.6
36
41
31
45
45
19.7
2.8
6.9
32
37
27
38
18.1
2.6
6.4
30
35
24
Rʼ10
32
16.6
2.4
5.9
28
33
23
25
14.8
2.2
5.2
25
29
21
20
13.3
2.1
4.7
20
23
17
注a) 公称目開きは,ISO 565の表2(主寸法:R20/3,補助寸法:R40/3)による。
表3−ふるい網の目開き及び線径(表1及び表2に含まれないもの)
公称目開きa)
W
目開きの許容値
目開きの
最大標準偏差
σ0
線径
最大目開き
+X
平均目開き
±Y
推奨線径
dnom
最大線径
dmax
最小線径
dmin
主寸法
補助寸法
単位 mm
1.6
0.175
0.047
0.070
0.8
0.92
0.68
単位 µm
160
39.8
6.3
14.2
112
130
95
100
30.4
4.5
10.7
71
82
60
80
26.8
3.9
9.5
56
64
48
注a) 公称目開きは,ISO 565の表1及び表2(補助寸法:R20)による。
5.1.1
目開きの許容差及び標準偏差
5.1.1.1
表1,表2及び表3の最大目開きの公称目開きに対する許容差X,平均目開きの公称目開きに対
する許容差Y及び最大標準偏差σ0は,縦線方向及び横線方向にそれぞれふるい目の中央線上で測定した目
開きに適用する(図1及び図2参照)。X,Y及びσ0は,式(1)〜式(7)から求めるが,表1,表2及び表3に
規定する値を適用する。
5
Z 8801-1:2019
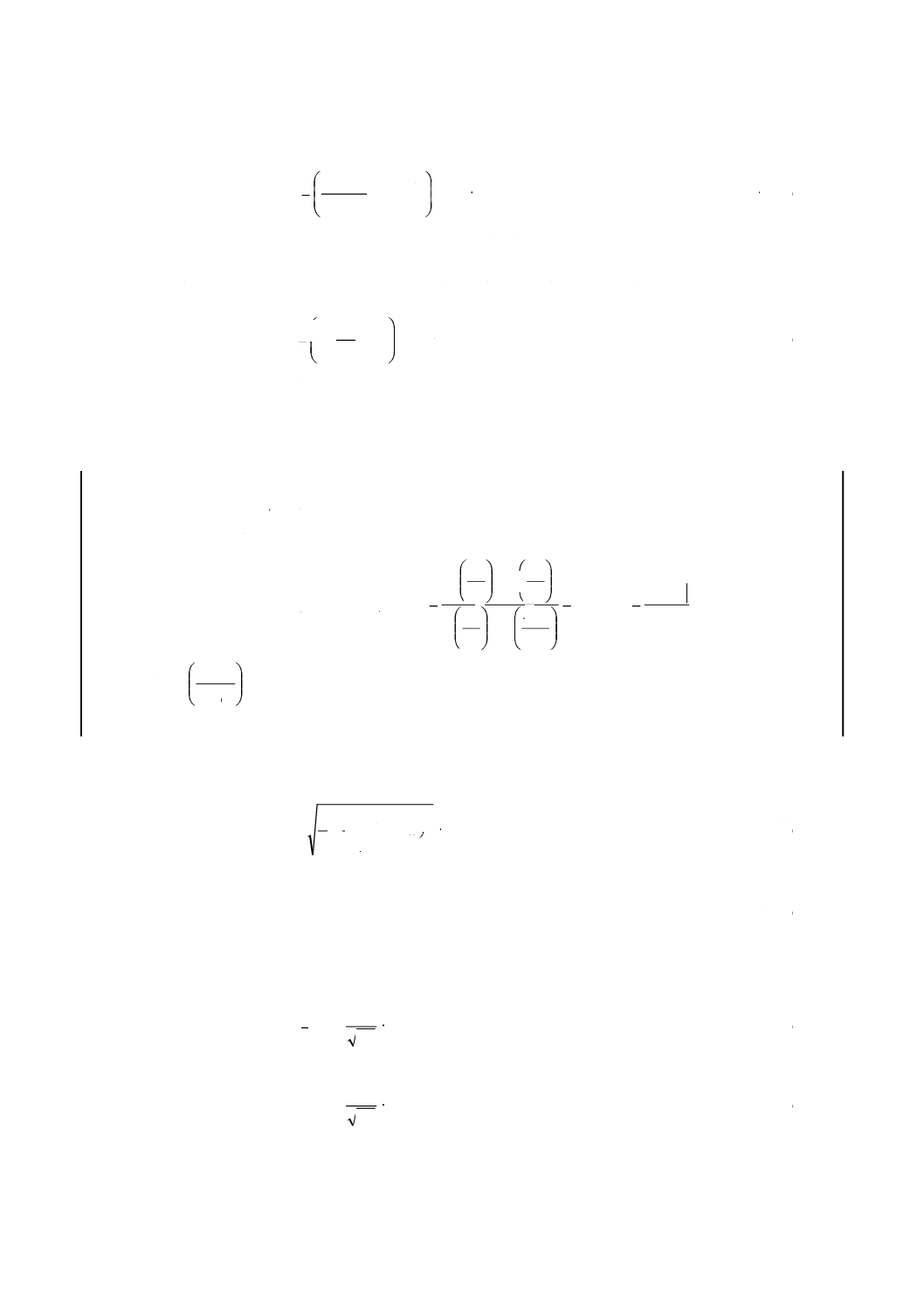
5.1.1.2
全ての目開きは,公称目開きWからの差が,式(1)から求まるXの値を超えてはならない。
9.0
4
3
2
25
.0
75
.0
×
+
=
W
W
X
·························································· (1)
ここに,
W: 公称目開き(µm)
X: 最大目開きの許容差(µm)
5.1.1.3
平均目開きwは,公称目開きWからの差が,式(2)から求まる±Yの値を超えてはならない。
9.0
6.1
27
98
.0
×
+
=W
Y
································································· (2)
ここに,
W: 公称目開き(µm)
Y: 平均目開きの許容差(µm)
5.1.1.4
目開きの標準偏差は,縦線方向及び横線方向とも,表1,表2及び表3のσ0の値を超えてはなら
ない。
この最大標準偏差σ0は,式(3)のように,平均値をW,標準偏差をσ0,最小値を0,最大値をW+Xとす
る切断正規分布FTN (x, W, σ0, 0, W+X) において,W+ZとW+Xとの間に入る目開きが全ての目開きの5 %
以下となるように規定した。
2
%,
5
)
(
)
(
0
0
0
0
Y
X
Z
σ
W
Φ
σ
X
Φ
σ
Z
Φ
σ
X
Φ
Z
W
F
X
W
F
+
=
=
−
−
−
=
+
−
+
··············· (3)
ここで,
−0
σ
W
x
Φ
は,平均値をW,標準偏差をσ0とする正規分布の積算表示である。また,F(x)=FTN
(x, W, σ0, 0, W+X) として定数部分を略した。
標準偏差sは,表5に示す最小測定個数又はそれ以上のふるい目の数n個を測定し,式(4)によって計算
する。
∑
=
−
−
=
n
i
iw
w
n
s
1
2)
(
1
1
································································ (4)
この場合,標準偏差の推定値σsは,式(5)によって計算する。
σs=K×s ·················································································· (5)
ここで,Kの値は,表5の“合格証明書又は検査証明書のとき”の係数K又は“校正証明書のとき”の
係数Kによる。
“合格証明書又は検査証明書のとき”の係数Kの値は,式(6)によって計算してもよい。
n
K
2
5.2
2.1+
=
··········································································· (6)
“校正証明書のとき”の係数Kの値は,式(7)によって計算してもよい。
n
K
2
0.3
2.1+
=
··········································································· (7)
6
Z 8801-1:2019
5.1.2
線径
5.1.2.1
表1,表2及び表3の線径は,ふるいの枠に網を張った状態で適用する。
5.1.2.2
線径は,表1,表2及び表3の推奨線径dnomであることが望ましい。この推奨線径dnomから外れ
る場合でも,表1,表2及び表3の最大線径dmax及び最小線径dminの範囲に収まらなければならない。こ
れらは推奨線径dnomの約±15 %である。
5.2
検査方法
ふるい網の検査は,次による。
a) 検査機器 検査機器は,次による。
1) 公称目開きが5.6 mm以上のふるい網は,JIS B 7507に規定するノギス又はこれと同等以上の性能を
もつ測定器を用いて測定する。
2) 公称目開きが4.75 mm以下のふるい網は,JIS B 7184に規定する測定投影機又はこれと同等以上の
性能をもつ拡大装置によって,表4に規定する拡大倍率以上にふるい目を拡大し,1)と同じノギス
又はこれと同等以上の性能をもつ測定器を用いて測定する。
3) 形状解析装置を使用する場合は,その測定精度は,1)又は2)の測定方法と同等又はそれ以上でなけ
ればならない。
b) 検査方法 検査方法は,次による。
1) 5.1のふるい網の目開き及び線径の検査を行うに当たっては,偏りなくサンプリングを行わなければ
ならない。
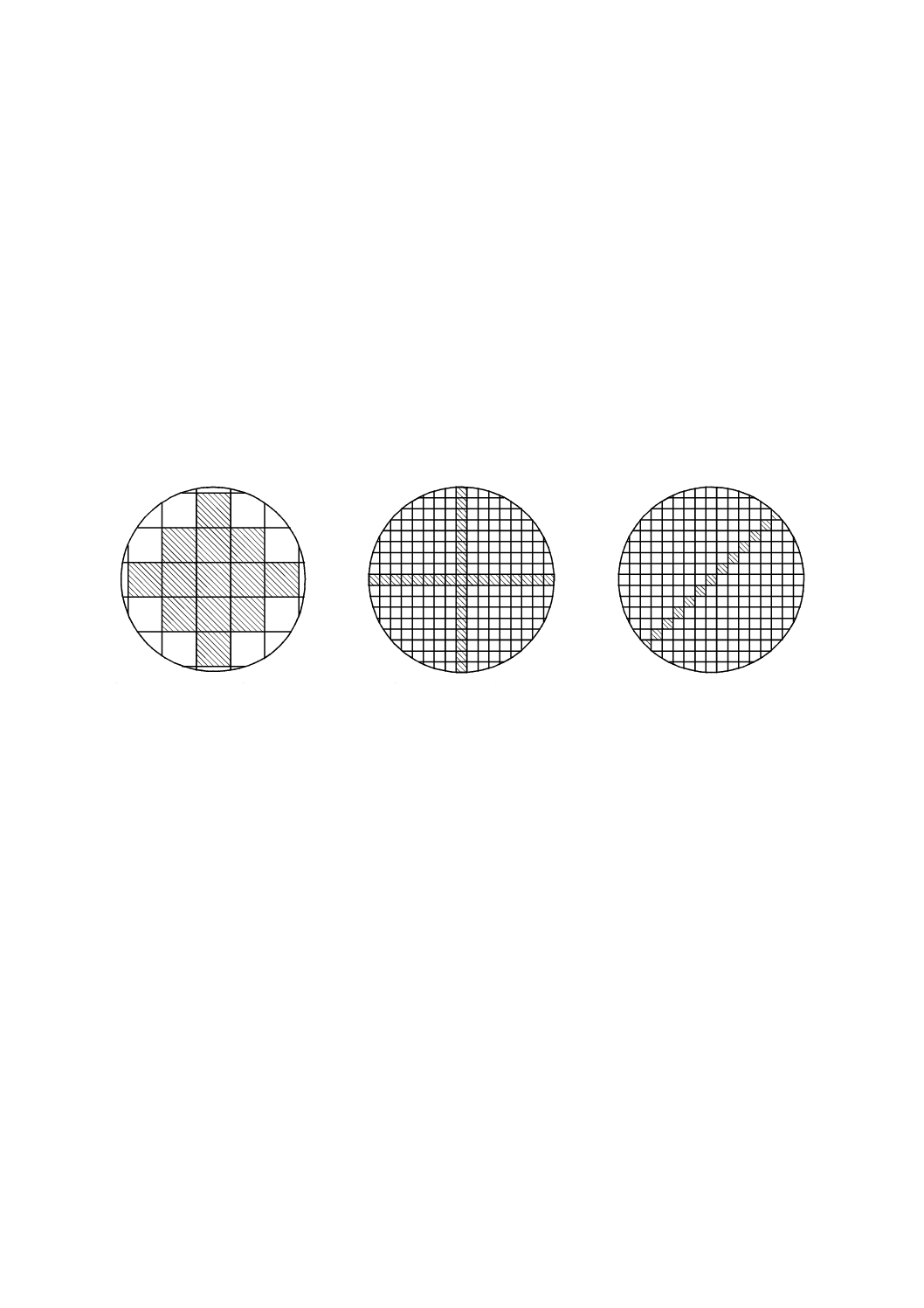
2) ふるい目の個数が20個以下の場合は,全てのふるい目を縦線方向及び横線方向の両方向で測定する
(図3参照)。
3) ふるい目の個数が20個を超える場合は,次の3.1)〜3.3)の検査を行う。3.2)及び3.3)では,目量が1
µmの装置又は平均目開きの許容差Yの1/4以下の目量をもつ装置のうち,いずれか適切な装置を使
用して目開きを測定する。
3.1) 検査1:ふるい網の外観の目視検査 ふるい網背面から均一な光を照らし,目視で検査する。この
とき,例えば,織りきず,しわ,たるみのような欠陥による透過光のむらがあってはならない。
3.2) 検査2:最大目開きの検査(許容差X) 最大目開きの許容差を超えるふるい目を検出するために,
全てのふるい目を注意深く観察し,最大目開きのふるい目を測定する。目開きの小さいふるい目
は,光学的に拡大すると正確に検査することができる。光学的方法の場合,表4に示した倍率を
使用することが望ましい。全てのふるい目は,許容差Xを超える寸法であってはならない。
表4−光学的方法による場合の倍率
公称目開き
5 mm〜500 µm
500 µm〜250 µm
250 µm〜20 µm
倍率
5〜20
20〜50
50〜500
3.3) 検査3:許容差Yと比較するための平均目開きw,最大標準偏差σ0と比較するための標準偏差及
び線径dの測定 図3,図4及び図5に,直径200 mmの試験用ふるいの場合について,ふるい目
を測定する場所を示す。
ふるいが3.1)及び3.2)に適合している場合,平均目開きの測定を次によって行う。
− 直径200 mmの試験用ふるいの縦線方向及び横線方向の両方向で測定するふるい目の最小個数
は,合格証明書,検査証明書又は校正証明書のときは,それぞれ表5に規定する個数とする。
− 直径200 mm以外の寸法の試験用ふるいの場合は,ふるい面の面積に比例して表5に規定した測
7
Z 8801-1:2019
定個数を修正することが望ましい。
− 平均目開きは,縦線及び横線にそれぞれに平行に,ふるい網の中心線に沿って2方向で別々に
測定する。測定するふるい目は,ふるい面の直径全体にわたるような箇所を選定する(図4及
び図5参照)。
線径の測定を目開き測定と同時ではなく別に行う場合は,縦線及び横線について,それぞれ少なく
とも10本の金属線の直径を測定する。
全てのふるい目を測定した場合は,標準偏差sを最大標準偏差σ0と比較する。また,表5に従って
全てのふるい目から少数個のふるい目を採用して測定した場合は,標準偏差σsをσ0と比較する。
平均目開きw,標準偏差σs及び線径dは,表1,表2及び表3の平均目開きの許容差,最大標準偏
差,最大線径及び最小線径に適合していなければならない。
目開きの大きいふるいでは,表5に規定する目開き個数を採取できないことがある。その場合には,
図4及び図5の方法において,直交方向及び対角線方向の各2方向を組み合わせて,目開きを採取し
てもよい。
全てのふるい目を測定する。
直径全長にわたって無作為にふる
い目を採取する。縦線方向(垂直)及
び横線方向(水平)の目開きは,別々
のふるい目について測定する。
対角線全長にわたって無作為にふ
るい目を採取する。一つのふるい目に
対して縦線方向及び横線方向の両方
向の寸法を測定してもよい。
図3−目開き20個以下の場合
図4−直交方向の検査の例
図5−対角線方向の検査の例
8
Z 8801-1:2019
表5−直径200 mmの試験用ふるいの場合のふるい目の最小測定個数
公称目開き
W a)
合格証明書又は検査証明書のとき
校正証明書のとき
最小測定個数
係数K b)
最小測定個数
係数K b)
単位 mm
125〜26.5
縦横それぞれについて全数を計測する。
(直径200 mm以上のふるいの場合,計測
するふるい目個数は最大25個とする。)
縦横それぞれについて全数を計測する。
(直径200 mm以上のふるいの場合,計測
するふるい目個数は最大50個とする。)
22.4
2×15
1.66
19〜16
2×15
1.66
2×24
1.63
13.5〜4
2×15
1.66
2×30
1.59
3.35〜2.36
2×20
1.60
2×40
1.54
2〜1.6
2×25
1.55
2×50
1.50
1.4〜1
2×40
1.48
2×80
1.44
単位 µm
850
2×40
1.48
2×80
1.44
710〜600
2×50
1.45
2×100
1.41
500〜425
2×60
1.43
2×120
1.39
355〜212
2×80
1.40
2×160
1.37
180〜90
2×100
1.38
2×200
1.35
80〜45
2×100
1.38
2×250
1.33
38〜20
2×100
1.38
2×300
1.32
注a) 表1,表2及び表3による。
b) Kは,式(5)によって標準偏差の推定値σsを計算する場合に用いる係数である。標準偏差の信頼区間を,
“合格証明書又は検査証明書のとき”は,99 %,“校正証明書のとき”は,99.74 %とする。
5.3
試験用ふるいの適合性の書類
5.3.1
試験用ふるいの記録カード
製造業者は,新しい試験用ふるいの場合に,5.2の手順によって検査したことを確認できるように,記録
カードを添付してもよい。この記録カードは,定期検査及び性能照合の結果を記録するために,その後の
検査にも使用できる。
記録カードの例を,附属書Aに示す。
5.3.2
証明書
次の証明書には,試験用ふるいの製造業者名,製造年月日及び製造番号を記載する。
a) 合格証明書 特別に要求がない場合には,製造業者は,試験用ふるいを5.2に従って検査し,この規
定に合格していることを示す合格証明書を発行する。この証明書は,試験用ふるいの記録カードと一
緒にしてもよい(5.3.1参照)。
b) 検査証明書 顧客からの要求がある場合には,製造業者は,ふるい網の縦線方向及び横線方向の両方
向に分けて,平均目開きの値を記載した試験用ふるいの検査証明書を発行することができる。
c) 校正証明書 顧客からの要求がある場合には,製造業者は,検査結果を記載した試験用ふるい校正証
明書を添付することができる。検査結果としては,次を記載する。
− 測定したふるい目個数及び網線の本数(表5参照)
− ふるい目の縦線方向及び横線方向の両方向それぞれに対する平均目開き
− 標準偏差
− 平均線径
9
Z 8801-1:2019
− 平織又はあや織のいずれかの旨
注記 ここでいう校正証明書は,認定機関からJIS Q 17025(試験所及び校正機関の能力に関する一般
要求事項)又はISO/IEC 17025(General requirements for the competence of testing and calibration
laboratories)の認定を受けた校正機関が,認定の範囲内で発行する試験用ふるいの認定校正証
明書をいう。
5.3.3
定期検査
この規格における寸法及び許容差は,新しい試験用ふるいに適用する。ふるいは,使用しているうちに
摩耗するので,毎回使用前にきず及び目詰まりを目視検査することが必要である。試験用ふるいは,使用
頻度に応じて定期的に再検査することが望ましい。
検査の方法は,5.2の手順を使用してふるい目を再測定することである。使用者に定期的な検査の体制が
ない場合は,試験用ふるいの製造業者,販売業者又は検査の専門家に依頼してもよい。
6
試験用ふるいの枠
試験用ふるいの枠(以下,ふるい枠という。)は,特に公称目開き4 mm以下のふるい網に対しては,直
径200 mmの丸形の金属製枠を使用することが望ましい。
ふるい分ける物質の量が少ない場合又は多い場合には,それぞれ直径が200 mmより小さい枠又は大き
い枠で,適切なものを使用してもよい。
ふるい枠の形状及び寸法は,ふるい分け操作の結果にはほとんど影響はない。
試験用ふるいは,蓋及び受器を付けて一組に完成させた場合,ふるい分け試験の操作中に試料が漏れな
いように組み立てることができなければならない。
ふるい枠は,滑らかに仕上げ,同一の公称枠寸法の他の試験用ふるい,蓋及び受器と容易に積み重ねて
使用できなければならない。
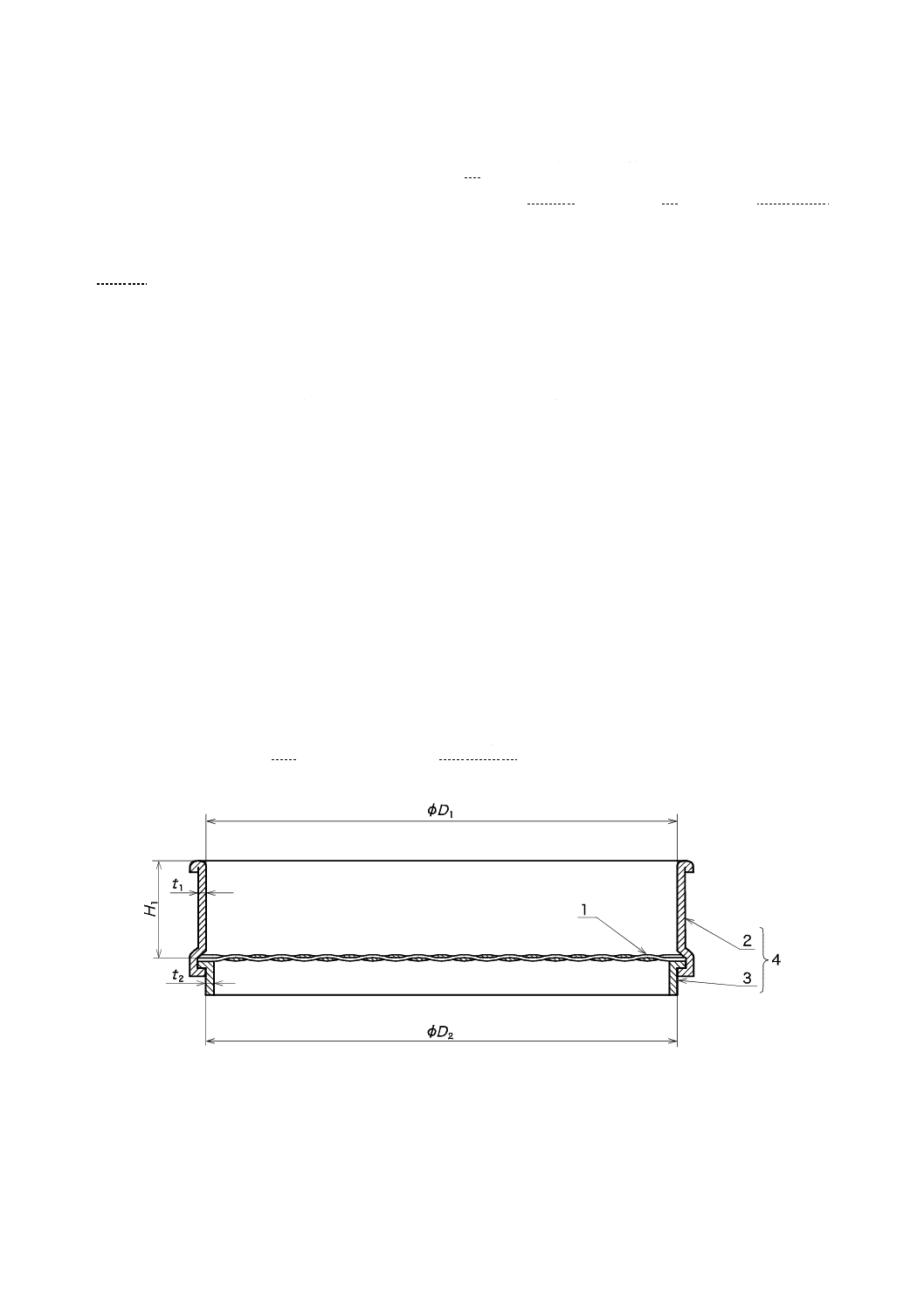
ふるい網とふるい枠とのシールは,ふるい分ける物質が入り込まない構造とする(図6参照)。
試験用ふるいの直径が300 mm,200 mm,150 mm及び75 mmの場合の枠の寸法及び許容差は,表6の
とおりとする。
1
金属製ふるい網
2
上枠
3
下枠
4
ふるい枠
図6−試験用ふるいの断面の例
10
Z 8801-1:2019
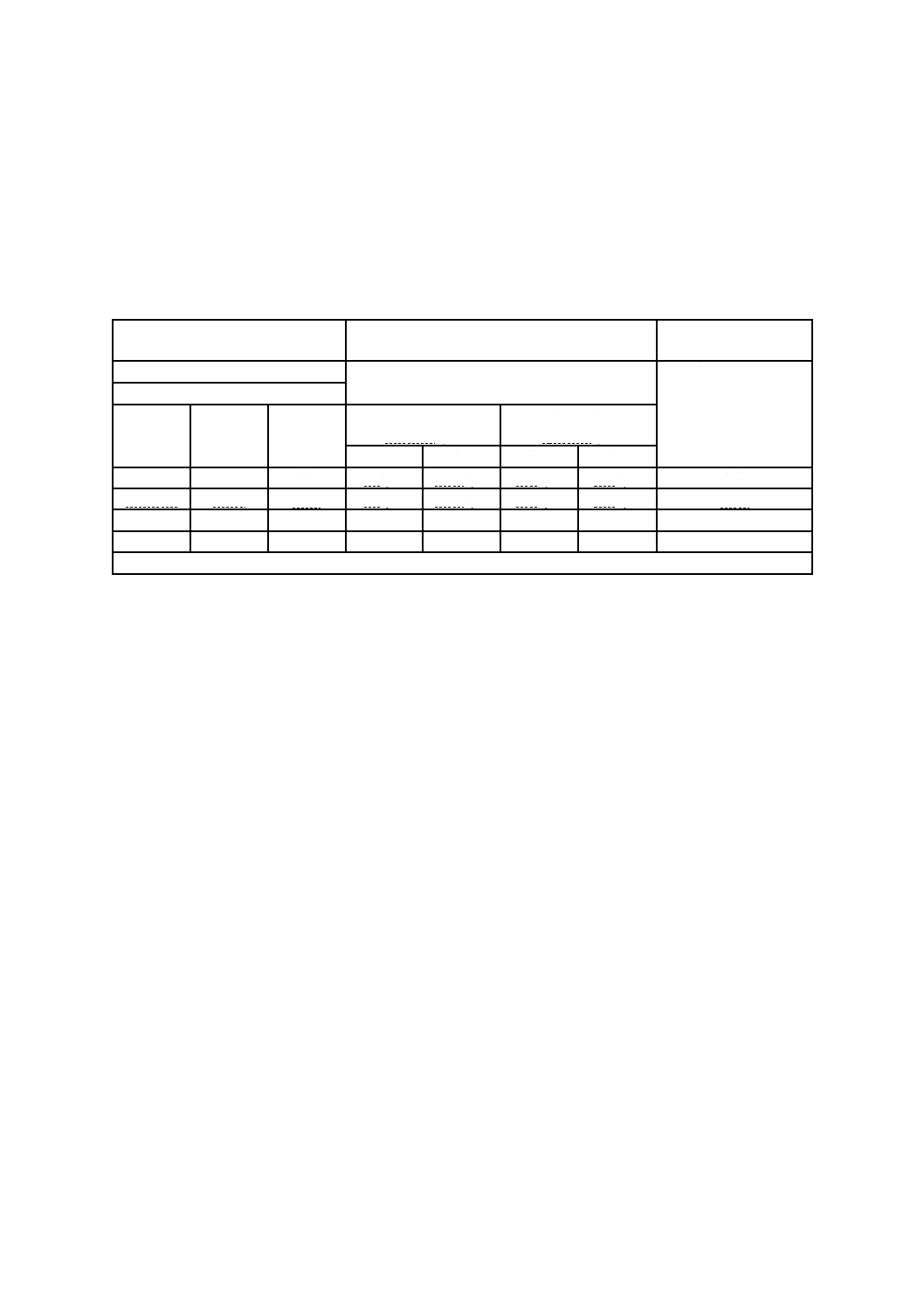
表6−試験用ふるいの枠の寸法及び許容差
単位 mm
枠の直径
有効なふるい面の直径
深さ(約)
H1
枠板の厚さ(約)
D1
D2
最小
最大
上枠t1
下枠t2
0.6
0
300+
0.1
0.7
300−
−
285
300
100,又は60
0.6
1.0
0.6
0
00
2
+
0.1
0.7
200−
−
185
200
100,60,50,45,又は25
0.6
1.0
0.6
0
150+
0.1
0.7
150−
−
135
150
60,45,又は25
0.6
1.0
0.6
0
75+
0.1
0.7
75−
−
65
75
20
0.4
0.4
7
材料
ふるい網及びふるい枠の材料は,表7に規定するいずれか又はこれと同等以上の品質のものとする。
表7−ふるいの材料
項目
材料
ふるい網
JIS H 3260のC 2700W
JIS H 3270のC5212W
JIS G 4309のSUS304-W1又はSUS304-W2
ふるい枠
JIS H 3100のC2720R
JIS G 4305のSUS304
8
表示
この規格の全ての要求事項に適合した試験用ふるいには,次の事項を容易には消えない方法で表示する。
a) 公称目開き,線径及び織り方
例1 目開き355 µm,線径200 µm,平織
b) 規格番号
例2 JIS Z 8801-1
c) ふるい網及びふるい枠の材料名
d) 製造業者名若しくはその略号又は販売業者名若しくはその略号
e) 製造番号
11
Z 8801-1:2019
附属書A
(参考)
試験用ふるいの記録カードの例
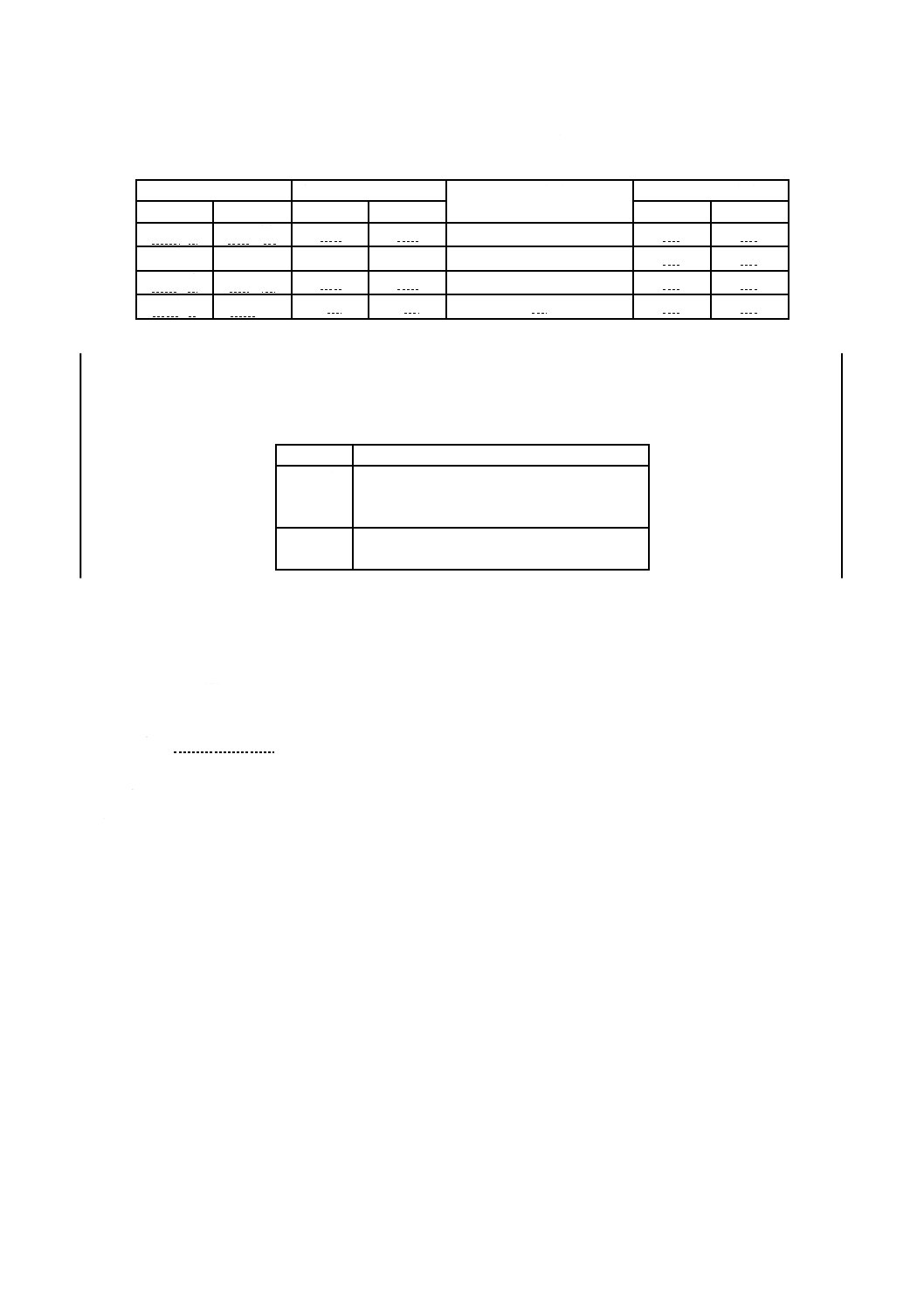
試験用ふるいの記録カードの例を,表A.1に示す。
表A.1−試験用ふるいの記録カード
JIS Z 8801-1
試験用ふるい記録カード
日付:
氏名:
ふるいの製造番号:
公称目開き
W=250 μm
証明書
合格
□
検査
□
校正
□
□にチェック。
証明書番号:
日付
使用時間
目視状況
平均目開き許容差
±Y=8.9 μm
最大標準偏差
σ0=18.8 μm
縦線方向
横線方向
縦線方向
横線方向
2004-6-2
新製品
合格
5.7 μm
−2.3 μm
10.2 μm
15.3 μm
合格
2005-6-2
500 h
合格
5.8 μm
−3.3 μm
11.0 μm
17.2 μm
合格
備考 使用中のふるいは,使用者の責任において,環境に応じて,又は使用程度に応じて再検査して確認する。
12
Z 8801-1:2019
附属書JA
(参考)
JISと対応国際規格との対比表
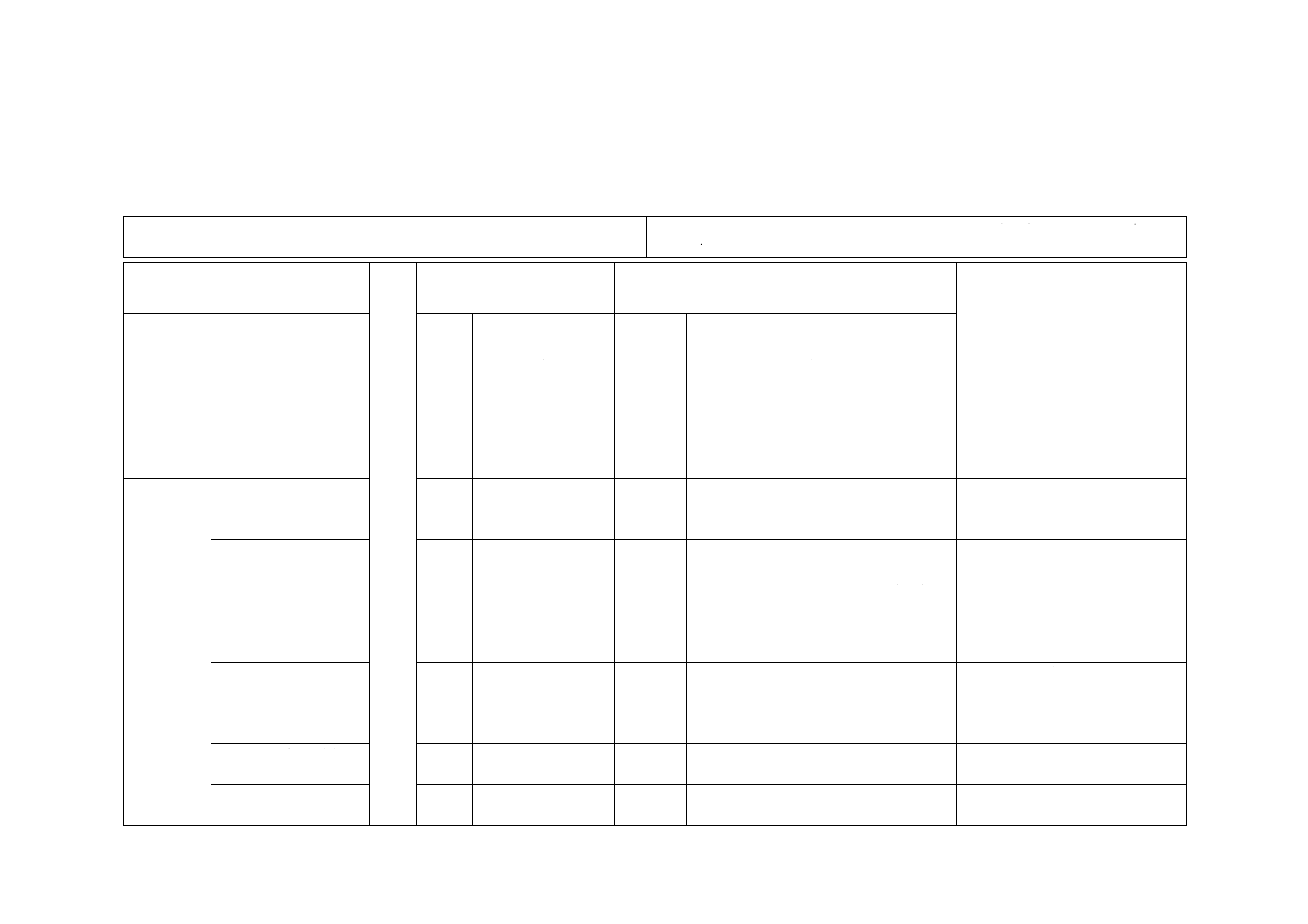
JIS Z 8801-1:2019 試験用ふるい−第1部:金属製網ふるい
ISO 3310-1:2016,Test sieves−Technical requirements and testing−Part 1: Test sieves of
metal wire cloth
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISとほぼ同じ
追加
適用する分野,対象製品を具体的に追記
した。技術的差異はない。
特になし。
2 引用規格
4 呼び方
試験用ふるいの呼び方
を規定
4
公称目開きを規定
追加
ISO規格にはない,“規格番号又は製品
の名称”,“枠の直径及び深さ”及び“織
り方”を追加した。
ISO規格の呼び方だけでは不十分
なので,JISの記載内容を提案す
る。
5 金属製ふ
るい網
5.0A 平織及びあや織
の目開きなどを規定
5
JISとほぼ同じ
追加
ISO規格では表の注記となっている,ふ
るい目の形状を正方形とする規定を本
文に移動し明記した。
ふるい目の形状が正方形であるこ
とは規定したほうがよいので,
ISOに提案する。
5.1 目開きに関する要
求事項
5.1
JISとほぼ同じ
変更
ISO規格では,目開きの補助系列に
R40/3及びR20を示しているが,ISO 565
では,混用を避け,いずれか一方の採用
を求めているので,JISではR40/3を採
用した。ただし,一部の目開きではR20
を別表にして採用した。
国内事情のため,既に2系統を混
用しているISOには提案しない。
5.1 表2 最大標準偏差
5.1
JISとほぼ同じ
変更
公称目開き850 µmの最大標準偏差を
43.6から43.7に変更した。
公称目開き150 µmの最大標準偏差を
13.7から13.6に変更した。
ISO規格の計算が間違っているの
で修正を提案する。
5.1.1.4 許容標準偏差
の計算式
5.1.1.4 JISとほぼ同じ
変更
ISO規格の記述が不正確なのでより明解
な表現に修正した。
ISOに修正を提案する。
−
5.1.2.3 縦方向及び横方向
の線径を規定
削除
重複しており,また,曖昧な記載のため
削除した。
ISOに修正を提案する。
2
Z
8
8
0
1
-1
:
2
0
1
9
13
Z 8801-1:2019
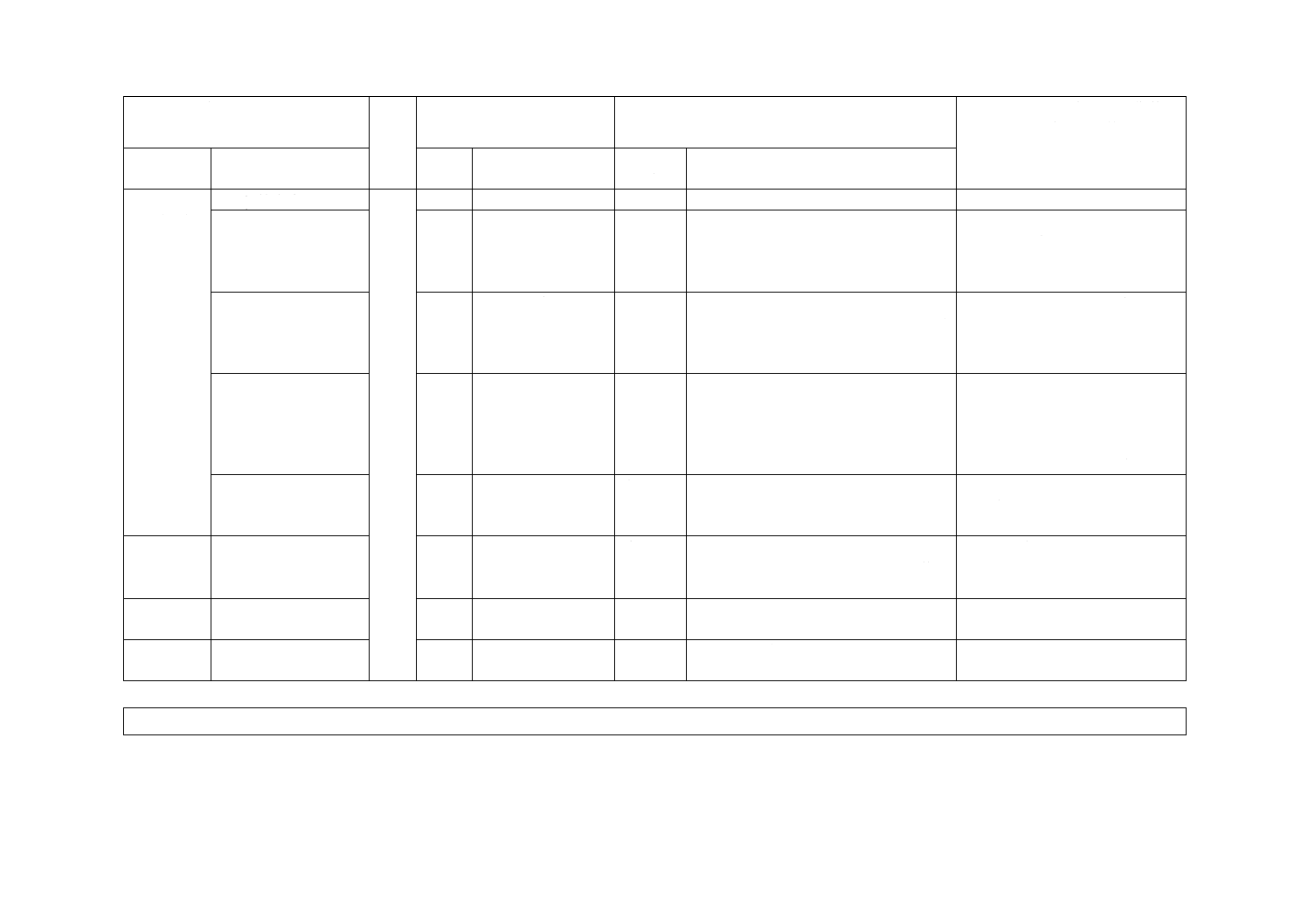
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 金属製ふ
るい網(続
き)
5.2 a) 検査機器
−
−
追加
具体的な測定器具を追記した。
ISOに修正を提案する。
5.2 b) 3.3) 検査3
5.2
JISとほぼ同じ
削除
ISO規格では,測定はあや織で網線に垂
直に測定としているが,垂直に行うこと
は当然であり,また,平織でも同じであ
る。JISでは記載を削除した。
あや織の場合の垂直に測定の記載
の削除を提案する。
表5 ふるい目の最小
測定個数
Table
4
JISとほぼ同じ
変更
“校正証明書のとき”に対し,ISO規格
のTable 4を変更し,目開き22.4 mmで
は全数検査,19〜16 mmで,ふるい目の
測定個数24個,K値1.63とした。
目開き22.4〜16 mmのふるいで
は,ISO規格に規定されているふ
るい目個数を採取できない。ISO
に修正を提案する。
5.3 試験用ふるいの適
合性の書類
5.3
JISとほぼ同じ
追加
校正証明書の定義として“JIS Q 17025
の認定を受けた校正機関が発行するも
の”である旨の注記を追加した。
計測におけるトレーサビリティー
の規定の整備が近年進んだことに
よって,校正証明書の位置付けが
変化している。ISOにJISと同等
の定義を加えることを提案する。
5.3.3 定期検査
Annex
B
参考情報
変更
ふるい再検査の必要性の記述は,規定的
内容であるとの判断から,規定項目とし
て本体に記載した。
ISO規格でも本文の規定とするよ
う提案する。
6 試験用ふ
るいの枠
表6 試験用ふるいの
枠の寸法及び許容差
6
JISとほぼ同じ
追加
JISでは公称枠200 mmに4種類の枠を
追加した。ISO規格でも200 mm以外は
認めており,技術的差異はない。
ISOに提案はしない。
7 材料
ふるい網及びふるい枠
の材料
−
−
追加
材料規定はISO規格でも議論されたが,
見送りとなったもの。JISでは規定した。
ISOに規定するように提案する。
8 表示
試験用ふるいの表示
7
JISとほぼ同じ
追加
JISでは,線径及び織り方を追加。技術
的差異はない。
ISOに提案はしない。
JISと国際規格との対応の程度の全体評価:ISO 3310-1:2016,MOD
2
Z
8
8
0
1
-1
:
2
0
1
9
14
Z 8801-1:2019
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
8
8
0
1
-1
:
2
0
1
9