2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 0602-1988
平パレット試験方法
Test Methods for Flat Pallets
1. 適用範囲 この規格は,平パレット(以下,パレットという。)の試験方法について規定する。
引用規格:
JIS B 7733 圧縮試験機
2. 試験の種類 試験の種類は,次に示す4種類とする。
(1) けた又はブロック(以下,脚部という。)の圧縮試験 パレットの脚部に垂直方向の圧縮荷重を加え,
脚部の圧縮荷重に対する強度を調べる試験。
(2) 曲げ試験 パレットの両端を水平に支持し,その上面2か所に集中荷重を加え,パレットの曲げに対
する強度を調べる試験。
(3) 下面デッキボード試験 段積み時における2段目のパレットの下面デッキボードの曲げに対する強度
を調べる試験。
(4) 落下試験 パレットを所定の高さから対角線方向に落下させて,落下衝撃による変形などに対する強
度を調べる試験。
3. 試験装置
3.1
加重装置 JIS B 7733(圧縮試験機)による圧縮試験機,これに準じる装置又はおもりを用いて荷重
(1)を加える装置。
注(1) 試験荷重には,上面圧縮用材及び荷重板の質量も含む。
3.2
上面圧縮用材及び下面支持用材 上面圧縮用材及び下面支持用材は,次のとおりとする。
(1) 脚部圧縮試験に用いる上面圧縮用材は,表に示す寸法の鋼板とする。
表
単位 mm
パレットの種類
上面圧縮用材の寸法
金属製パレット・木製パレット
長さ200×幅200×高さ25
プラスチック製パレット
長さ300×幅300×高さ25
(2) 曲げ試験及び下面デッキボード試験に用いる上面圧縮用材は,外径約60mm,肉厚4mm以上の鋼管を
用い,下面支持用材は,幅・高さとも約100mm,肉厚3mm以上の角形鋼管を用い,荷重が均等にか
かり試験荷重に十分耐えるものとする。
なお,上面圧縮用材及び下面支持用材の長さは,パレットよりも長いものとする。
4. 供試品
2
Z 0602-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
前処置 木製パレット及びプラスチック製パレットは,次の前処置を行う。
(1) 木製パレット 木製パレットの試験時の含水率は,18%以上とする。
(2) プラスチック製パレット 温度23±2℃の条件下に48時間以上放置した後,速やかに試験を行う。
なお,必要に応じて上記以外の温度を設定し,試験を行う。
4.2
供試品の数 供試品の数は,各試験ごとにそれぞれ3個以上とする。
ただし,いずれかの試験を実施した供試品を他の試験に使用して差し支えない。
5. 試験方法
5.1
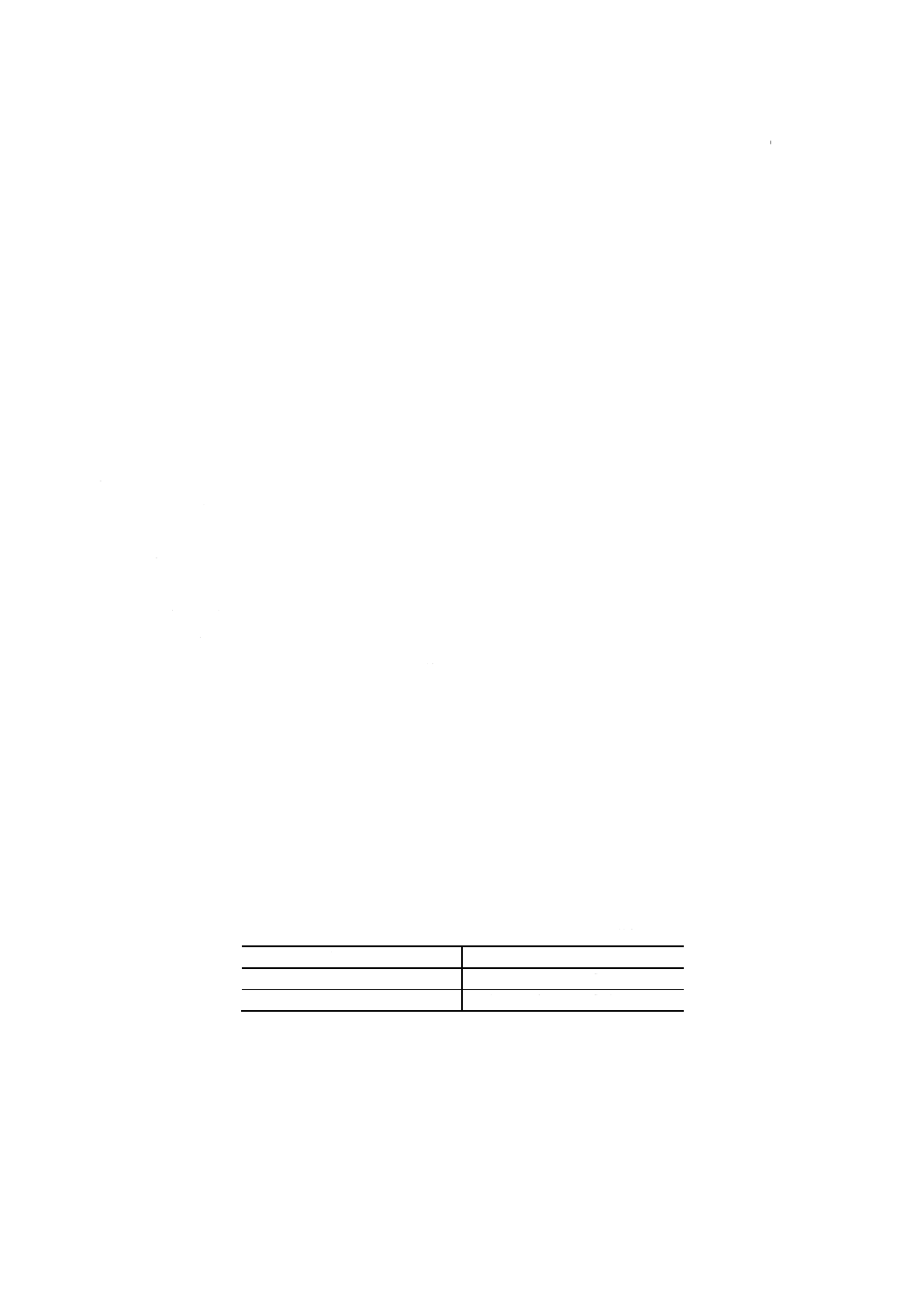
パレットの脚部圧縮試験方法 パレットを平たんで強固な水平面に置き,測定部上面に上面圧縮用
材を置く(図1参照)。
次に,上面圧縮用材を介して圧縮荷重をかける。圧縮荷重は,初めに最大積載質量に相当する荷重のお
おむね0.25倍をかけ,更に最大積載質量に相当する荷重の1.1倍まで負荷して圧縮ひずみ量を測定する。
この場合,圧縮ひずみ量はパレットに最大積載質量に相当する荷重のおおむね0.25倍をかけた状態から,
最大積載質量に相当する荷重の1.1倍負荷時までの荷重板下面A点の変位量(2)とする。
次に,荷重を取り去った後,脚部の異常の有無を調べる。
同様の試験をパレットの対角A・B2か所において行い,それぞれの測定値を平均して,圧縮ひずみ量を
求める。
注(2) 図1の方法による試験の場合は,A1とA2との平均値とする。
図1
5.2
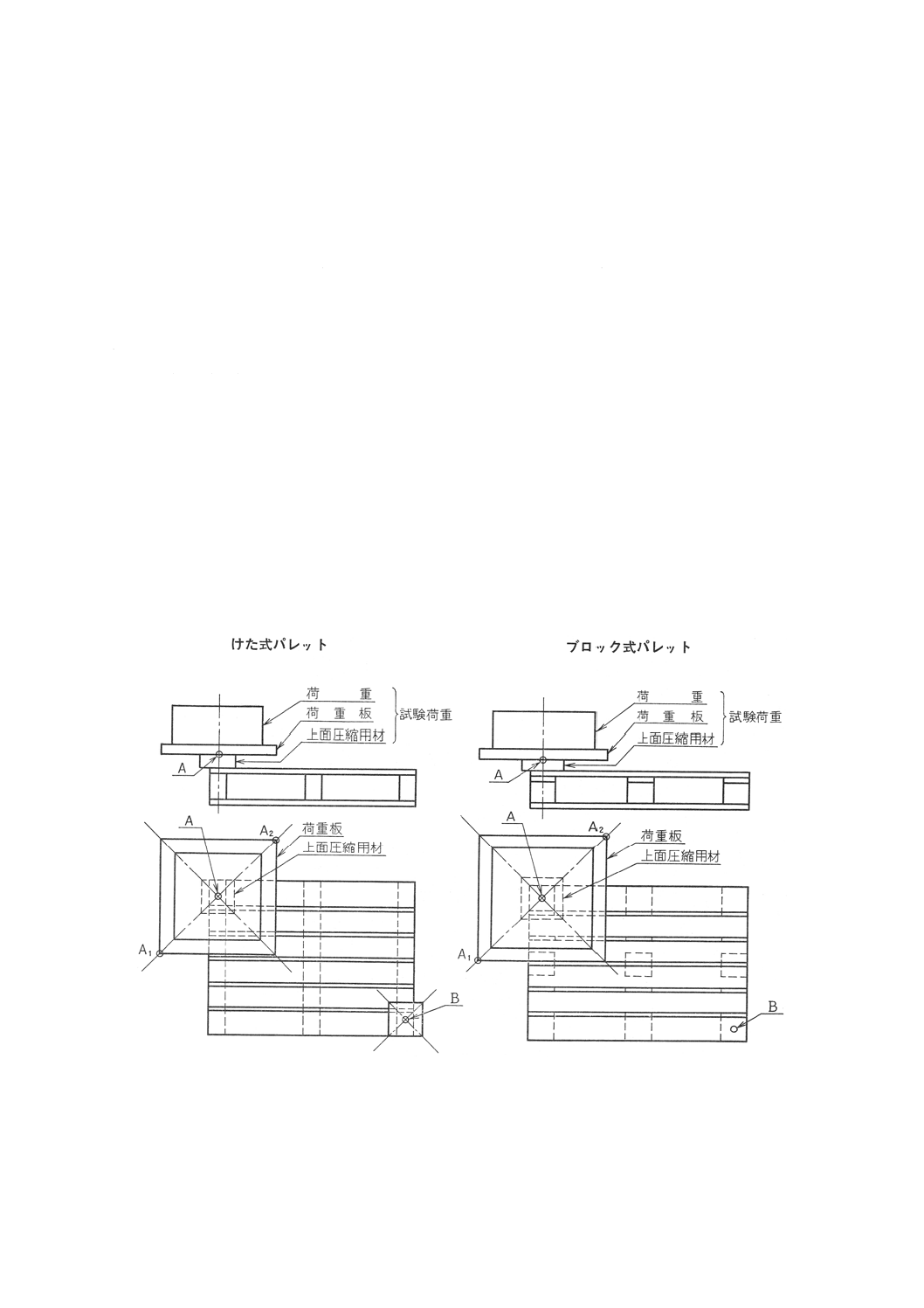
パレットの曲げ試験方法 パレットの曲げ試験方法は,次のとおりとする(図2参照)。
(1) 下面支持用材をパレットの下面両端部にそろえて置き,上面圧縮用材を図2に示すように置く。
次に,上面圧縮用材及び下面支持用材を介して荷重をかける。荷重は初めに最大積載質量に相当す
る荷重のおおむね0.1倍をかけ,更に最大積載質量に相当する荷重の1.25倍まで負荷して,たわみ量
3
Z 0602-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を測定する。
この場合,たわみ量はパレットに最大積載質量に相当する荷重のおおむね0.1倍をかけた状態のた
わみ (δ1) と最大積載質量に相当する荷重の1.25倍負荷時のたわみ (δ2) との差とする。
たわみ量は,図2のとおりに配置したダイヤルゲージで測定し,AとBとの平均値によって表す。
たわみ率は,式(1)による。
図2
()
100
%
1
2
×
−
=
l
δ
δ
たわみ率
·························································· (1)
(2) 次に,最大積載質量に相当する荷重のおおむね0.1倍まで荷重を減らし,たわみ量が落ち着くまで放
置した後,A及びBのたわみ量を測定する。
この場合,残留たわみ量は,この測定値 (δ3) と初めに最大積載質量に相当する荷重のおおむね0.1
倍をかけたときのたわみ (δ1) との差とし,AとBとの平均値で表す。
残留たわみ率は,式(2)による。
()
100
%
1
3
×
−
=
l
δ
δ
残留たわみ率
···················································· (2)
(3) 必要に応じて90°回転させた方向においても同様に曲げ試験を実施する。
4
Z 0602-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
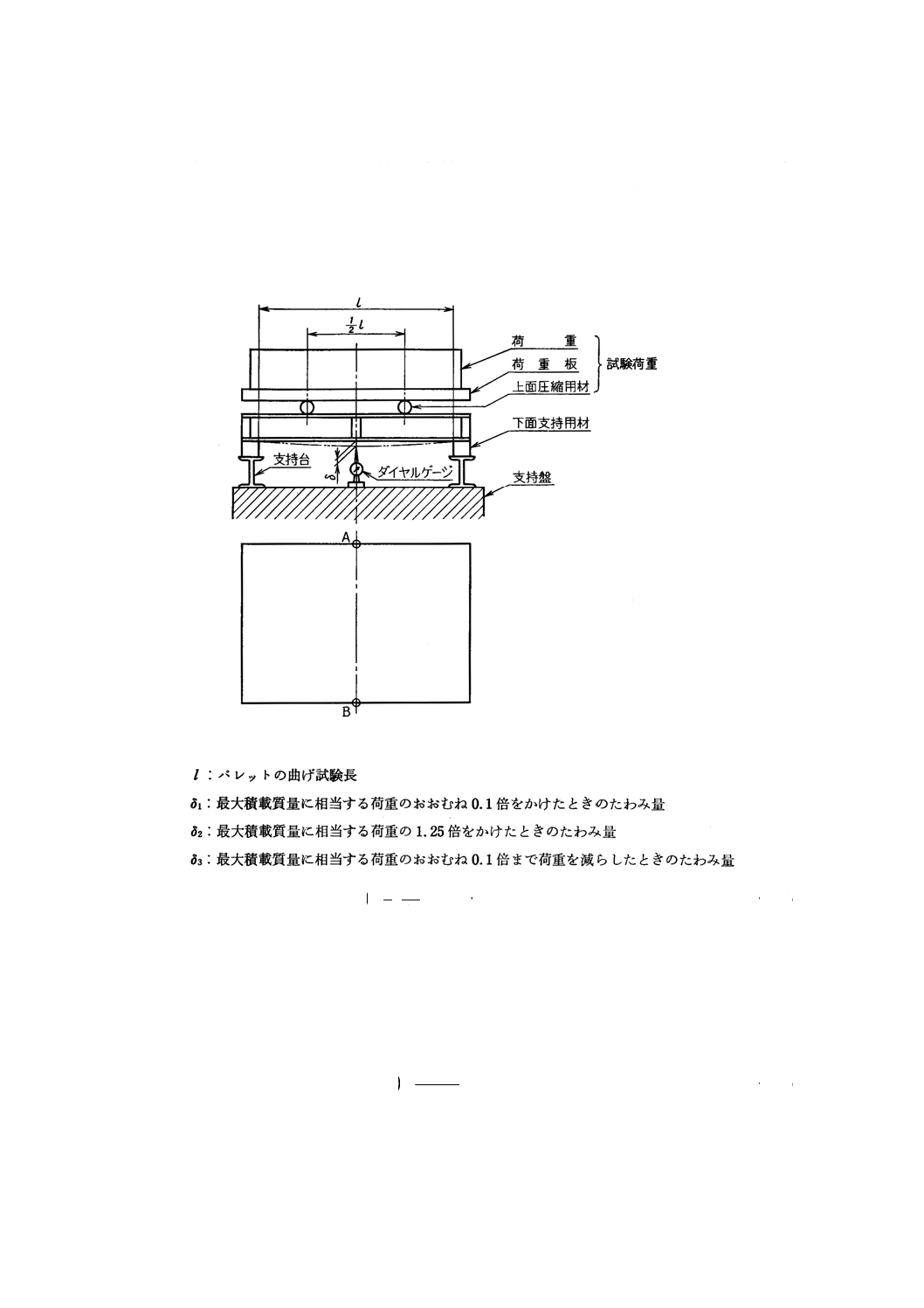
パレットの下面デッキボード試験方法 パレットの下面デッキボード試験方法は,次のとおりとす
る(図3参照)。
(1) 水平な平面上にパレット上面を下側に向け,上面圧縮用材を図3に示すように設置する。
次に,上面圧縮用材を介して荷重をかける。荷重は初めに最大積載質量に相当する荷重のおおむね
0.1倍をかけ,更に最大積載質量に相当する荷重の1.15倍まで負荷してたわみ量を測定する。
この場合,たわみ量はパレットに最大積載質量に相当する荷重のおおむね0.1倍をかけた状態のた
わみ (δ1) と最大積載質量に相当する荷重の1.15倍負荷時のたわみ (δ2) との差とする。
たわみ量は,ダイヤルゲージ,ノギスなどで測定し,A, B, CとDとの平均値によって表す。
たわみ率は,式(3)による。
図3
()
100
%
1
2
×
−
=
l
δ
δ
たわみ率
·························································· (3)
(2) 残留たわみを測定する必要がある場合は,5.2(2)の方法に準じる。
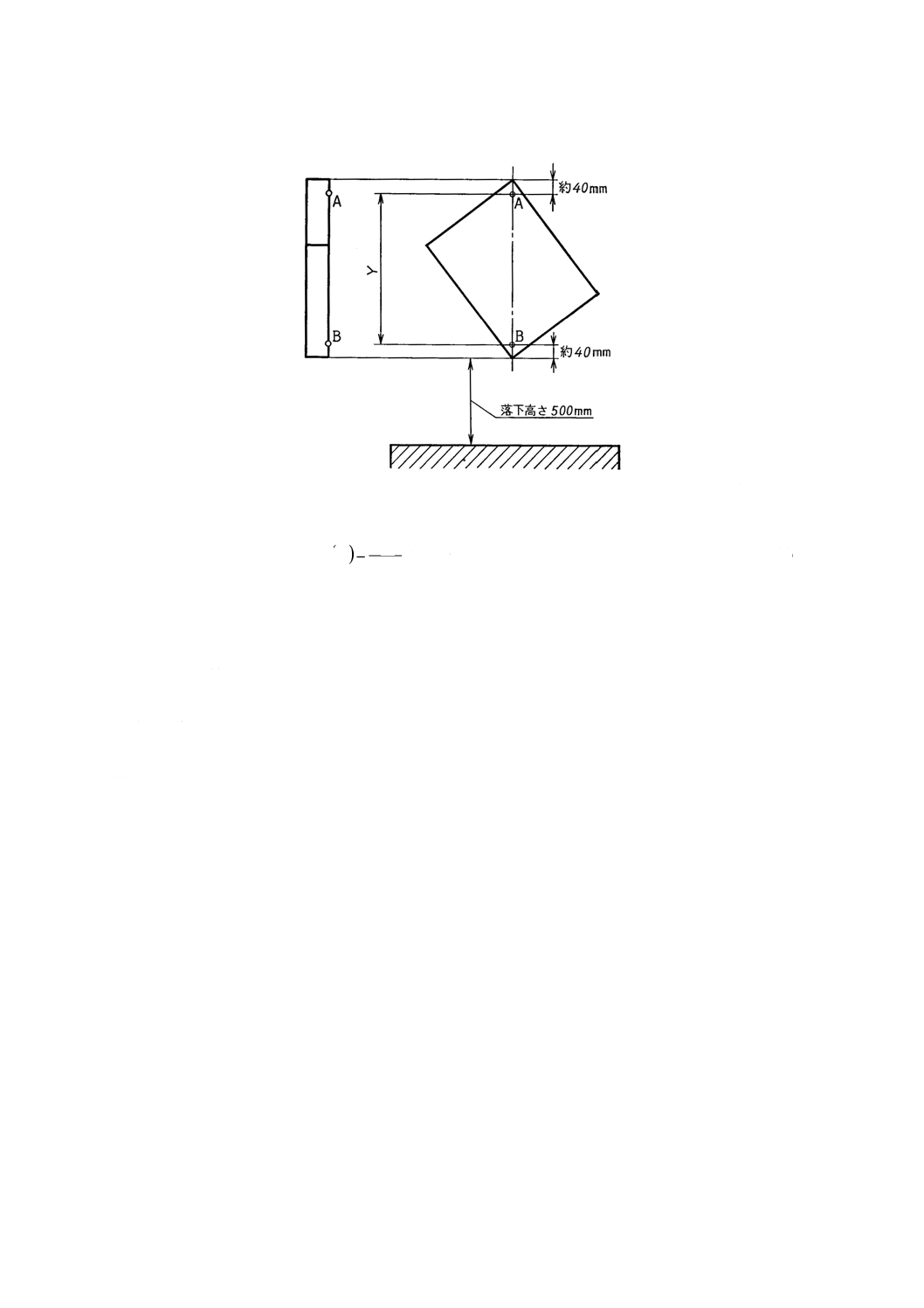
5.4
パレットの落下試験方法 パレットの落下試験方法は,次のとおりとする。
(1) パレット積載面の対角線の両端から,おおむね40mmの所に測定点(A及びB)を設け,AB間の対
角線長さ (Y) を測定する。
次に,平パレットを図4のように適切な方法でつり上げ,コンクリート,石,鋼板などの堅固な材
料で作られた水平面に,500mmの高さから同一角を3回自由落下させる。
5
Z 0602-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4
(2) 3回落下させた後,一つの積載面のA点からB点の対角線の長さ (Y') を測定し,試験前のA点から
B点の対角線の長さ (Y) の測定値と比較して,式(4)によって変化率を求める。
()
100
'
%
×
−
=
Y
Y
Y
変化率
······························································ (4)
6. 試験報告 試験報告には,次の事項を記載する。
(1) パレットの種類,最大積載質量,大きさ,使用材料及び含水率(木製の場合)
(2) パレットの質量
(3) 試験時の温度・湿度条件
(4) 試験の方法
(5) 試験の結果
(a) 脚部圧縮強度試験
(b) 曲げ強度試験
(c) 下面デッキボード試験
(d) 落下試験
6
Z 0602-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
物流部会パレット専門委員会 構成表
氏名
所属
(委員会長)
梁 瀬 仁
山梨大学
秋 庭 雅 夫
東京工業大学
幸 田 孝 一
社団法人日本包装技術協会
高 森 秀 夫
株式会社日通総合研究所
飛 田 勉
工業技術院標準部
藤 井 毅
農林水産省林業試験場
森 田 光 俊
通商産業省生活産業局
山 田 隆 二
運輸省貨物流通局
有 住 一 信
川崎包装工業株式会社
岩 岡 利 明
株式会社岩岡工作所
岡 田 和 夫
岡田工業株式会社
樽 谷 恵 蔵
樽谷包装産業株式会社
藤 井 満
大日本インキ化学工業株式会社
花 岡 勇
花岡産業株式会社
浜 本 哲 司
社団法人日本パレット協会
山 本 規矩也
株式会社ダイフク
大 町 秀 夫
サントリー株式会社
小 谷 泰 三
東芝物流株式会社
鈴 木 章 夫
味の素株式会社
長谷川 明
日本たばこ産業株式会社
和 田 茂
株式会社学習研究社
(事務局)
小 林 秋 穂
工業技術院標準部機械規格課
山 形 智 幸
工業技術院標準部機械規格課