K 7373:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本プラスチック工業連盟 (JPIF)/財団法人
日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS K 7373には,次に示す附属書がある。
附属書(参考) 精度
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験の一般条件 ··············································································································· 2
4.1 試験用試料及び試験片の作製···························································································· 2
4.2 試験場所の標準状態 ······································································································· 2
5. 測定方法及び測定条件 ······································································································ 2
5.1 一般 ···························································································································· 2
5.2 測定方法 ······················································································································ 2
5.3 測定条件 ······················································································································ 3
6. 計算方法 ························································································································ 4
6.1 黄色度 (YI) の計算方法 ·································································································· 4
6.2 黄変度 (∆YI) の計算方法 ································································································· 4
7. 報告 ······························································································································ 4
附属書(参考)精度 ·············································································································· 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7373:2006
プラスチック−黄色度及び黄変度の求め方
Plastics-
Determination of yellowness index and change of yellowness index
序文 この規格は,JIS K 7105から黄色度及び黄変度に関する試験方法を分離・独立して制定した日本工業
規格である。
1. 適用範囲 この規格は,無色(1),半透明白色(2)及び不透明白色(3)のプラスチックの黄色度及び黄変度
の試験方法について規定する。ここにいうプラスチックとは,フィルム状,板状,粉状及びペレット状の
ものをいい,表面がマット(つや消し)状及び表面形状が付与されたもの(以下,パターンという。)を含
む。ただし,蛍光を発するものは含まない。
注(1) 無色とは,実質的に無色透明なものをいう。
(2) 半透明白色とは,光の透過性をもつ白色で,全光線透過率B法(4)による全光線透過率が約30 %
以上のものである。
(3) 不透明白色とは,実質的に光が透過しないものをいう。
(4) 光線透過率及び光線反射率の試験方法は,2007年に日本工業規格として新たに制定の予定であ
る。この試験方法が,他の試験方法とともに規定されているJIS K 7105は,その後廃止される
予定である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。
JIS K 6899-1 プラスチック−記号及び略語−第1部:基本重合体(ポリマー)及びその特性
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
JIS K 7105 プラスチックの光学的特性試験方法
JIS Z 8105 色に関する用語
JIS Z 8402-2 測定方法及び測定結果の精確さ(真度及び精度)−第2部:標準測定方法の併行精度及
び再現精度を求めるための基本的方法
JIS Z 8720 測色用標準イルミナント(標準の光)及び標準光源
JIS Z 8722 色の測定方法−反射及び透過物体色
3. 定義 この規格で用いる主な用語の定義は,JIS Z 8105及びJIS Z 8722によるほか,次による。
a) 黄色度 (YI) 無色又は白色から色相が黄方向に離れる度合い。
備考 黄色度は通常はプラス値であり,マイナスの値は,色相が青であることを示す。
b) 黄変度 (∆YI) 初期の黄色度と暴露後の黄色度との差。
2
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 光,熱などの環境に暴露されたプラスチックの劣化の評価に用いられる。
4. 試験の一般条件
4.1
試験用試料及び試験片の作製 試料は,品質が同一とみなすことができるロットごとに合理的な方
法によって採取する。フィルム状及び板状の場合は,受渡当事者間の協定によって採取した試料から試験
片を作製し,粉体,ペレットなどその他の形状の場合は,そのまま試験用試料とする。
4.2
試験場所の標準状態 試験場所の標準状態は,JIS K 7100に示す23/50条件の1級又は2級とする。
5. 測定方法及び測定条件
5.1
一般 色の測定は,JIS Z 8722の5.(分光測色方法)又はJIS Z 8722の6.(刺激値直読方法)によ
って三刺激値を求める。光の拡散性のある試料(ヘーズ30 %以上の拡散性試料)の場合には,積分球を備
える等の拡散光を十分に捕そく(捉)可能な光学系を選択する。積分球を使用する場合,JIS Z 8722の5.3.1
及び5.4.1に規定する幾何光学条件c及びgによるときは,積分球に入射する照明光の一部が直接試験片に
照射することがあってはならない。また,JIS Z 8722の5.3.1及び5.4.1に規定する幾何光学条件d及びf
によるときは,試験片から反射・透過した光の一部を直接検出器へ導入しない。
これらはJIS Z 8722の5.3.1及び5.4.1に規定する幾何光学条件c及びgの場合は,積分球の光線入射開
口から入射する光が直接試験片取付け開口に入ることがないように積分球内表面と同等な材質の遮光板を
配置する。同様にJIS Z 8722の5.3.1及び5.4.1に規定する幾何光学条件d及びfの場合は,積分球の試験
片取付け開口から入射する光が直接検出器開口に入ることがないように積分球内表面と同等な材質の遮光
板を配置する。
備考1. 拡散性試料を試験片とする場合,特に,5.1の条件が満たされることが重要である。
2. 半透明白色のフィルム,板をJIS Z 8722の5.3.1及び5.4.1に規定する幾何光学条件d及びf
による方法で透過測定を行う場合,試験片端部からの散逸光が試験結果に影響を及ぼすため,
試験片への入射光束径は開口部の径に対してより小さい方が望ましい。
三刺激値は,JIS Z 8720に規定する標準イルミナントD65又は補助イルミナントCを使用し,XYZ表色
系(2度視野)又はX10Y10Z10表色系(10度視野)で表示する。
5.2
測定方法 測定方法は,次のいずれかによる。
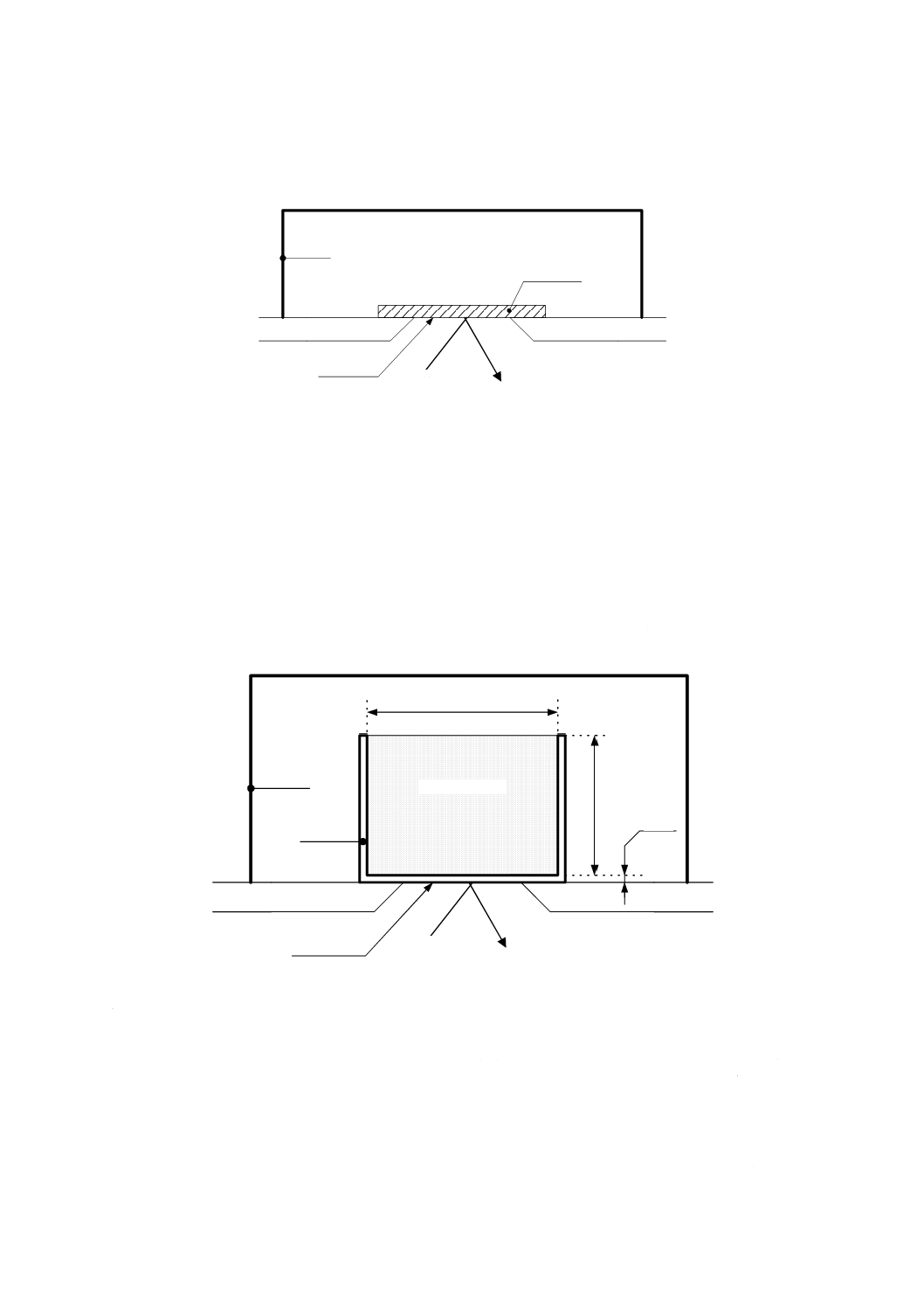
a) フィルム及び板の透過測定方法 試験片の中心部と測定用開口部の中心部とを合わせ,試験片をセッ
トして三刺激値を測定する(図1)。
試験片
光線
図 1 フィルム及び板の透過測定
b) フィルム及び板の反射測定方法 試験片の中心部と測定用開口部の中心部とを合わせ,試験片の裏面
にあて板を置かない状態で,透光性がなく内面反射のない光トラップをかぶせて三刺激値を測定する
(図2)。
3
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
やむをえず裏面にあて板を置く場合は,使用したあて板の種類又は三刺激値を付記しなければなら
ない。
試験片
光トラップ
測定面
図 2 フィルム及び板の反射測定
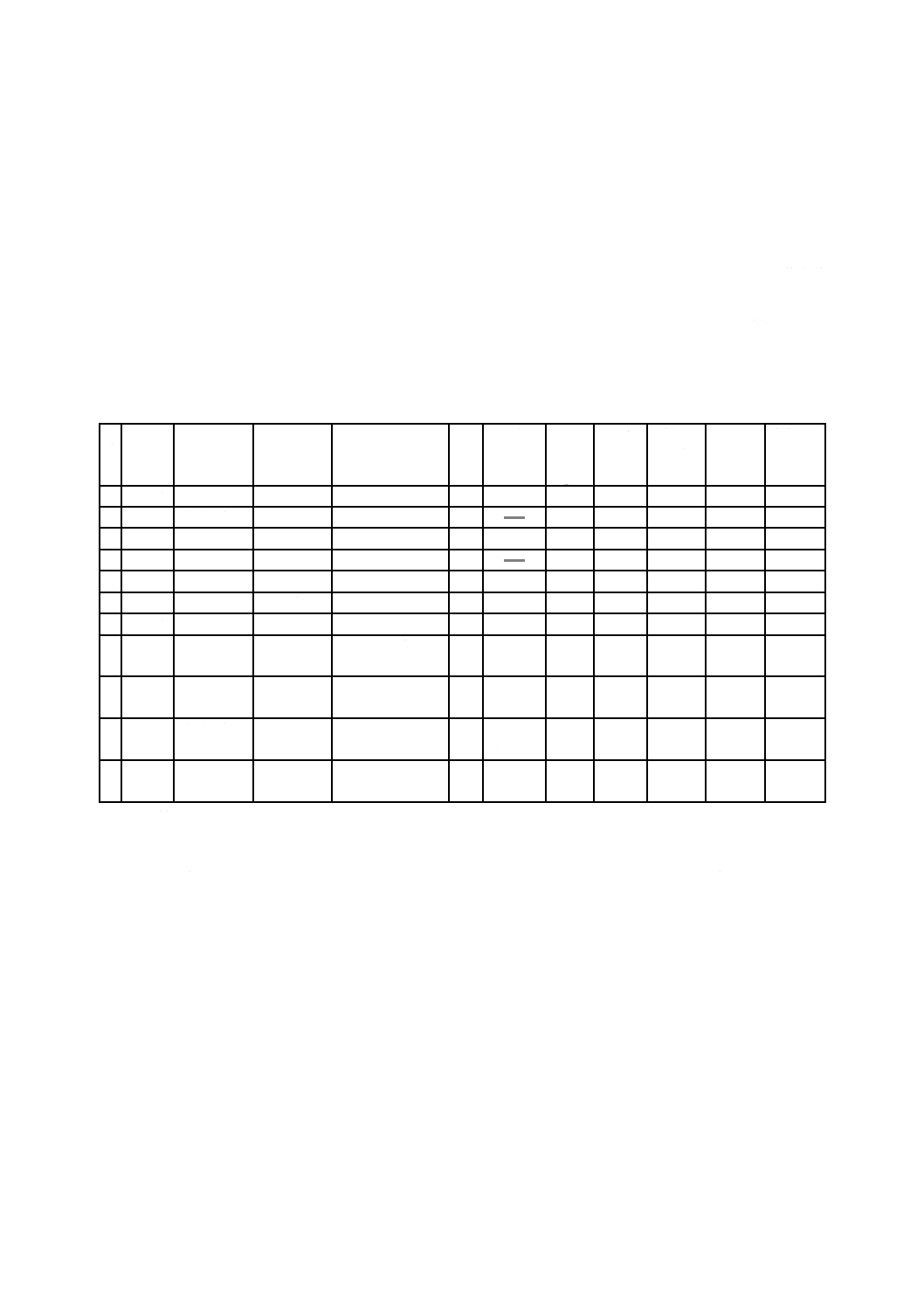
c) 粉体及びペレットの測定方法 円筒形状などの透明な白板ガラス製又は石英ガラス製の試料容器に試
験用試料を充てんし,反射測定法によって三刺激値を測定する。試料容器は光トラップで覆い,試料
容器の開放面にあて板を使用してはならない(一例として図3に測定方法例を示す。)。
試験用試料を容器に充てんするときは,十分に容器を振って内部に詰めた試験用試料の密度を平均
させてから,へらのような平滑な面の板で余剰の試験用試料を取り除くようにする。このとき上部か
ら圧力を加えてはならない。
測定装置の校正は,試料容器に入れた常用標準白色面を用いて行うか,又は測定装置の測定用開口
部に試料容器の測定面と同じ厚さ及び材質のガラス上に置いた常用標準白色面を用いて行う。
試験用試料
φ60mm
50
mm
2mm
測定面
光トラップ
試料容器
図 3 粉体及びペレットの測定例
5.3
測定条件
5.3.1
フィルム及び板 フィルム及び板は,次のいずれかによって測定する。
a) 無色の試料 JIS Z 8722の5.4.1に規定する幾何光学条件e,f又はgのいずれかで,5.2 a) の透過測定
方法によって測定する。ただし,無色であってもパターン及びマット(つや消し)試料の場合は,幾
何光学条件f又はgによって,5.2 a) の透過測定方法で測定する。
b) 半透明白色の試料 JIS Z 8722の5.3.1に規定する幾何光学条件a〜dのいずれかで,5.2 b) の反射測
定方法及び/又はJIS Z 8722の5.4.1に規定する幾何光学条件f又はgのいずれかで5.2 a) の透過測
光線
φ60 mm
5
0
m
m
2 mm
光線
4
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定方法によって測定する。
備考 半透明白色の測定では,再現精度が低くなるため注意が必要である。
積分球を使用する測色方法の場合には,試験片を積分球に密着させる。
備考 試験片が積分球から離れると三刺激値が小さくなり,黄色度が変わる。
c) 不透明白色の試料 JIS Z 8722の5.3.1に規定する幾何光学条件a〜dのいずれかで,5.2 b) の反射測
定方法によって測定する。
5.3.2
粉体及びペレット JIS Z 8722の5.3.1に規定する幾何光学条件a〜dのいずれかで5.2 b) の反射測
定方法によって測定する。
6. 計算方法
6.1
黄色度 (YI) の計算方法 黄色度は,測定に使用したイルミナントに応じて,それぞれ次の式によっ
て算出する。
標準イルミナントD65を使用し,XYZ表色系を用いる場合
YI=100 (1.298 5 X−1.133 5 Z)/Y
標準イルミナントD65を使用し,X10Y10Z10表色系を用いる場合
YI=100 (1.301 3 X10−1.149 8 Z10)/Y10
補助イルミナントCを使用し,XYZ表色系を用いる場合
YI=100 (1.276 9 X−1.059 2 Z)/Y
補助イルミナントCを使用し,X10Y10Z10表色系を用いる場合
YI=100 (1.287 1 X10−1.078 1 Z10)/Y10
ここに,
YI: 黄色度
X,Y,Z: 標準イルミナントD65又は補助イルミナント
Cを使用した場合のXYZ表色系における試験
用試料又は試験片の三刺激値
X10,Y10,Z10: 標準イルミナントD65又は補助イルミナント
Cを使用した場合のX10Y10Z10表色系における
試験用試料又は試験片の三刺激値
参考 前記YIの計算式は,ASTM E 313-00 (Calculating Yellowness Indices from Instrumentally Measured
Color Coordinates) と同一の計算式である。
6.2
黄変度 (∆YI) の計算方法 黄変度は,次の式によって算出する。
∆YI=YI−YI0
ここに,
∆YI: 黄変度
YI: 暴露後の黄色度
YI0: 試験用試料又は試験片の初期の黄色度
備考 この計算によって求められた∆YIがプラスの値の場合は,黄色度が増加したことを示す。
7. 報告 報告書には,次の事項を記載する。
a) この規格の番号
b) 試料の名称,種類及び形状の詳細(粉状の場合はその粒度,ペレット状の場合は,形状,大きさ,外
観など)
c) 使用したイルミナント及び表色系
d) 透過測定方法か反射測定方法かの別
5
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 測定に使用したJIS Z 8722に規定する幾何光学条件
f)
両面の表面状態が異なる試験片を測定した場合は,試験片の向き
g) 黄色度又は黄変度
h) 透過又は反射測定における三刺激値
i)
黄変度を表示する場合には初期黄色度
j)
試験装置の形式及び名称
k) 試験片の裏面にあて板を使用した場合は,あて板の種類又は三刺激値
l)
粉体及びペレットの場合は,試料容器の形状及び寸法
m) 試験年月日
6
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)精度
1. 精度
1.1
フィルム状及び板状試料の精度 JIS Z 8402-2に基づいて行った2003年の共同実験による黄色度
(YI) の併行精度sr及び再現精度sRの結果を表1及び表2に示す。精度の算出に当たっては,JIS Z 8402-2
に基づきコクランの方法及びグラッブズの方法による検定を併用し,外れ値を除外して精度を算出した。
透過測定は,試験室数4で11種の材質である。反射測定は,試験室数5で5種の材質である。
表 1 透過測定方法によるYIの精度
試
料
材質(1)
色調
光拡散剤
形状・表面
厚さ
mm
光入射面 試験
室数
p
YI
全平均
m
併行
精度
sr
再現
精度
sR
精度比(2)
sR/sr
1 PMMA
無色透明
なし
平板・平面
3
−
4
0.45
0.02
0.09
6
2 PVC
無色透明
なし
平板・平面
2
−
4
−3.03
0.05
0.16
3
3 PC
無色透明
なし
平板・平面
5
−
4
−0.29
0.02
0.22
10
4 PMMA 半透明白色
添加
平板・平面
3
−
4
4.58
0.03
2.07
64
5 PMMA 半透明白色
添加
平板・平面
2
−
4
7.22
0.06
1.58
26
6 PMMA 半透明白色
添加
平板・平面
3
−
4
7.91
0.05
1.69
37
7 PMMA 半透明白色
添加
平板・平面
5
−
4
11.06
0.20
1.89
10
8 PMMA
無色透明
なし
平板・片面
マット片面平面
3 マット面
4
0.33
0.02
0.21
11
9 PMMA
無色透明
なし
平板・両面
マット
3
−
4
0.03
0.02
0.26
17
10 PS
無色透明
なし
平板・片面マット
片面パターン
3 パターン
面
4
0.39
0.26
0.79
3
11 PMMA 半透明白色
添加
平板・片面
マット片面平面
3 マット面
4
3.70
0.05
1.94
37
注(1) 材質の記号は,JIS K 6899-1による。
(2) 表中の精度比sR/srは,一般に3以下であるが,この共同実験では大きい。
備考1. 表1から,表面がパターンのPS以外では,併行精度srは0.2以下であり,この規格による黄色度の求め方
の精度は高い。YIはマイナスの値からプラスの値をもつ連続量である。したがってYIの絶対値が小さい場
合(試料9など)は無色又は無彩色に近いことを示している。また,このことから全平均mを併行精度sr
及び再現精度sRと直接比較することはできない。表面がパターンのものは,検出器(又は積分球など)に
導入される光量が試験片の取付け状況によって変化するため精度が低下するので注意が必要である。
2. 再現精度sRは,全平均mの絶対値によらず約0.1〜2.1の範囲でかなり大きく,高い再現精度を要求される
測定に一般的に用いることが困難であることを示している。これは,測定機間の機差などの測定機器による
幾何光学条件の差異に起因すると推測される。再現精度が必要な場合は,あらかじめ試験室間で再現精度が
得られることを確認したうえで試験を行う必要がある。
7
K 7373:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
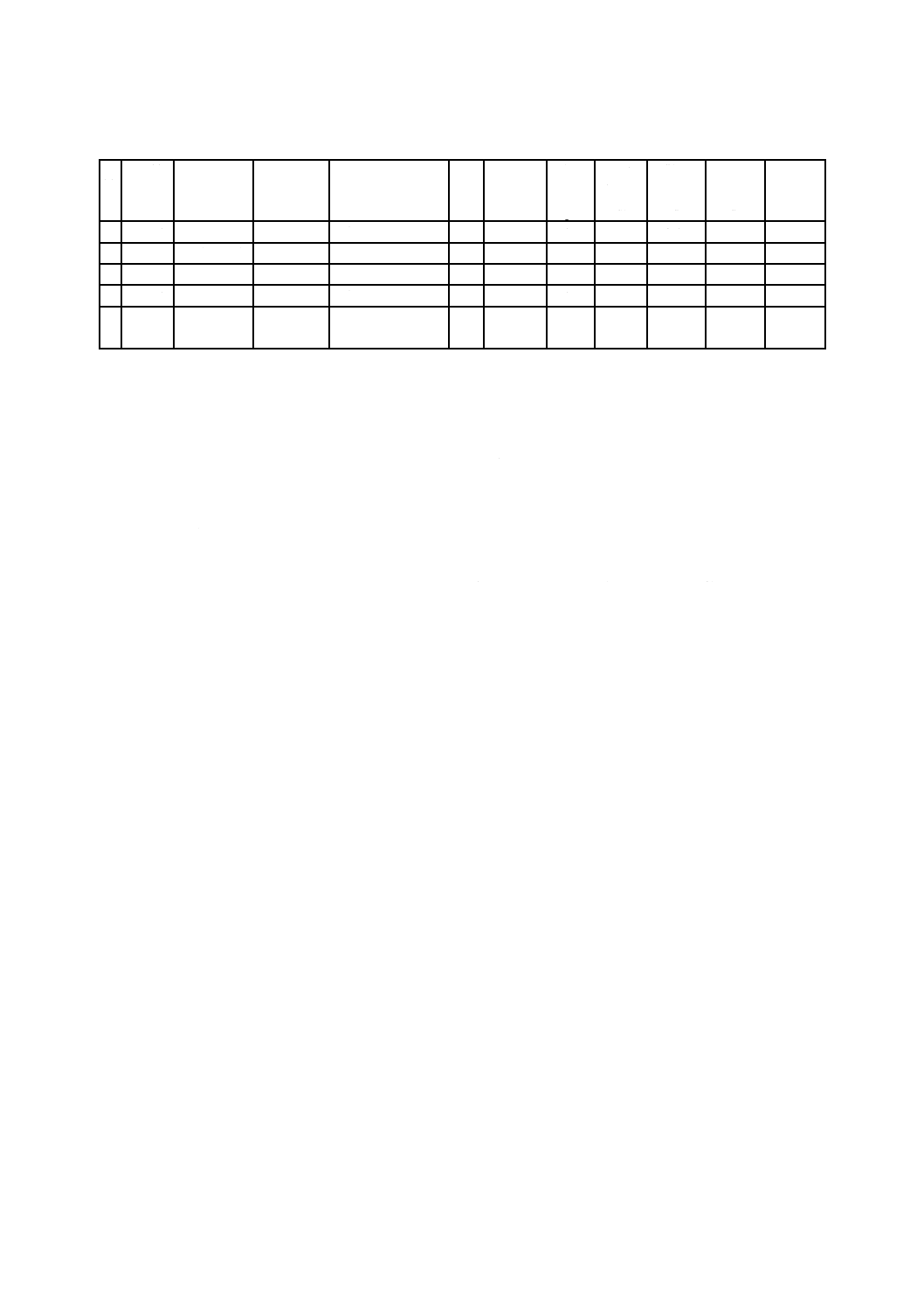
表 2 反射測定方法によるYIの精度
試
料
材質
色調
光拡散剤
形状・表面
厚さ
mm
光入射
試験
室数
p
YI
全平均
m
併行
精度
sr
再現
精度
sR
精度比(3)
sR/sr
4 PMMA 半透明白色
添加
平板・平面
3
−
17
−14.99
0.05
6.53
129
5 PMMA 半透明白色
添加
平板・平面
2
−
17
−3.79
0.02
1.61
66
6 PMMA 半透明白色
添加
平板・平面
3
−
17
−2.89
0.03
1.39
46
7 PMMA 半透明白色
添加
平板・平面
5
17
1.25
0.03
0.72
23
11 PMMA 半透明白色
添加
平板・片面マット
片面平面
3 マット面
17
−12.32
0.08
5.38
67
注(3) 表中の精度比sR/srは,一般に3以下であるが,この共同実験では大きい。
備考1. 表2から,併行精度srは0.2以下であり,この規格による黄色度の求め方の精度は高い。YIはマイナスの値
からプラスの値をもつ連続量である。したがって,YIの絶対値が小さい場合は無色又は無彩色に近いことを
示している。またこのことから全平均mを併行精度sr及び再現精度sRと直接比較することはできない。
2. 再現精度sRは,全平均mの絶対値に比例して増大する傾向があり,再現精度を要求される測定に一般的に
用いることが困難であることを示している。これは,透過測定方法の場合と同じく,測定機間の機差などの
幾何光学条件の差異に起因すると推測される。再現精度が必要な場合は,あらかじめ試験室間で再現精度が
得られることを確認したうえで試験を行う必要がある。
1.2
粉体及びペレット状の試料の精度 ペレット状の試料の精度について予備的な試験を行ったが,JIS
Z 8722に規定する測色方法及び幾何光学条件では採用できる精度は得られなかった。これは,試料容器面
に対して,ペレットの形状及び寸法の関係で,これを均一とみるのが困難であるためと推測される。した
がって,測定値の相互比較は難しく,相対的な値として扱う必要がある。粉体については,共同試験の実
施後,記載する。