2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8206-1982
工程図記号
Graphical Symbols for Process Chart
1. 適用範囲 この規格は,鉱工業において製品を生産する工程を図示するために用いる工程図記号につ
いて規定する。
備考 ここでいう工程とは,原料,材料,部品又は製品について,それに変化を与える過程をい
い,その過程を構成する個個の要素工程及びそれらの要素工程について順序関係を示した
工程系列を意味する。
なお,要素工程はその機能又は状態によって,加工,運搬,停滞及び検査に分類し,更
に停滞は貯蔵及び滞留に,検査は数量検査及び品質検査に分類する。
2. 工程図記号の分類 工程図記号を基本図記号と補助図記号とに分類する。
基本図記号は要素工程を図示するために用いる記号で,加工,運搬,貯蔵,滞留,数量検査及び品質検
査の各記号に分類する。補助図記号は工程系列における系列の状態を図示するために用いる記号で,流れ
線,区分及び省略の各記号に分類する。
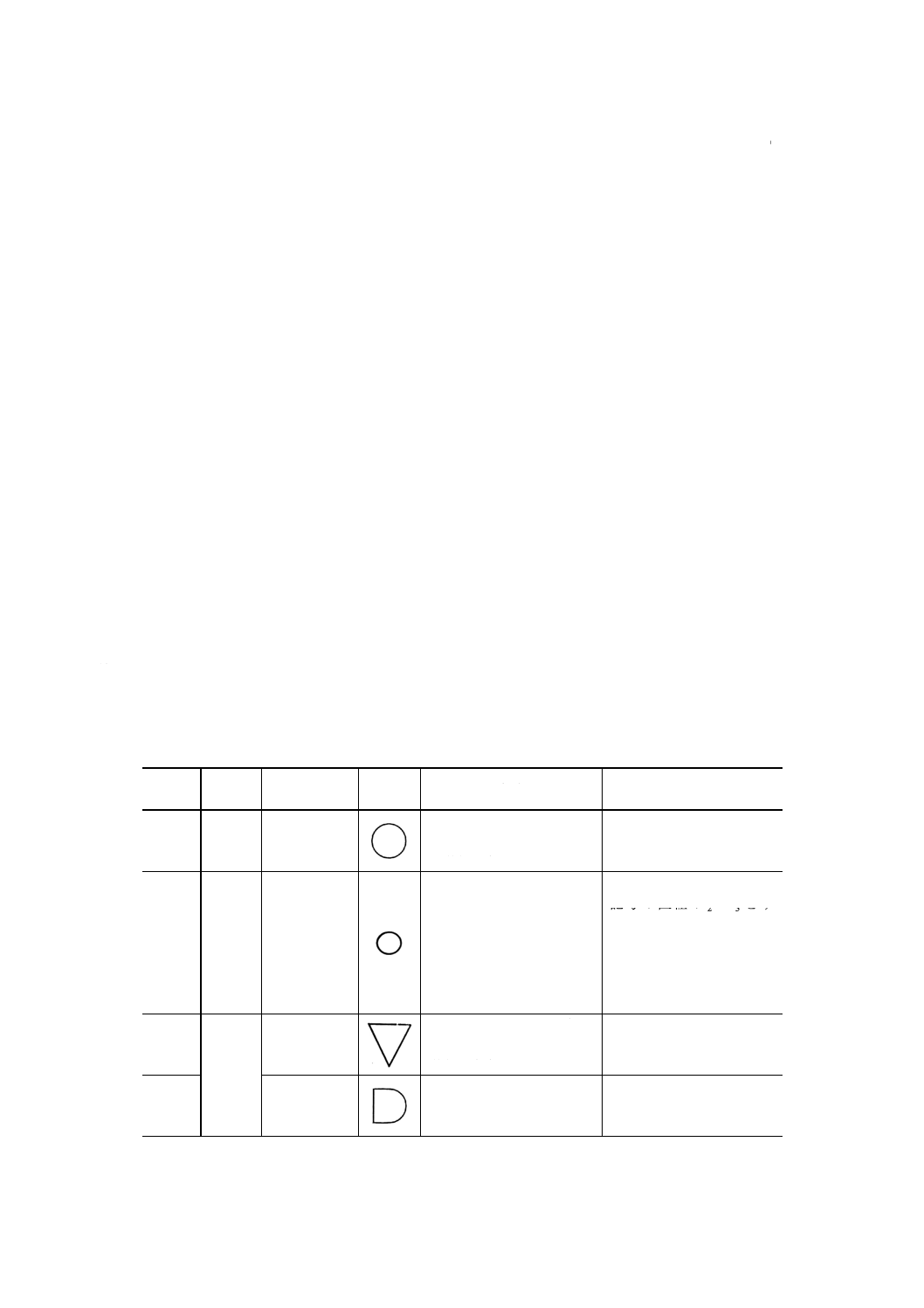
3. 基本図記号 基本図記号について表1のように規定する。
表1 基本図記号
番号
要素
工程
記号の名称
記号
意味
備考
1
加工
加工
原料,材料,部品又は製品
の形状,性質に変化を与え
る過程を表す。
2
運搬
運搬
原料,材料,部品又は製品
の位置に変化を与える過
程を表す。
運搬の記号の直径は,加工
記号の直径の21〜31とす
る。
記号○の変わりに記号を
用いてもよい。ただし,こ
の記号は運搬の方向を意
味しない。
3
停滞
貯蔵
原料,材料,部品又は製品
を計画により貯えている
過程を表す。
4
滞留
原料,材料,部品又は製品
が計画に反して滞ってい
る状態を表す。
2
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
要素
工程
記号の名称
記号
意味
備考
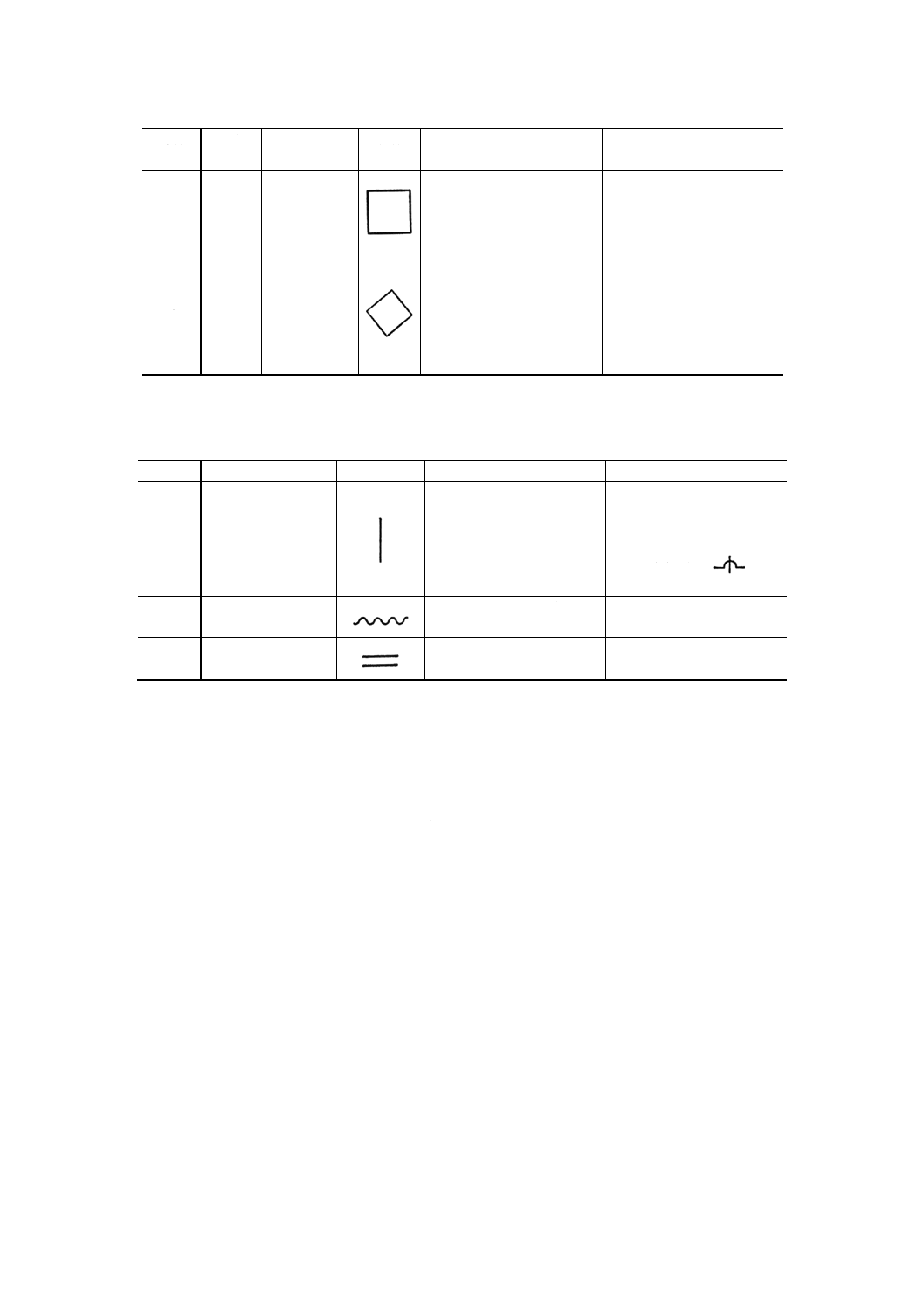
5
検査
数量検査
原料,材料,部品又は製品
の量又は個数を測って,そ
の結果を基準と比較して
差異を知る過程を表す。
6
品質検査
原料,材料,部品又は製品
の品質特性を試験し,その
結果を基準と比較してロ
ットの合格,不合格又は個
数の良,不良を判定する過
程を表す。
4. 補助図記号 補助図記号について表2のように規定する。
表2 補助図記号
番号
記号の名称
記号
意味
備考
1
流れ線
要素工程の順序関係を表
す。
順序関係が分かりにくい
ときは,流れ線の端部又は
中間部に矢印を描いてそ
の方向を明示する。流れ線
の交差部分は
で表
す。
2
区分
工程系列における管理上
の区分を表す。
3
省略
工程系列の一部の省略を
表す。
参考
1. 工程図記号の使い方
1.1
工程図 工程図記号を用いて製品を生産する工程を図示したものを工程図といい,次による。
(1) 工程図は,使用目的によって工程分析図又は工程計画図と呼ぶことができる。
(2) 工程図では,工程系列の始まる状態と終わりの状態とを貯蔵記号を用いて示す。
(3) 工程図は,工程系列における要素工程の順序関係に従って,原則として縦に図示する。
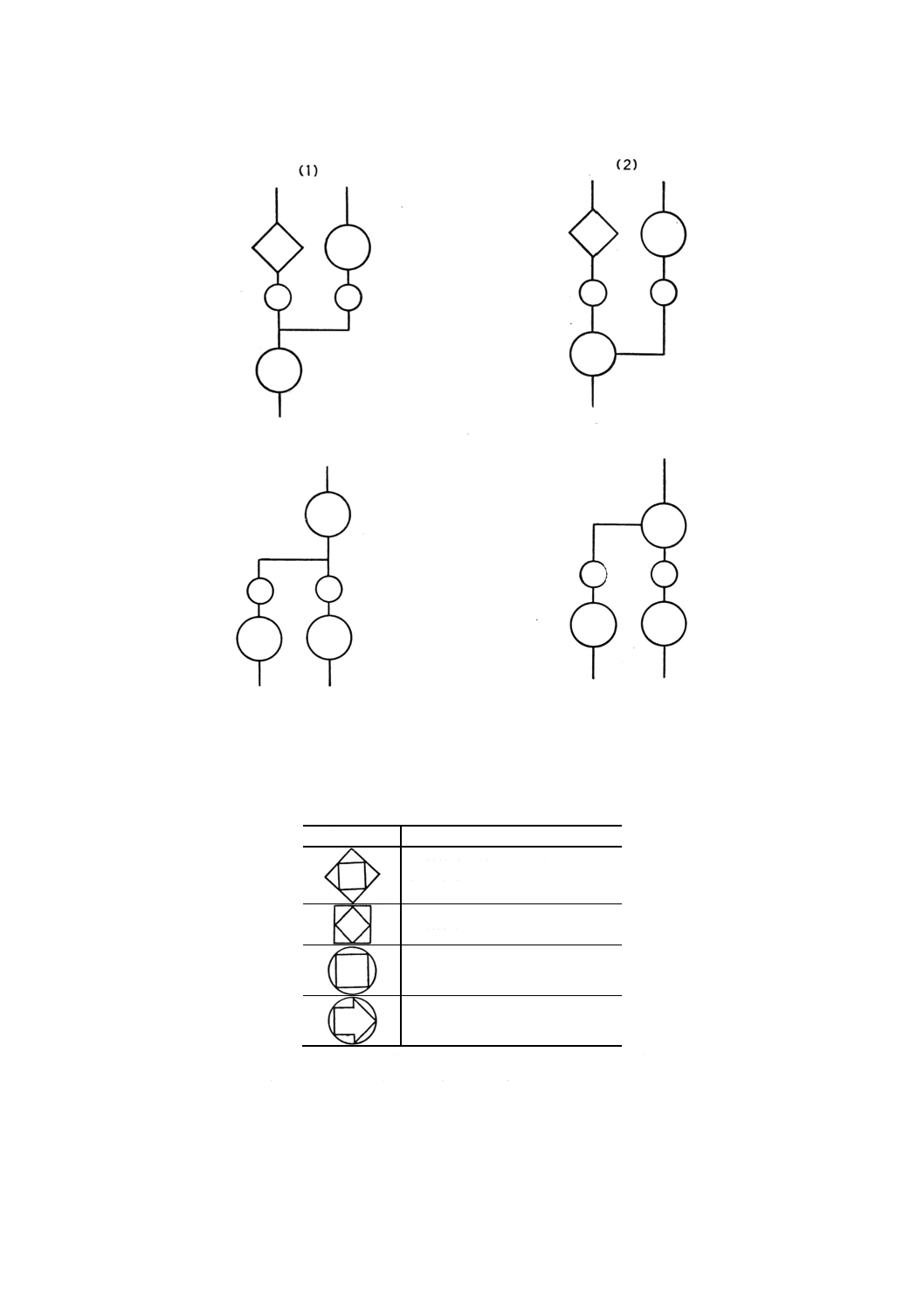
(4) 工程系列に合流又は分岐の箇所があるときには,流れ線を参考図1のように描き,主となる系列が工
程図の中心となるように図示する。
参考図1(1)に示す方法は,組立生産方式において多くみられるように,要素工程間で原料,材料,
部品又は製品が合流又は分岐する場合に用いる。
参考図1(2)に示す方法は,装置生産方式において多くみられるように,要素工程内で原料,材料,
部品又は製品が合流又は分岐する場合に用いる。
3
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図1 流れ線の描き方
1.2
複合記号 参考表に例示するように,二つの要素工程がもつ機能又は状態が,一つの要素工程で同
時に採られる場合には,それぞれの要素工程の記号を複合して図示することができる。この場合,主とな
る要素工程の記号を外側に,従となる要素工程の記号を内側に示す。
なお,複合記号においては,運搬記号はを用いる。
参考表 複合記号の例
複合記号
意味
品質検査を主として行いながら
数量検査もする。
数量検査を主として行いながら
品質検査もする。
加工を主として行いながら数量
検査もする。
加工を主として行いながら運搬
もする。
1.3
順序番号 工程系列における加工順序を示すには,加工記号内にその順序番号を記入する。
また,必要に応じて,加工に検査の要素工程を加えて順序番号を示すことができる。
その際,一つの工程図でいくつかの系列に区分して加工順序を示す必要がある場合には,各系列を表す
略号又は文字にそれぞれの順序番号を添えて示す。
4
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.4
運搬手段 運搬工程で運搬手段を示す必要がある場合には,運搬記号内にその運搬手段を表す略称,
略号又は文字を記入することができる。その際には備考欄を設けて略称,略号又は文字の説明を記述する。
2. 工程図記号の使用例
2.1
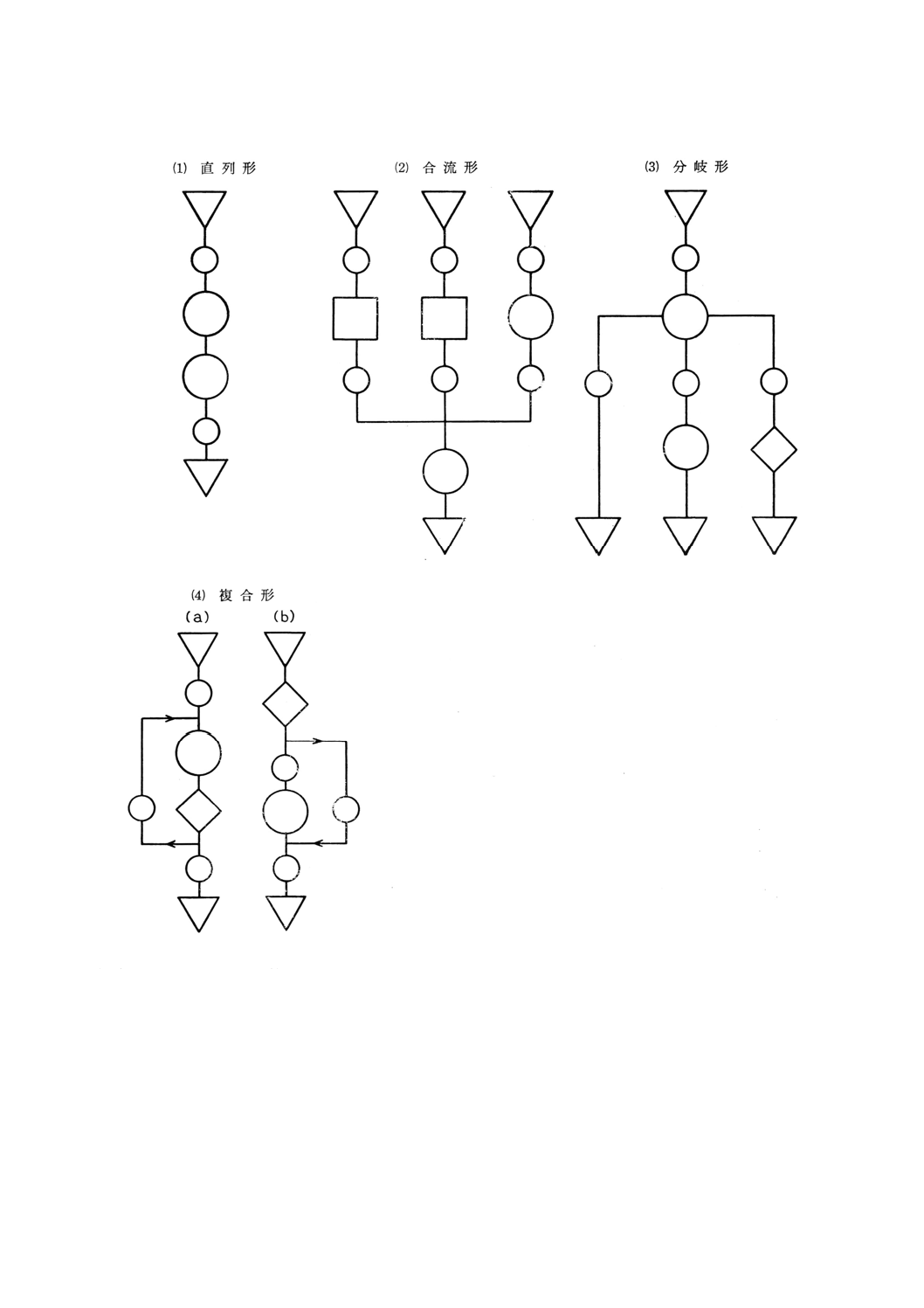
工程図を形成する形態 工程図を形成する形態は,直列形,合流形,分岐形及び複合形に分類でき
る。工程図は,これらの形態を組み合わせて形成する。
(1) 直列形 参考図2(1)のように,一つの系列からなる形態。
(2) 合流形 参考図2(2)のように,複数系列が集まって一つの系列となる形態。
(3) 分岐形 参考図2(3)のように,一つの系列が分かれて複数の系列となる形態。
(4) 複合形 参考図2(4)のように,直列形をする系列から分岐して再びその系列に合流する形態で,次の
二つに区分する。
(a) 分岐する箇所よりも以前に行われている要素工程に戻って合流する形態。
(b) 分岐する箇所よりも以後に行われる要素工程に進んで合流する形態。
5
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図2 工程図を形成する形態
2.2
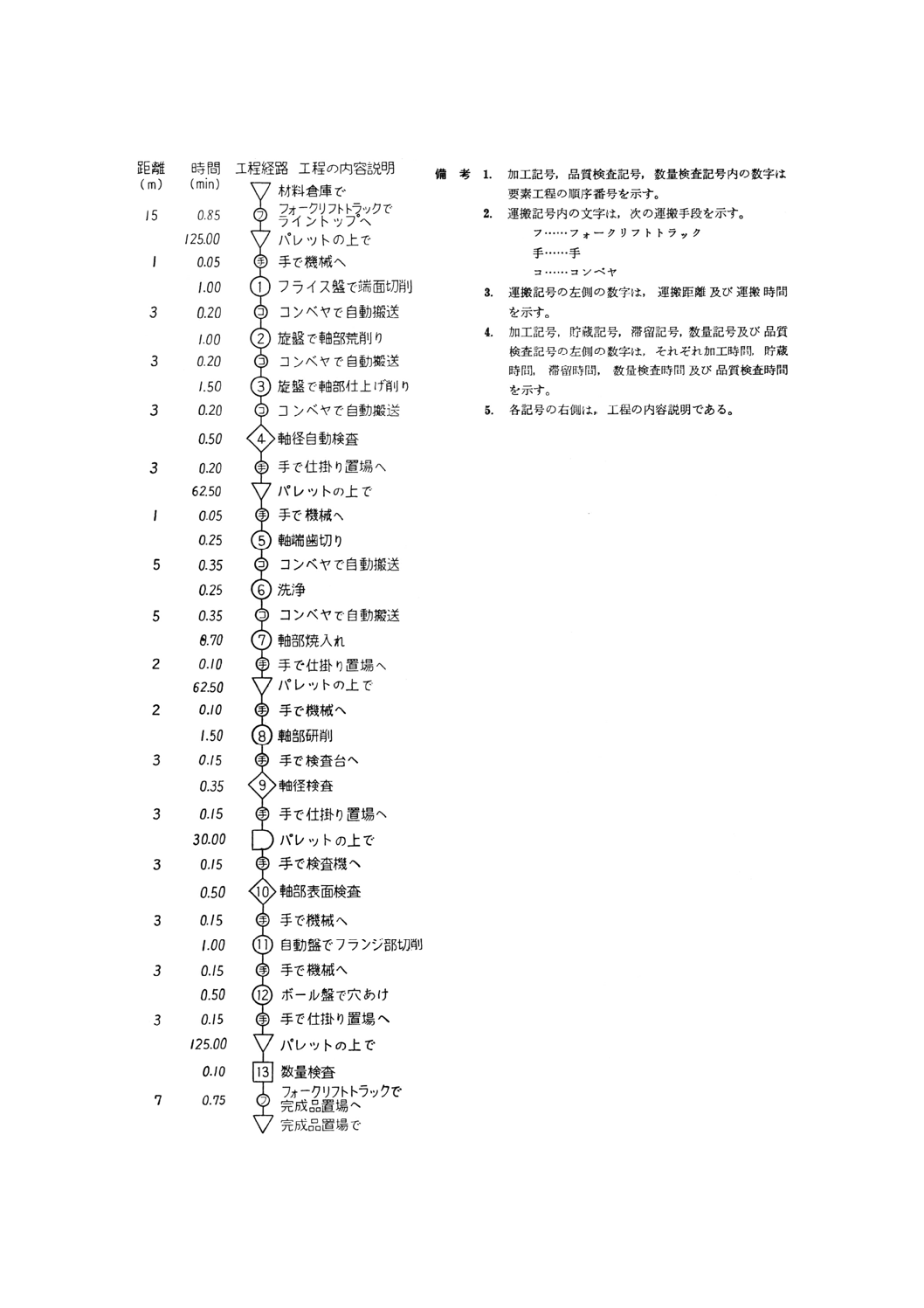
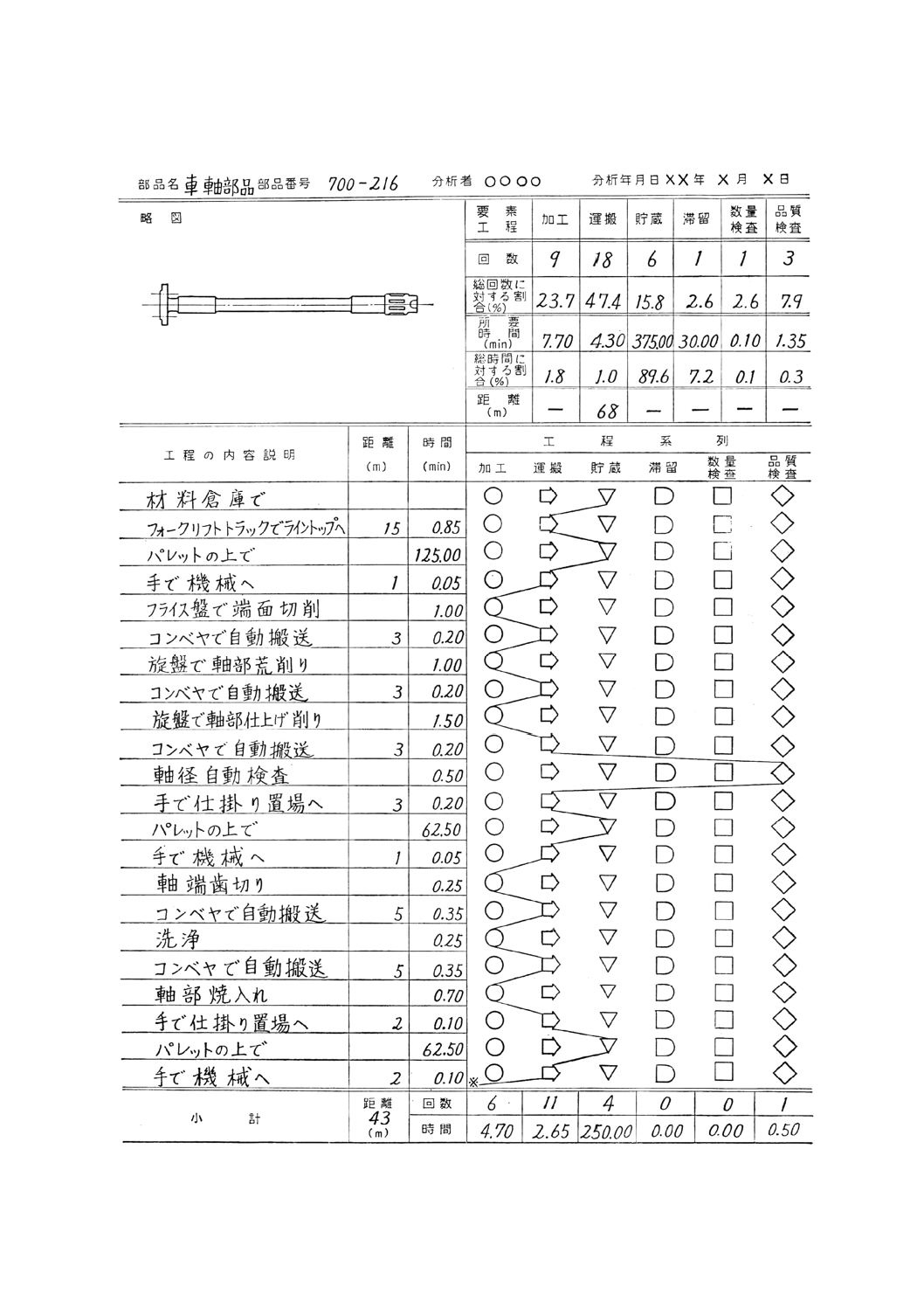
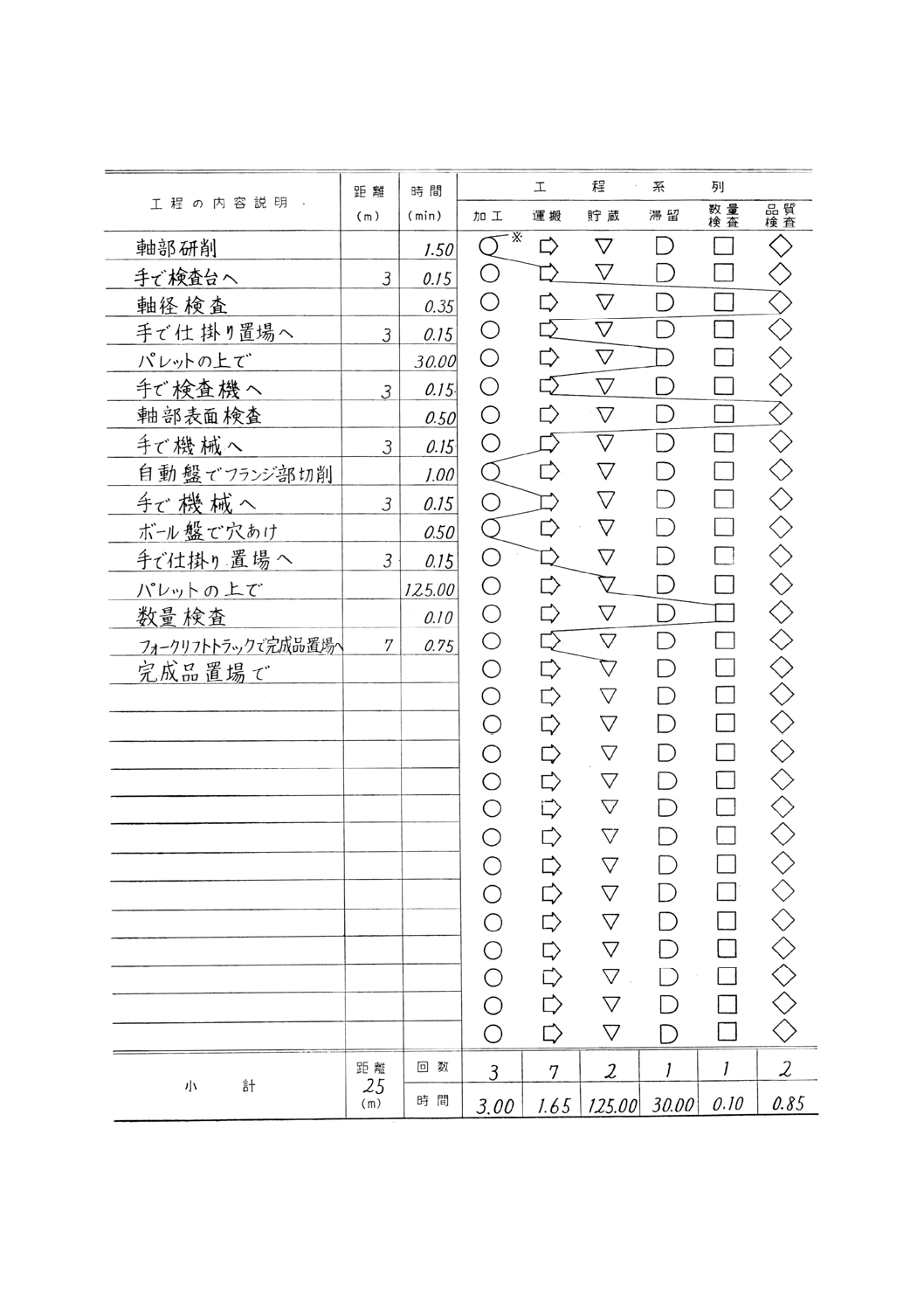
直列形による工程分析図 参考付図1に示す工程分析図は,車軸部品の工程について,その工程の
編成,設備配置などの改善のために現状を分析した工程図の例である。
なお,直列形による工程図では,参考付図2のようにあらかじめ描かれた基本図記号を流れ線で結ぶ形
式をとることもできる。
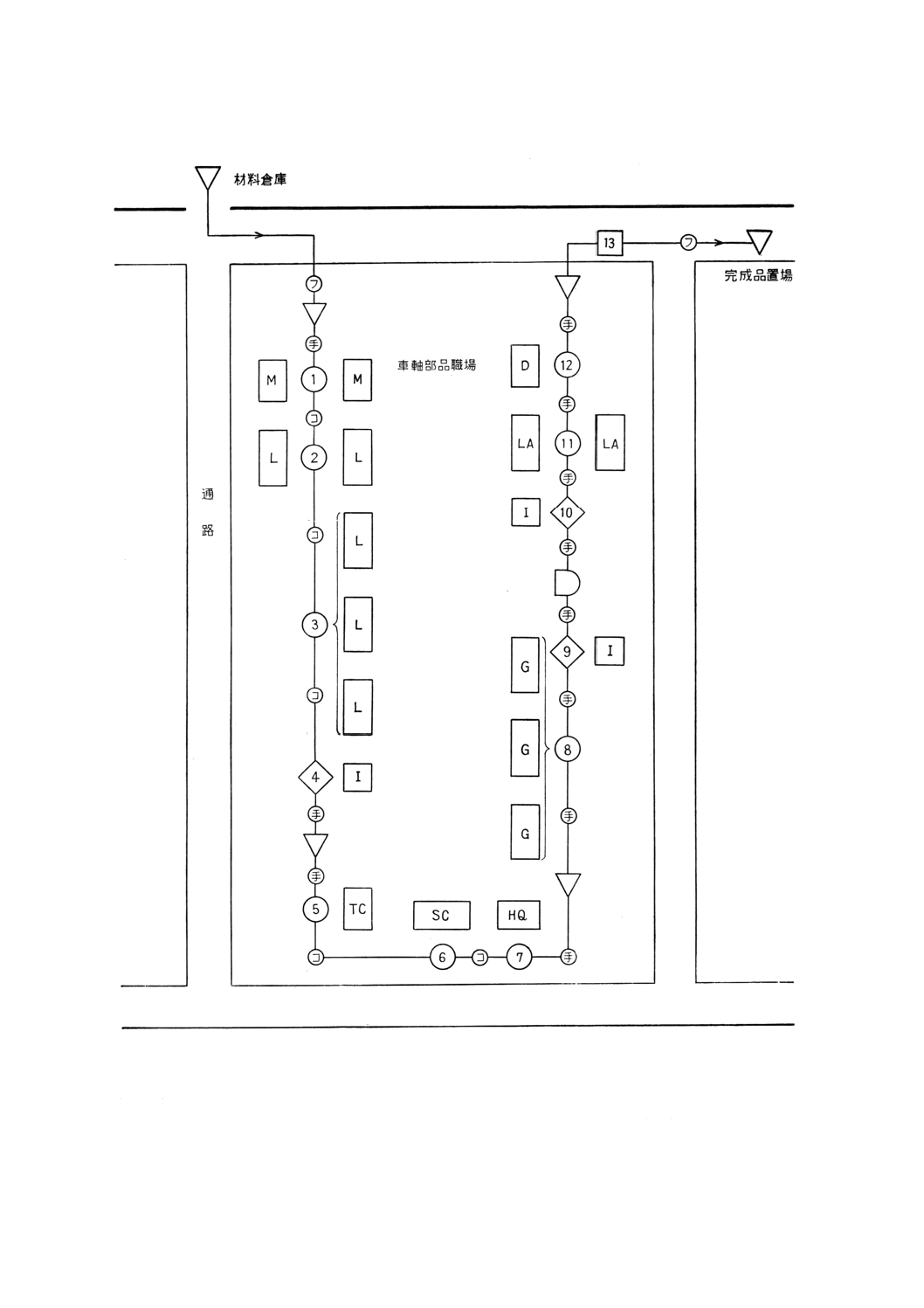
また,設備,職場又は建屋の配置図に工程図記号を記入したものを流れ線図といい,各工程図記号の位
置関係を示すのに用いる。参考付図3は,参考付図1の工程を流れ線図で示した例である。
2.3
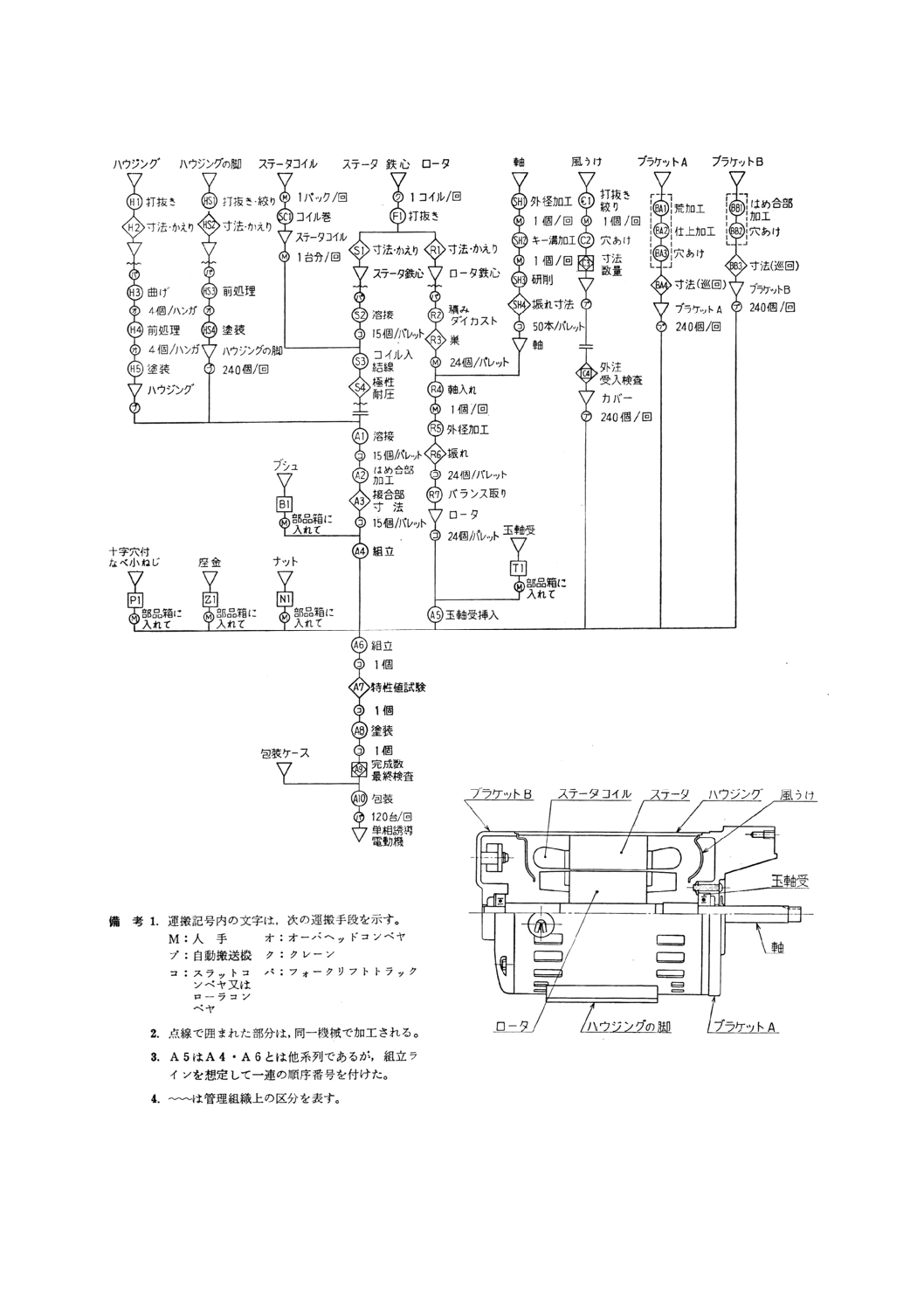
合流形を主とする工程計画図 参考付図4に示す工程図は,単相誘導電動機を生産する工程の計画
を示す工程図の例である。このように各構成部品を製作し,投入し,それらを組み立てて製品とするよう
な場合の工程図は,一般に合流形が主となる。
6
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
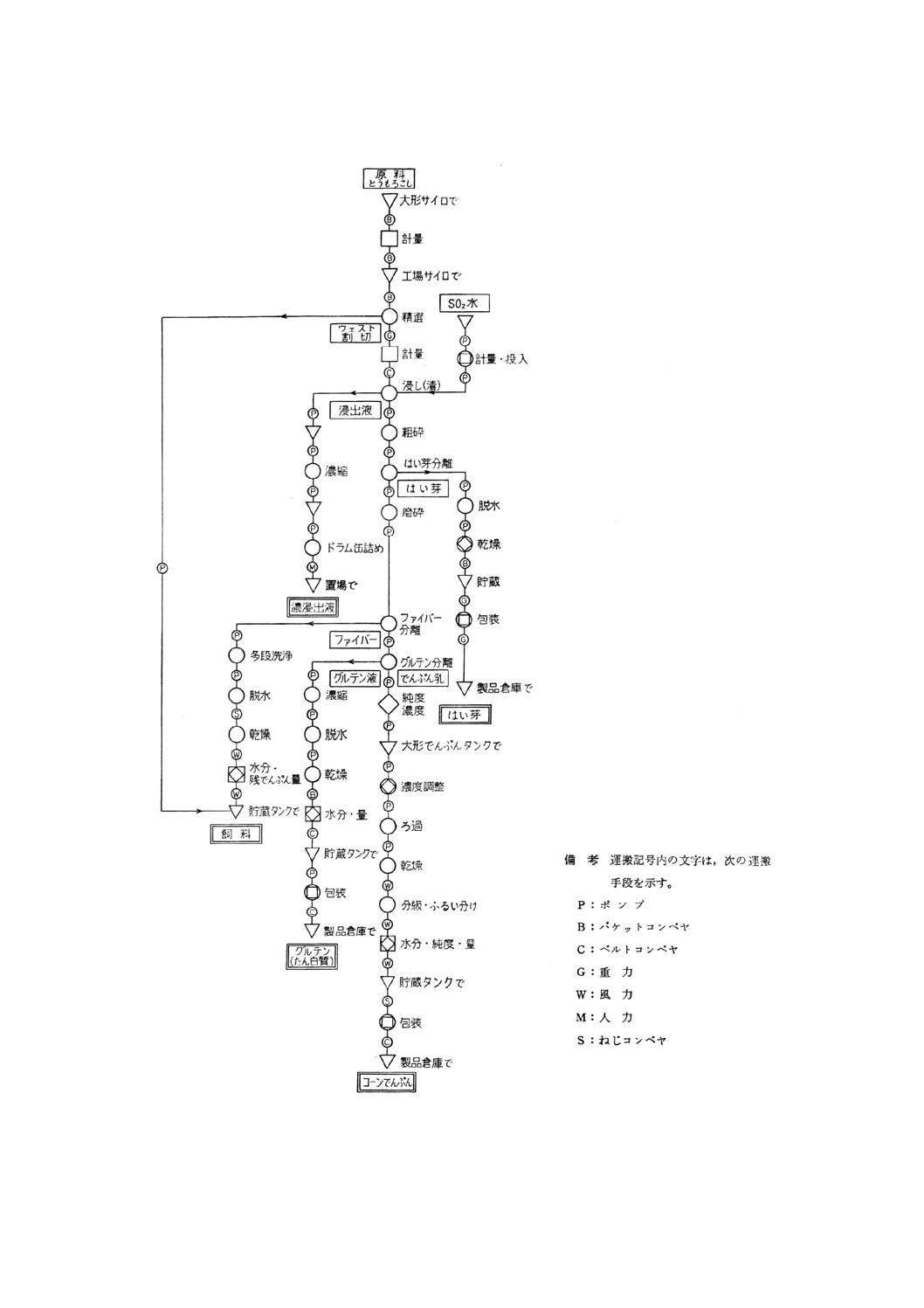
分岐形を主とする工程図 参考付図5に示す工程図は,とうもろこしを原料とするコーンでんぷん
を生産する工程を示す工程図の例である。このように原料から複数の製品,又は主製品のほかにいくつか
の副産物が産出される場合の工程図は,一般に分岐形が主となる。
2.5
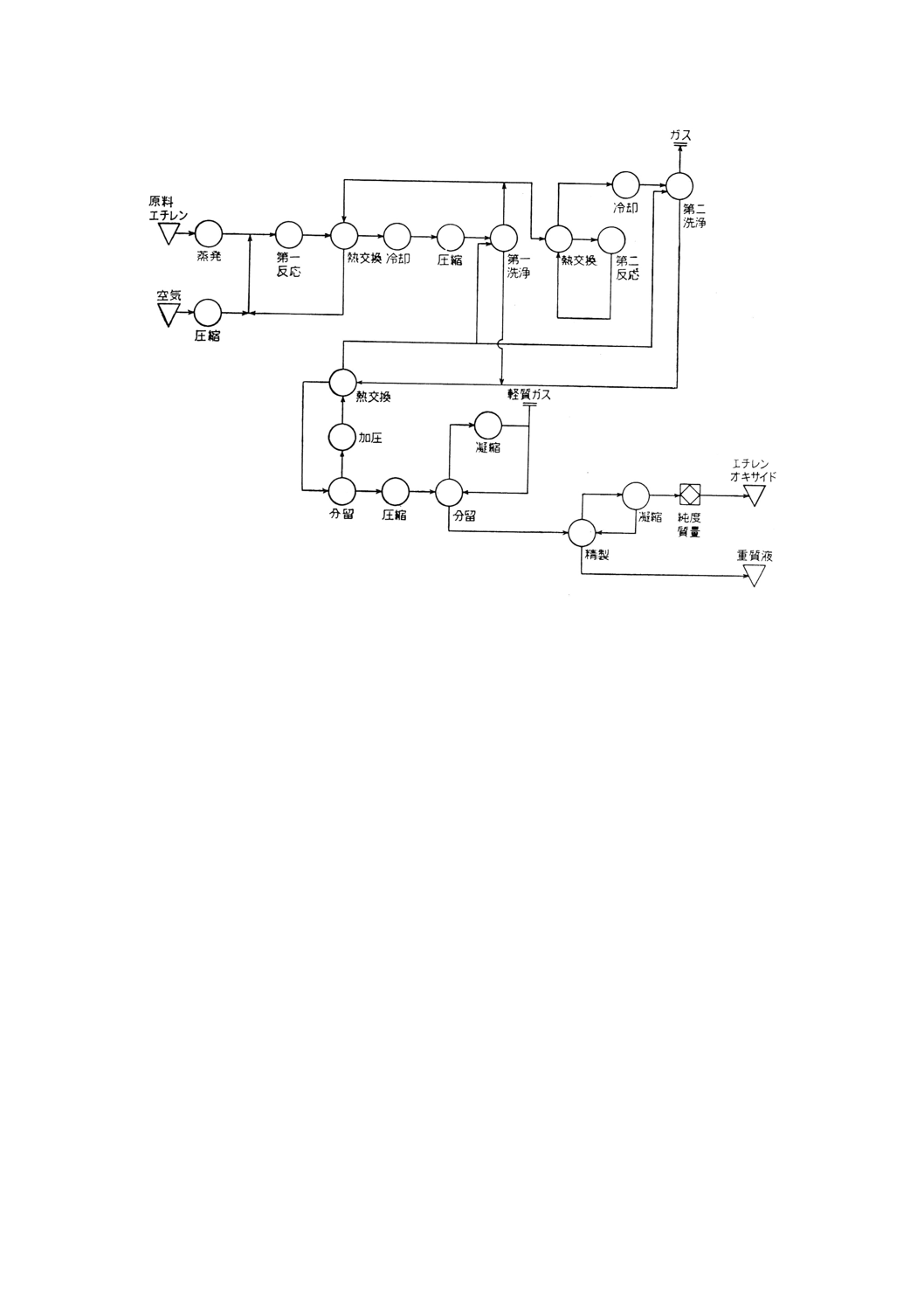
複合形を主とする工程図 参考付図6に示す工程図は,エチレンオキサイドを生産する工程の構想
を示す工程図の例である。化学製品などを生産する装置生産方式の工程では複合形をとることが多い。
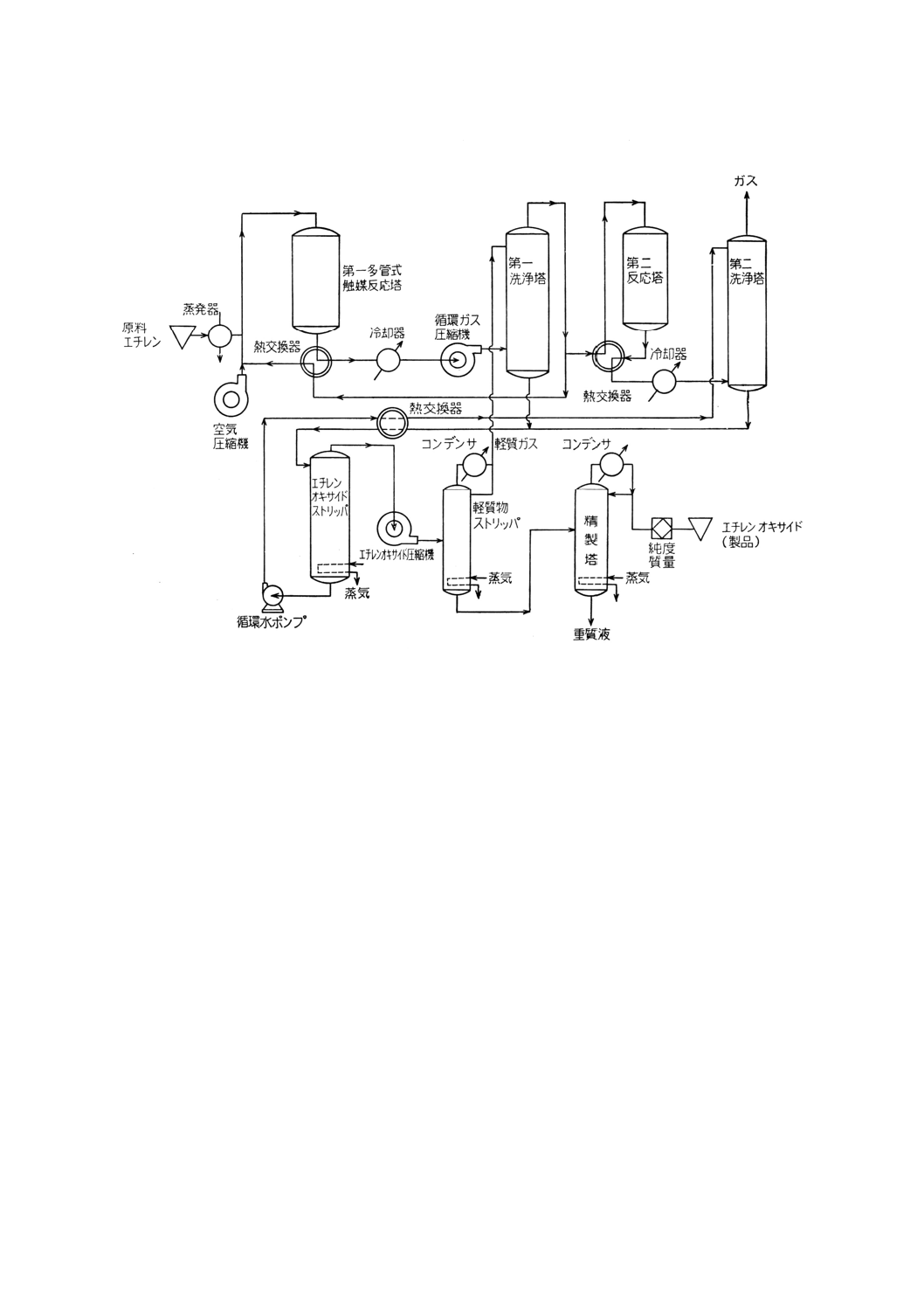
また,参考付図7に示す例のように,要素工程の記号の代わりにそれぞれの装置・設備の略図を用いる
こともある。
7
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図1 工程分析図(車軸部品)(その1)
8
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図2 工程分析図(車軸部品)(その2)
9
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図2 (つづき)
10
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図3 流れ線図(車軸部品)(その3)
備考
(運搬手段略号)
(機械略号)
フ……フォークリフトトラック
手……手
コ……コンベヤ
M……フライス盤
L……旋盤
I……検査機
TC…歯切り盤
SC…洗浄装置
HQ…焼入れ機
G……研削盤
LA…自動旋盤
D……ボール盤
11
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図4 工程計画図(単相誘導電動機)
12
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図5 工程計画図の例(コーンでんぷん)
参考付図6 工程図の例(エチレンオキサイド)
13
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 運搬は,パイプによって行っている。
2. 圧縮機は,運搬と加圧の役目をもっている。
14
Z 8206-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考付図7 工程計画図の例(エチレンオキサイド)