2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8751-1994
液柱差を使う真空計による
真空度測定方法
Reading methods of the vacuum gauges by means of
the head difference in the hydrostatic pressure
1. 適用範囲 この規格は,液柱差を使う真空計(以下,真空計という。)によって,真空度を測定する場
合の一般的方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS K 8572 水銀(試薬)
JIS Z 8750 真空計校正方法
2. この規格の中で{ }を付けて示してある数値及び単位は,従来単位によるものであって,参
考として併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
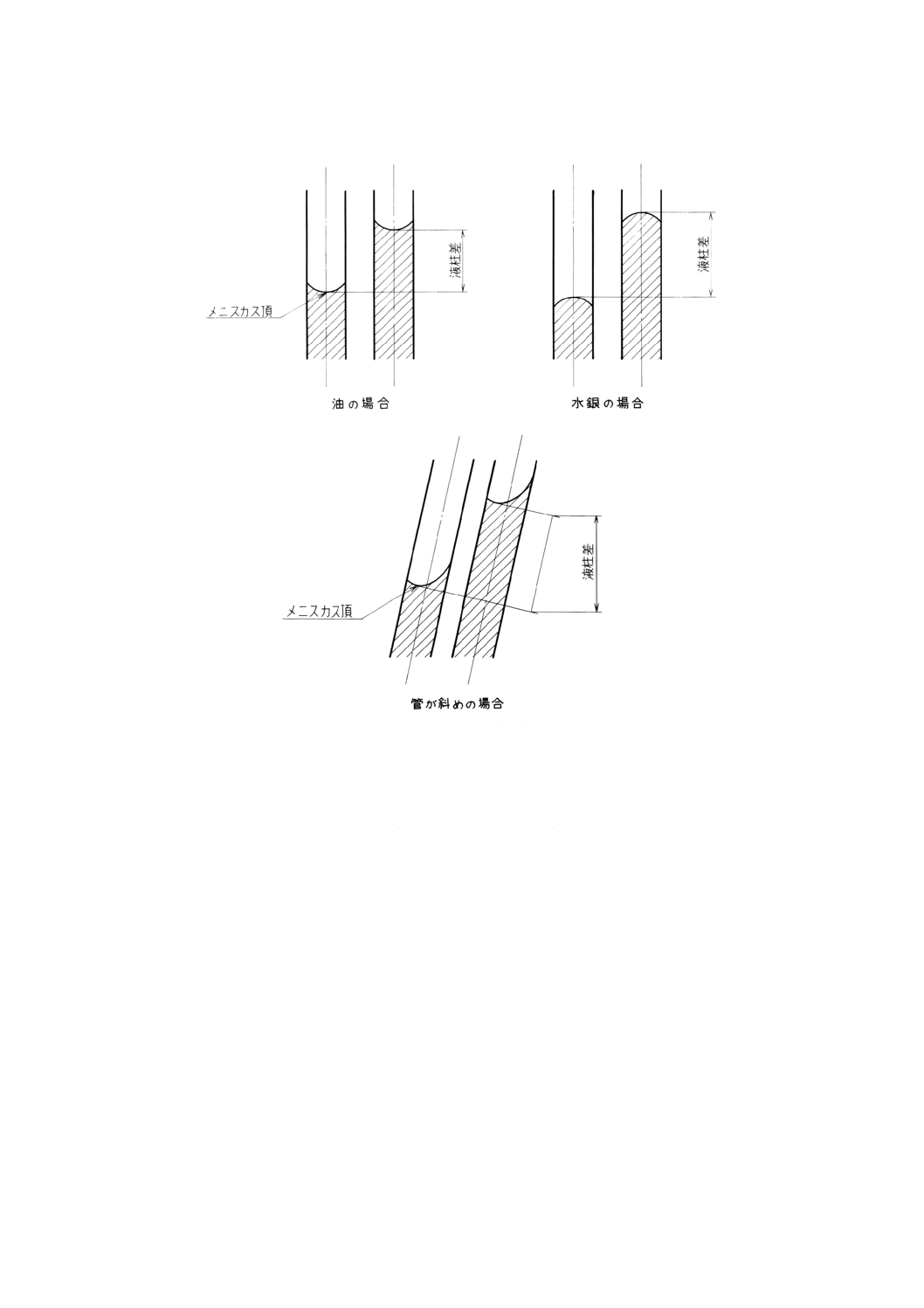
(1) 液柱差 図1に示すように,U字管などの左右両管における液面のメニスカス頂間の鉛直距離。記号
hで表す。
2
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 液柱差
(2) 真空度 大気圧以下の静圧のことで,パスカル (Pa) {Torr} を単位とした絶対圧力で表す。
参考 133.322Pa {1Torr} は,0℃において,密度13.595 10g/cm3の液体が標準の重力加速度
(980.665cm/s2) の下で,液柱1mmの底面に及ぼす圧力に相当する。
(3) 真空系 真空度を測定しようとする真空装置。
(4) ガス放出,ガス出し 材料から気体が真空中に放出される現象をガス放出といい,ガス放出を促進さ
せる操作をガス出しという。
(5) 油 真空計に使用できる水銀以外の液体。
3. 測定方法の特徴 この測定方法は,真空系に真空計を接続して定常に達したとき,直接又は圧縮操作
を行った後,液柱差を読みとって真空度を測定するものである。非凝縮性の気体であれば,その種類によ
らず直接測定が可能である。
4. 真空計の種類と特徴
4.1
真空計の種類 真空計は,液柱差から直接圧力を読みとるマノメータと,圧縮操作を行って拡大さ
れた液柱差によって圧力を測定するマクラウド真空計との二つに大別し,それぞれ表1に示す種類に分類
する。
3
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
真空計の特徴 真空計のおよその測定圧力範囲と精度とは表1に,それぞれの特徴は4.3〜4.7に示
されているから,これらの特徴を考慮して目的に適合するものを選ぶのがよい。
表1 真空計の種類,およその測定圧力範囲及び精度
種類
およその測定圧力範囲
精度
マノメータ
開管水銀マノメータ
開管油マノメータ
閉管水銀マノメータ
閉管油マノメータ
大気圧〜約1.3×103Pa{約10Torr}
大気圧付近
約2.7×105〜約1.3×103Pa{約200〜約10Torr}
約4.0×103〜約1.3×102Pa{約30〜約1Torr}
±1.3×102Pa {±1Torr}
±13Pa {±0.1Torr}
±1.3×102Pa {±1Torr}
±13Pa {±0.1Torr}
マクラウド
真空計
回転形マクラウド真空計 1.3×103〜0.13Pa {10〜1×10−3Torr}
構造及び測定圧力によっ
て精度が変化する。
直立形マクラウド真空計 1.3×103〜1.3×10-3Pa {10〜1×10−5Torr}
4.3
開管水銀マノメータ及び開管油マノメ−タ 開管水銀マノメータ及び開管油マノメータは,次のと
おりとする。
(1) 管の一方が大気に開放されており,他の一方は真空系への接続口をもち,適当量の水銀又は油を入れ
て使用されるものである。
(2) 真空系側の管の直線部の長さ (l) のマノメータで,測定できる真空度 (P) は,次の式で与えられる。
1
2
0
0
322
.
133
ρ
ρ
l
P
P
P
−
>
>
ここに,
l: 管の直線部の長さ (mm)
P0: 大気圧 (Pa) {Torr}
P: 真空度 (Pa) {Torr}
ρ1: 水銀の密度 (g/cm3)
ρ2: 使用液体の密度 (g/cm3)
(3) 開管油マノメータでは,油がガラスをぬらすから,圧力の変動の激しい真空系の圧力の測定には適当
でない。
(4) 測定のときに圧力の急激な変化があると,水銀又は油が,真空計外へこぼれることがある。
(5) 開管部には,気密でないふたをしておくのがよい。
4.4
閉管水銀マノメータ 閉管水銀マノメータは,次のとおりとする。
(1) 図2に示すような構造で,管の一方が閉管になっており,1.3Pa {1×10−2Torr} 以下の圧力で,適当量
の水銀を封入したものである。
(2) 別に測定した1.3Pa {1×10−2Torr} 以下の圧力に保たれている真空系に接続したとき,液柱差が零とみ
なせないような真空計では,良い精度は期待できない。
(3) 測定誤差は,一般には±130Pa {±1Torr} であるが,精密な測定用として特別の工夫をすれば,誤差は
更に小さくすることができる。
4
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 閉管水銀マノメータ
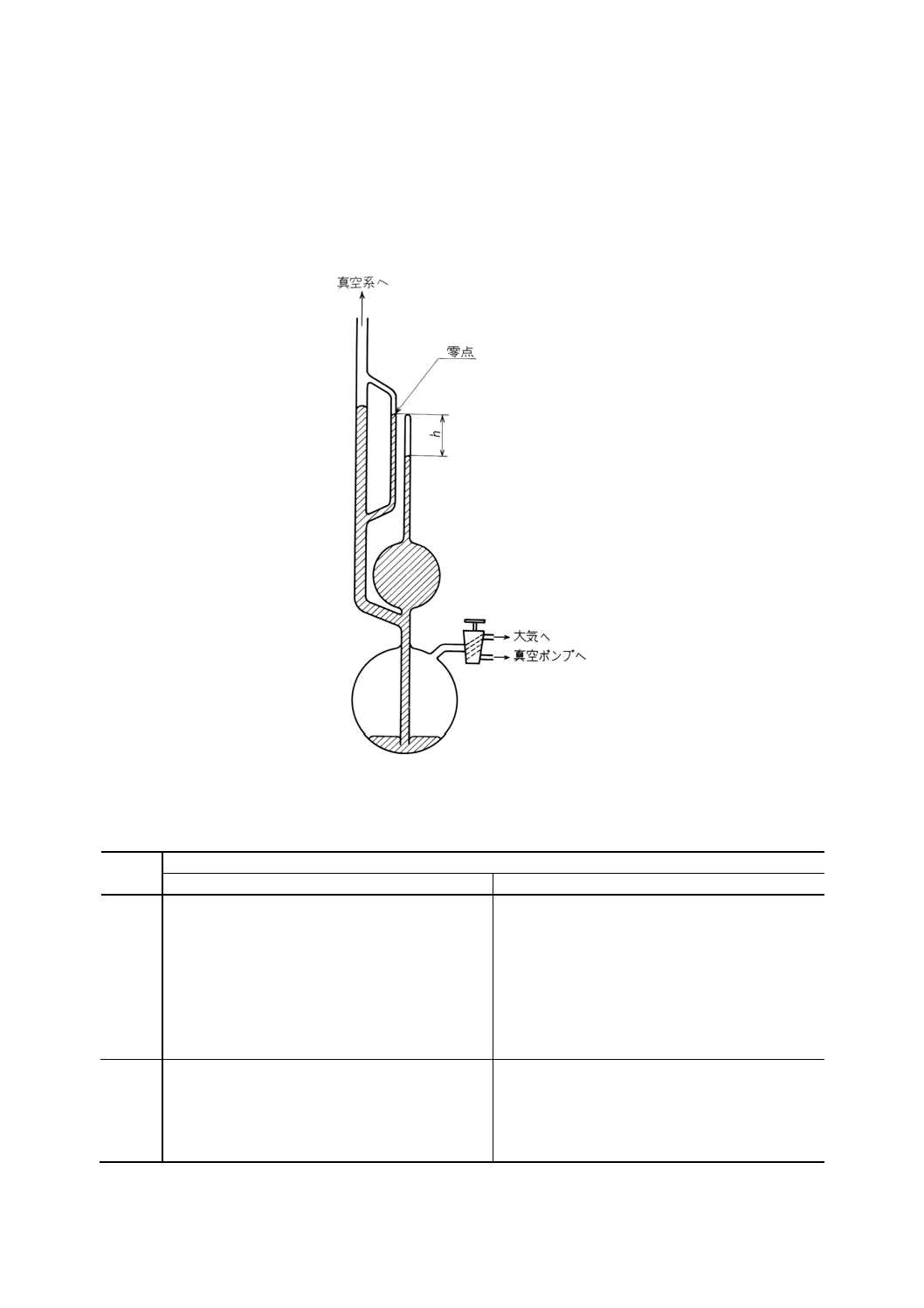
4.5
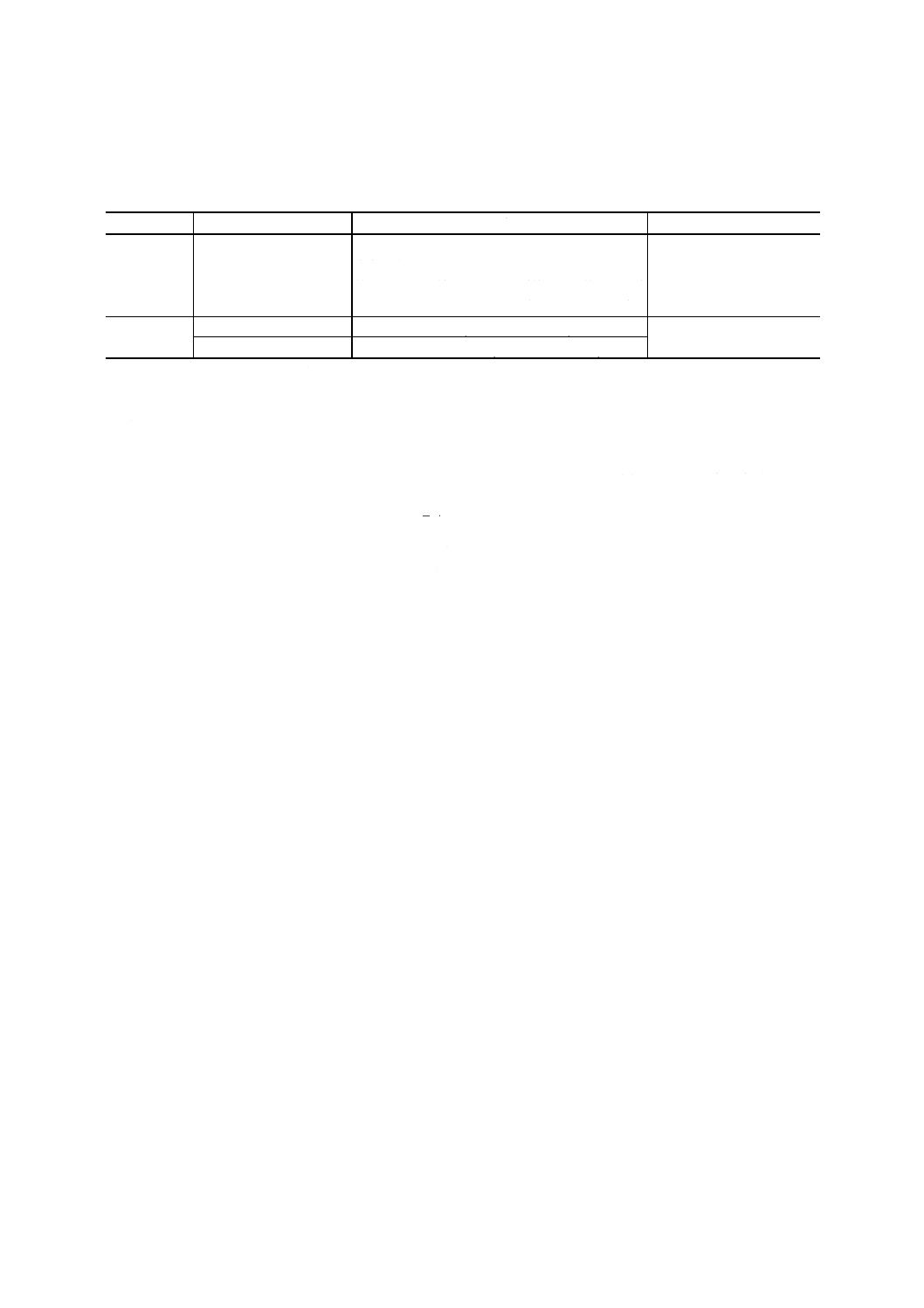
閉管油マノメータ 閉管油マノメータは,次のとおりとする。
(1) 図3に示すような構造で,適当量の油を入れたものである。
(2) この真空計の使用は,次の手順及び注意による。
(a) 図3において,コックC3を閉じ,P部を圧力1.3Pa {1×10−2Torr} 以下に排気する。
(b) コックC1を閉じ,コックC2及びコックC3の順に開き,油の部分を弱く加熱してガス出しをする。
油が一様に冷却してからコックC2を閉じて,5分間液柱差が零に保たれなければならない。
(c) コックC1を静かに開き,液柱差が定常になってから測定する。この場合,C3は開いたままとする。
(3) この真空計は,コックC3を開いてP部を大気に開放すれば,開管油マノメータとして使用できる。
5
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 閉管油マノメータ
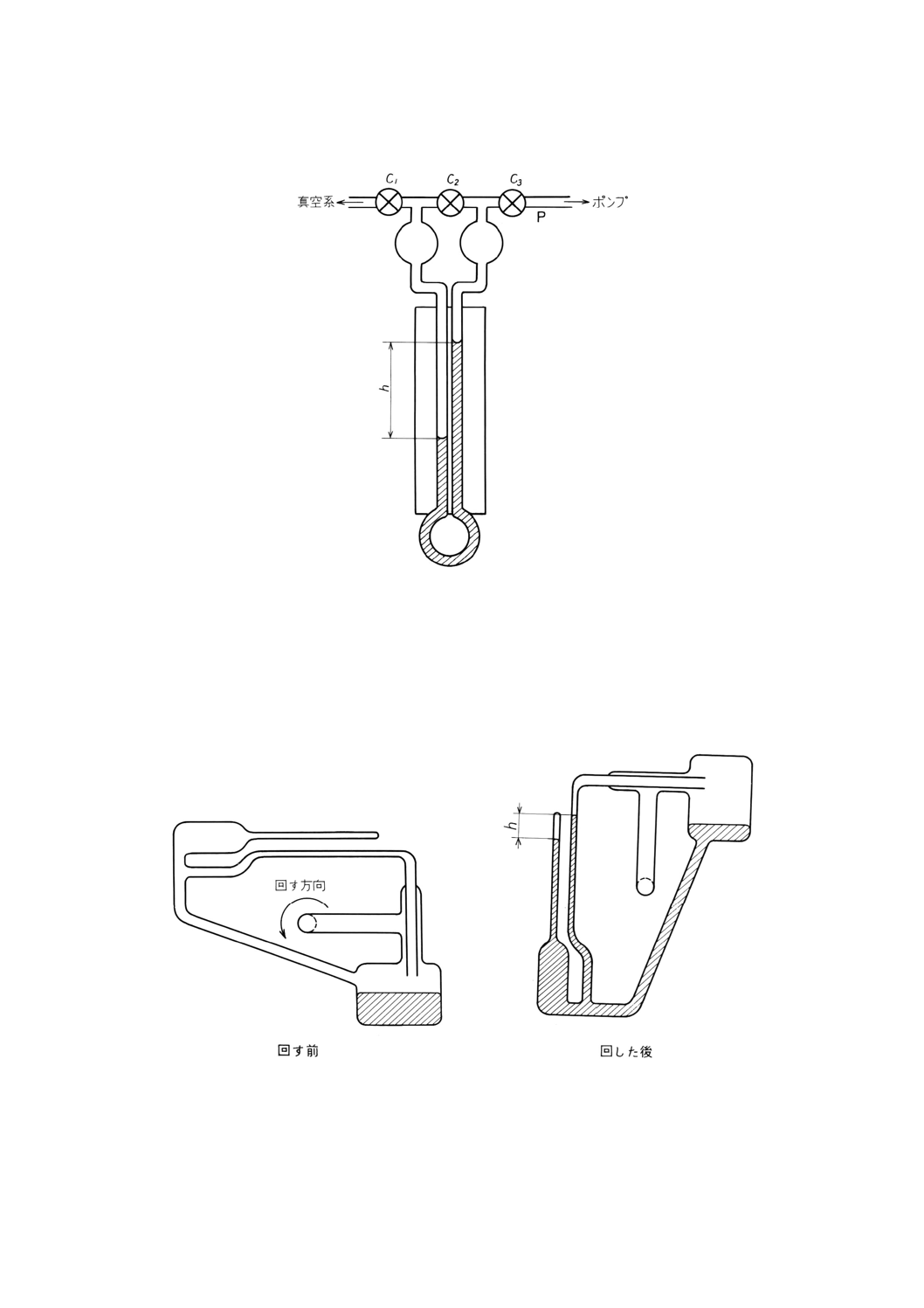
4.6
回転形マクラウド真空計 回転形マクラウド真空計は,次のとおりとする。
(1) 図4に示すような構造で,真空計の測定部を回すことによって,球部に蓄えられた真空系の気体を毛
管部に圧縮して生じた液柱差によって圧力を測定する真空計である。
(2) 使用液体は,水銀である。
(3) 小形,かつ,比較的堅ろうであるから,取扱いが簡単である。
図4 回転形マクラウド真空計
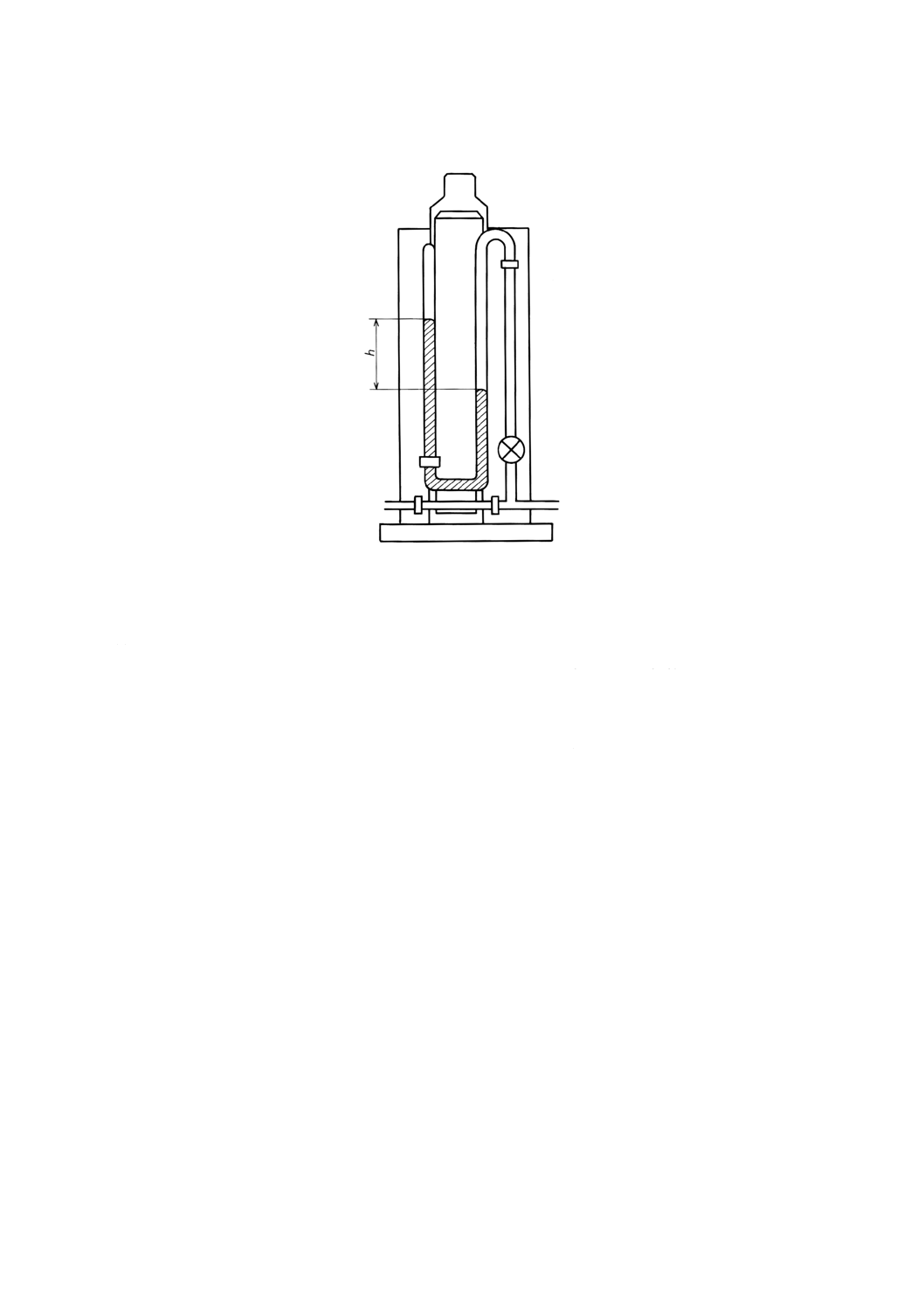
4.7
直立形マクラウド真空計 直立形マクラウド真空計は,次のとおりとする。
(1) 図5に示すような構造で,空気圧などによって水銀を押し上げ,圧縮球部に蓄えた真空系の気体を毛
細部に圧縮して拡大した液柱差によって圧力を測定する真空計である。
(2) 使用液体は,水銀である。
6
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 測定誤差の小さい真空計を作ることができるので,表1に示すような低い圧力の測定が可能である。
この圧力範囲では,絶対圧力計として信頼度が高い。
(4) 圧縮操作機構が複雑であり,多量の水銀を必要とし,堅ろうに作ることが比較的困難であるので,取
扱いには慎重を要する。
図5 直立形マクラウド真空計
5. 使用液体の種類と特徴 使用液体の種類には,水銀と油がある。その特徴を表2に示す。
表2 使用液体の種類と特徴
種類
特徴
利点
欠点
水銀
1.
2.
3.
4.
5.
気体を吸収,放出する度合いが少なく,正確
な判定ができる。
気体を圧縮することが容易である。
ガラスをぬらさないので,メニスカス頂の読
みとりが容易である。
密度が大きいため液柱差が小さく表されるの
で測定範囲が広くとれる。
精製しやすい。
1.
2.
3.
4.
5.
蒸気圧が高い。
金属によっては,容易にアマルガムを作る。
空気中に放置すると,表面酸化が起こりやす
い。
毛管壁及び水銀の汚れのために,誤差を生じ
やすい。
毒性がある。
油
1.
2.
3.
4.
密度が小さいため,液柱差が大きく表される。
蒸気圧の低いものが得られる。
一般に毒性がなく,取り扱いやすい。
比較的安価である。
1.
2.
3.
気体を吸収,放出しやすく,使用の際ガス出
しをする必要がある。
ガラスをぬらすので,液柱差が定常に達する
のに時間を要し,誤差を生じやすい。
温度による密度の変化が大きい。
7
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 水銀 使用液体としての水銀は,JIS K 8572に規定した特級以上の純度のものを,真空計の精度に応
じて表3に示す方法で処理をして用いる。
表3 水銀
種類
精製方法
マノメータ用
水銀をこし分け,洗浄を行い,ガ
ス出ししたもの。
マクラウド真空計用 水銀をこし分け,洗浄し,真空蒸
留を繰り返したもの。
(2) 油 使用液体としての油は,次の各項目を考慮して選定する。
(a) 測定時の蒸気圧が低いこと。一般には,0.13Pa {1×10−3Torr} 以下の蒸気圧の油を使ってよいが,
高真空に接続される真空計に使用するときは,0.13mPa {1×10−6Torr} 以下の蒸気圧の油を用いる。
(b) 密度が正確に測定されていること。
(c) 動粘度が小さいこと。測定時の温度で,動粘度が30mm2/s {30cSt} 以下の油が好ましい。
(d) 真空中で加熱されても,分解,酸化しにくいこと。
(e) グリースを溶解しにくいこと。
6. 真空度測定方法
6.1
真空度の測定は,すべて真空計を接続した位置の圧力を測定しているのであるから,系内に流れが
あったり,ガスの源があるときは,測定位置の選定に注意し,また,測定結果の検討を適当に行わなけれ
ばならない。
6.2
真空計の接続 真空計の接続に当たっては,静圧が正しく測れるように,次の事項に注意しなけれ
ばならない。
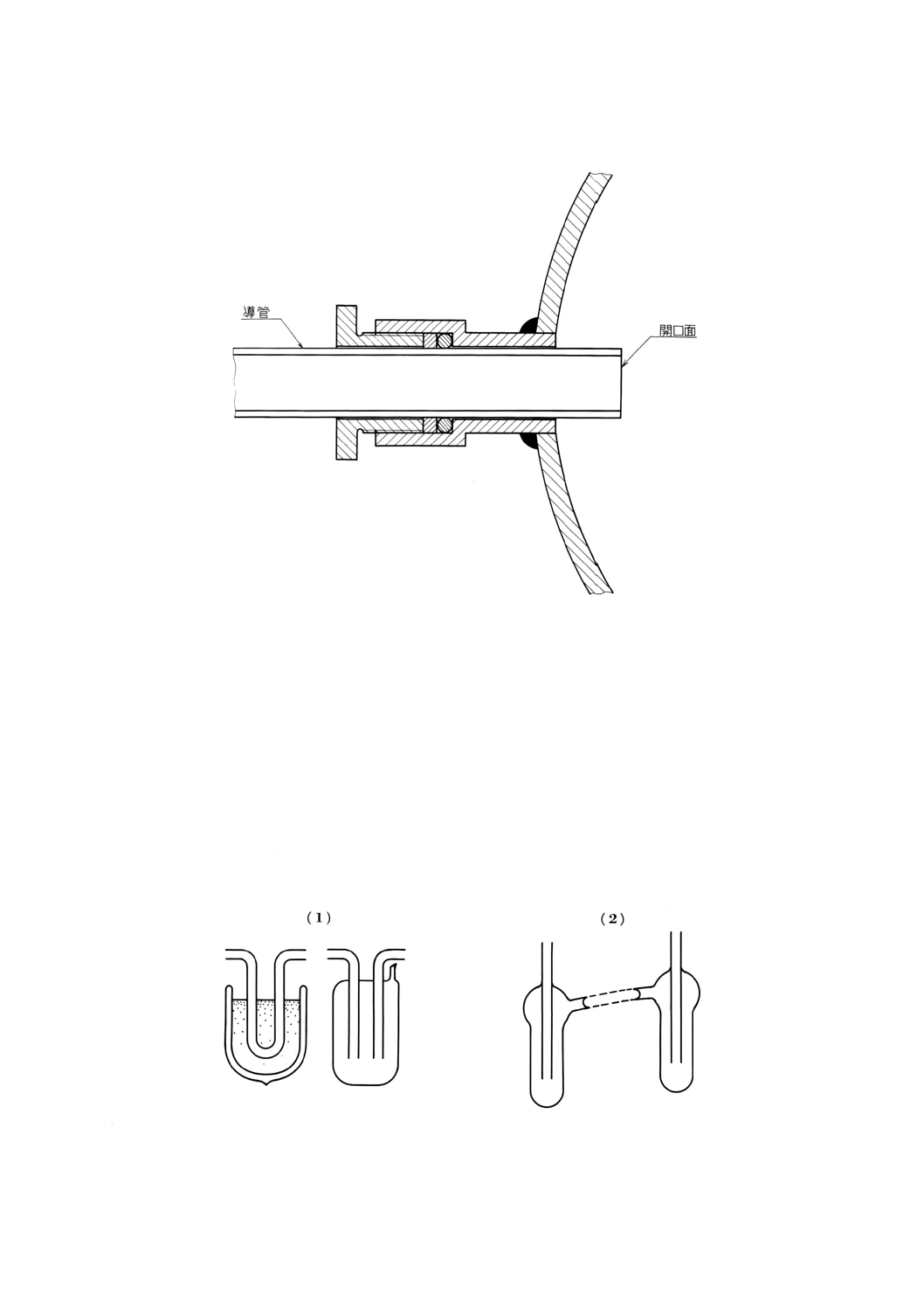
(1) 導管は,図6のように測定位置の側壁から,容器又は管の中心に向かって中心軸に直角に差し込み,
導管の開口面は,管軸に直角であること。
8
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 真空計の接続
(2) 気体の流量が多く,粘性流と考えられるときは,特に導管は,真空系内に突き出ないように接続する。
気体の流れが分子流と考えられるときは,導管は真空系内に適当に突き出るようにしたほうがよい。
真空計の導管の開口面が気体の流れに対向しているときは,動圧の影響が現れるので注意を要する。
(3) 液柱が鉛直になるように接続する。
(4) 高真空を測定するときには,途中にゴム管,グリースなどのガス放出の多い材料を用いてはならない。
(5) 真空系を真空計使用液体の蒸気の汚染から保護し,又は真空計を真空系の蒸気から保護するためには
蒸気を凝縮又は吸収するトラップを使用する。
冷却トラップにおいて,測定圧力がほぼ13Pa {0.1Torr} より低いときは,図7(1)のような冷却部に
入る管が出入口とも同寸法で対称な形のものを用いる。図7(2)は,2個のトラップを組み合わせて対
称としたもので,片方だけを用いると誤差を生じる。
図7 トラップ
6.3
測定手順 真空度の測定は,次の手順に従う。
(1) 4.によって,適当な真空計を選定する。
9
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 必要な場合には,使用前に真空計を7.によって検査する。
(3) 真空計を6.2によって真空系に接続する。
(4) 測定のときに,真空計に局部的な温度差がなく,かつ,周囲温度が急激に変化しないようにする。
(5) 真空計に指定された使用方法に基づき,液柱差を読みとる。
(6) 8.に示す事項を考慮して,誤差の補正を行う。
(7) 長時間にわたって使用する真空計は,7.に示す方法によって,適時,検査を行わなければならない。
6.4
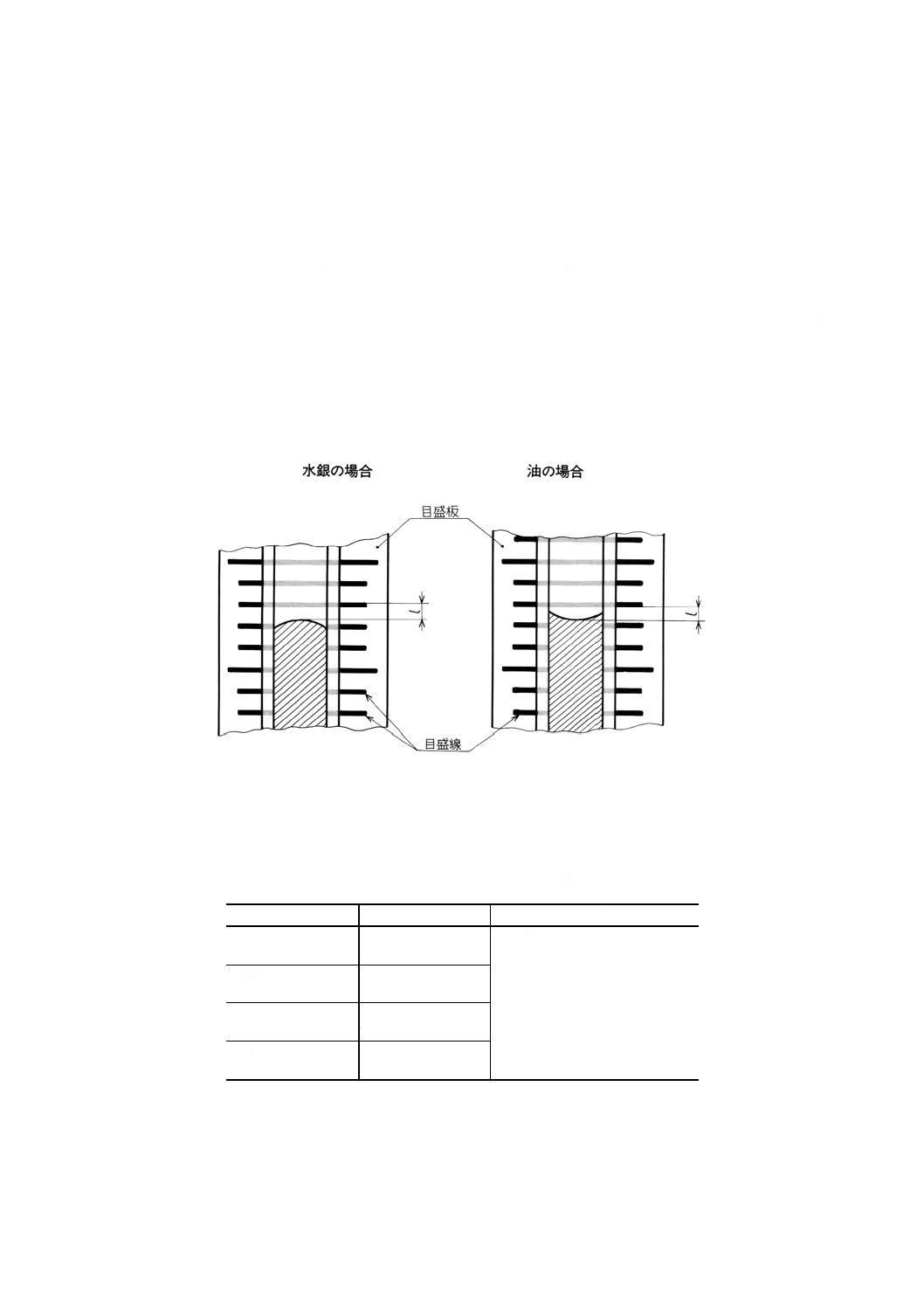
目盛の読みとり 真空計を正規の位置に置いて,目盛板に垂直な方向から見て読みとる。
なお,目盛線の幅が影響するような精度で測定を行うときは,図8に示すように,水銀のときは目盛線
の上縁からの距離,油のときは目盛線の下縁からの距離lを目分量で読みとる。カセトメータなどで読み
とるときも同様である。水銀を使用するときは,管を軽くたたいて,メニスカスの形を整えることが必要
である。
図8 目盛線の読みとり方
6.5
マノメータによる測定 マノメータによる測定は,次によって行う。
(1) 液面が正常になってから,6.4によって読みとる。
(2) 目盛板が真空度で目盛ってないときは,液柱差h (mm) を読みとり,表4に示した式によって真空度P
(Pa) {Torr} を算出する。
表4 マノメータによる真空度の算式
種類
式
備考
開管水銀マノメータ P=P0−133.322h
P0:大気圧 (Pa) {Torr}
ρ1:水銀の密度 (g/cm3)
ρ2:油の密度 (g/cm3)
開管油マノメータ
h
P
P
1
2
0
322
.
133
ρ
ρ
−
=
閉管水銀マノメータ P=133.322h
閉管油マノメータ
h
P
1
2
322
.
133
ρ
ρ
=
(3) 精度の良い測定を行うときは,温度補正が必要である。
また,開管式のときは,大気圧の測定が必要である。
(4) 使用液体と化学反応したり,著しく溶解するような気体及び蒸気の圧力は,測定が困難である。
10
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 管の内面や使用液体が汚れたときは,管は洗い,使用液体は取り替える。
6.6
マクラウド真空計による測定 マクラウド真空計による測定は,次によって行う。
(1) 零点の定め方 この真空計の零点は,次のように定める。
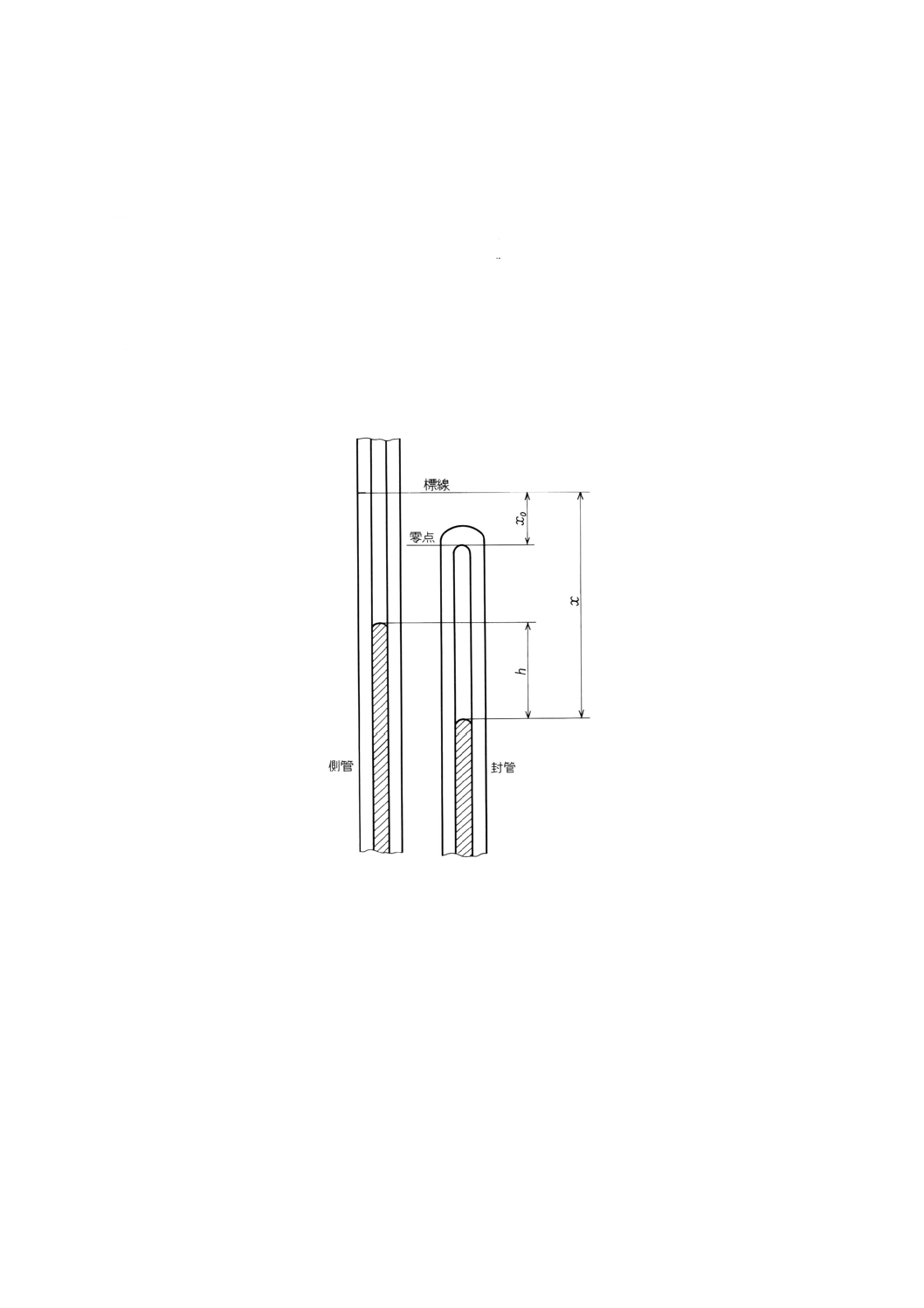
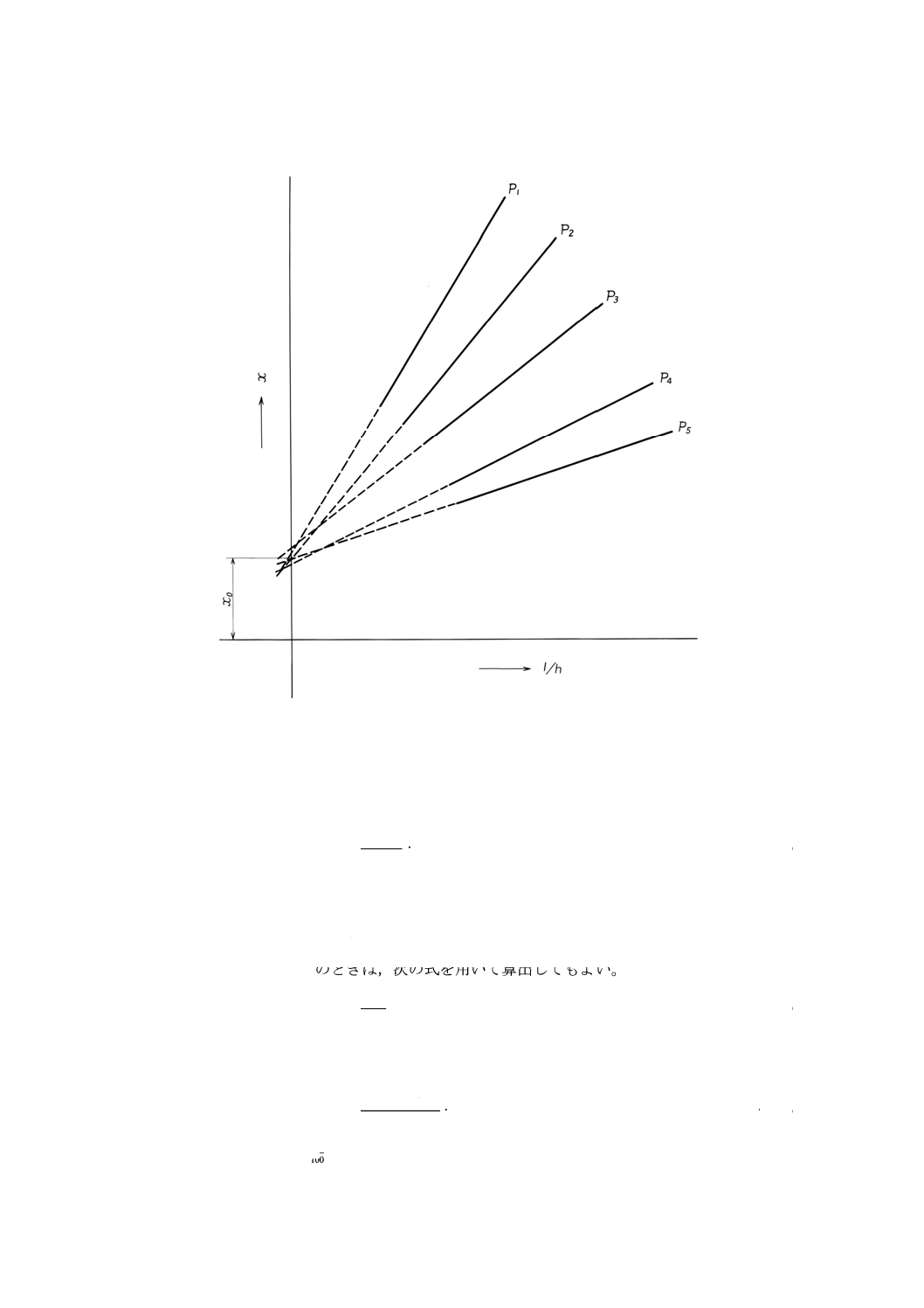
(a) 図9に示すように,適当に定めた標線と,封管水銀メニスカス頂との距離xと水銀液柱差hとの関
係を,ある一定の圧力において図10のようなx対h1座標に直線として求める。圧力を変えて,5本
以上の直線を求め,x軸との交点の平均の値を零点と定める。
測定点が直線上によくのらなくなったときは,毛管又は水銀が汚れてきたのであるから洗う必要
がある。
(b) 一般のマクラウド真空計において,封管の内面頂が半球又は平面に近いとき,零点は内面頂と一致
するとみなしてよい。
図9
11
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10 零点の定め方
(2) 測定方法
(a) 圧縮操作機構によって水銀をあげて圧縮操作を行い,側管のメニスカス頂を零点に一致させたとき
の封管のメニスカス頂の読みを読みとる。目盛板が直読目盛でないときは,次の式によって真空度
を算出する(図5参照)。
ah
V
ah
P
−
=
2
322
.
133
······································································ (1)
ここに, P: 真空度 (Pa) {Torr}
V: 圧縮球部容積(封管容積も含む。) (mm3)
a: 封管断面積 (mm2)
h: 水銀液柱差 (mm)
ah<100
Vのときは,次の式を用いて算出してもよい。
V
ah
P
2
322
.
133
=
········································································· (2)
(b) 水銀をあげて圧縮操作を行い,側管の水銀を任意の位置まであげたときの液柱差hを測定したとき
は,次の式によって真空度を算出する。
(
)
(
)
0
0
322
.
133
x
x
a
V
x
x
ah
P
−
−
−
=
······························································· (3)
(
)100
0
V
x
x
a
<
−
のときは,次の式を用いて算出してもよい。
12
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)h
V
x
x
a
P
0
322
.
133
−
=
································································· (4)
ここに,
x: 標線と封管メニスカス頂間の距離 (mm)
x0: 標線と零点との距離 (mm)
(c) 封管の適当な位置(なるべく下端に近いところ)にあらかじめ標線を設け,それに水銀メニスカス
を合わせるときは,式(4)において(
)
V
x
x
a
0
−が一定となるから,封管と側管との液柱差hはPに比例す
る。
7. 真空計の検査方法 真空計は,管の汚れや使用液体の汚れのために,示度にくるいを生じる。このく
るいを使用履歴から予測することは困難であるから,しばしば検査を行うことが望ましい。
(1) 外観検査 真空計は,製造の状況によって示度に100%以上の誤差を含むことがあるから,検査には
十分な注意を要する。
(a) 測定部のガラス管に,測定に支障を来すような有害なあわ,節,きずなどの欠点がなく,まっすぐ
であること。
(b) 測定部のガラス管が真空計の基盤に対して,垂直に取り付けられていること。
(c) 測定部のガラス管と目盛板とが密接し,目盛線がガラス管と直角であること。
(d) 直線目盛は,小さくとも1mmを単位として目盛られ,その精度は,長さ100mm当たり±0.1mmで
あること。
(e) ガラスや使用液体が汚れていないこと。
(2) マノメータの検査方法
(a) 開管マノメータは,両管を大気に開口したとき,液柱差を無視できるかどうかを検査する。
(b) 閉管マノメータの検査は,測定部のガラス管に汚れがなく,十分に低圧にしたとき,液柱差が無視
できるかどうかを調べる。
(3) マクラウド真空計の検査方法
(a) 一般のマクラウド真空計の検査は,既に検査された同程度以上の測定精度をもったマクラウド真空
計と比較校正して行う。
(b) マクラウド真空計で,更に精度の良い検査を要するときは,校正はJIS Z 8750の2.2(校正の基準
に用いる真空計)に規定する真空計を用い,その校正方法を準用して行う。
8. 誤差と補正
8.1
測定結果は,8.2〜8.4に示す誤差を含んでいる場合があるから,必要な精度に応じて補正する。
8.2
気体の流れによる誤差 6.2によって正しく接続された真空計では,この誤差は現れない。
8.3
温度による誤差
8.3.1
室温による誤差と補正 室温が検査時の温度と異なるときは,使用材料の膨張による幾何学寸法の
変化による誤差と,使用液体の密度の変化による誤差とがある。
これらの誤差は,温度差が40℃でも,ほぼ3%以内であるから,特に精度の良い測定を行う場合のほか
は,補正する必要はない。
13
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.2
真空計と真空系との温度差による誤差 真空計と真空系との温度が異なる場合は,温度が異なる部
分の管の内径をD (mm) ,真空系の圧力をP (Pa) {Torr} とすると,PDの値がほぼ100以下のときに,真
空系と真空計との圧力が異なってくる。PDの値がほぼ0.01以下になると,Pは真空計の圧力Pmに対して
次の式で求められる。
m
m
T
T
P
P=
ここに,
T: 真空系の絶対温度 (K)
Tm: 真空計の絶対温度 (K)
PDの値が上の中間値 (0.01〜100) にある場合は,P/Pmの値は複雑な関係を示し,1と
m
T
Tとの間をとる
ので注意を要する。
8.4
トラップを使用する場合の誤差
8.4.1
冷却トラップの形状による誤差 トラップの冷却部へ出入りする管の径が異なる場合,その内径
(mm) と管内の圧力 (Pa) {Torr} の積が0.01〜100の間にあるときは,細い管につながる室温部の圧力が,
太い管につながる室温部の圧力より高くなる。この誤差の評価は一般には困難であるが,これをなくすた
めには,図7のように対称なトラップを用いればよい。
8.4.2
蒸気がトラップへ流れることによる誤差 蒸気がトラップへ流れることによる誤差は,次のとおり
である。
(1) 真空系と真空計との間にトラップを挿入し,水蒸気,有機物蒸気,水銀蒸気など(以下,蒸気という。)
が真空系からトラップに向かって流れる場合には,次のような誤差を生じる。
内径15mm程度の接続管において,蒸気の分圧が0.013Pa {1×10−4Torr} 以上で,非凝縮性気体(以
下,気体という。)の分圧がほぼ13Pa {1×10−1Torr} 以下と考えられるときは,気体の分圧の減少と
ともに真空計の測定値Pmと真空系の分圧Pgとの比Pm/Pgは1より次第に大きくなり,気体の分圧が
0.013Pa {1×10−4Torr} のけたで飽和値に達する。
また,この飽和値は,蒸気の分圧が高いほど大きく,1.3Pa {1×10−2Torr} 程度で2以上となるので
注意を要する。
(2) マクラウド真空計と真空系との間にトラップを挿入する場合は,水銀蒸気がトラップに流れることに
よって上記と同じ効果が逆方向に生じるので注意を要する(JIS Z 8750参照)。
9. 真空計の洗い方
9.1
ガラス部分の洗い方 次の手順に従う。
(1) 油脂分は,適当な溶剤で洗う。水銀及び水銀化合物は希硝酸で十分に洗い,溶かしとる必要のあると
きは,濃硝酸を用いる。
(2) ガラス自身は,重クロム酸−硫酸液(1)に浸す。汚れのひどいときには3〜24時間浸すか,又は熱液に
浸す。
注(1) ここでいう重クロム酸−硫酸液は,重クロム酸カリウムを濃硫酸に飽和量以上に入れて溶かし
たものである。
この液は,未溶分が残り暗かっ色を呈している間は,繰り返して使える。吸湿性が強いから
密栓をして蓄える必要がある。
(3) 水洗後,蒸留水で十分に洗う。清浄になったガラスは水によくぬれ,かつ,放置しても水をはじかな
い。
14
Z 8751-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 乾燥炉など適当な方法で,清浄な空気中において乾燥する。
9.2
有機材料の洗い方 真空ゴム管,ビニル管などの洗い方は,次の手順に従う。
(1) 真空ゴム管は,内面に付着している離型材などの異物をふきとり,20%か性カリ溶液を用いて,70℃
で1時間洗って表面の硫黄分を除き,蒸留水で十分に洗う。
(2) ビニル管は,石油系の溶剤で汚れをとる。
(3) 清浄な空気中で乾燥する。
基本部会 真空度測定専門委員会 構成表(昭和40年2月1日改正のとき)
氏名
所属
(委員会長)
石 井 博
工業技術院電気試験所
大 山 勲
工業技術院計量研究所
織 田 善次郎
日本電気株式会社
橘 田 英 男
株式会社離合社
小 山 富太郎
株式会社島津製作所
近 藤 弥太郎
株式会社日立製作所中央研究所
城 崎 誠
神港精機株式会社
新 間 啓 三
株式会社徳田製作所
菅 義 夫
上智大学理工学部
千 田 富 孝
工業技術院標準部
富 永 五 郎
東京大学生産技術研究所
中 川 洋
日本酸素株式会社東京製造所
林 主 税
日本真空技術株式会社
藤 永 敦
三菱電機株式会社研究所
宮 坂 三 吉
日商機械株式会社
森 豊
富士電機製造株式会社
(事務局)
吉 枝 正 明
工業技術院標準部運輸航空規格課
畑 外志夫
工業技術院標準部航空運輸規格課
(事務局)
吉 枝 正 明
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
花 里 健 一
工業技術院標準部材料規格課(昭和50年11月1日改正のとき)
(事務局)
松 本 満 男
工業技術院標準部材料規格課(平成6年3月1日改正のとき)
小 嶋 誠
工業技術院標準部材料規格課(平成6年3月1日改正のとき)