K7312-1996
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 用語の定義 ····················································································································· 1
3. 試験項目 ························································································································ 1
4. 試験の一般条件 ··············································································································· 2
5. 引張試験 ························································································································ 4
6. 引裂試験 ························································································································ 9
7. 硬さ試験 ······················································································································· 11
8. 低伸長応力試験 ·············································································································· 15
9. 圧縮試験 ······················································································································· 17
10. 反発弾性試験 ··············································································································· 18
11. ヒステリシス損失試験 ···································································································· 20
12. 摩擦係数試験 ··············································································································· 22
13. 引張永久ひずみ試験 ······································································································ 24
14. 圧縮永久ひずみ試験 ······································································································ 27
15. 高温・低温における硬さ及び引張試験 ··············································································· 29
16. 低温ねじり試験 ············································································································ 31
17. 低温衝撃ぜい化試験 ······································································································ 39
18. 低温圧縮永久ひずみ試験 ································································································ 42
19. 空気加熱老化試験 ········································································································· 43
20. オゾン劣化試験 ············································································································ 45
21. 浸せき試験 ·················································································································· 50
22. 金属などの構造材との接着試験························································································ 54
23. 促進耐候性試験 ············································································································ 63
24. 摩耗試験 ····················································································································· 65
25. 屈曲き裂試験 ··············································································································· 75
付表1 ······························································································································· 81
附属書1 トラウザ形試験片による引裂試験における波状曲線の解析 −引裂力の求め方 ··················· 84
附属書2 スプリング硬さ試験タイプC試験方法 ······································································· 86
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K7312-1996
熱硬化性ポリウレタンエラストマー
成形物の物理試験方法
Physical testing methods for molded products of
thermosetting polyurethane elastomers
1. 適用範囲 この規格は,熱硬化性ポリウレタンエラストマー成形物(1)(以下,エラストマーという。)
の物理試験方法について規定する。
注(1) 熱硬化性ポリウレタンエラストマー成形物とは,常温硬化型などを含む注型タイプ全般をいう。
備考1. この規格の中で{ }を付して示してある単位及び数値は,従来単位によるものであって,
参考値である。
2. この規格の引用規格を付表1に示す。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6200及びJIS K 6900によるほか、次のとお
りとする。
(1) ブリスター ゴム,樹脂ライニングなどで,ライニング部に温度こう配がある場合,液側が高温で金
属などの構造材が冷却されるとき,水や薬品の吸収が異常に速くなり部分的にはく離して水がたまり,
膨れを生じる現象。
(2) 摩耗輪 円盤状のと石又はドラムにJIS R 6251に規定する研磨布をはり付けたもの。
円盤状のと石は,研磨盤ともいい,研磨材の一種である。
(3) 研磨布摩耗力 摩耗試験に使用する研磨布の研磨能力。標準試験片をその研磨布で摩耗させた場合の
摩耗質量で表す。
3. 試験項目 この規格に規定する試験項目は,次のとおりとする。
(1) 引張試験
(2) 引裂試験
(3) 硬さ試験
(4) 低伸長応力試験
(5) 圧縮試験
(6) 反発弾性試験
(7) ヒステリシス損失試験
(8) 摩擦係数試験
(9) 引張永久ひずみ試験
(10) 圧縮永久ひずみ試験
2
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(11) 高温・低温における硬さ及び引張試験
(12) 低温ねじり試験
(13) 低温衝撃ぜい化試験
(14) 低温圧縮永久ひずみ試験
(15) 空気加熱老化試験
(16) オゾン劣化試験
(17) 浸せき試験
(18) 金属などの構造材との接着試験
(19) 促進耐候性試験
(20) 摩耗試験
(21) 屈曲き裂試験
4. 試験の一般条件
4.1
試験室の標準状態 試験室の標準状態は,温度は23±2℃とし,相対湿度は (50±5) %が望ましい。
試験成績表には,試験温度及び試験湿度の両方を記録しなければならない。
4.2
試料及び試験片 試料及び試験片は,次による。
(1) 試料の保管期間 試験に供するための試料の保管期間は,原則として製造してから3か月以内とする。
(2) 試験片の標準状態 試験片は,原則として試験前168時間以上,標準状態の試験室に置かなければな
らない。
4.3
試験片の採取作製 試験片は,原則として次の方法によって採取作製する。ただし,異物が混入し
たもの,気泡があるもの及び傷がある試験片は,試験に使用してはならない。
4.3.1
試験片を製品から採取作製する場合 試験片を製品から採取作製する場合は,次による。
(1) シート状の試験片 シート状の試験片は,次による。
(a) 製品から適切な幅のエラストマー層をできるだけ平板状にそぎ取り,これから試験片を作製する。
布が付着している場合は,布が付いたまま適切な幅の試料を切り取り,小刀その他適切な器具を
用いてエラストマーにできるだけ緊張を与えないように,かつ,できるだけ平滑なエラストマー面
が得られるように布をそぎ取るか、又ははがし取る。
表面に模様がある場合も,この方法に準じてエラストマーにできるだけ緊張を与えないように,
できるだけ平板状にエラストマー層をそぎ取る。
そぎ取るエラストマー層の厚さは,試料のエラストマー層の原厚が該当する試験方法に規定され
た試験片の厚さより厚いときは,それに近い厚さに,試料の原厚が薄いときは,原厚に近い厚さで
なければならない。やむを得ず溶剤を使用して布をはがし取るときは,JIS K 2201の1号を使用し,
はがしてから1時間以上静置し,よく乾かしてから用いる。
(b) 試験片は,両面の不平滑なものは研磨機によって,できるだけ平滑になるように研磨する。
研磨は,できるだけ発熱しないように行い,かつ,過度に行ってはならない。
(c) 打抜き刃型によって試験片を作製する場合は,下敷きに革,ゴムベルト,ボール紙,その他弾力性
があるシートを使用し,打抜きは,一打又は一挙動で完了しなければならない。この場合,試験片
は,研磨してから打ち抜く。できないときは,打ち抜いてから研磨してもよい。
(2) ブロック状の試験片 ブロック状の試験片は,次による。
(a) 製品から適当な大きさのブロックを切り取り,規定の厚さに調節する。このとき,上下両面が平行
3
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
になるようにする。
(b) 次に,回転刃を用いて規定の直径に切り抜く。回転刃を用いない場合は,小刀などで規定の直径に
近い寸法に切り出し,それから研磨機によってできるだけ発熱しないよう規定の寸法に調製する。
布が付着している場合は,試験片を切り出す前に除いておく。そのときの操作は,4.3.1の(1)(a)
に準じる。
4.3.2
試験片を成形型にて作製する場合 シート状試験片又はブロック状試験片を成形型で作る場合は,
製品とできるだけ同一の成形方法・成形条件で作製する。
4.4
厚さ,幅及び直径の測定 試験片の厚さ,幅及び直径の測定は,次による。
(1) 測厚器は,シート用とブロック用の2種類とし,原則として表1に示す条件に適合するものでなけれ
ばならない。この場合,受渡当事者間の協定によって表1以外の測厚器を用いてもよい。
表1 測厚器の条件
単位 mm
項目
種類
シート用
ブロック用
測定子先端の形
状及び寸法
円柱状
φ5±1
半球状
φ6±1
測定子の加圧力
及び測定範囲内
での変化許容幅
0.8±0.1N {82±10gf}
±15%
測定子受台の形
状及び寸法
平円盤
約φ40
アンビル(金床)状
φ9.5±0.5
最小寸法目盛
0.01
(2) 試験片の厚さの測定 試験片の厚さの測定は,次による。
(a) シート状の場合,試験片の数箇所で行い,測定箇所が奇数のときは中央値,偶数のときは中央を挟
む二つの値の平均値をその厚さとする。測厚器の加圧面の中心が試験片の縁から外部に出るような
場合は,試験片を打ち抜く前にあらかじめその箇所の厚さを測定しておき,その値を試験片の厚さ
とする。
(b) ブロック状の場合,試験片の中央部1か所の値をその試験片の厚さとする。
(3) 試験片の幅は,打抜き刃型の幅(刃の内のり)の寸法をそのまま用いる。
(4) 試験片の直径は,JIS B 7507に規定するノギスを用いて試験片の中心を測定する。
4.5
試験温度 試験温度は,原則として表2の中から選択しなければならない。
なお,試験温度の許容差は,各試験に規定する条件による。
表2 試験温度
単位 ℃
−75,
−55,
−40,
−25,
−20,
10,
0,
23(2),
40,
55,
70,
85,
100,
120
注(2) JIS Z 8703に規定されている温度を示す。
4.6
試験成績の丸め方 各試験によって得られた試験成績は,JIS Z 8401によって丸め,表3のけた数
で表す。
4
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 試験成績の丸め方
試験項目
測定値
求める試験成績
引張強さ MPa {kgf/cm2}
整数位
整数位
切断時伸び %
整数位
有効数字2けた
引裂強さ N/mm {kgf/cm}
小数点以下1けた
整数位
硬さ(目盛)
整数位
整数位
低伸長応力 MPa {kgf/cm2}
小数点以下1けた
小数点以下1けた
圧縮ひずみ及び圧縮応力
%及びMPa {%及びkgf/cm2}
整数位
整数位
反発弾性 %
整数位
整数位
ヒステリシス損失 %
小数点以下1けた
小数点以下1けた
摩擦係数
小数点以下2けた
小数点以下2けた
引張永久ひずみ %
小数点以下1けた
整数位
圧縮永久ひずみ %
小数点以下1けた
整数位
低温ねじり ℃
整数位
整数位
衝撃ぜい化温度 ℃
整数位
整数位
低温圧縮永久ひずみ %
小数点以下1けた
整数位
き裂長さ mm
小数点以下1けた
小数点以下1けた
質量及び体積変化率 %
小数点以下1けた
小数点以下1けた
はく離強さ N/m {kgf/cm}
小数点以下1けた
小数点以下1けた
摩耗量 mg又はmm3
小数点以下1けた
整数位
備考 単位記号及びSI単位は,JIS Z 8202及びJIS Z 8203による。
5. 引張試験
5.1
目的 この試験は,エラストマーの切断に至る最大応力(以下,引張強さという。)及び切断時の伸
び(以下,切断時伸びという。),並びに特定の伸びに対する応力(以下,引張応力という。)を測定するた
めに行う。
5.2
試験装置 試験装置は,原則としてJIS B 7721による。
5.2.1
試験機の機構 試験機は,最大引張力を指示する装置を備え,ダンベル状試験片に対しては,自動
的に締まるつかみ具を,リング状試験片に対しては,試験片を引っ張りながら回転させる装置を備えてい
るものとする。
5.2.2
試験機のひょう量 試験機のひょう量は,試験時の最大の引張力がそのひょう量の20〜100%の範
囲にあるものとする。
5.2.3
試験機の引張速度 試験機の引張速度は,試験片のつかみ具の移動速度が,5.4.1の(2)に適合する
ものとする。
5.2.4
プーリ直径 リング状試験片を取り付けるときのプーリ直径は,次のとおりとする。
(1) リング状1号形試験片の場合のプーリ直径 25mm
(2) リング状2号形試験片の場合のプーリ直径 4.5mm
5.2.5
試験機荷量目盛の許容差 試験機の荷重目盛の許容差は,±1%とする。
5.3
試験片 試験片は,次による。
5.3.1
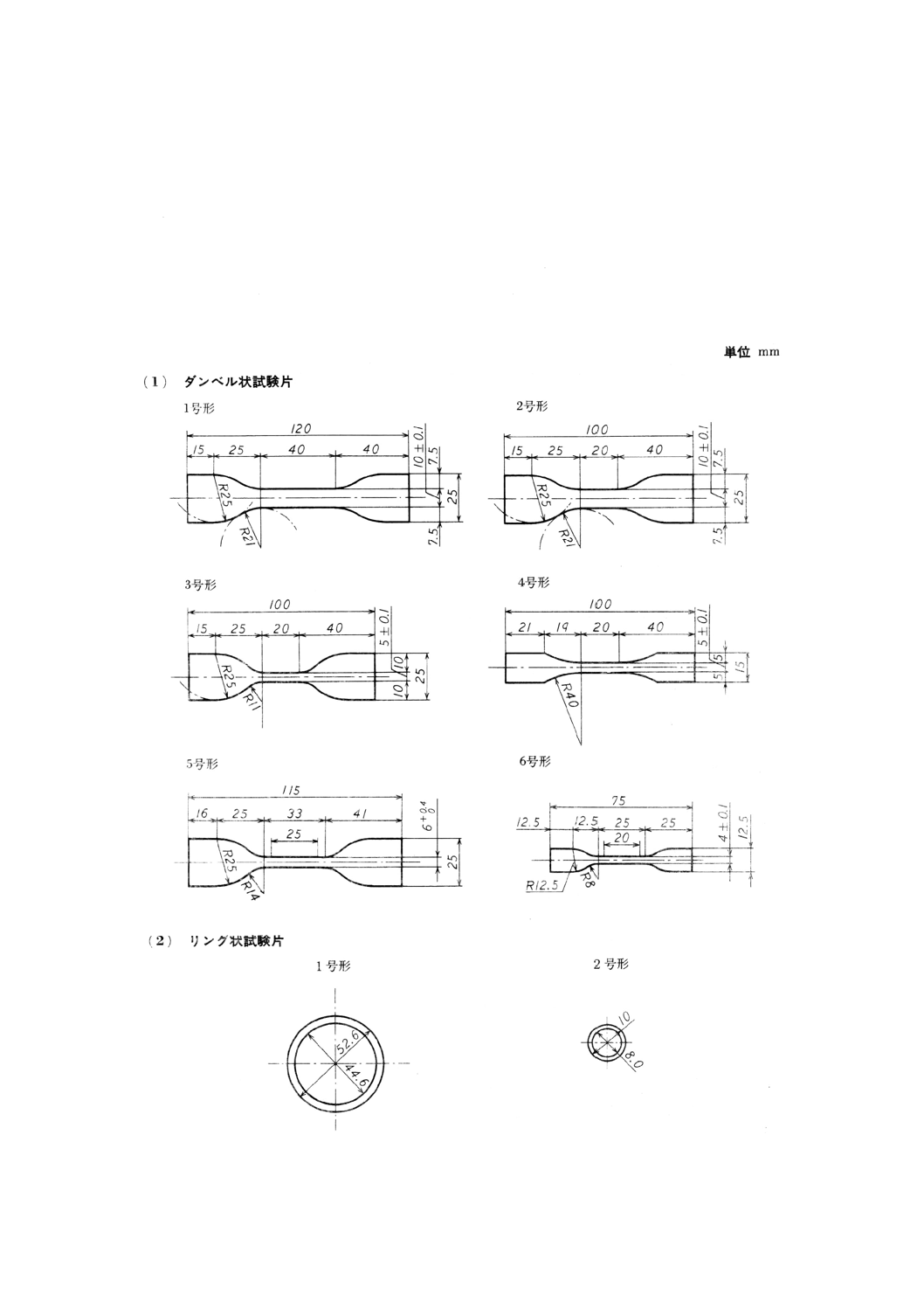
試験片の形状及び寸法 試験片の形状及び寸法は,図1並びに表4-1及び表4-2に示すとおりとす
る。
備考1. ダンベル状試験片のうち,3号形試験片及び5号形試験片を標準試験片とする。1号形試験片は
伸びの小さな試料に,2号形試験片は引張強さの小さい試料に,4号形試験片は厚さが1mm以
5
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
下の試料に及び6号形試験片は幅が狭く標準試験片が取れない試料にそれぞれ適用する。
2. リング状試験片では,1号形試験片を標準試験片とする。2号形試験片は,標準試験片が採取
できないときに用いる。
3. 規定の試験片が取れない場合には,受渡当事者間の協定によって短冊状,糸状などの試験片
を用いてもよい。この場合,使用した試験片の形状及び寸法を記録しなければならない。
4. 試験片の形状及び寸法が異なると,必ずしも同じデータが得られるとは限らないため,比較
試験の場合には,同形の試験片を用いなければならない。
図1 引張試験片の形状及び寸法
備考1. ダンベル状試験片の平行部分の厚さ及び標線間距離は,表4-1による。
2. リング状試験片の幅,厚さ及び試験片の内周は,表4-2による。
6
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4-1 ダンベル状試験片の寸法
単位 mm
形状
主要部分の寸法
平行部分の幅 平行部分の長さ 平行部分の厚さ
標線間距離
1号形
10±0.1
40
2.0±0.2
40
2号形
10±0.1
20
2.0±0.2
20
3号形
5±0.1
20
2.0±0.2
20
4号形
5±0.1
20
1.0以下
20
5号形
4.
0
0
6+
33
2.0±0.2
25
6号形
4±0.1
25
2.0±0.2
20
表4-2 リング状試験片の寸法
単位 mm
形状
外径
内径
幅
厚さ
試験片の内周
1号形
52.6
44.6
4.0±0.2
4.0±0.2
70
2号形
10.0
8.0
1.0±0.1
1.0±0.1
12.6
5.3.2
試験片の採取作製 試験片の採取作製は,原則として4.3による。
5.3.3
試験片の数 試験片の数は,3個以上とする。
5.3.4
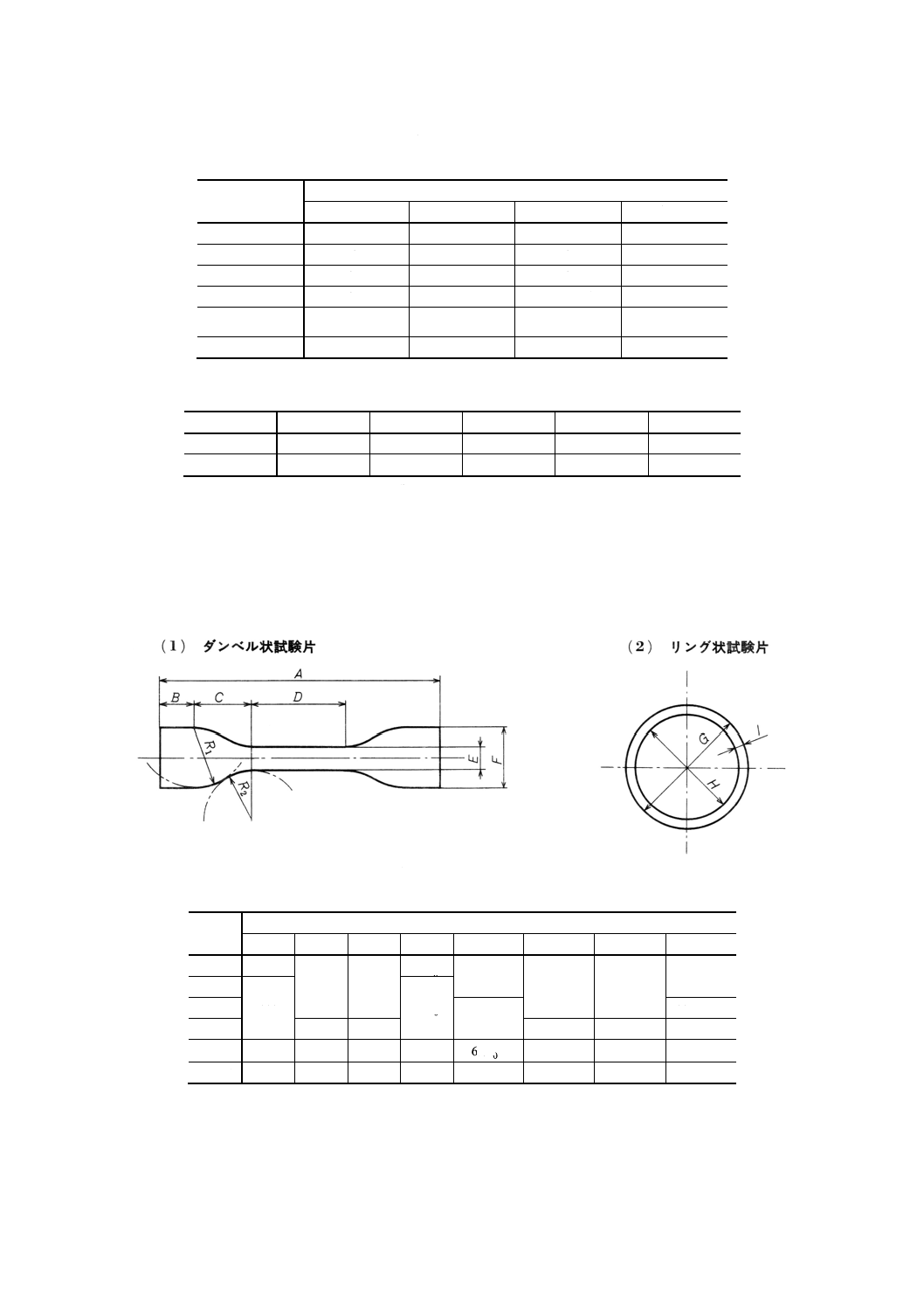
試験片の打抜き刃型 各形状の試験片は,図2並びに表5-1及び表5-2に示す,それぞれの形状に
相当する打抜き刃型によって打ち抜かなければならない。リング状試験片については,回転刃を用いても
よい。
図2 試験片の打抜き刃型の形状
表5-1 ダンベル状打抜き刃型の寸法
単位 mm
形状
寸法測定箇所
A
B
C
D
E
F
R1
R2
1号形
120
15
25
20
40+
10.0±0.1
25.0±0.5
25 ±2.0
21 ±2.0
2号形
100
20
20+
3号形
5.0±0.1
11 ±1.0
4号形
21
19
15.0±0.5
−
40 ±2.0
5号形
115
16
25
33±2
4.00
0.6
+
25.0±1.0
25 ±2.0
14.0±1.0
6号形
75
12.5
12.5
25±1
4.0±0.1
12.5±1.0
12.5±1.0
8.0±0.5
7
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5-2 リング状打抜き刃型の寸法
単位 mm
形状
寸法測定箇所
G
H
I
1号形
52.6
44.6
4.0±0.2
2号形
10.0
8.0
1.0±0.1
備考1. 表中で示しているダンベル状のE及びリング状のIの寸法については,打抜き刃型の刃幅の
偏差が0.05mmを超えてはならない。
2. 表中に示す寸法で許容差がないものは,基準寸法とする。
5.3.5
試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,次による。
(1) 試験片の厚さ及び幅の測定は,4.4による。
(2) 試験片の断面積は,次の式によって算出する。
(a) ダンベル状試験片の場合 厚さ (mm) ×平行部の幅 (mm)
(b) リング状試験片の場合 厚さ (mm) ×幅 (mm)
5.3.6
試験片の伸び測定用の標線 ダンベル状試験片には,次の方法によって伸び測定用の標線(以下,
標線という。)を付ける。
(1) 標線間距離は,表4-1による。
(2) 標線は,試験片の平行部分に,その中央部分を中心として正確に,かつ,鮮明に付けなければならな
い。
5.3.7
試験片の選別 ダンベル状試験片では平行部分,リング状試験片では全体について,厚さ及び幅の
偏差が0.1mmを超えるものは試験に使用してはならない。
5.4
試験方法 試験方法は,次による。
5.4.1
試験条件 試験条件は,次による。
(1) 試験温度 試験温度は,4.1に規定する温度とする。
(2) 引張速度 引張速度は,次のとおりとする。
(a) ダンベル状試験片
1〜6号形の場合 毎秒8.3±0.8mm
(b) リング状試験片
1号形の場合 毎秒5.0±0.5mm
(c) リング状試験片
2号形の場合 毎秒1.7±0.2mm
備考 受渡当事者間の協定によって,規定以外の引張速度を用いてもよい。
5.4.2
操作方法 操作方法は,次による。
(1) 試験片の取付け 試験片は,試験中にゆがみ,つかみ具切れ,その他不都合を生じないように正しく,
かつ,正確につかみ具に取り付けなければならない。
(2) 引張強さ及び切断時伸びの測定 引張強さの測定は,5.2の試験装置を用いて試験片の切断に至るまで
の最大引張力を読み取る。切断時伸びの測定は,ダンベル状試験片の場合は,適切な方法によって切
断時の標線間の長さを測定する。リング状試験片の場合には,切断時のつかみ具の距離を測定し,標
線間距離に相当する値を求める。
(3) 引張応力の測定 引張応力の測定は,ダンベル状試験片の場合には,適切な方法によって標線間の距
離が所定の長さに達したときの引張力を読み取る。
また,リング状試験片の場合は,受渡当事者間の協定によってn%伸びたときの引張力を読み取る。
5.5
計算 引張強さ,切断時伸び及び引張応力の計算は,次による。
8
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.1
引張強さ ダンベル状試験片及びリング状試験片の引張強さは,次の式(1)及び式(2)によって算出
する。
(1) ダンベル状試験片
A
F
T
B
=
B
··················································································· (1)
(2) リング状試験片
A
F
T
2
B
B=
··················································································· (2)
ここに, TB: 引張強さ (MPa) {kgf/cm2}
FB: 最大引張力 (N) {kgf}
A: 試験片の断面積 (mm2) {cm2}
5.5.2
切断時伸び ダンベル状試験片及びリング状試験片の切断時伸びは,次の式(3)及び式(4)によって
算出する。
(1) ダンベル状試験片
100
0
0
1
B
×
−
L
L
L
E=
······································································ (3)
ここに, EB: 切断時伸び (%)
L0: 標線間距離 (mm)
L1: 切断時の標線間距離 (mm)
(2) リング状試験片
100
2
100
0
0
2
0
0
1
B
×
−
+
=
×
−
I
I
I
I
I
I
I
E=
·············································· (4)
ここに, EB: 切断時伸び (%)
I : 切断時のプーリの中心の移動距離 (mm)
I0: 試験片の初期の内周 (mm)
I1: 切断時の試験片の内周 (mm)
I2: プーリの円周 (mm)
5.5.3
引張応力 ダンベル状試験片及びリング状試験片の引張応力は,次の式(5)及び式(6)によって算出
する。
(1) ダンベル状試験片
A
F
M
n
n=
·················································································· (5)
(2) リング状試験片
A
F
M
n
n
2
=
················································································· (6)
ここに,
Mn(3): n%伸び時における引張応力 (MPa) {kgf/cm2}
Fn(3): n%伸び時における引張力 (N) {kgf}
A: 試験片の断面積 (mm2) {cm2}
注(3) Mn,Fnのnは,特定の伸びn (%) の数値を示す。例えば,M300,F300は,それぞれ伸び300%時
の引張応力,引張力を示す。
5.6
試験結果のまとめ方 引張強さ,切断時伸び及び引張応力は,3個以上の試験片について試験を行い,
5.5の計算によって得られたそれぞれの値の中央値(4)をJIS Z 8401によって丸め,引張強さ及び引張応力
は有効数字3けたで表し,切断時伸びは有効数字2けたで表す。
9
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(4) 中央値とは,測定値を大きさの順に並べたとき,測定値が奇数個のときはその中央の値とし,
測定値が偶数個のときは中央を挟む二つの値の平均値とする。
5.7
記録 試験成績には,次の事項を記録しなければならない。
(1) 引張強さ,切断時伸び及び引張応力
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) その他必要事項
6. 引裂試験
6.1
目的 この試験は,エラストマーの引裂強さを測定するために行う。
6.2
試験装置 試験装置は,原則としてJIS B 7721による。
6.2.1
試験機の機構 試験機は,最大引裂力を指示する装置及び引裂試験中,引裂力の増大とともに試験
片を自動的に締め付けるつかみ具を備えたものでなければならない。トラウザ形試験片の測定を行う場合
は,引裂力を自動記録できる装置を備えたものとする。
6.2.2
試験機のひょう量 試験機のひょう量は,試験時の最大引裂力がそのひょう量の20〜100%の範囲
にあるものとする。
6.2.3
試験機の引張速度 試験機の引張速度は,試験片のつかみ具の移動速度が,6.4.1の(2)に適合する
ものとする。
6.2.4
試験機の許容差 試験機の引裂力の目盛の許容差は,各々の指示値の±2%とする。
備考 JIS B 7721の7.(試験機の等級)の2級以上の試験機を用いる。
6.3
試験片 試験片は,次による。
6.3.1
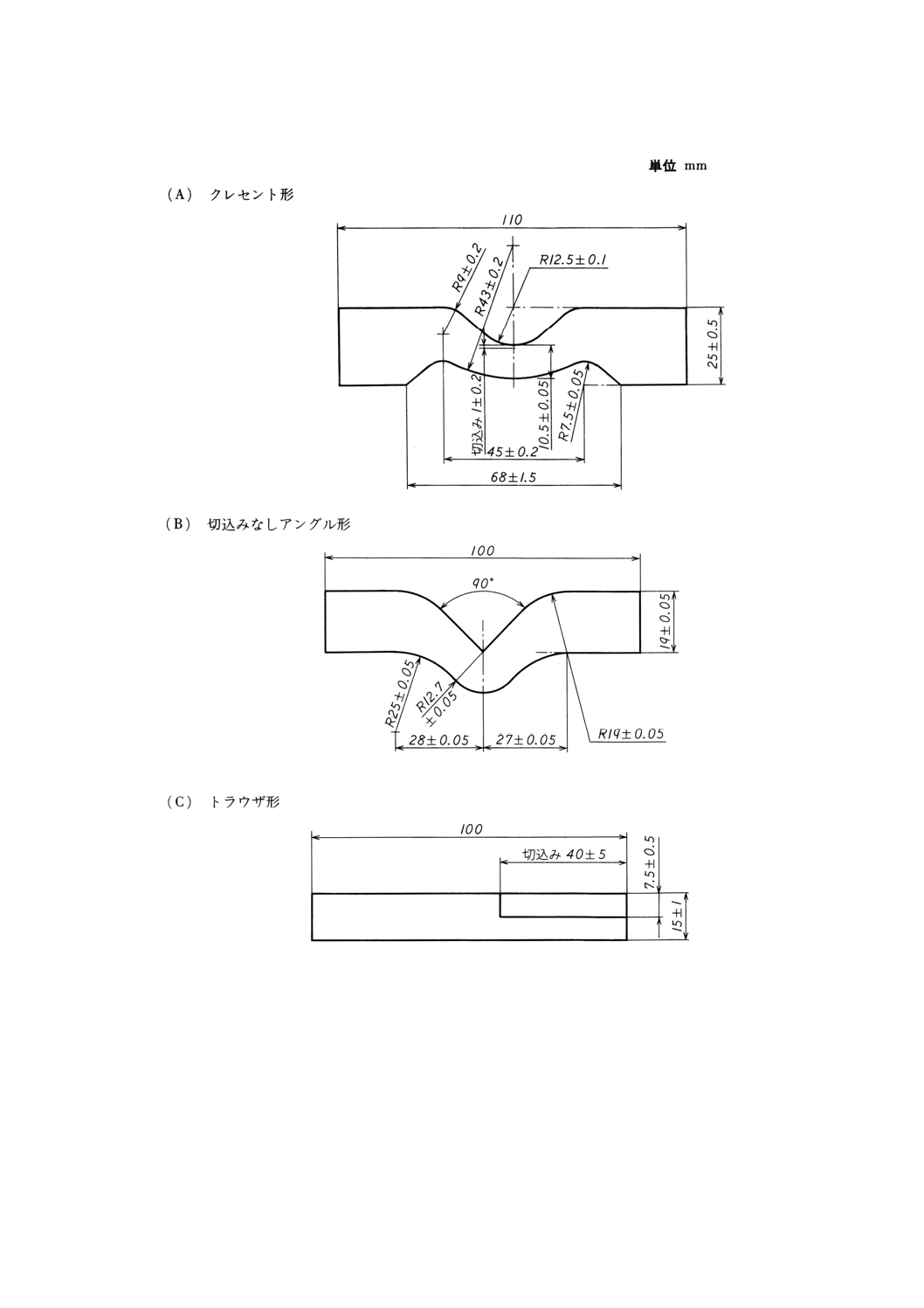
試験片の形状及び寸法 試験片の形状及び寸法は,図3に示す(A)クレセント形試験片,(B)切込み
なしアングル形試験片及び(C)トラウザ形試験片とする。
備考1. クレセント形試験片には,試験片のくぼみの中央に試験片の主軸と直角方向に長さ1.0±
0.2mmの切込みを入れる。切込みは鋭利なカッタ又はかみそり刃で,試験片の厚さ方向に対
して平行に(試験片の上下面に対しては垂直に)入れなければならない。
2. トラウザ形試験片には,試験片の短辺部の中央に,長辺部と平行に40±5mmの切込みを入
れる。切込みの最後の約1mmは鋭利なカッタ又はかみそりで,試験片の厚さ方向に対して
平行に(試験片の上下面に対しては垂直に)入れなければならない。
3. 試験片の寸法形状が異なると,必ずしも同じデータが得られるとは限らないため,比較試験
の場合には,同形の試験片を用いなければならない。
6.3.2
試験片の採取作製 試験片の採取作製は,原則として4.3による。
6.3.3
試験片の数 試験片の数は,3個以上とする。
6.3.4
試験片の厚さ 試験片の標準厚さは,2.0±0.2mmとする。厚さの測定は4.4によって,引裂部分の
少なくとも3か所以上で行い,奇数箇所の場合は中央値,偶数箇所の場合は中央を挟む二つの値の平均値
を試験片の厚さとする。厚さの偏差が0.1mmを超えるものは使用してはならない。
6.4
試験方法
6.4.1
試験条件 試験条件は,次による。
(1) 試験温度 試験温度は,4.1に定める温度とする。
10
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 引裂速さ 引裂試験における試験片つかみ具の移動速度は,次のとおりとする。
(a) クレセント形試験片の場合
毎秒8.3±0.8mm
(b) 切込みなしアングル形試験片の場合
毎秒8.3±0.8mm
(c) トラウザ形試験片の場合
毎秒1.7±0.2mm
6.4.2
操作方法 引裂強さの測定は,6.2の試験装置によって,クレセント形試験片及び切込みなしアン
グル形試験片の場合は,試験片の切断に至るまでの最大引裂力を読み取る。トラウザ形試験片の場合は,
試験片が切断に至るまでの引裂力と引裂時間とのグラフ(波状曲線)を記録させ,このグラフから附属書
1によって引裂力を求める。
6.5
計算 引裂強さは,次の式によって算出する。
t
F
T=
R
ここに, TR: 引裂強さ (N/mm) {kgf/cm}
F: クレセント形試験片及び切込みなしアングル形試験片の場
合は,最大引裂力,トラウザ形試験片の場合は,附属書によ
って求めた引裂力 (N) {kgf}
t: 試験片の厚さ (mm) {cm}
6.6
試験結果のまとめ方 引裂強さは,3個以上の試験片によって得られた値の中央値(5)をJIS Z 8401
によって丸め,小数以下1けたで表す。
注(5) 中央値とは,測定値を大きさの順に並べたとき,測定値が奇数個のときはその中央の値とし,
測定値が偶数個のときは中央を挟む二つの値の平均値とする。
6.7
記録 試験成績には,次の事項を記録しなければならない。
(1) 引裂強さ
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) その他必要事項
11
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 試験片の形状及び寸法
7. 硬さ試験
7.1
目的 この試験は,エラストマーの硬さを測定するために行う。
7.2
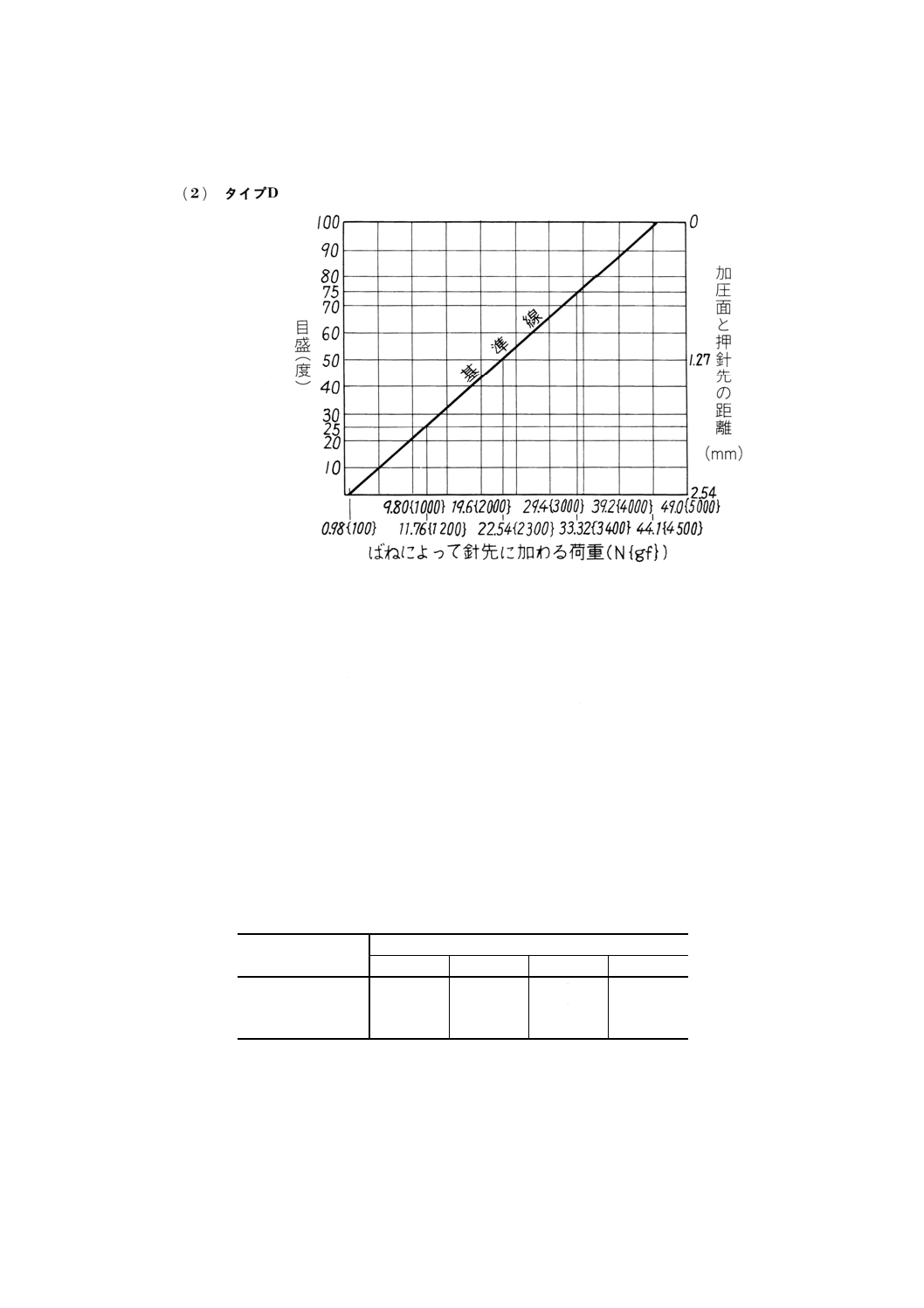
試験の種類 試験の種類は,スプリング硬さ試験とし,タイプA(6),タイプC及びタイプD(7)の中
から選択する。
備考1. タイプAで硬さが95を超えるものについては,タイプDを用いることが望ましい。
2. タイプAで硬さが10に満たないものについては,タイプCを用いることが望ましい。
3. タイプCは,附属書2による。
注(6) JIS K 6253に規定するデュロメータ硬さ試験のタイプAと同等。
12
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(7) JIS K 6253に規定するデュロメータ硬さ試験のタイプDと同等。
7.3
試験機 試験機は,試験片表面を加圧する加圧面,加圧面に設けた孔からばね圧力によって突き出
している押針及び押針が試験片面によって押し戻される距離を硬さとして示す目盛で構成する。
7.3.1
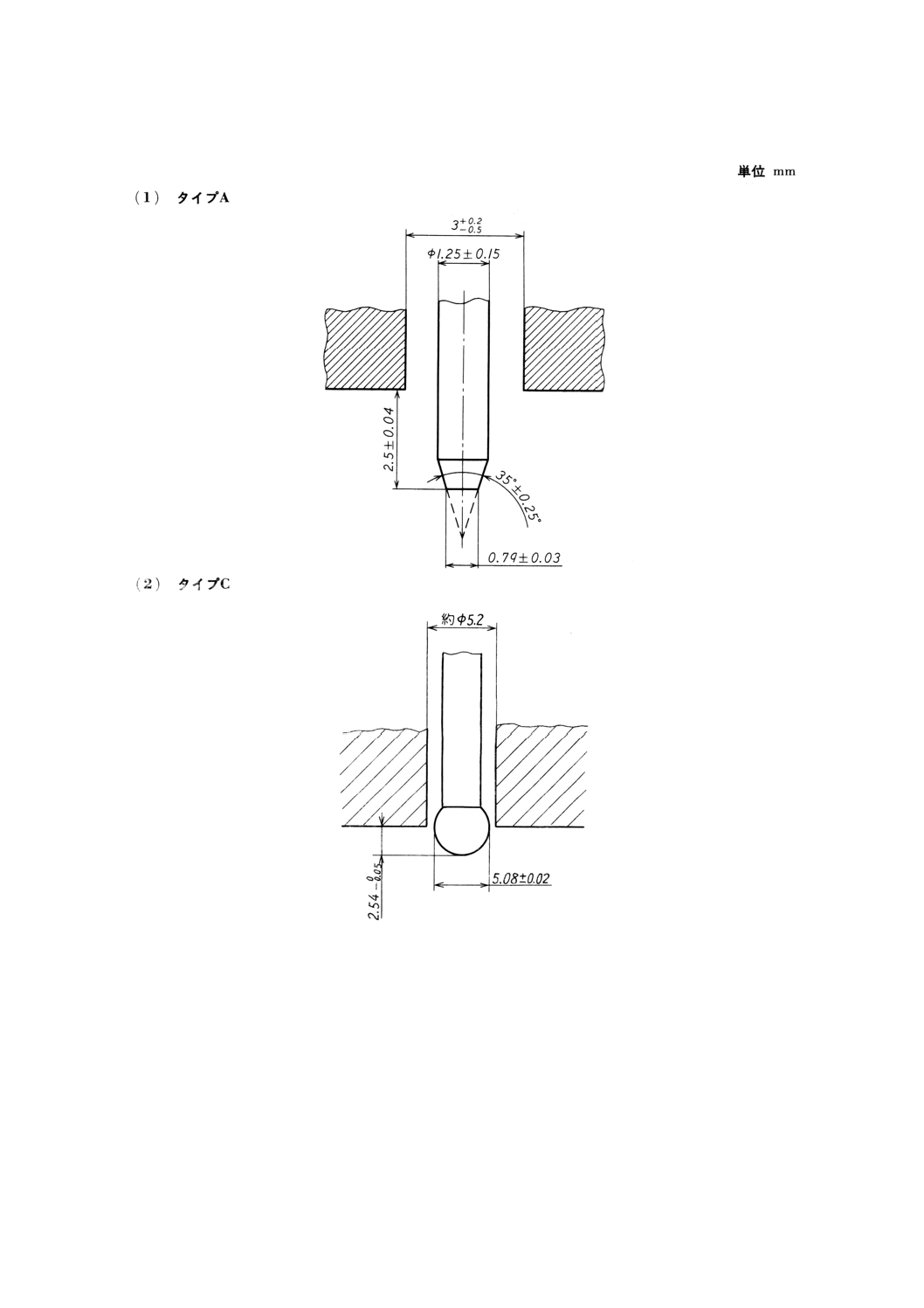
加圧面 加圧面は,押針に垂直な平面で,その面に図4のような押針を通す孔があり,押針の中心
から少なくとも6mm以上の大きさをもつものとする。
7.3.2
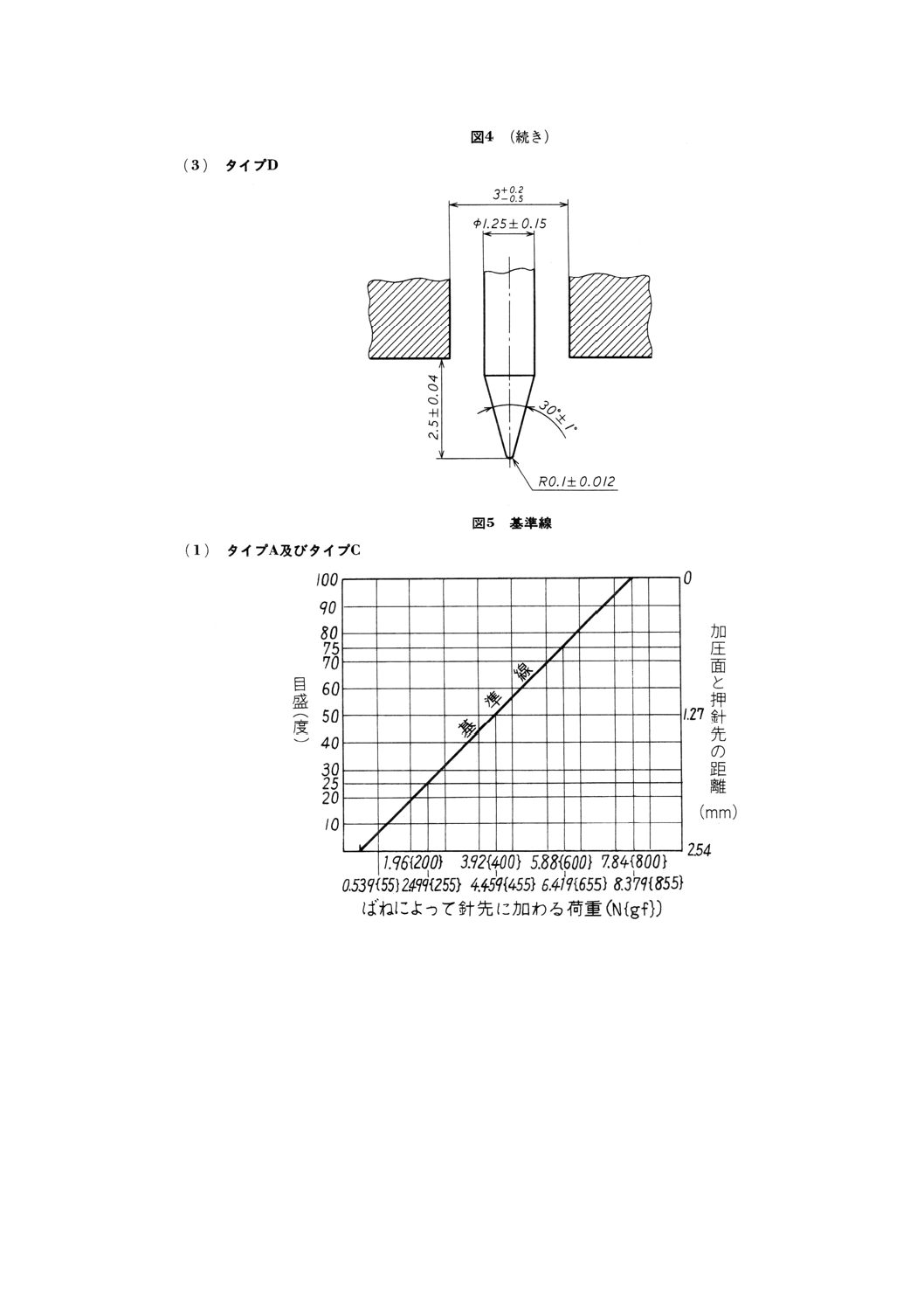
押針 押針の材質は,摩耗しにくく,かつ,さび(錆)ないもので,その形状及び寸法は図4のと
おりとする。押針は,加圧面の孔の中心に正しく取り付け,目盛り0のときの針先は,加圧面からタイプ
A及びタイプCでは
0 05
.0
54
.2
−
mm,タイプDでは2.50±0.04mmそれぞれ突き出していて目盛100のときは
針先面は,加圧面と同一平面上になければならない。
7.3.3
ばね 目盛及び押針の動きと,ばねの力との関係を示す基準線を図5に示す。基準線の許容差は,
タイプA及びタイプCでは±80mN {±8gf} とし,タイプDでは±0.45N {±45gf} とする。
また,押針の動きと指針の動きの間には遊びがあってはならない。
7.3.4
目盛 目盛は,0〜100の間を等間隔に分割する。
7.4
試験片 試験片は,次による。
7.4.1
試験片の形状及び寸法 試験片は,原則としてタイプAでは厚さ12mm以上のものを用い,12mm
未満のものは積み重ねて,できるだけ12mm以上とする。タイプDでは厚さ6mm以上のものを用い,6mm
未満のものは積み重ねて,できるだけ6mm以上とする。タイプCでは厚さ10mm以上のものを用い,10mm
未満のものは積み重ねて,できるだけ10mm以上とする。試験片の測定面は,試験機の加圧面が少なくと
も測定面内に入るような大きさとする。
また,試験片の測定面は,平滑でない場合は平滑になるように研磨する。
7.4.2
試験片の採取作製 試験片の採取作製は,4.3による。
7.5
試験方法 試験機を垂直に保ち,押針が試験片測定面に垂直になるように加圧面を密着させて直ち
に目盛を読み,その試験片の硬さを求める。加圧面を密着させてから一定時間後に目盛を読むような場合
は,試験機を垂直に保ち,試験前に押針が測定面に垂直になるように作られた適切な補助装置を用いるこ
とが望ましい。その場合は,試験機をタイプA及びタイプCでは約10N {約1kgf} の力で,タイプDでは
約50N {約5kgf}の力で垂直に圧し,密着してから値を読み取るまでの時間を記録しなければならない。
測定点数は,5点とし,押針の接触点が6mm以上離れた位置で5回測定する。
7.6
試験結果のまとめ方 試験結果は,5回の測定値の中央値に,試験の種類又はその記号[Hs(A,C
又はD)]を付して表す。
また,加圧面が密着してから一定時間後の値を読んだ場合は,その時間(秒)を“/”を付してその後に
記録する。
例1. HsD50:タイプD硬さ試験で,加圧面が密着した直後の硬さの読みが50であることを示す。
例2. HsA89/30:タイプA硬さ試験で,加圧面が密着してから30秒後の硬さの読みが89であることを
示す。
7.7
記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) タイプの種別
(3) 試験片の形状及び寸法(積み重ねた場合は,その枚数及び厚さ)
(4) 試験片の採取作製方法
(5) その他必要事項
13
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 押針先端の形状及び寸法
14
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 (続き)
8. 低伸長応力試験
8.1
目的 この試験は,エラストマーの低伸長時の引張応力(以下,低伸長応力という。)及び静的せん
断弾性率を測定するために行う。
8.2
試験装置 試験装置は,次の条件を満たす引張試験機を用いる。
8.2.1
試験機の機構 試験機は,試験片をつかみ具に取り付け,標線間距離を0.1mmまで測定できる伸
び測定装置を備え,許容差±2%をもって引張力を表示できるものとする。
8.2.2
試験機の容量 試験機は,所定の伸び (%) に伸長したときの引張力が,その容量の20〜80%の範
囲のものを用いる。
8.2.3
引張速さ 試験片つかみ具の移動速さは,原則として毎秒0.83±0.08mmとする。
8.3
試験片 試験片は,次による。
8.3.1
試験片の形状及び寸法 試験片の形状及び寸法は,表6による。
表6 試験片の形状及び寸法
単位 mm
形状
主要部分の寸法
幅
全長
厚さ
標線間距離
短冊状
1号形
5
100
2.0±0.2
40
短冊状
2号形
10
60
2.0±0.2
20
ダンベル状 3号形
5
100
2.0±0.2
20
備考 試験片は,原則として表6の短冊状1号形又はダンベル状3号
形を用いる。短冊状2号形は,低伸長応力の小さな試料又は短
冊状1号形を取りにくい試料に対して用いる。
8.3.2
試験片の採取作製 試験片の採取作製は,原則として4.3による。
8.3.3
試験片の数 試験片の数は,原則として2個とする。
16
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.4
打抜き型 ダンベル状3号形試験片は,原則として表5-1に示す打抜き刃型によって打ち抜かなけ
ればならない。
8.3.5
試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,原則として4.4によって行い,試験片
の断面積は,次の式によって算出する。
試験片の断面積 (mm2) =厚さ (mm) ×平行部の幅 (mm)
8.3.6
伸び測定用の標線 ダンベル状試験片には,次の方法によって伸び測定用の標線(以下,標線とい
う。)を付ける。
(1) 標線間距離は,表6による。
(2) 標線は,試験片の平行部分に,その中央部を中心として正確に,かつ鮮明に付けなければならない。
8.3.7
試験片の選別 試験片の平行部分について,厚さ及び幅の偏差が0.1mmを超えるものは,試験に
使用してはならない。
備考 低伸長応力の絶対値を必要とする場合には,試験片の上下両面で幅を実測し,その平均値を試
験片の幅とする。打抜きによらないで試験片を作製した場合も同様とする。幅の実測には,原
則として0.01mm目盛の読取り顕微鏡を用いる。片面の幅の実測箇所は,原則として標線上と
する。
8.4
試験方法 試験方法は,次による。
8.4.1
試験条件 試験条件は,次による。
(1) 試験片の伸びは,10〜50%の範囲のいずれでもよいが,10%が望ましい。
(2) 引張り及び戻し速さは,毎秒0.83±0.08mmとする。
(3) 試験温度は,4.5による。
8.4.2
操作方法 操作方法は,次による。
(1) 試験片の取付け 試験片は,試験中にゆがみ,つかみ具切れ,その他不都合を生じないように,かつ
正確につかみ具に取り付けなければならない。試験片をつかみ具に取り付ける位置は,標線の両側等
距離の点で,その間隔が標線間の距離の2倍以上になるようにする。
(2) 予備伸長 予備的に2回,本試験伸びの1.5倍の伸長を与えなければならない。例えば,10%伸長応
力を測定する場合,伸び0%から1.5×10=15%まで2回の伸長を与える。このとき0%及び15%伸長
時には,それぞれ毎回30秒間停止する。
(3) 本試験 本試験(3回目の伸長)は,予備伸長と同じ条件で行うが,試験片の伸びは,設定伸び,例
えば10%を与え30秒経過後の引張力を測定する。
8.5
計算 低伸長応力及び静的せん断弾性率の計算は,次による。
8.5.1
低伸長応力 低伸長応力は,次の式によって算出する。
A
Fε
ε
σ=
ここに,
σε: ε%低伸長応力 (MPa) {kgf/cm2}
Fε: ε%引張力 (N) {kgf}
A: 試験片の元の断面積 (mm2) {cm2}
8.5.2
静的せん断弾性率 静的せん断弾性率は,次の式によって算出する。
2
/1α
α
σε
ε
−
=
G
17
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Gε: ε%せん断弾性率 (MPa) {kgf/cm2}
σε: ε%低伸長応力 (MPa) {kgf/cm2}
ε: 試験片の伸び (%)
α=1+100
ε
参考 ε=10%の場合G10=3.655×σ10となる。
8.6
試験結果のまとめ方 試験結果は,低伸長応力及び静的せん断弾性率で表し,原則として試験片2
個の測定値の平均で表す。
備考 2個の測定結果間に10%以上の差が生じた場合,更にもう1回の試験を行い,近いほうの2個
の平均値で表す。
8.7
記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 本試験における試験片の伸び(伸長率:%)
(5) 試験機の容量
(6) その他必要事項
9. 圧縮試験
9.1
目的 この試験は,エラストマーの圧縮応力と圧縮ひずみとの関係を測定するために行う。
9.2
試験装置 試験装置は,次による。
9.2.1
圧縮試験機 圧縮試験機は,JIS B 7733に規定するもので圧縮力と圧縮ひずみを連続的に自動記録
できることが望ましい。自動記録装置を備えていない場合は,ひずみを測定する変位計を備えているもの
とする。
9.2.2
変位計 ひずみの測定に用いる変位計は,JIS B 7503に規定するものとする。
9.2.3
測厚器 測厚器は,4.4に定めるものとする。
9.3
試験片
9.3.1
試験片の形状及び寸法 試験片は,厚さ12.5±0.5mm,直径29.0±0.5mmの直円柱形とする。
9.3.2
試験片の採取作製 試験片の採取作製は,原則として4.3による。ただし,金属片に接着した試料
を用いる場合は,4.3.1による。
9.3.3
試験片の数 試験片の数は,原則として3個とする。
9.3.4
試験片の厚さ及び直径の測定 試験片の厚さ及び直径の測定は,原則として4.4による。
9.4
試験方法 試験方法は,次による。
9.4.1
試験条件 試験条件は,次による。
(1) 圧縮速さ 試験片の圧縮速さは,毎秒0.17±0.02mmとする。
(2) 試験温度 試験温度は,4.1による。
9.4.2
操作方法 操作方法は,次による。
(1) 試験片の取付け 試験片は,圧縮試験機又は圧縮用ジグの中央に取り付け,試験片の圧縮両面に横方
向ずれ防止用研磨紙を挿入する(8)。
注(8) 研磨紙は,JIS R 6253の800番程度のものを用い,研磨面を試験片の方向に向け試験片より少し
18
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
大きいものとする。
(2) 予備圧縮 試験片には,本試験に先だって連続して予備的に2回,本試験圧縮ひずみの1.05倍の圧縮
ひずみを与えなければならない。
(3) 本試験 本試験(3回目の圧縮)は,予備圧縮と連続して行うが,予備圧縮が終わった後,試験片に2
回目の負荷の1%以下の初圧縮を加え,そのときのひずみ測定用変位計を0点に設定する。次に,所
定ひずみに達するまで力を加え,その瞬間の圧縮力を記録する。応力(又は圧縮力)と変位を連続的
に記録することとし,自動記録装置を備えていない場合は,試験片が5%変形するごとに試験機を止
めて圧縮力を記録してもよい。この場合止める時間は10秒以内でなければならない。
(4) 所定のひずみにおける圧縮力の測定 本試験において,所定のひずみまで試験片を圧縮して圧縮力を
測定し,圧縮応力を求める。
(5) 所定の応力(又は圧縮力)によるひずみの測定 本試験において,試験片を所定の応力(又は圧縮力)
まで圧縮し,ひずみを測定して圧縮ひずみを求める。ただし,所定の圧縮力は,所定の応力に試験片
の断面積を乗じて算出する。
9.5
計算 圧縮応力及び圧縮ひずみの計算は,次による。
(1) 圧縮応力 圧縮応力は,次の式によって算出する。
0
0
c
A
P
P
M
−
=
ここに, Mc: 圧縮応力 (MPa) {kgf/cm2}
P0: 最初に圧縮したときの力 (N) {kgf}
P: 所定のひずみを加えたときの圧縮力 (N) {kgf}
A0: 試験片の試験前の断面積 (mm2) {cm2}
(2) 圧縮ひずみ 圧縮ひずみは,次の式によって算出する。
100
0
1
0
×
−
d
d
d
C=
ここに, C: 圧縮ひずみ (%)
d0: 最初に圧縮したときの試験片の厚さ (mm)
d1: 所定の応力で圧縮したときの試験片の厚さ (mm)
9.6
試験結果のまとめ方 試験結果は,所定の圧縮ひずみにおける圧縮応力又は所定の圧縮応力におけ
る圧縮ひずみで表すものとし,原則として試験片3個の平均値を採る。
なお,応力−ひずみ曲線を作図することが望ましい。
9.7
記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の寸法
(3) 試験片の採取作製方法
(4) 試験温度
(5) 応力−ひずみ曲線
(6) 試験機の種類
(7) その他必要事項
10. 反発弾性試験
10.1 目的 この試験は,エラストマーの反発弾性を測定するために行う。
19
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
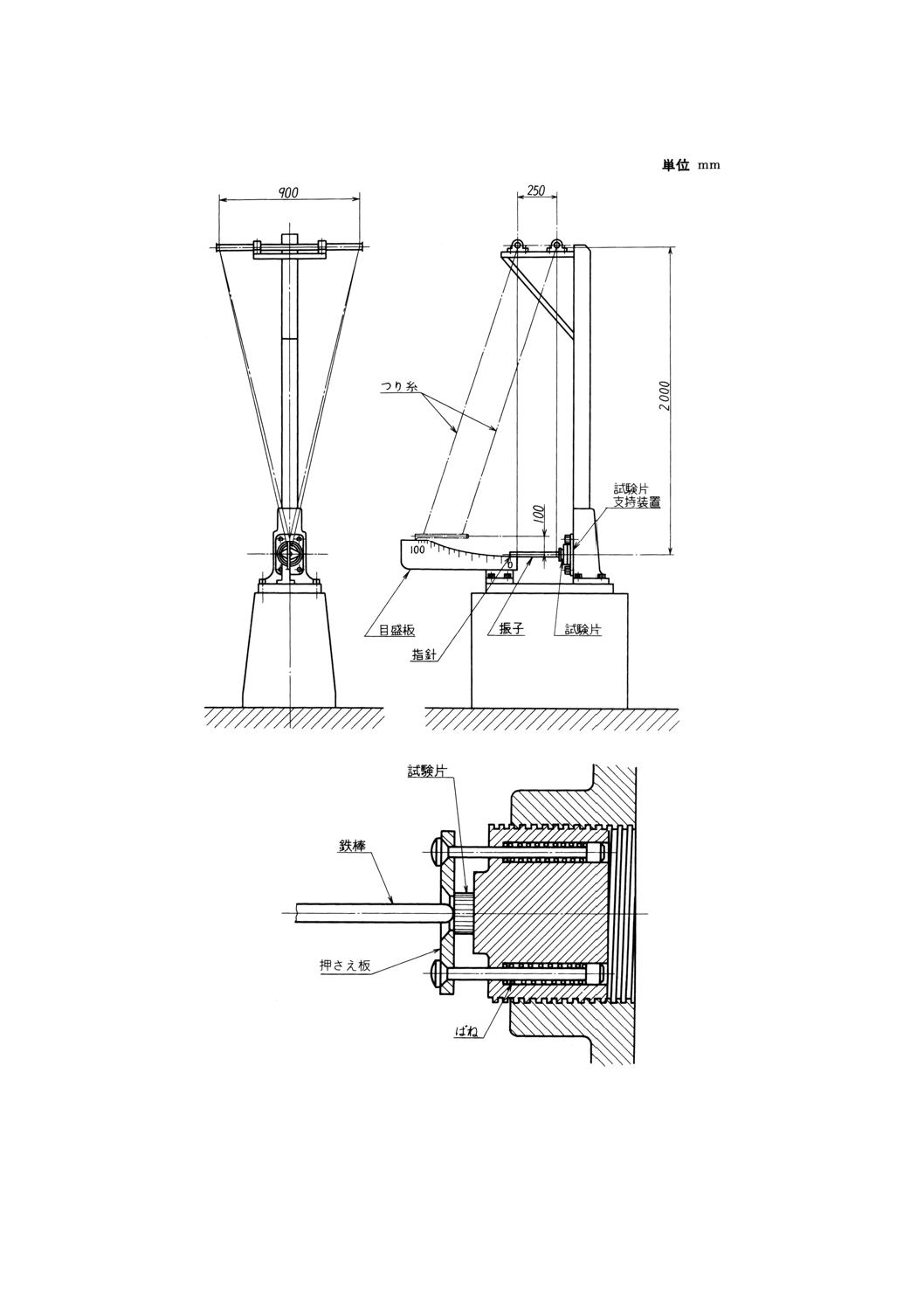
10.2 試験装置 試験機は(9),図6に示すような構造の反発弾性試験機を用いる。鉄棒は4本のつり糸に
よって水平に懸垂され,その打撃端は12.50±0.05mmの直径をもつ半球形で,他端には指針をもつものと
する。鉄棒は,長さ約356mm,直径約12.5mm,質量0.35±0.01kgの丸棒とする。鉄棒の懸垂高さは,2 000mm,
落下高さは,垂直方向に100mmとする。試験片の支持装置は,図7のように堅固に固定し,鉄棒の打撃
によって振動などの生じるおそれがあってはならない。目盛板は,水平長さ625mm,円弧の半径2 000mm
とし,その目盛は,垂直高さ100mmを100等分したものとする。鉄棒を自由に懸垂させたとき,指針は,
目盛0の位置とし,打撃端がちょうど試験片の面に触れるように調整しなければならない。
注(9) JIS K 6255の装置に準じる。
10.3 試験片 試験片は,次による。
10.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,9.3.1による。ただし,製品から切り抜いて採
取した場合,厚さが所定の厚さに達しないときは,試験片を2枚重ねて使用してもよい。
10.3.2 試験片の採取作製 試験片の採取作製は,原則として4.3による。
10.3.3 試験片の数 試験片の数は,2個とする。
10.4 試験方法 測定は,鉄棒の指針を目盛板の目盛100の位置に合わせ,この位置から鉄棒を自由落下
させ,反発したときの高さを目盛板上の指針の位置で読み取って行う。この操作を連続して3〜7回繰り返
し,反発高さがほぼ一定になれば,続けて3回の測定を行い,3回の測定の中央値をその試験片の反発弾
性とする。
10.5 計算 反発弾性率は,次の式によって算出する。
100
B
×
H
h
R=
ここに, RB: 反発弾性率 (%)
h: 反発高さ (mm)
H: 落下高さ (mm)
10.6 試験結果のまとめ方 試験結果は,2個の試験片の測定値の平均値で表す。
10.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の採取作製方法(積み重ねた場合は,その厚さ)
(3) その他必要事項
20
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 反発弾性試験装置の一例
図7 試験片の支持装置(拡大図)
備考 押さえ板の押付け力は,29.4〜39.2N {3〜4kgf} 及び穴径は24mmとする。
11. ヒステリシス損失試験
21
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.1 目的 この試験は,エラストマーのヒステリシス損失を測定するために行う。試験は,引張法と圧
縮法の2種類とする。
11.2 引張ヒステリシス損失試験 引張ヒステリシス損失試験は,次による。
11.2.1 試験装置 試験装置は,原則としてJIS B 7721に規定するもので,試験片を一定の速さで引っ張
り,かつ,一定の速さで元へ戻すことができ,更にその応力とひずみを自動記録する装置を備えていなけ
ればならない。
11.2.2 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,図1並びに表4-1及び表4-2に示すダンベル状3
号形試験片又はリング状1号形試験片とする。
(2) 試験片の採取作製 試験片の採取作製は,原則として4.3による。
(3) 試験片の数 試験片の数は,2個とする。
(4) 試験片の厚さ 試験片の厚さは,2.0±0.2mmを標準とする。厚さの測定は4.4による。
11.2.3 試験方法 試験方法は,次による。
(1) 引張速さ 引張速さは,原則として毎秒0.83±0.08mmとする。
(2) 測定部分 試験片に伸び測定用の標線を表4-1によって付ける(ダンベル状3号形試験片の場合)。
(3) 測定方法 試験片が目標の伸び(50%単位)に達するまで引っ張り,直後に同じ速さで元へ戻す。こ
のときの応力−ひずみ曲線を記録する。この操作を同一試験片について3回繰り返す。
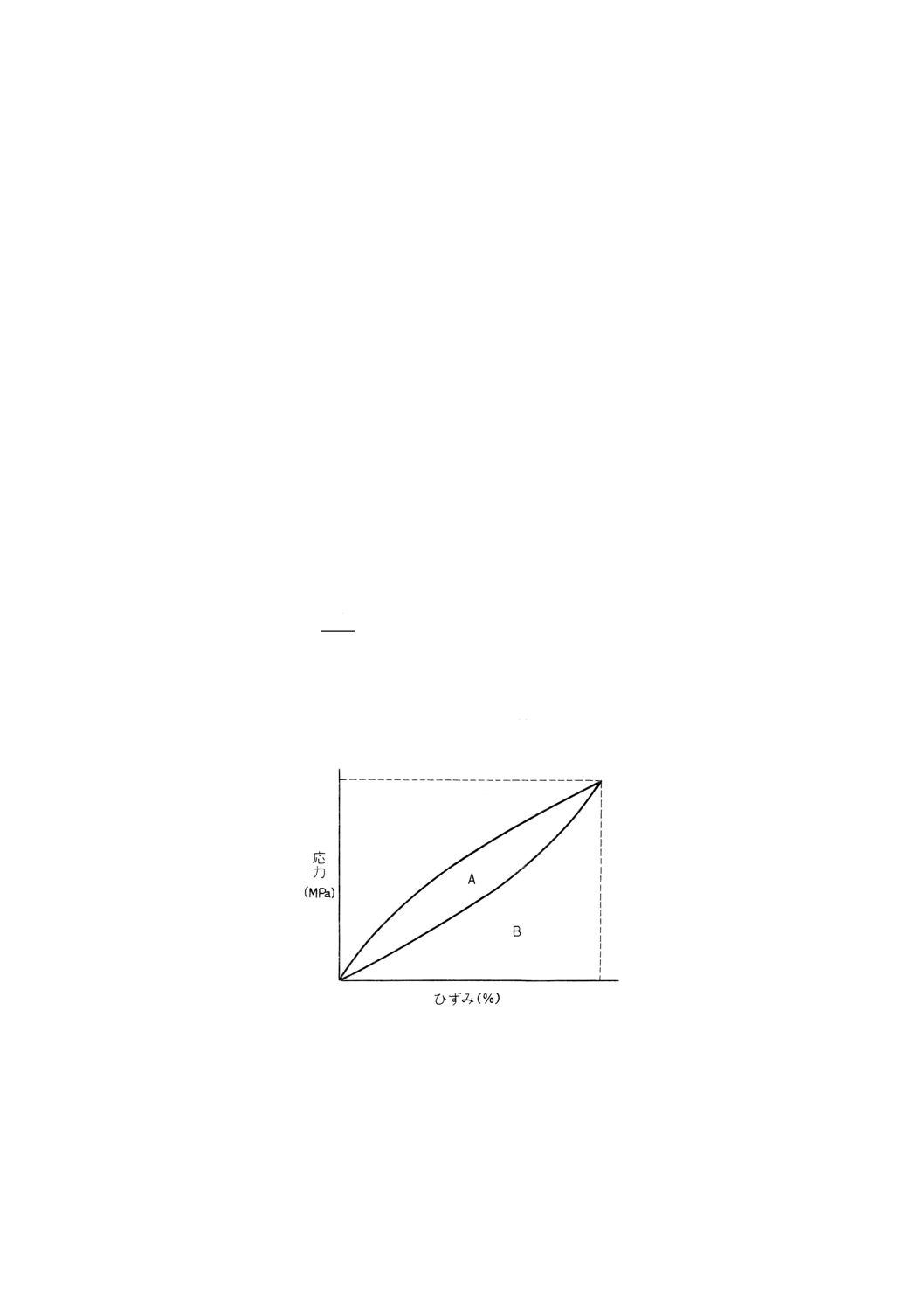
11.2.4 計算 ヒステリシス損失は,3回目の応力−ひずみ曲線から,次の式によって算出する。
100
e
×
+B
A
A
H=
ここに,
He: ヒステリシス損失 (%)
A及びB: 図8に示す面積。ただし,実際の測定に当たってはA
及びBの各部を切り抜き,その質量を1mgまでひょう
量し,その質量を用いる。
図8 応力−ひずみ曲線
11.3 圧縮ヒステリシス損失試験 圧縮ヒステリシス損失試験は,次による。
11.3.1 試験装置 試験装置は,JIS B 7733に規定するもので,試験片を一定の速さで圧縮し,かつ,一定
の速さで元に戻すことができ,更にそのときの応力とひずみを自動記録する装置を備えていなければなら
ない。
11.3.2 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,9.3.1による。
22
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 試験片の採取作製 試験片の採取作製は,原則として4.3による。
(3) 試験片の数 試験片の数は,2個とする。
11.3.3 試験方法 試験方法は,次による。
(1) 圧縮速さ 圧縮速さは,原則として毎秒0.17±0.02mmとする。
(2) 厚さの測定 厚さの測定は,4.4による。
(3) 測定方法 試験片を目標の圧縮率(5%単位)に達するまで圧縮し,直後に同じ速さで元へ戻す。この
ときの応力−ひずみ曲線を記録する。この操作を同一の試験片について3回繰り返す。
11.3.4 計算 ヒステリシス損失は,11.2.4と同じ方法によって算出する。
11.4 試験結果のまとめ方 試験結果は,2個の試験片のヒステリシス損失の平均値で表す。
11.5 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) ヒステリシス損失の種類(引張り・圧縮)
(3) 試験片の形状・形別
(4) 伸び率又は圧縮率
(5) その他必要事項
12. 摩擦係数試験
12.1 目的 この試験は,エラストマー相互又は他の物質との静摩擦係数及び動摩擦係数を測定するため
に行う。
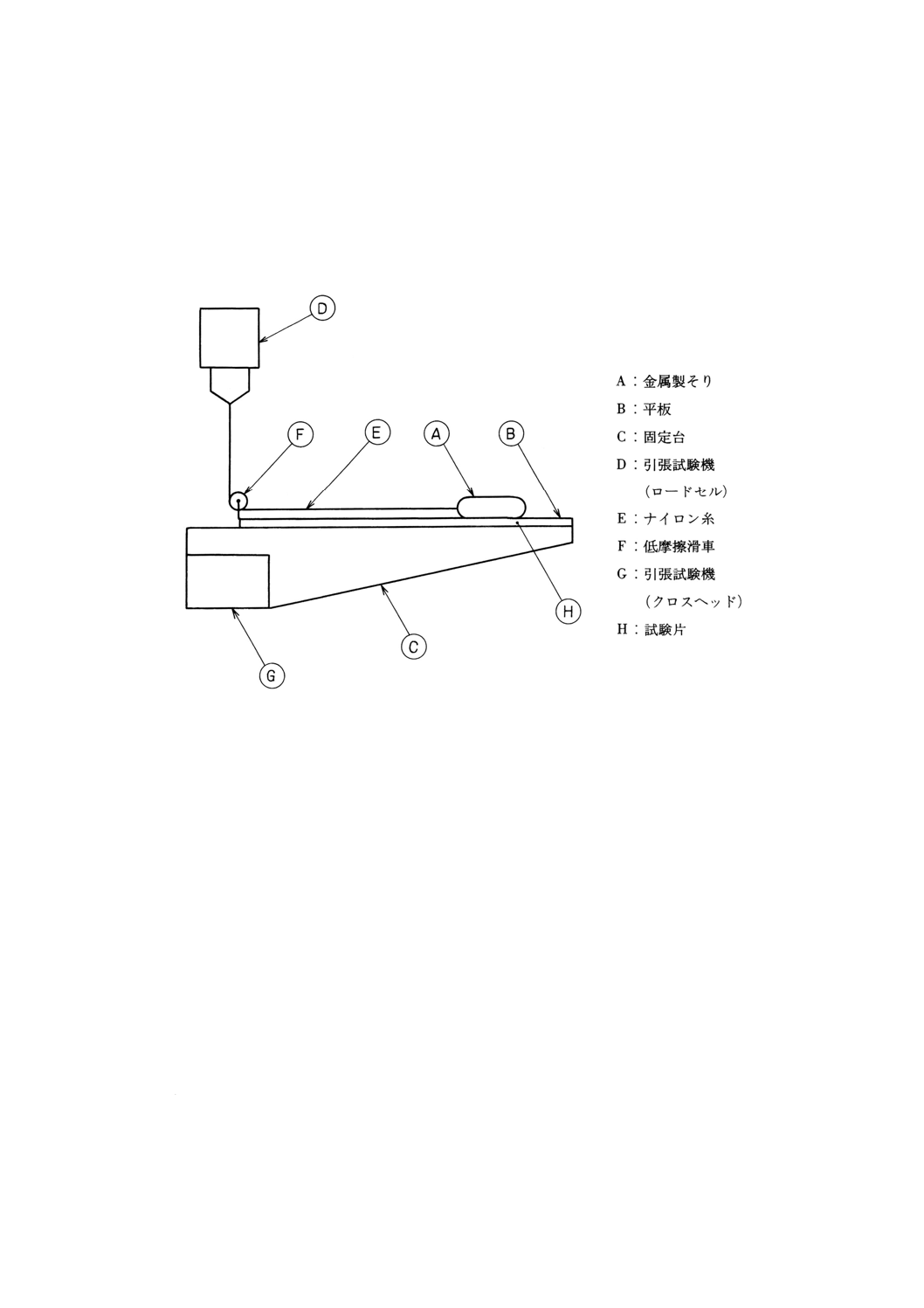
12.2 試験装置 この試験は,引張試験機を利用するもので,そのクロスヘッドに取り付けた平板を一定
速度で動かし,平板上の試験片の上を金属製そりにはり付けた試験片を滑らせて,ひずみ計で摩擦力を検
出できるように,次の器具及び装置を用い,図9のように組み立てられたものとする。
12.2.1 金属製そり 厚さ6mmで,一辺が63.5mmの正方形の平滑な金属板の一端にフックが付いている
ものとする。
12.2.2 平板 厚さ1mm,幅150mm,長さ300mmの表面を研磨したプラスチック,木材又は金属の板の
上に,平滑な表面をもつガラス板を重ねたものとする。
12.2.3 固定台 平板を支持するためのもので,幅200mm×長さ300mmの平滑な木材又は金属板で,引張
試験機のクロスヘッドに取り付けるため,位置を固定するに必要な強度と剛性をもっているものとする。
12.2.4 引張試験機 引張力の自動記録装置を備え,摩擦力の±5%の差を検出できる性能をもち,引張速
度を毎秒2.5±0.5mmに調節できるものとする。
12.2.5 ナイロン糸 直径0.33±0.05mmで35N {3.5kgf} の引張力に耐えるものとする。
12.2.6 低摩擦滑車 焼入れした鋼製ベアリングを備えたフェノール樹脂製のものとする。
12.3 試験片 試験片は,次による。
12.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,次の2種類とする。
(1) 移動試験片 移動試験片は,厚さ0.25mm以上で,一辺が63.5mmの正方形の平滑な表面をもつシー
ト又はブロック状のものを用いる。シート状の場合には,金属製そりに両面テープではり付けて用い
る。ただし,シートが柔軟で変形する場合には,金属製そりをスポンジゴム(10)で包んで用いる。ブロ
ック状の場合は,本体に直接フックを取り付けて用いてもよい。
試験片の総質量は,200±5gとする。
注(10) スポンジゴムは,厚さ3.2mm,幅63.5mmのもの。
23
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 固定試験片 幅130mm,長さ250mm以上の矩形の平滑な表面をもつシート又はフィルム状のものを
固定台上のガラス板にそのまま両面テープ又はセロハンテープではり付けて用いる。
12.3.2 試験片の状態調節 試験片は,原則としてトルエンなどの脱脂溶剤で軽く洗浄して表面のごみや油
脂分を取り除いた後,温度23±2℃,相対湿度 (50±5) %の条件で40時間以上静置してから同一雰囲気下
で測定を行う。測定値がばらつく場合には,温度及び相対湿度の許容差をそれぞれ±1℃及び±2%として
測定を行う。
12.3.3 試験片の採取作製 試験片の採取作製は,4.3による。
12.4 試験方法 試験方法は,次による。
12.4.1 引張試験機の調節 引張速度は,原則として毎秒2.5±0.5mmに調節し,引張力容量の50〜75%に
相当する既知の質量のおもりを付けたナイロン糸を固定台上の低摩擦滑車を経て引張試験機に取り付け,
総引張力がおもりの質量の±5%になるように試験機又は器具を調節する。
12.4.2 操作方法 固定台上のガラス板に,引張方向に250mm以上,幅方向に130mm以上になるように
試験片をはり付け,水準器によって試験片面を水平に調節する。その際,試験片中央の幅100mm×長さ
200mmの部分に手を触れないようにしなければならない。次に,分銅などを載せて総質量を200±5gに調
節した移動試験片をガラス板上の固定試験片の上に静かに置き,ナイロン糸の一端をフックに他の一端を
固定台の低摩擦滑車を経て引張試験機に取り付ける。次いで,引張試験を行い,始動時の最大引張力及び
始動後,約130mm移動するまでの引張力を記録し,附属書1に準じて平均引張力を求める。
12.5 計算 静摩擦係数,動摩擦係数及び標準偏差は,次の式によって算出する。
参考 標準偏差値は摩擦係数値の±15%と推定される。
(1) 静摩擦係数
B
As
s=
μ
ここに,
μs: 静摩擦係数
As: 始動時の最大引張力の読み (mN) {gf}
B: 測定時の移動試験片に掛かる重力 (mN) {gf}
(2) 動摩擦係数
B
Ak
k=
μ
ここに,
μk: 動摩擦係数
Ak: 始動後の平均引張力の読み (mN) {gf}
(3) 標準偏差
)1
(
)
(
2
2
−
∑
−
=
n
X
n
X
S
/
ここに,
S: 標準偏差
n: 測定回数
X: 測定値
X: 測定値の平均値
12.6 試験結果のまとめ方 試験結果は,5個の試験片の平均値で表す。
なお,一度使用した試験片は,原則として再使用してはならない。
12.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 静摩擦係数,動摩擦係数の平均値及び標準偏差
(2) 試験片の明細(品番名,厚さ,成形方法,条件,表面状態,経過時間及び状態調節の内容)
24
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 引張速度
(4) スポンジゴムの明細(比重,25%圧縮強度及び材質)
(5) 引張試験機の種類及び名称
(6) 試験温度及び相対湿度
(7) その他必要事項
図9 摩擦係数試験装置の一例
13. 引張永久ひずみ試験
13.1 目的 この試験は,静的な引張りを受ける部分に用いられるエラストマーの加熱引張りによる永久
ひずみを測定するために行う。
13.2 試験装置 試験装置は,伸長装置,長さ測定装置及び恒温槽で構成する。
伸長装置(11)及び長さ測定装置は,JIS B 7721に規定するものとする。
恒温槽は,ギヤー式老化試験機又はこれに準じる空気循環式の恒温槽とする。
注(11) この試験に用いる伸長装置は,できるだけ小形軽量で,恒温槽内への装着に当たって,試験片
の標線部分が槽内の空気の流れに対して直角になるように工夫を施されたものであることが望
ましい。
13.3 試験片 試験片は,次による。
13.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,図1及び表4-1に示すダンベル状1号形試験片
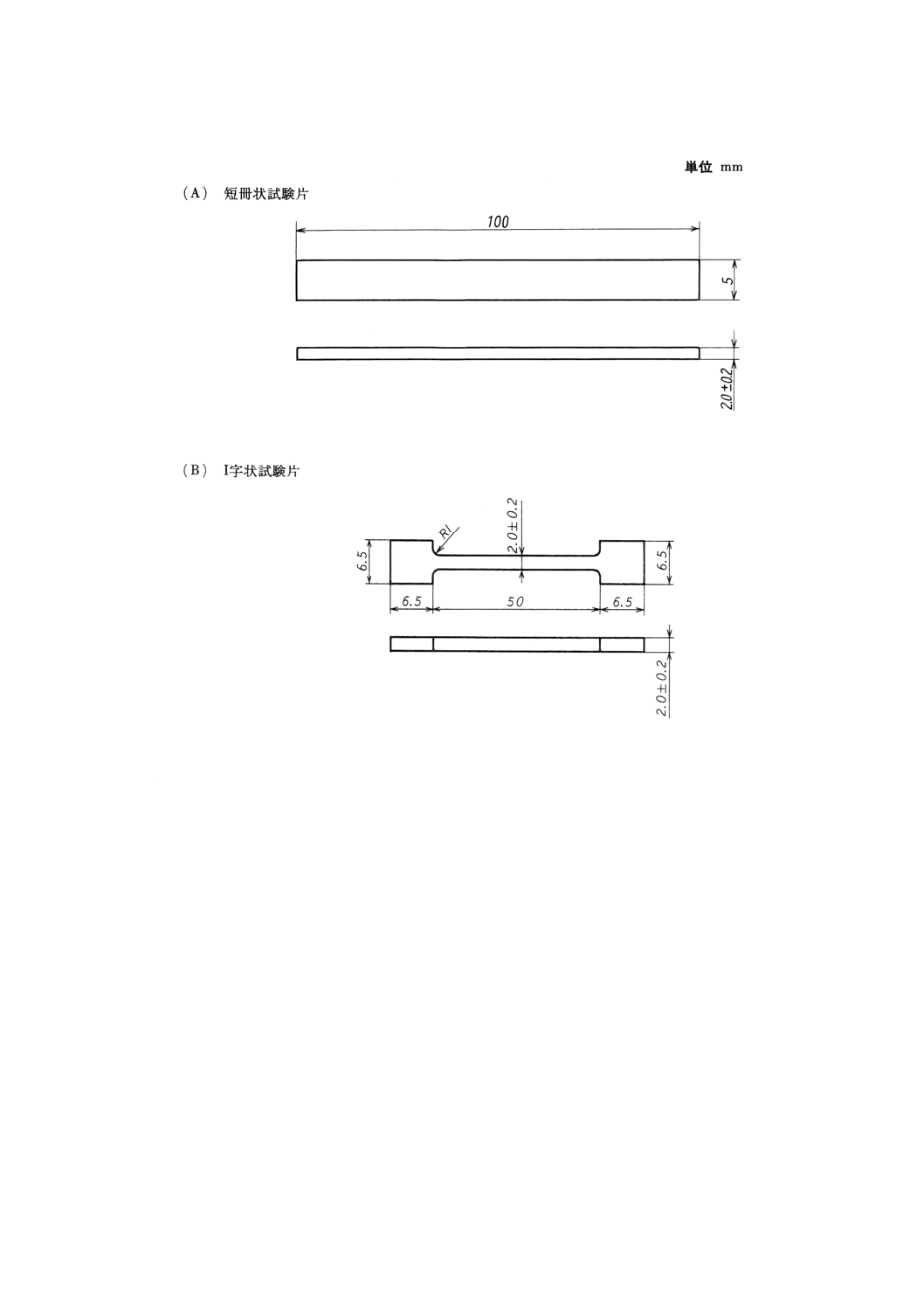
及び3号形試験片並びに図10に示す(A)短冊状試験片及び(B)I字状試験片とする。
13.3.2 試験片の採取作製 試験片の採取作製は,原則として4.3による。
13.3.3 試験片の数 試験片の数は,3個とする。
13.3.4 試験片の厚さ 試験片の厚さは,2±0.2mmを標準とする。厚さの測定は,4.4による。
25
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.3.5 測定部分 ダンベル状1号形試験片及び短冊状試験片には標線間距離40mm,ダンベル状3号形試
験片には標線間距離20mmの伸び測定用の標線を,表4-1によって付ける。I字状試験片は,標線を付けず,
狭い部分の長さ50mmを測定部分とする。
13.4 試験方法 試験方法は,次による。
13.4.1 試験条件 試験条件は,次による。
(1) 試験温度 試験温度は,原則として次の中から選択する(12)。
23±2℃ 70±1℃ 85±1℃ 100±℃ 120±2℃
注(12) 標準試験温度は,70±1℃とする。
(2) 試験時間 試験時間は,原則として次の中から選択する(13)。
02
24−時間
02
72−時間
02
168−時間
注(13) 標準試験時間は,
02
24−時間とする。
(3) 伸び 試験片を伸長し保持する伸び(14)は,次の式によって算出する。
100
0
0
1
×
−
L
L
L
Lx=
ここに, Lx: 伸び (%)
L0: 試験前の標線間の距離 (mm)
L1: 伸長時の標線間の距離 (mm)
注(14) 試験片を伸長し保持するときの標準伸びは,100±10%とする。この場合,受渡当事者間の協定
によって,次の中から選択してもよい。
25±2%,50±5%及び200±10%
(4) 伸長及び収縮速さ 試験片を伸長及び収縮させるときの速さは,毎秒2〜10mmとする。
13.4.2 操作方法 試験片の標線間距離を0.1mmまで測定した後,試験片を伸長装置に取り付け,所定の
速さで所定の伸びに相当する長さに伸長し保持する。このとき,所定の伸びを超えた伸長を与えないよう
に注意しなければならない。所定の伸びに伸長してから10〜20分後に,再度標線間距離を測定し,許容範
囲にあるかどうかを確認する。許容範囲を外れた場合は,その試験片を廃棄し,新しい試験片を用いてや
り直す。伸長した試験片をあらかじめ所定の試験温度に設定された恒温槽に入れる。所定の試験時間経過
後,試験片を恒温槽から取り出し,30〜35分間放冷した後試験片を所定の速さで収縮させ伸長装置から取
り外し,木製の平面な台上に置く。収縮させてから30分後に,標線間距離を0.1mmまで測定する。
13.5 計算 引張永久ひずみ率は,次の式によって算出する。
100
0
1
0
2
L
×
−
−
L
L
L
L
PS=
ここに, PSL: 引張永久ひずみ率 (%)
L0: 試験前の標線間距離 (mm)
L1: 伸長時の標線間距離 (mm)
L2: 試験後の標線間距離 (mm)
13.6 試験結果のまとめ方 試験結果は,原則として3個の試験片の平均値で表す。
13.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験温度及び時間
26
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 試験室の温度
(6) その他必要事項
27
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10 引張永久ひずみ試験用試験片の形状及び寸法
14. 圧縮永久ひずみ試験
14.1 目的 この試験は,静的な圧縮やせん断を受ける部分に用いるエラストマーの圧縮による永久ひず
みを測定するために行う。
14.2 試験装置 試験装置は,圧縮装置,測厚器及び恒温槽で構成する。
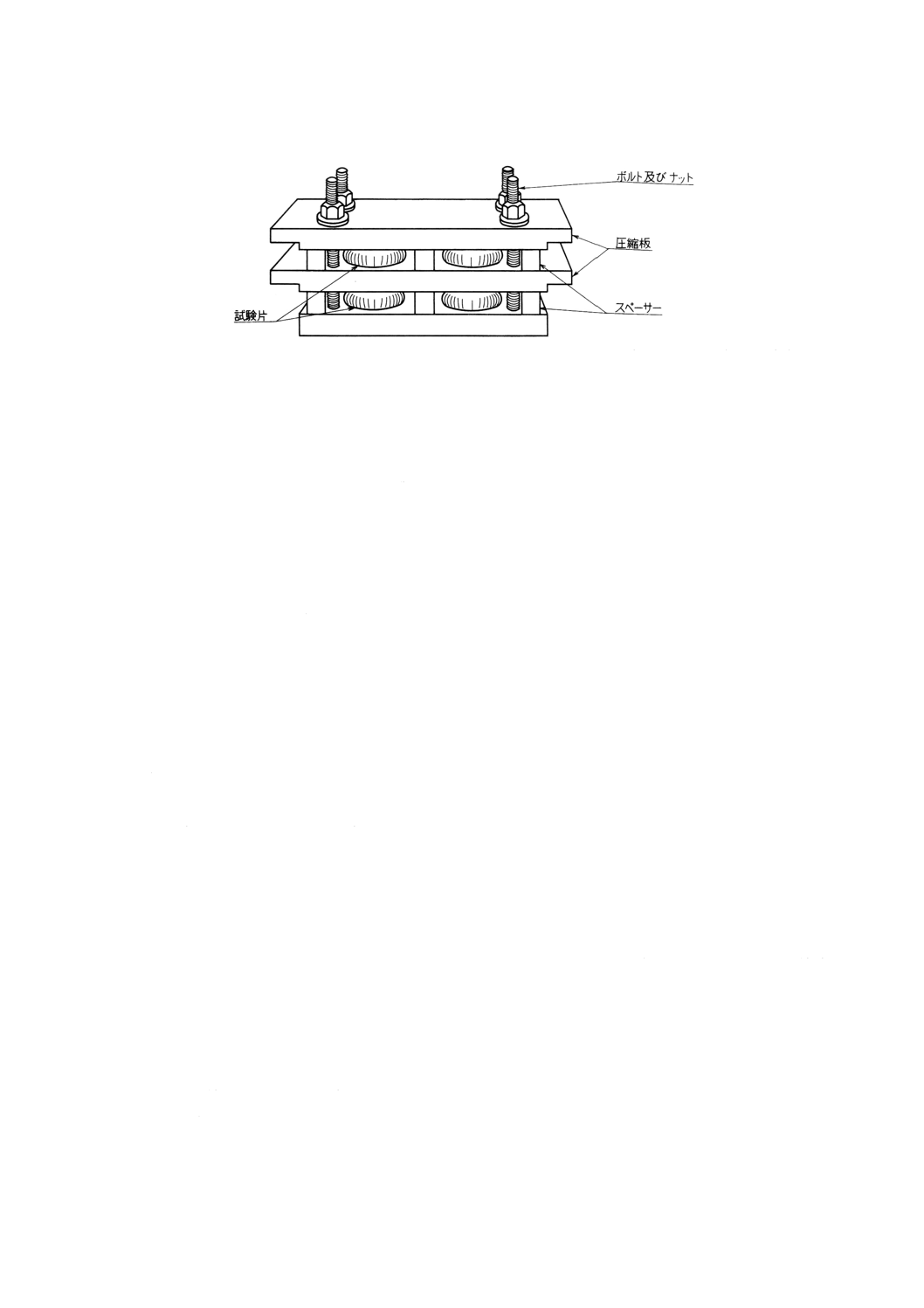
14.2.1 圧縮装置 圧縮装置は,2枚又はそれ以上の平らな圧縮板と,圧縮板を固定するボルト及びナット
並びに厚さ9.38±0.01mmのスペーサーで構成する。圧縮板は,鋼板で作り,圧縮を受けても曲がること
なく,十分に耐えられる程度の厚さのものとする。
また,圧縮面は,よく研磨仕上げを行い,平滑なものでなければならない。圧縮装置の一例を図11に示
す。
28
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11 圧縮装置の一例
14.2.2 恒温槽 恒温槽は,加熱された乾いた空気がよく循環し,14.4.1に規定する熱処理条件に適合する
ものとする。
14.2.3 測厚器 測厚器は,4.4に規定するブロック用のものとする。
14.3 試験片 試験片は,次による。
14.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,9.3.1による。
14.3.2 試験片の採取作製 試験片の採取作製は,次による。
(1) 製品から試験片を切り抜く場合は,4.3.1に準じる。このとき,上下両面と円柱軸とが垂直になるよう
に注意する。
(2) ブロック試料から試験片を切り抜く場合は,製品とできるだけ同一成形状態のブロックを作製し,(1)
の操作に準じて行う。
(3) 試験片を成形型で作る場合は,4.3.2に準じる。
14.3.3 試験片の数 試験片の数は,3個とする。
14.4 試験方法 試験方法は,次による。
14.4.1 試験条件 試験条件は,次による。
(1) 試験温度 試験温度は,次の中から選択する(15)。
23±2℃,40±1℃,70±1℃ 100±1℃
注(15) 標準試験温度は,70±1℃とする。
(2) 試験時間 試験時間は,次の中から選択する(16)。
02
24−時間,
02
72−時間,
02
168−時間
注(16) 標準試験時間は,
02
24−時間とする。
(3) 圧縮率 圧縮率は,25%とする。
14.4.2 操作方法 操作方法は,次による。
(1) 厚さの測定 試験片の厚さの測定には4.4の測厚器を用い,試験片の中央部1か所で行う。
(2) ひずみの与え方 図11に例示するように試験片の両側に,スペーサーを挿入する。このとき,圧縮時
に試験片の側面がスペーサーなどに触れないように注意する。試験片及びスペーサーを挿入した後,
上下の圧縮板がスペーサーに密着するまで圧力を加え,ボルトを締めて,その状態に固定する。試験
片を挿入する前に,圧縮装置が規定温度になるように,十分に予熱しなければならない。
また,試験片の挿入及び圧縮は,20分以内にしなければならない。次に,試験片の挿入及び圧縮が
終わった圧縮装置は,規定温度に保たれた恒温槽内に所定時間置く。
(3) 加熱処理後の厚さの測定 加熱処理が終了した後,試験片を素早く圧縮装置から取り外し,木製の台
の上に取り出して,23±3℃の試験室に30±3分間放冷した後,厚さを(1)に準じて測定する。
29
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14.5 計算 圧縮永久ひずみは,次の式によって算出する。
100
2
0
1
0
×
−
−
t
t
t
t
Cs=
ここに, Cs: 圧縮永久ひずみ (%)
t0: 試験片の元の厚さ (mm)
t1: 試験片を圧縮装置から取り出し,30分後の厚さ (mm)
t2: スペーサーの厚さ (mm)
14.6 試験結果のまとめ方 試験結果は,原則として3個の試験片の平均値をJIS Z 8401によって丸め,
整数位で表す。3個の試験片の個々の値が,平均値の5%以内で一致しない場合は,更に3個の試験片を用
いて試験を行い,合計6個の値の中央値をもって表す。
14.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 圧縮永久ひずみ
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) 試験温度及び時間
(6) 圧縮板と試験片との接触面の潤滑の有無
(7) その他必要事項
15. 高温・低温における硬さ及び引張試験
15.1 目的 この試験は,高温・低温における硬さ,引張強さ,切断時伸び及び100%引張応力を測定する
ために行う。
15.2 試験装置 試験装置は,次による。
15.2.1 硬さ試験機 硬さ試験機は,7.3による。
15.2.2 引張試験機 引張試験機は,次による。
(1) 試験機の性能,ダンベル状試験片の場合は,引張速度を毎秒8.3±0.8mmに調節でき,かつ,試験片
の標線間距離の8倍以上,またリング状の場合は,試験片を引っ張りながら回転させる装置を備え,
引張速度を毎秒5.0±0.5mmに調節でき,かつ,試験片の標線間距離に相当する長さ (20mm) の8倍
以上に引っ張ることが可能で,試験時の最大引張力がその各能力の20〜80%の範囲になるもの。
(2) 附属装置の恒温槽は,70±2℃及び−20±2℃に調節できるもの。
15.3 試験片 原則として4.3の標準成形方法及び4.3.1の作製方法によるダンベル状3号形又はリング状
1号形試験片を用い,加熱又は冷却前に4.4によって厚さ及び幅を測定し,ダンベル状3号形試験片の場
合には伸び測定用の20mm間隔の標線を付ける。
15.4 試験条件 試験条件は,次による。
15.4.1 試験温度 試験温度は,次による。
(1) 高温時物性測定の場合 70±2℃
(2) 低温時物性測定の場合 −20±2℃
15.4.2 引張速度 引張速度は,次による。
(1) ダンベル状試験片の場合 毎秒8.3±0.8mm
(2) リング状試験片の場合 毎秒5.0±0.5mm
30
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15.5 試験方法 硬さは,試験片を所定の温度に1時間以上置き,取出し直後に試験片を積み重ねて厚さ
6mm以上にし,7.5によって測定する。引張強さ,切断時伸び及び100%引張応力は,試験片を所定の温度
に1時間以上置いた後,それぞれの温度で測定する。
15.6 計算 引張強さ,切断時伸び及び100%引張応力の計算は,次による。
(1) 引張強さ 引張強さは,次の式(1)及び式(2)によって算出する。
(a) ダンベル状試験
A
F
T
B
B=
··················································································· (1)
(b) リング状試験片
A
F
T
2
B
B=
··················································································· (2)
ここに, TB: 引張強さ (MPa) {kgf/cm2}
FB: 最大引張力 (N) {kgf}
A: 試験片の断面積 (mm2) {cm2}
(2) 切断時伸び 切断時伸びは,次の式(3)及び式(4)によって算出する。
(a) ダンベル状試験片
100
0
0
1
B
×
−
L
L
L
E=
······································································ (3)
ここに, EB: 切断時伸び (%)
L1: 標線間距離 (mm)
L0: 切断時の標線間距離 (mm)
(b) リング状試験片
100
0
0
1
B
×
−
I
I
I
E=
100
2
0
0
2
×
−
+
I
I
I
I
=
···································································· (4)
ここに, EB: 切断時伸び (%)
I0: 試験片の初期の内周 (mm)
I: 切断時のプーリの中心の移動距離 (mm)
I1: 切断時の試験片の内周 (mm)
I2: プーリの円周 (mm)
(3) 100%引張応力 100%引張応力は,次の式(5)及び式(6)によって算出する。
(a) ダンベル状試験片
A
F
M
100
100=
·············································································· (5)
(b) リング状試験片
A
F
M
2
100
100=
·············································································· (6)
ここに, M100: 100%引張応力 (MPa) {kgf/cm2}
F100: 100%伸長時の引張力 (N) {kgf}
A: 試験片の断面積 (mm2) {cm2}
31
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15.7 試験結果のまとめ方 引張強さ,切断時伸び及び引張応力は,3個以上の試験片について試験を行い,
15.6の計算によって得られたそれぞれの値の中央値(17)をJIS Z 8401によって丸め,引張強さ及び100%引
張応力は有効数字3けたで表し,切断時伸びは,有効数字2けたで表す。
注(17) 中央値とは,測定値を大きい順に並べたとき,測定値が奇数個のときはその中央に当たる値と
し,測定値が偶数個の場合は中央を挟む二つの値の平均値とする。
15.8 記録 試験成績には,次の事項を記録しなければならない。
(1) 硬さ,引張強さ,切断時伸び及び100%引張応力
(2) 試験片の形状
(3) 試験温度
(4) 試料の成形方法,条件及び採取作製方法
(5) 試験片の数
(6) その他必要事項
16. 低温ねじり試験
16.1 目的 この試験は,エラストマーの低温における柔軟性を測定するために行う。
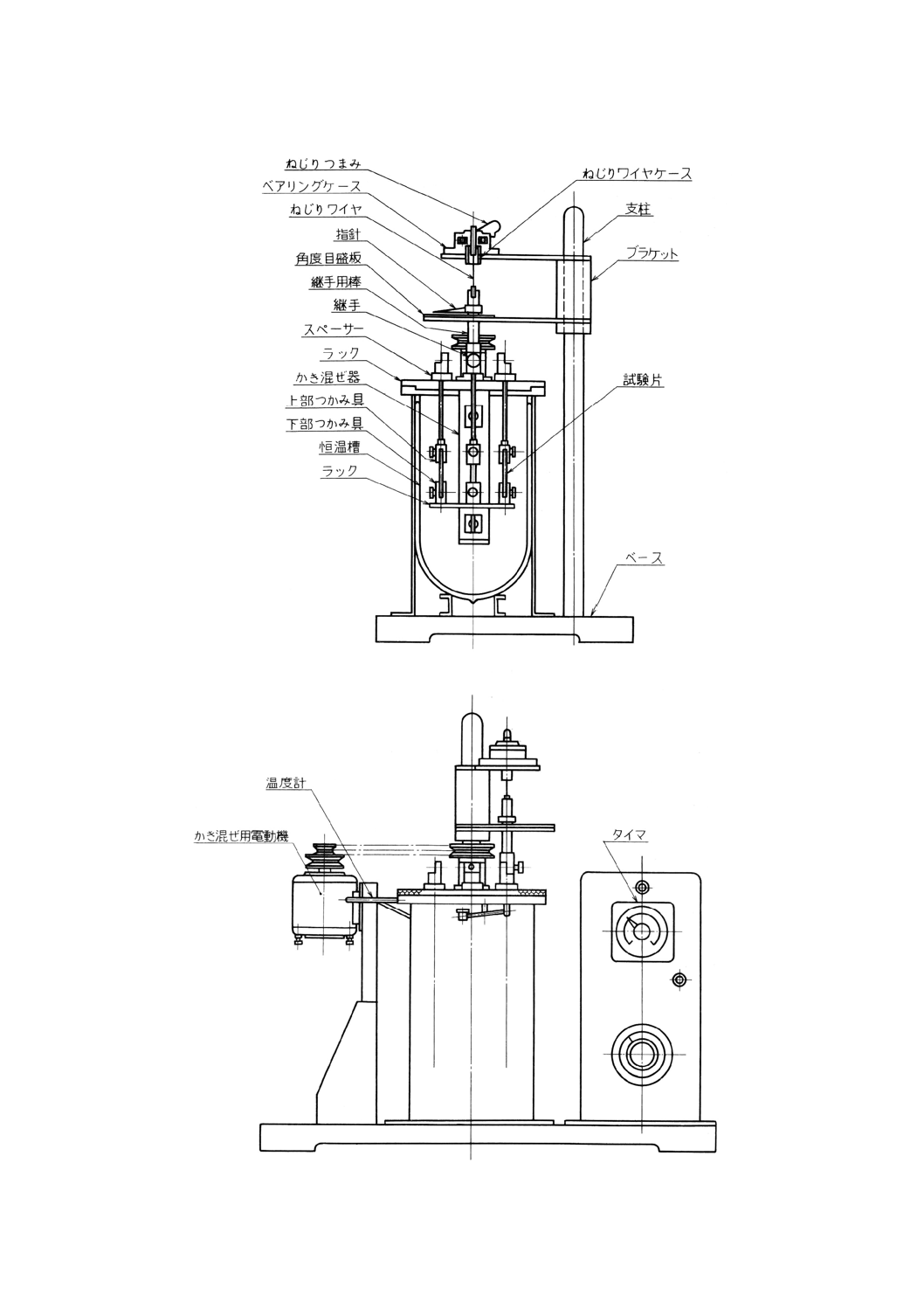
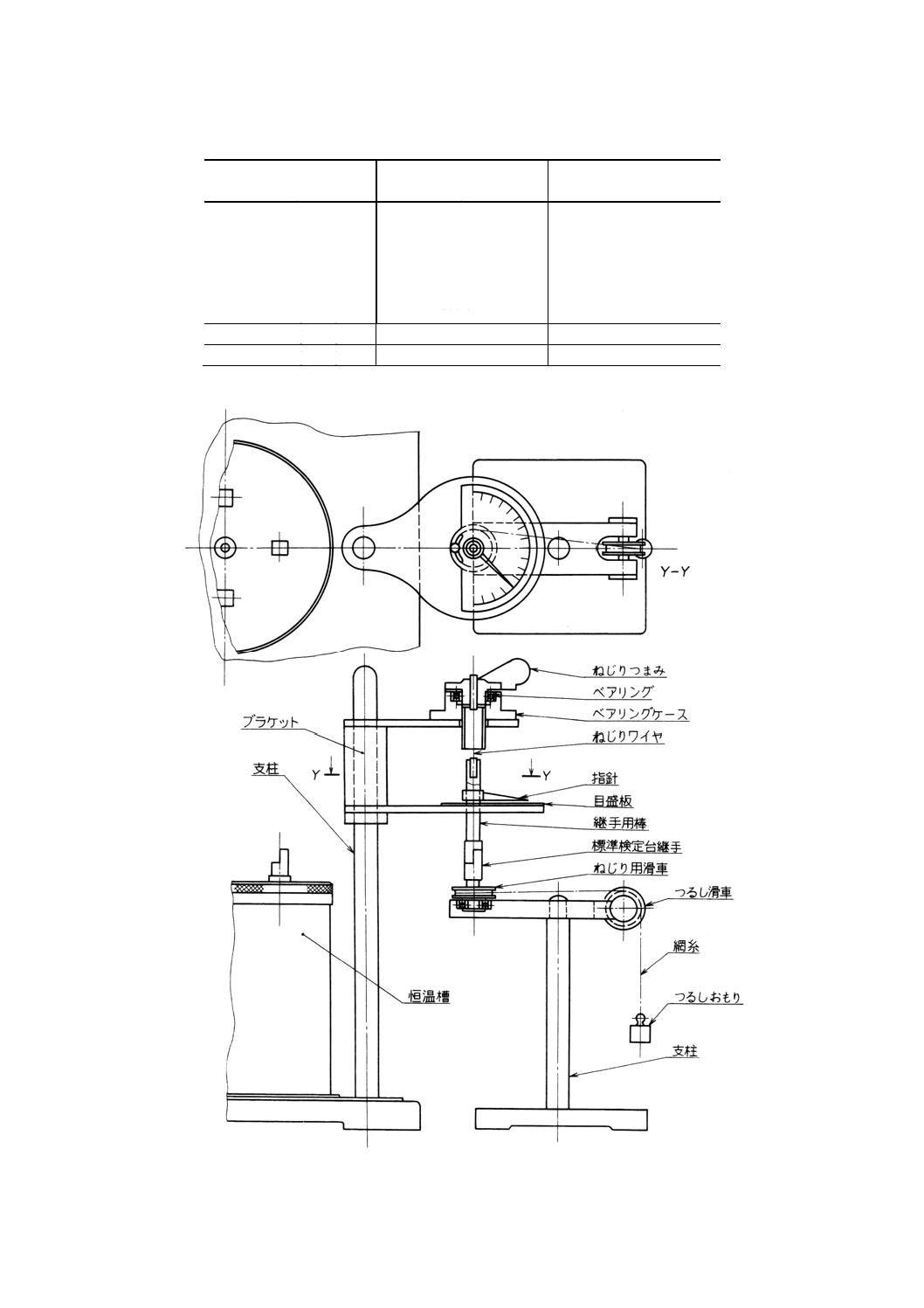
16.2 試験装置 試験装置は,ワイヤを介して試験片をねじるねじり装置,ねじりワイヤ,試験片を保持
する試験片ラック及び試験片を一定の温度に保つ恒温槽で構成する。
試験装置の一例を図12に示す。
16.2.1 ねじり装置 ねじり装置は,垂直に取り付けられたねじりワイヤの上端を,ワイヤに対して直角な
平面内で180度回転できる上部ヘッド及びワイヤの下端と連結したねじれ角の読取り装置とを備えた構造
のものとする。ねじれ角の読取り装置は,摩擦抵抗が小さくて,角度が1度まで読み取れるものでなけれ
ばならない。
16.2.2 ねじりワイヤ ねじりワイヤは,焼入れしたスプリングワイヤで,長さ65±8mm,ねじり定数は
11.24mN・m/rad{2.000gf・cm/度}(18)とする。
注(18) 必要に応じ,0.7mN・m/rad{0.125gf・cm/度},2.81mN・m/rad{0.500gf・cm/度},44.96mN・m/rad
{8.000gf・cm/度}のねじり定数を選択する。
16.2.3 試験片ラック 試験片ラックは,熱伝導率の小さい材質で,試験片を伝熱媒体中に垂直に保持する
ことができるものを用いる。試験片をつかむ上下つかみ具のうち,下部つかみ具は,ラックに固定する。
上部つかみ具は,試験片とねじりワイヤとの連結を継手を介して行うもので,下部継手及び上部継手は,
ねじなどで完全に止めて接続する構造のものとする。
16.2.4 恒温槽 恒温槽は,規定の伝熱媒体を満たすことができる断熱性のある容器で,試験温度を±1℃
に保持できるものとする。
16.2.5 タイマ タイマは,秒単位で計測できるものとする。
16.2.6 温度測定器 温度測定器は,−70℃から+30℃の範囲にわたって±1℃の精度で測定できるものと
する。
16.2.7 伝熱媒体 伝熱媒体(19)は,試験温度において液状であって試験する材料に対して物理的及び化学
的影響を与えないもの,その影響が無視できるもの,又はその影響(20)の程度が分かっているものとする。
注(19) 伝熱媒体は,エタノールなどを用いる。
(20) 影響を補正し,補正値を報告する。
16.3 ねじりワイヤの校正 ワイヤのねじり定数は,規定の±3%以内に校正されていなければならない。
32
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12 低温ねじり試験装置の一例
33
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16.3.1 ワイヤ単体の校正 ワイヤ単体の校正は,次による。
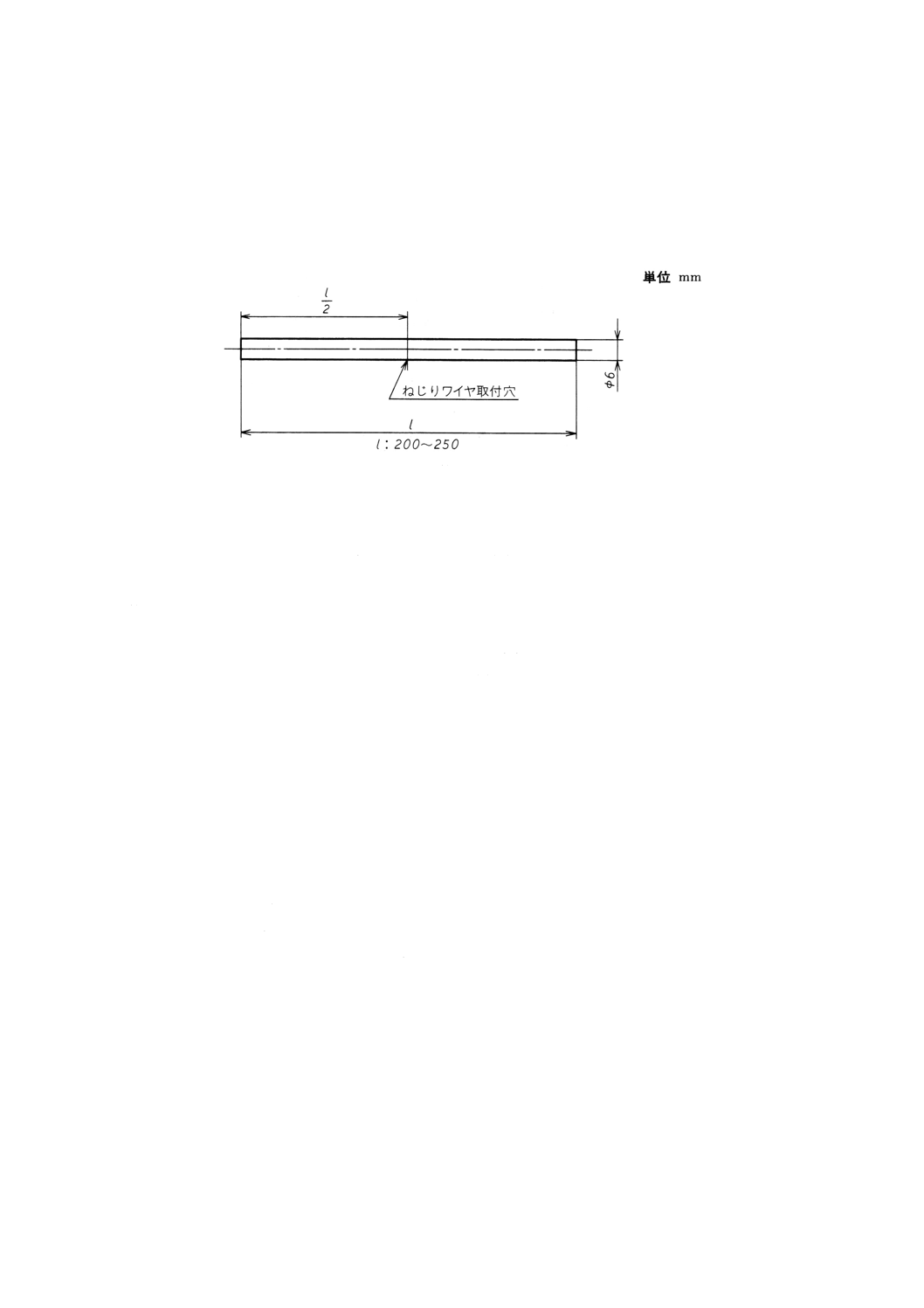
(1) ねじりワイヤを垂直にし,上端を固定する。下端に標準棒を取り付けて,それを90度を超えない範囲
でねじり,標準棒を水平に自由振動させ,20回の振動に要する時間を秒単位で記録する。
標準棒は,JIS B 4401に規定する材質で,図13に示す寸法のものとする。
図13 標準棒
(2) 標準棒の慣性モーメントは,次の式によって算出する。
I=ml2/12
ここに,
I: 慣性モーメント (kg・m2)
m: 標準棒の質量 (kg)
l: 標準棒の長さ (m)
(3) ワイヤのねじり定数(ワイヤによって生じる1ラジアン{度}当たりの復元力)は,次の式によって
算出する。
K=4π2I /T2
ここに, K: ワイヤのねじり定数 (mN・m/rad) {gf・cm/度}
T: 振動の周期 (S)
I: 標準棒の慣性モーメント (kg・m2)
16.3.2 試験機に取り付けたねじりワイヤの総合検定
(1) ねじりワイヤを所定の使用条件で試験機に取り付け,図14に示したねじりワイヤ標準検定台に接続し
て,指針及び目盛板を含めて検定する。ワイヤのねじり定数と角度指示の関係を表7に示す。
(2) ねじりワイヤ標準検定台のねじり用滑車及びつるし滑車の直径は,いずれも20mmとし,各滑車の摩
擦抵抗はできるだけ小さいものを用いる。ねじりワイヤの検定は,一定期間ごとに行う。検定期間は,
使用頻度によって異なるため,受渡当事者間の協定による。
16.4 試験片 試験片は,次による。
16.4.1 試験片の形状及び寸法 試験片の形状及び寸法は,原則として幅3.0±0.2mm,厚さ2.0±0.2mm及
び長さ40±2.5mmの長方形のものとする。
16.4.2 試験片の採取作製 試験片の採取作製は,4.3による。
34
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 ワイヤのねじり定数と角度指示の関係
ワイヤのねじり定数
mN・m/rad{gf・cm/度}
検定用つるしおもりの質量
g
角度指示
度
0.7
{0.125}
12.5
100
0.7
{0.125}
6.25
50
2.81 {0.500}
50.0
100
2.81 {0.500}
25.0
50
11.24 {2.000}
200.0
100
11.24 {2.000}
100.0
50
44.96 {8.000}
800.0
100
44.96 {8.000}
400.0
50
図14 ねじりワイヤ標準検定台の一例
35
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16.4.3 試験片の数 試験片の数は,原則として2個とする。
16.4.4 試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,4.4による。
16.5 試験方法 試験方法は,次による。
16.5.1 試験条件 試験条件は,次による。
(1) 試験片を測定温度に保持する時間は,5分間とする。ただし,室温から低温に移し,低温で最初に測
定するときの保持時間は,15分間とする。
(2) ねじりワイヤのねじる角度は,180度とする。
(3) ねじりワイヤのねじっている時間は,10秒間とする。
(4) 温度上昇速度は,毎分1℃とする。
16.5.2 操作方法 操作方法は,次による。
(1) 試験片をつかみ具に取り付けるときのつかみ具間距離は,25±3mmとする。
備考 試験片を取り付けるときは,垂直になるよう,また,たるみがないように取り付ける。たるみ
などがあった場合,継手用棒とラックとの摩擦の原因となる。したがって,少し張るように取
り付けるとよい。
(2) 試験片を取り付けたラックを恒温槽の中に入れる。試験片は,少なくとも伝熱媒体面から25mmの深
さに位置させて,恒温槽の温度を23±2℃に調節する。下部継手及び標準ワイヤを取り付けた上部継
手を連結ねじで固定する。指針を目盛板の0に合わせる。ねじりつまみを速やかに180度回転させ,
10秒後の指針が示す角度を記録する。読み角度が120〜170度の範囲に入らない場合は,使用したワ
イヤは,その試験片を試験するのに適していない。ねじれ角が170度を超える場合は,ねじり定数の
より小さなワイヤを,ねじれ角が120度未満の場合は,ねじり定数のより大きいワイヤを用いなけれ
ばならない。
(3) ねじりつまみを元の位置に戻し,連結ねじを外しラックを動かして,次の試験片を試験位置に移動さ
せる。ラックに取り付けた試験片の全部を同様に23±2℃で試験する。
(4) ラックと下部継手の間にスペーサーを差し込む。恒温槽内の温度を最低の試験温度にする。この温度
で15分間,±1℃の範囲内に保った後,スペーサーを取り除き,23±2℃の試験と同様に試験を行う。
試験が終わった後,スペーサーを元の位置に差し込む。
(5) すべての試験片を最低温度で試験した後,恒温槽の温度を5℃間隔で上昇させ,各温度で5分間試験
片を状態調節させた後,前と同様の操作で試験を行う。23±2℃におけるねじれ角との差が,10度以
内になる温度まで試験を続けなければならない。
備考 ラックと下部継手の間のスペーサーは,23±2℃の測定の場合は必要としない。
16.6 計算 見掛けのねじりモジュラス及び比モジュラスの計算は,次による。
16.6.1 見掛けのねじりモジュラス 見掛けのねじりモジュラスは,次の式によって算出する。
−
+
θ
θ
θ
θ
・
=
・
=
f
ab
L
K
G
f
ab
L
K
G
3
3
)
182
(
916
.0
)
180
(
16
ここに,
G: 見掛けのねじりモジュラス (MPa) {kgf/cm2}
K: ワイヤのねじり定数 (mN・m/rad) {gf・cm/度}
L: 試験片のつかみ具間距離 (mm) {cm}
a: 試験片の幅 (mm) {cm}
b: 試験片の厚さ (mm) {cm}
f: 表8から得られるa/bによる係数
θ: 試験片のねじれ角度(度)
36
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 a/bによる係数f
a/b
f
a/b
f
1.00
2.25
2.25
3.84
1.05
2.36
2.50
3.99
1.10
2.46
2.75
4.11
1.15
2.56
3.00
4.21
1.20
2.66
3.50
4.37
1.25
2.75
4.00
4.49
1.30
2.83
4.50
4.59
1.35
2.91
5.00
4.66
1.40
2.99
6.00
4.77
1.45
3.06
7.00
4.85
1.50
3.13
8.00
4.91
1.60
3.26
9.00
4.96
1.70
3.38
10.00
5.00
1.75
3.43
20.00
5.17
1.80
3.48
50.00
5.23
1.90
3.57
100.00
5.30
2.00
3.66
16.6.2 比モジュラス 比モジュラスは,次の式によって算出する。
(1) 比モジュラスは,23±2℃でのモジュラスに対する値で,次の式によって算出する。
0
0)
180
(
'
)'
180
(
θ
θ
θ
θ
−
−
=
RM
ここに, RM: 比モジュラス
θ0: 23±2℃における試験片のねじれ角(度)
θ': 低温における試験片のねじれ角(度)
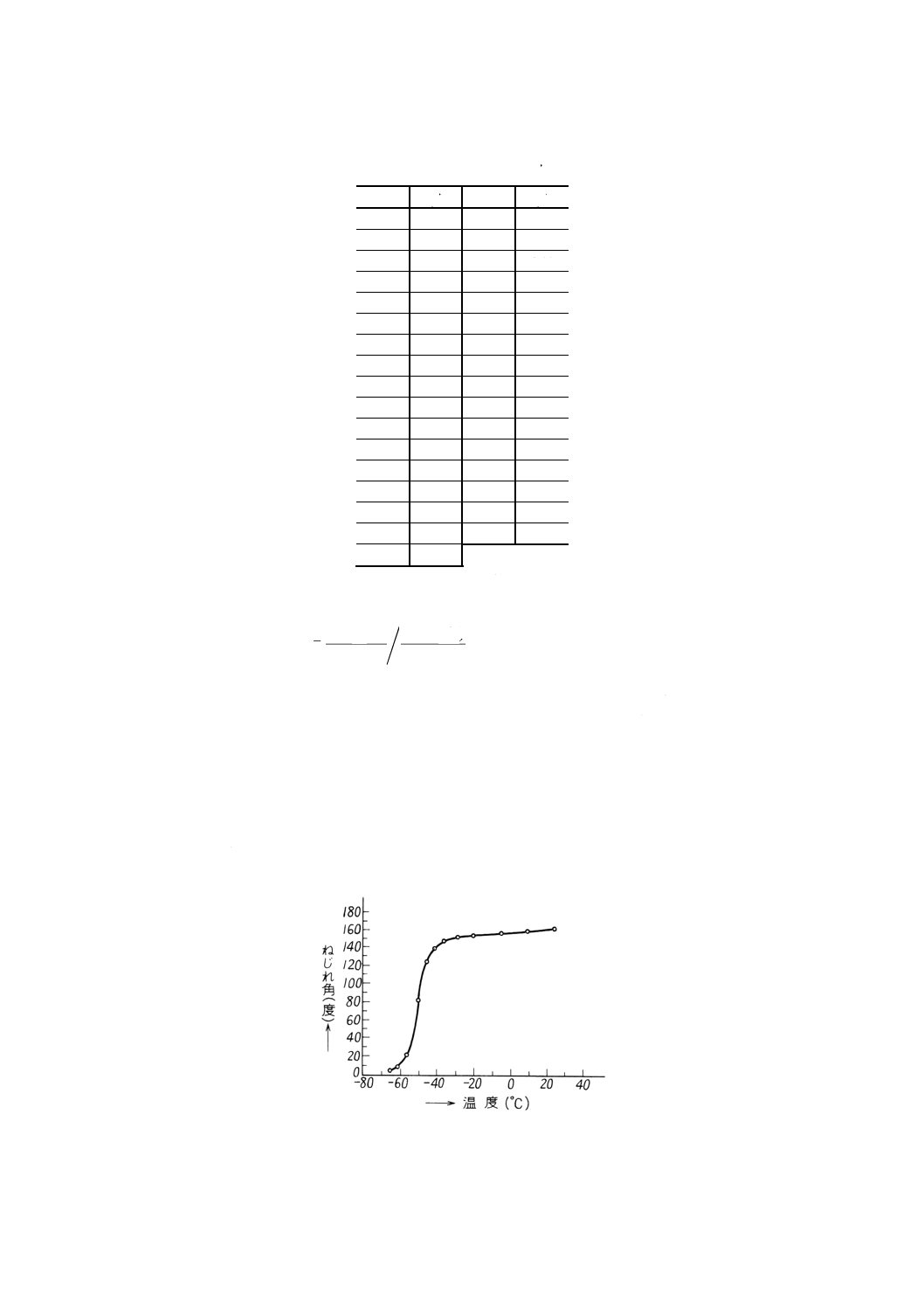
(2) 比モジュラスの値に対する温度 表9及び図15のようなねじれ角−温度曲線から,比モジュラスが2,
5,10及び100になる温度を求める。
23 ±2℃におけるねじれ角及びその値に対して,2,5,10及び100倍のモジュラスに相当するねじ
れ角を表9に示す。表9から,それぞれの比モジュラスに相当する角度を選び,試験で得られたねじ
れ角−温度曲線からこれらの角度に相当する温度を読み取り,それぞれt2,t5,t10及びt100として表す。
図15 温度とねじれ角との関係の一例
16.7 試験結果のまとめ方 試験結果は,2個の試験片によって得られたt2,t5,t10及びt100と23±2℃にお
ける見掛けのねじりモジュラスの値の平均値で表す。
37
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16.8 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) ねじりワイヤの種類
(3) 伝熱媒体の種類
(4) その他必要事項
38
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9 比モジュラスRMに対するねじれ角
単位 度
23℃の
ねじれ角
RM=2の
ねじれ角
RM=5の
ねじれ角
RM=10の
ねじれ角
RM=100の
ねじれ角
120
90
51
30
3
121
91
52
31
4
122
92
53
31
4
123
93
54
32
4
124
95
55
33
4
125
96
56
33
4
126
97
57
34
4
127
98
58
35
4
128
99
59
36
4
129
101
61
36
5
130
102
62
37
5
131
103
63
38
5
132
104
64
39
5
133
105
65
40
5
134
107
66
41
5
135
108
68
42
5
136
109
69
42
5
137
111
70
43
6
138
112
71
45
6
139
113
72
46
6
140
114
74
47
6
141
116
75
48
6
142
117
77
49
7
143
119
78
50
7
144
120
80
51
7
145
121
82
53
7
146
123
83
54
7
147
124
85
55
7
148
126
87
57
8
149
127
88
58
8
150
129
90
60
9
151
130
92
62
9
152
132
94
62
9
153
133
96
65
10
154
134
97
67
10
155
136
100
69
11
156
138
102
71
11
157
139
104
73
12
158
140
106
75
12
159
142
108
78
13
160
144
111
80
13
161
146
113
82
14
162
147
116
85
15
163
149
118
88
16
164
151
121
91
17
165
152
124
94
18
166
154
126
98
19
167
156
130
101
20
168
158
133
105
22
169
159
136
109
24
170
161
139
113
26
39
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17. 低温衝撃ぜい化試験
17.1 目的 この試験は,エラストマーの低温での衝撃ぜい化温度及び衝撃ぜい化限界温度を測定するた
めに行う。
17.2 試験装置 試験装置は,試験片つかみ具,打撃具,試験槽などで構成する。
また,ほかに必要があれば安全に操作するための装置を用意してもよい。
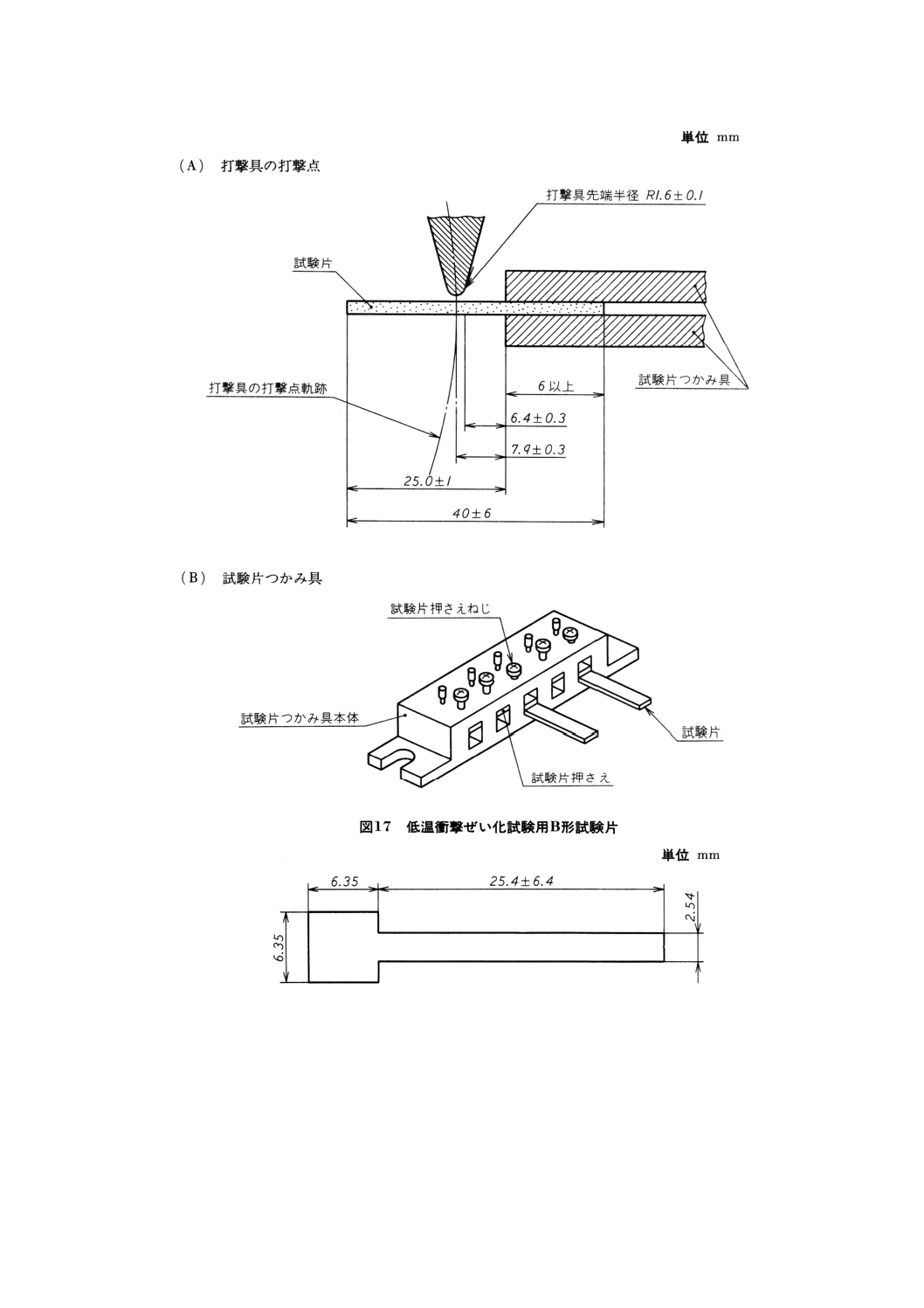
17.2.1 試験片つかみ具及び打撃具 試験片つかみ具及び打撃具の一例を図16に示す。
試験片つかみ具は,それぞれの試験ごとに単独に取付けができ(21),片持ちばりとして試験機本体に強固
に保持できる機構で,少なくとも6mmの長さを挟んでつかめるものでなければならない。
打撃具は,先端が半径1.6±0.1mmであって,試験片に打撃を与えるとき及びその後少なくとも約6mm
の走行距離の間では毎秒1.83〜2.13mmの均一な線速度で作動するものでなければならない。この速度を
一定に保つために,同時に行う試験片の数を制限してもよい。打撃具と試験片つかみ具との位置関係は,
図16に示すように,打撃時における打撃具の中心線とつかみ具の間隔が,7.9±0.3mmでなければならな
い。
注(21) 試験片は,均一な締付け力で,正常な状態に取り付ける。
17.2.2 試験槽 試験槽は,規定の伝熱媒体を満たすことができる断熱性の容器で,伝熱媒体の温度を均一
にするためのかき混ぜ器を備え,試験温度を±0.5℃に保持できるものでなければならない。
また,試験片つかみ具及び打撃具が所定の位置に取り付けられる構造で温度計が挿入でき,かつ,温度
調節器が設けられるものでなければならない。
備考 温度調節器は,冷凍機を使用する場合に設ける。
17.2.3 伝熱媒体 伝熱媒体は16.2.7に定めるものを用いる。
17.3 試験片 試験片は,次による。
17.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,次の2種類のいずれかとする。
A形試験片:長さ40±6mm,幅6.0±1.0mm,厚さ2.0±0.2mmの長方形
B形試験片:図17に示す試験片。厚さは,2.0±0.2mmとする。
17.3.2 試験片の採取作製 試験片の採取作製は,原則として4.3による。
17.3.3 試験片の数 試験片の数は,各温度水準に対して少なくとも10個(22)以上とする。
注(22) ぜい化温度がよくわかっている材料では5個でもよい。
17.3.4 試験片の選別 試験片の厚さ及び幅の偏差が1試験片について0.1mmを超えるもの,異物の混入
したもの,気泡のあるもの及び傷のあるものは試験に使用してはならない。
17.4 試験方法 試験方法は,次による。
17.4.1 試験条件 試験条件は,次による。
(1) 試験片を測定温度に保持する時間は,3±0.5minとする。
(2) 試験片の最小つかみ長さは,6mmとする。
(3) 試験片に衝撃を与える打撃具の速さは,毎秒1.83〜2.13mmとする。
(4) 試験温度は,−100℃〜室温とする。
図16 試験片つかみ具及び打撃具の一例
40
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17.4.2 操作方法 操作方法は,次による。
(1) 試験槽の中に試験片が十分に浸せきできるよう,十分な量の伝熱媒体を満たす。
(2) 試験槽の温度を,試験温度まで適量のドライアイス,液体窒素などで冷却する。
(3) 試験片つかみ具を,あらかじめ試験温度に冷却しておく。
参考 室温中に静置されていた試験片つかみ具に試験片を取り付けて,試験温度雰囲気に規定時間保
持しても,試験片の温度が試験温度に達しないで,試験結果に影響がある。
(4) 試験片つかみ具を試験槽から取り出し,速やかに試験片を試験片つかみ具に図16に示すように取り付
41
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ける。このとき,試験片が伝熱媒体面から少なくとも25mmの深さになるように試験槽に装着する。
備考 試験片は,試験片つかみ具に,できればそれぞれの試験片ごとに,トルクドライバー,トルク
レンチなどを用いて,約0.2N・m {2kgf・cm} のトルクで正常な状態に取り付けることが望まし
い。
(5) 試験片は,各水準の試験温度雰囲気に3±0.5分間保持した後,打撃ハンマによって試験片に17.4.1の
(3)に規定した試験速度で,1回の打撃を加え,試験片の破壊(23)の有無を調べる。
注(23) 破壊とは,試験片が完全に分離するか,き裂を生じることをいう。き裂を肉眼で見るには,試
験片を打撃の方向と同一方向に直角に曲げて調べる。
(6) この操作を,試験片が全部破壊する温度から全部破壊しない温度まで2℃間隔で行い,各温度での破
壊個数を記録する。この場合,50%破壊が予想される温度から試験を開始するのがよい。試験片が全
部破壊した場合又は全部破壊しない場合には,それぞれ槽内温度を10℃だけ上昇又は下降させて試験
を繰り返す。
備考1. 一度試験に使用した試験片は,再び試験に用いてはならない。
2. ぜい化温度を決定しないで,単に指定温度で指定された数の試験片を用いて破壊個数を測定
し,試料の耐寒性を判断してもよい。
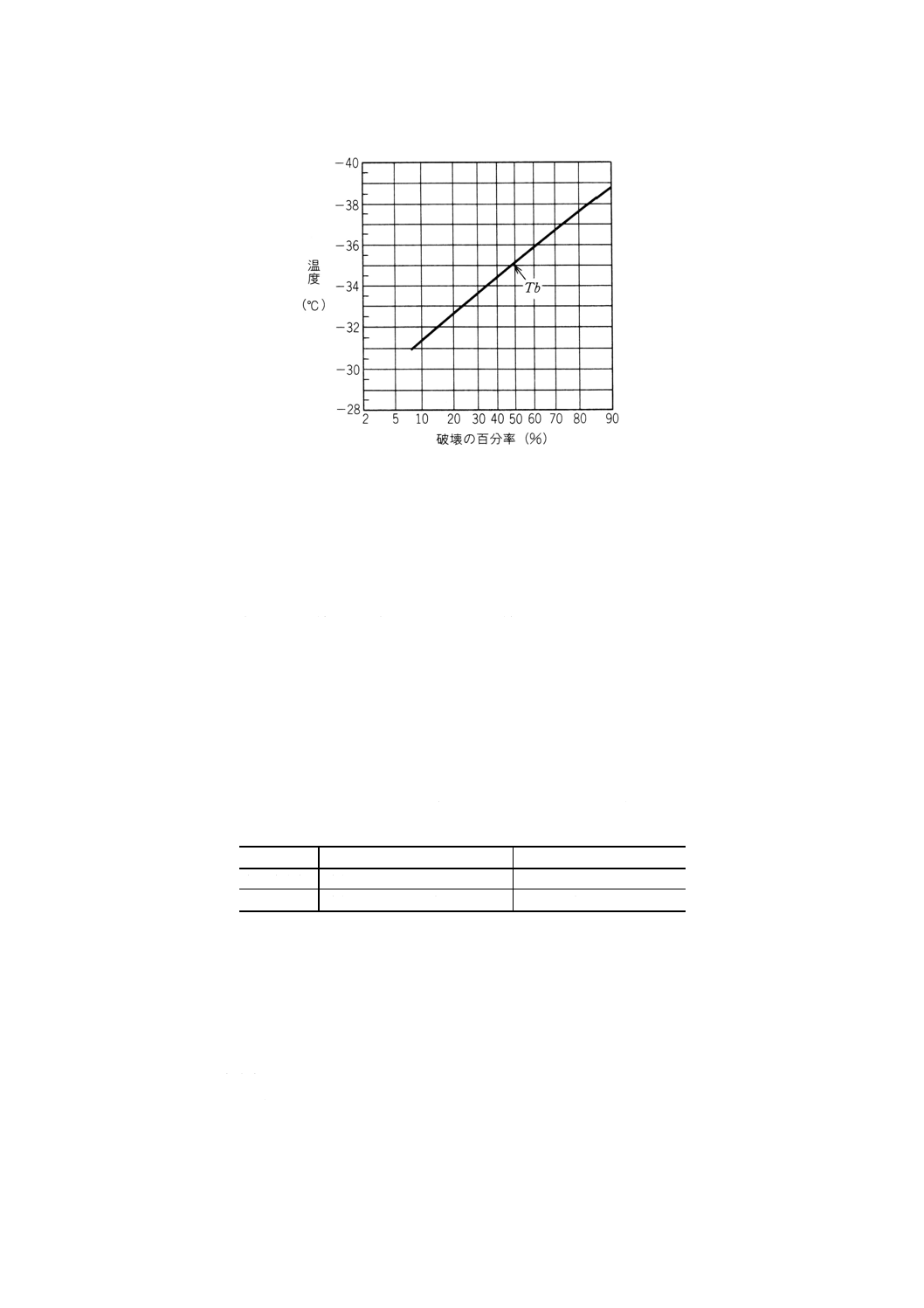
17.5 衝撃ぜい化温度の求め方 衝撃ぜい化温度は,(1)の計算又は(2)の作図によって求める。
(1) 計算 衝撃ぜい化温度 (Tb) は,各試験温度での破壊した試験片の数を用いて,各温度における破壊
の百分率を算出し,次の式(1)によって算出する。
−
+
2
1
100
S
T
T
T
h
b
Δ
=
································································ (1)
ここに,
Tb: 衝撃ぜい化温度 (℃)
Th: 全試験片が破壊する最高温度 (℃)
∆T: 試験温度間隔 (℃)
S: 全試験片が破壊しない最低温度からThまでの各温度におけ
る破壊の百分率の総数
(2) 作図 各試験温度での破壊した試験片の数を用いて,各試験温度における破壊の百分率を算出する。
次に,図18に示すように正規確率紙を用いて,温度を等間隔目盛に破壊の百分率を確率目盛上にプロ
ットし,その点を直線で結び,その直線と50%確率の直線との交点の温度を衝撃ぜい化温度 (Tb) と
する。
17.6 試験結果のまとめ方 衝撃ぜい化温度は,17.5によって求めた値を4.6によって丸め,整数値で表す。
衝撃ぜい化限界温度は,試験片全部が破壊しない最低の温度を4.6によって丸め,整数値で表す。
17.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 衝撃ぜい化温度又は衝撃ぜい化限界温度
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) 試験結果の算出方法(計算又は作図法)
(6) 伝熱媒体の種類
(7) その他必要事項
備考 衝撃ぜい化温度を決定しないで指定温度の破壊個数を測定するときは試験温度,試験片の数及
び破壊個数を記録しなければならない。
42
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図18 作図法による衝撃ぜい化温度 (Tb) の求め方の一例
18. 低温圧縮永久ひずみ試験
18.1 目的 この試験は,低温に圧縮保持されたエラストマーが,低温下で負荷を除かれた場合に,変形
から回復する能力を測定し,その耐寒性を評価するために行う。
18.2 試験装置 試験装置は,圧縮装置,測厚器及び低温槽で構成する。
18.2.1 圧縮装置 圧縮装置は,2枚又はそれ以上の平らな圧縮板と圧縮板を固定するボルト及びナット並
びにスペーサーで構成する。圧縮板は,鋼板で作られ,圧縮を受けても曲がることがなく,十分に耐えら
れる程度の厚さのものとし,圧縮面はよく研磨して仕上げを行った平滑なものを用いる。圧縮装置の一例
を図11に示す。
18.2.2 低温槽 低温槽は,槽内雰囲気温度を±1℃以内に制御できるものとする。
18.2.3 測厚器 測厚器は,4.4に規定する形式のうちブロック用のものとする。
18.3 試験片 試験片は,次による。
18.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,表10による。
表10 低温圧縮永久ひずみ試験用試験片の形状及び寸法
単位 mm
形状
寸法
対応するスペーサーの寸法
大形試験片
直径29.0±0.5 厚さ12.5±0.5
厚さ9.38±0.01
小形試験片
直径13.0±0.5 厚さ 6.3±0.3
厚さ4.72±0.02
備考1. 硬さが硬くて圧縮しにくいもの及び製品から大形試験片が
採取できないなどの場合は,小形試験片を用いる。
2. 大形試験片及び小形試験片は,必ずしも同じ値の低温圧縮永
久ひずみを示すとは限らないため,試験片の形状が異なると
きの結果を,直接比べてはならない。
18.3.2 試験片の採取作製 試験片の採取作製は,原則として4.3による。
18.3.3 試験片の数 試験片の数は,原則として3個とする。
18.4 試験方法 試験方法は,次による。
18.4.1 試験条件 試験条件は,次による。
(1) 圧縮ひずみ 原則として,圧縮ひずみは,25%とする。
(2) 試験温度 試験温度は,原則として次の中から選択する。
43
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0±1℃,−10±1℃,−25±1℃,−40±1℃,−55±1℃,−75±1℃
(3) 試験時間 試験時間は,次の中から選択する。
02
24−時間,
02
72−時間,
02
96−時間
18.4.2 操作方法 操作方法は,次による。
(1) 試験前の厚さの測定 試験前の試験片の厚さの測定は,試験室の標準状態において,4.4の測厚器を用
いて,試験片の中央部1か所で行う。
(2) 圧縮の与え方 試験室の標準状態において,図11に例示したように試験片の両側に,所定のスペーサ
ーを挿入する。このとき,圧縮時に試験片の側面がスペーサーに触れないように注意する。試験片と
スペーサーを挿入した後,上下の圧縮板がスペーサーに密着するまで圧縮し,ボルトを締めてその状
態に固定する。
備考 圧縮板と試験片との接触面を,シリコーンオイルの薄い皮膜などで覆ってもよい。
(3) 試験方法 試験片に圧縮を与えた後,30分以内に圧縮装置を低温槽に入れ,試験温度で所定の時間試
験する。試験時間の終了する少なくとも1時間前に,測厚器を低温槽内に入れる。
(4) 試験後の厚さの測定 試験時間が終了後,直ちに圧縮板を外し,30分後に試験片中央部1か所の厚さ
を測定する。これらの操作は,すべて低温槽内で行うため,低温槽内温度を許容範囲内に保つように
注意する。
18.5 計算 低温圧縮永久ひずみは,次の式によって算出する。
100
1
0
2
0
×
−
−
d
d
d
d
C=
ここに, C: 低温圧縮永久ひずみ (%)
d0: 試験片の試験前の厚さ (mm)
d1: スペーサーの厚さ (mm)
d2: 試験片の試験後の厚さ (mm)
18.6 試験結果のまとめ方 試験結果は,原則として,3個の試験片によって得られた値の平均値で表す。
18.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験温度
(5) 試験時間
(6) その他必要事項
19. 空気加熱老化試験
19.1 目的 この試験は,エラストマーを規定温度で規定時間加熱して促進老化した後,引張強さ,切断
時伸び,引張応力,硬さなどの諸性質(24)を測定し,加熱処理前に対するそれらの値の変化を求め,エラス
トマーの老化性を調べるために行う。
注(24) 老化性の評価に用いる物理的性質は,実際の用途に合わせて決めることとし,特に指定がない
場合には引張強さ,切断時伸び,引張応力,硬さなどの物理的性質を評価の対象とする。
44
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19.2 試験装置 試験装置は,自動温度調節器を備えたギヤー式老化試験機,又はこれに準じる装置を用
いる。試験槽の大きさは,中に入れる試験片が互いに10mm以上離れ,かつ,試験槽内の壁から50mm以
上離れた場所につり下げることのできる大きさでなければならない。
試験槽内部の空気は,1時間に3〜10回の割合で入れ替わり,槽内各部の温度は,槽内に入れた試験片
の温度が,19.4.1の(4)に規定された老化温度の範囲に保たれるものでなければならない。槽内の平均風速
は,毎秒0.5±0.1mであるような構造が望ましい。
備考 試験装置の検査をする場合は,JIS K 6257の附属書に準じて検査することが望ましい。
19.3 試験片 試験片は,次による。
19.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,5.3.1による。
19.3.2 試験片の採取作製 試験片の採取作製は,原則として,4.3による。
19.3.3 試験片の数 試験片の数は,3個以上とする。
19.3.4 試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,老化前に行い,5.3.5による。
19.3.5 試験片の伸び測定用の標線 ダンベル状試験片で,伸び測定用の標線を付ける場合は,老化後に付
け,その付け方は5.3.6による。
19.3.6 試験片の選別 試験片の選別は,5.3.7による。
19.4 試験方法 試験方法は,次による。
19.4.1 試験条件 試験条件は,次による。
(1) 試験室の標準状態は,4.1による。
(2) 試料及び試験片の保管は,4.2の(1)による。
(3) 試験片の標準状態は,4.2の(2)による。
(4) 促進老化温度は,原則として次の中から選択する。
70 ±1℃,85±1℃,100±1℃,120±2℃
(5) 促進老化時間は,原則として次の中から選択する。
05.0
24−
時間,
01
48−時間,
02
72−時間,
02
96−時間,
02
168−時間,及び7日の倍数
(6) 引張強さ,切断時伸び,引張応力及び硬さの測定を行うときの試験温度は,原則として23±2℃とす
る。
(7) 試験槽に入れる試験片の体積は,試験槽内の体積の10%を超えてはならない。
19.4.2 操作方法 試験片を所定の温度に設定した試験槽内につるして加熱し,促進老化させる。このとき,
試験槽内の試験片は互いに10mm以上離れ,また,試験槽内の壁から50mm以上離れていなければならな
い。
なお,互いに作用を及ぼすような異なった種類のエラストマーの試験片を同時に入れてはならない。
所定時間試験片を促進老化させた後,試験槽から取り出して,室温まで放冷し,16時間以上6日以内に
5.4に準じて,引張強さ,切断時伸び及び引張応力を,7.5に準じて硬さの測定を行う。
19.5 計算 計算は,次による。
19.5.1 引張強さ,切断時伸び,引張応力の変化率及び残留率は,次の式(1)及び式(2)によって算出する。
100
0
0
1
×
−
X
X
X
Ac=
····································································· (1)
100
0
1×
X
X
AR=
··········································································· (2)
ここに, AC: 促進老化前の引張強さ,切断時伸び及び引張応力に対する促
45
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
進老化後の変化率 (%)
AR: 促進老化前の引張強さ,切断時伸び及び引張応力に対する促
進老化後の残留率 (%)
X0: 促進老化前の引張強さ,切断時伸び及び引張応力
X1: 促進老化後の引張強さ,切断時伸び及び引張応力
19.5.2 硬さの変化は,次の式(3)によって算出する。
AH=H1−H0 ·············································································· (3)
ここに, AH: 硬さの変化
H0: 促進老化前の硬さ
H1: 促進老化後の硬さ
19.6 試験結果のまとめ方 試験結果は,引張強さ,切断時伸び及び引張応力については促進老化前,促
進老化後ともに,3個以上の試験片を用いて得られた測定値から,19.5.1の計算式によって求められる変
化率及び残留率を,JIS Z 8401によって丸め,整数位で表す。
硬さについては,19.5.2の計算式によって求められる硬さの変化を整数位で表す。
19.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 引張強さ,伸び,引張応力の変化率,残留率及び硬さの変化
(2) 試験片の形状及び寸法(積み重ねた場合は,その枚数及び厚さ)
(3) 試験片の採取作製方法
(4) 試験片の数
(5) 促進老化温度及び時間
(6) その他必要事項
20. オゾン劣化試験
20.1 目的 この試験は,人工的に発生させた低濃度のオゾンを含む空気中に,静的又は動的引張ひずみ
を与えた試験片を暴露し,エラストマーのオゾンによる劣化を測定するために行う。
20.2 試験の種類 オゾン劣化試験は,次の2種類とする。
(1) 静的オゾン劣化試験(25)
(2) 動的オゾン劣化試験(26)
注(25) 一定に保たれた温度の槽内で,定められたオゾンを含む空気中に,試験片を静的引張ひずみを
与えた条件下で暴露することをいう。
(26) 一定に保たれた温度の槽内で,定められたオゾンを含む空気中に,試験片を動的引張ひずみを
与えた条件下で暴露することをいう。A法(引張法)及びB法(ベルト回転法)の2種類とす
る。
20.3 静的オゾン劣化試験 静的オゾン劣化試験は,次による。
20.3.1 試験装置 試験装置は,試験槽,オゾン発生装置,オゾン濃度調節装置及び伸長ジグで構成する。
(1) 試験槽 試験槽は,0.1m3以上の容積をもち,槽内は外部からの入光をできるだけ遮断して,オゾン
が分解しにくい材質の内張りで構成する。所定の相対湿度を保持でき,温度は±2℃に調節でき,試験
槽内空気は1分間にその容積の約43が排出され,かつ,循環する構造のものでなければならない。
また,できるだけ槽内の試験片を観察できる窓及び照明灯があることが望ましい。
(2) オゾン発生装置(27) オゾン発生装置は,次の2種類から選択する。
(a) オゾン発生用紫外線ランプ オゾン発生用紫外線ランプを用いるときは,その点灯トランスの負荷
46
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
電圧を変化させることによって,オゾンの発生量を調節できるものとする。
(b) 無声放電式 無声放電式を用いるときは,発生機への供給電圧及び空気流量を変化させることによ
って,オゾンの発生量を調節できるものとする。
注(27) 槽外から導入する空気は,活性炭又は他の適切なろ過材によってオゾン濃度又はき裂に影響を
与えるおそれのある汚染物質を除去しなければならない。
(3) オゾン濃度の調節装置 オゾン濃度の調節装置は,手動又は自動で調節するオゾン濃度調節装置とす
るが,自動調節のものが望ましい。
試験片が試験槽内にあるとき,所定のオゾン濃度を保持できるものでなければならない。
また,試験片の交換又は検査のため試験槽の扉が開閉される場合,オゾン濃度は30分以内に所定濃
度に復帰できなければならない。
(4) 伸長ジグ 伸長ジグは,試験片を設定伸長率まで伸長することのできるジグとする。
20.3.2 オゾン濃度の測定方法と検定 オゾン濃度の測定方法は,手動式と自動式とする。
また,オゾン濃度の検定は,オゾン濃度調節装置によってそれぞれ異なり,一定期間ごと(28)にJIS K 6259
の附属書に準じて測定し,所定のオゾン濃度を保持するように検定及び確認を行わなければならない。
(1) 手動式オゾン濃度測定方法 手動式オゾン濃度測定方法は,次による。
(a) 定電流電解法を用いるオゾン濃度測定方法
(b) カウンターカレント式吸収装置を用いるオゾン濃度測定方法
(2) 自動式オゾン濃度測定方法 自動式オゾン濃度測定方法は,次による。
(a) 電量法によるオゾン濃度測定方法
(b) 紫外線吸収法によるオゾン濃度測定方法
注(28) オゾン濃度調節方法によって検定期間が異なる。
手動式の場合は,少なくとも1週間に1回以上,自動式の場合は,少なくとも1か月に1回
以上オゾン濃度の検定及び確認を行わなければならない。
20.3.3 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,次のいずれかとする。
(a) 短冊状で,長さ約60mm,約10mm,さ2±0.2mmの表面が平滑なもの。
(b) 短冊状で,長さ約100mm,約25mm,さ2±0.2mmの表面が平滑なもの。
(c) ダンベル状1号形試験片。
備考 試験片は,原則として(a)を用いることが望ましい。
(2) 試験片の採取作製 試験片の採取作製は,原則として4.3による。
(3) 試験片の数 試験片の数は,原則として3個とする。
(4) 試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,4.4による。
(5) 引張ひずみ測定用の標線 試験片には,次の方法によって引張ひずみ測定用の標線を付ける。
(a) 標線間距離は,短冊状の場合は,20mm,ダンベル状の場合は,40mmとする。
(b) 標線は,試験片の中央部分を中心として正確に付けなければならない。
20.3.4 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,次による。
(a) オゾン濃度 オゾン濃度は,原則として50±5pphmとする。
ただし,試料の耐オゾン性及び使用条件によっては,適切な他のオゾン濃度で行ってもよい。
備考1. 試験片を一定オゾン濃度 (pphm) で暴露しても大気圧の変動がオゾン濃度に影響を及ぼすの
47
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で,一定のオゾン分圧のもとで試験を行うために,オゾン濃度をその分圧,すなわちミリパ
スカル (mPa) 単位で表してもよい。
2. 標準大気圧及び温度条件 (101kPa, 0℃) では,1pphmの濃度は,1.01mPaの分圧に相当する。
(b) 引張ひずみ 引張ひずみは,試験片に20mm又は40mm間隔の標線を付け,20.3.1の伸長ジグによ
って与える。引張ひずみは (20±2) %を標準とするが,受渡当事者間の協定によって,次の中から
選択してもよい。
(5±1)%, (10±1) %, (30±2) %, (50±2) %
備考 試験片の縁辺部及び引張ひずみを与える装置のつかみ部分の近辺は,特にオゾンの影響を受け
やすいので,クロロスルホン化ポリエチレン,エチレンプロピレンゴムなどのトルエン溶液を
塗布して皮膜を形成させるか,又は適切なスポンジゴムで試験片を挟み,伸長ジグに取り付け
るとよい。
(c) 試験温度 試験温度は,原則として40±2℃とする。ただし,製品の使用条件によっては適切な他
の試験温度で行ってもよい。
(d) 試験時間 試験時間は,原則として次の中から選択する。
2時間,4時間,8時間,24時間,72時間,96時間
(2) 操作方法 操作方法は,次による。
(a) 試験槽を所定のオゾン濃度及び試験温度に調整する。
(b) 伸長ジグによって与えられた所定の引張ひずみを保持した試験片を密閉暗箱中に20〜96時間室温
において状態調節を行う。
(c) 試験片の取付けは,試験片の長さ方向がガス流と平行するように,オゾン化空気に触れさせ,互い
に接触しないようにしなければならない。試験槽に入れる試験片の量は,試験片の表面積の総和で
規制され,試験槽の水平断面積の60%以下とする。
(d) 所定時間連続して試験片を暴露した後,試験槽から取り出し,表11及び図19によってき裂の状態
を観察記録する。又は,一定時間ごとに試験片を試験槽から取り出し,き裂状態を観察記録しても
よい。
備考1. 試験片を観察するとき,観察面を手で触れたり,物を当てたりしない。
2. 操作中は,オゾンの毒性に注意を払う。試験者がオゾンに触れるのは最小限に止める方法を
とる。
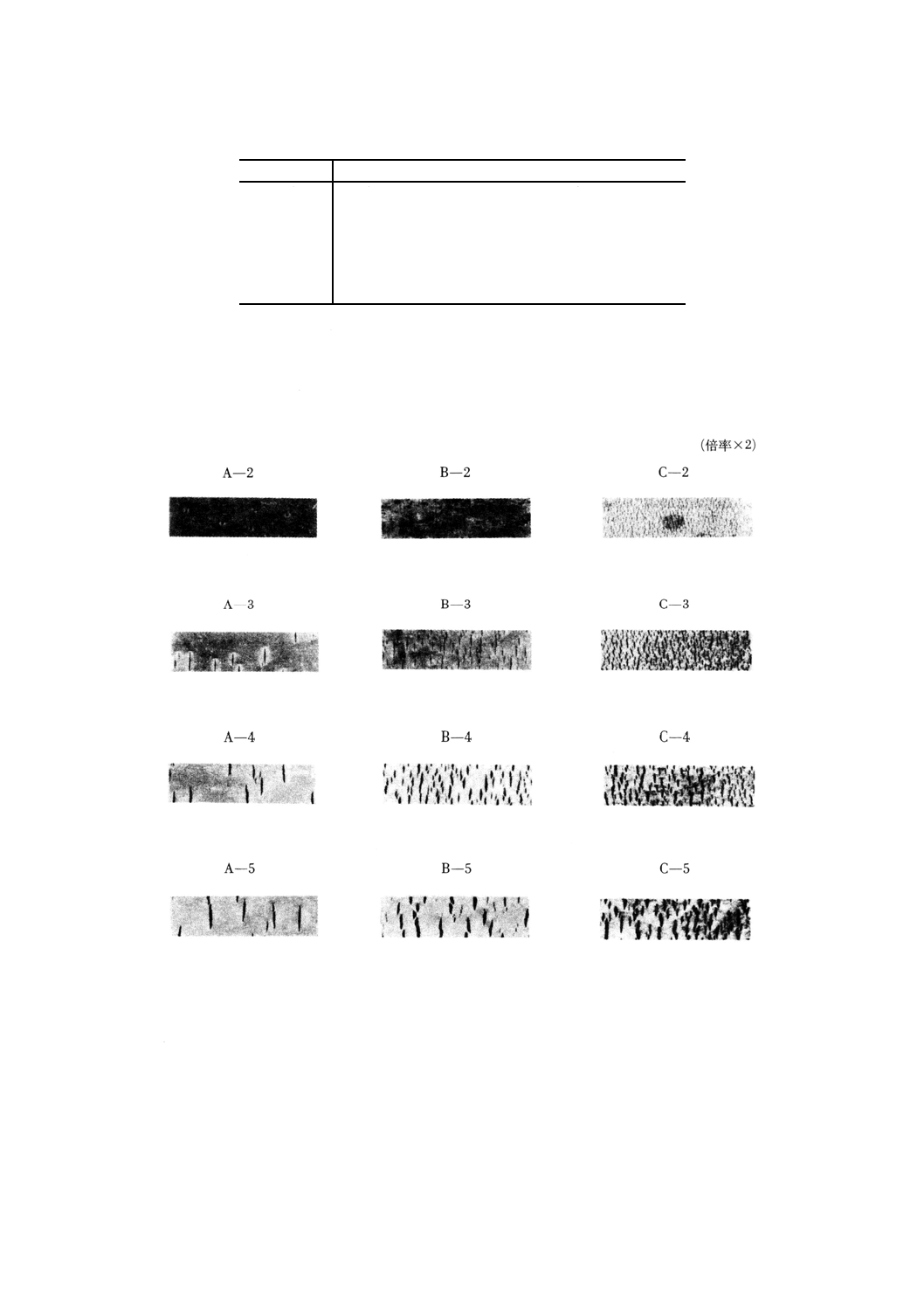
20.3.5 試験結果のまとめ方 試験結果は,原則として試験片3個のき裂状態をそれぞれ表11及び図19に
よって観察し,試験時間とともに併記する。
20.3.6 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験の種類
(3) 試験片の採取作製方法
(4) オゾン濃度測定方式とオゾン濃度 (pphm)
(5) 試験温度 (℃)
(6) 引張ひずみ (%)
(7) その他必要事項
20.4 動的オゾン劣化試験 A法(引張法)
20.4.1 試験装置 試験装置は,試験槽,オゾン発生装置,オゾン濃度の調節装置及び引張装置で構成する。
48
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 試験槽 試験槽は,20.3.1の(1)による。
(2) オゾン発生装置 オゾン発生装置は,20.3.1の(2)による。
(3) オゾン濃度調節装置 オゾン濃度調節装置は,20.3.1の(3)による。
(4) 引張装置 引張装置は,試験片の一端を保持するつかみ具の付いた固定部分と,他端を保持し,かつ
往復運動する同様な構造のものでできている動的試験装置で構成する。その動きは,つかみ具間が最
短で0のひずみ,最長で所定の最高のひずみを与えられること。往復運動部分は,直線方向に,かつ
上下つかみ具の平面は互いに動作中平行していること。往復運動は,毎分30±1.5回の一定速度で行
われること。
20.4.2 オゾン濃度の測定と検定 オゾン濃度の測定と検定は,20.3.2による。
20.4.3 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,20.3.3の(1)による。
(2) 試験片の採取作製 試験片の採取作製は,原則として4.3による。
(3) 試験片の数 試験片の数は,原則として3個とする。
(4) 試験片の厚さ及び幅の測定 試験片の厚さ及び幅の測定は,4.4による。
(5) 引張ひずみ測定用の標線 試験片には,次の方法によって伸び測定用の標線を付ける。
(a) 標線間距離は,20mm又は40mmとする。
(b) 標線は,試験片の中央部分を中心として正確に付けなければならない。
20.4.4 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,次による。
(a) オゾン濃度 オゾン濃度は,20.3.4の(1)(a)による。
(b) 引張ひずみ 引張ひずみは,試験片に20mm又は40mm間隔の標線を付け,動的引張ひずみの最高
値が,次のいずれかになるように試験を行う。ただし,標準は (10±1) %とする。
(5±1)%, (10±1) %, (15±2) %, (20±2) %, (25±2) %, (30±2) %の伸び。
(c) 試験温度 試験温度は,20.3.4の(1)(c)による。
(d) 試験速度 試験速度は,毎分30±1.5回とする。
(e) 試験時間 試験時間は,20.3.4の(1)(d)による。
(2) 操作方法 操作方法は,次による。
(a) 試験槽を所定のオゾン濃度及び試験温度に調整する。
(b) 各試験片は両面ともオゾン化空気にさらし,かつ長さ方向が空気流の方向になるように保持する。
(c) 試験片を0ひずみの状態で動的試験装置に取り付けて往復運動を行い,所定の引張ひずみが与えら
れるように調整する。
(d) 所定時間連続して試験片を暴露した後,試験槽から取り出し,表11及び図19によってき裂の状態
を観察記録する。又は,一定時間ごとに試験片を試験槽から取り出し,き裂状態を観察記録しても
よい。
備考1. 試験片を観察するとき観察面を手で触れたり,物を当てたりしないこと。
2. 操作中は,オゾンの毒性に注意を十分に払い,試験者がオゾンに触れるのを最小限にくい止
める方法をとること。
20.4.5 試験結果のまとめ方 試験結果は,原則として試験片3個のき裂状態をそれぞれ表11及び図19に
よって観察し,試験時間とともに併記する。
20.4.6 記録 試験成績には,次の事項を記録しなければならない。
49
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 試験結果
(2) 試験の種類(引張法を用いたことを記録する。)
(3) 試験片の採取作製方法
(4) 用いたオゾン濃度測定方式とオゾン濃度 (pphm)
(5) 試験温度 (℃)
(6) 試験速度
(7) 引張ひずみ (%)
(8) その他必要事項
20.5 動的オゾン劣化試験 B法(ベルト回転法)
20.5.1 試験装置 試験装置は,次による。
(1) 試験槽 試験槽は,20.3.1の(1)による。
(2) オゾン発生装置 オゾン発生装置は,20.3.1の(2)による。
(3) オゾン濃度調節装置 オゾン濃度調節装置は,20.3.1の(3)による。
(4) ベルト回転装置 ベルト回転装置は,次に規定するベルト及びプーリからなる。プーリは直径63.5mm
で上下一組とし,上部プーリは,毎分40±2回の速度で試験ベルトを回転させる。下部プーリは上下
動するもので,試験ベルトを十分に緊張させて,上下プーリに試験片及びベルトが順応するように約
18kgのおもりをつり下げる。試験ベルトは,1.1kg/m2の綿帆布で,幅100mm,周長さ2 300±25mm
とする。
20.5.2 オゾン濃度の測定と検定 オゾン濃度の測定と検定は,20.3.2による。
20.5.3 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,長さ約100mm,幅約25mm,厚さ3±0.2mmの表
面が平滑な短冊状のものとする。
(2) 試験片の採取作製 試験片の採取作製は,原則として4.3による。
(3) 試験片の数 試験片の数は,原則として3個とする。
20.5.4 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,次のとおりとする。
(a) オゾン濃度 オゾン濃度は,20.3.4の(1)(a)による。
(b) 試験温度 試験温度は,20.3.4の(1)(c)による。
(c) 試験速度 試験速度は,毎分40±2回とする。
(d) 試験時間 試験時間は,原則として次の中から選択する。
1時間,2時間,3時間,4時間,5時間,6時間,24時間,30時間,48時間
(2) 操作方法 操作方法は,次による。
(a) 試験槽を所定のオゾン濃度及び試験温度に調整する。
(b) 試験片を試験ベルトにはり付けるために,まず試験片裏面を平滑に研磨し,次に,その裏面に試験
片に影響を及ぼさない接着剤を塗布して,試験ベルト上に圧着して接着する。
(c) 試験ベルトを0ひずみの状態で動的試験装置に取り付け,回転運動を行う。
(d) 毎分40±2回の速度で試験ベルトを回転させ,一定時間ごとのき裂状態を調べる。
20.5.5 試験結果のまとめ方 試験結果は,20.4.5による。
20.5.6 記録 試験成績の記録は,20.4.6による。
50
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11 き裂の状態
き裂の数
き裂の大きさ及び深さ
A:き裂少数 1. 肉眼では見えないが10倍の拡大鏡では確認できる
もの
2. 肉眼で確認できるもの
B:き裂多数 3. き裂が深くて比較的大きいもの(1mm未満)
4. き裂が深くて大きなもの(1mm以上3mm未満)
C:き裂無数 5. 3mm以上のき裂又は切断を起こしそうなもの
備考1. き裂状態を記録するには,き裂の数,き裂の大きさ及び深さを
組み合わせて表す。
例 A−4
2. 特に縁辺部に発生したき裂を表示する場合,記号eを用いる。
例 eA−4
図19 き裂の状態の一例
21. 浸せき試験
21.1 目的 この試験は,各種液体に対してエラストマー試験片の全面を浸せきし,浸せき前と浸せき後
の寸法,質量,体積及び引張強さなどの機械的性質の変化を測定するために行う。
21.2 試験の項目 試験の項目は,質量変化,体積変化,寸法変化,引張強さ変化,引張応力変化,切断
時伸び変化,硬さ変化及び抽出物の質量割合とする。
21.3 試験装置 試験装置は,試験片浸せき用の試験容器,はかり,測厚器,寸法測定装置及び機械的性
質測定用の各種試験機からなるものとする。
(1) 試験容器 試験容器は,外径約38mm,長さ約300mmのガラス製試験管(29)を用いる。
51
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,試験用液体が揮発するおそれがある場合は,試験管に還流冷却管を付けて用いる。
また,エラストマーの密度が液体の密度より小さい場合には,適切な方法を用いて試験片を完全に
液体中に浸せきさせる。
注(29) 試験容器は,試験用液体と反応したり,混合するなど,試験用液体を汚染するおそれがない場
合は,必ずしもガラス製のものでなく,例えば金属製容器などでもよい。
(2) はかり はかりは,試験片の質量を1mgまで正しく量ることのできるものでなければならない。
(3) 測厚器 測厚器は,4.4の(1)に規定されたシート用を用いる。
(4) 寸法測定器 寸法測定器は,試験片の寸法変化の測定において,試験片の長さ及び幅を0.5mmまで正
しく測定することができるものでなければならない。
21.4 試験片 試験片は,次による。
21.4.1 試験片の形状及び寸法 試験片の形状及び寸法は,次による。
(1) 質量及び体積変化試験並びに抽出物の質量を調べるためには,体積が1cm3以上3cm3以下の厚さ2.0
±0.2mmの試験片を用いる。
(2) 寸法変化試験は,厚さ2.0±0.2mm,幅20mm及び長さ50mmの長方形のシート状試験片を用いる。
(3) 引張強さ,引張応力及び切断時伸び変化試験には,ダンベル状3号形試験片を用いる。
(4) 硬さの変化試験は,原則として(2)又は(3)を用いる。
21.4.2 試験片の採取作製 試験片の採取作製は,4.3による。
21.4.3 試験片の数 質量変化,体積変化,抽出物の質量,寸法変化,引張強さ変化,引張応力変化及び切
断時伸び変化試験における試験片の数は,3個とする。硬さ変化は,試験片を積み重ねて測定するが,タ
イプAで12mm,タイプCで10mm,タイプDで6mmに満たない厚さの試験片を用いる場合は,用いた
試験片の枚数及び厚さを記録しなければならない。
21.5 試験用液体及び試験容器
21.5.1 試験用油 試験用油は,次による。
(1) 潤滑油 JIS K 6258に規定する試験用潤滑油No.1油又はNo.3油のいずれかを用いる。
(2) 燃料油 JIS K 6258に規定する試験用燃料油A又はCのいずれかを用いる。
21.5.2 試験用薬品 試験用薬品は,次による。
(1) 水 蒸留水又はイオン交換水とする。
(2) 10%塩酸 JIS K 8180に規定する品質のものを蒸留水で希釈して調製したもの。
(3) 5%酢酸 JIS K 8355に規定する品質のものを蒸留水で希釈して調製したもの。
(4) 10%水酸化ナトリウム溶液 JIS K 8576に規定する品質のものを蒸留水で溶解して調製したもの。
(5) 10%アンモニア水 JIS K 8085に規定する品質のものを蒸留水で希釈して調製したもの。
(6) 10%塩化ナトリウム溶液 JIS K 8150に規定する品質のものを蒸留水で溶解して調製したもの。
21.5.3 試験容器 試験容器は,外径約38mm,長さ約300mmのガラス製試験管(30)を用いる。
なお,試験用液体が揮発するおそれのある場合は,試験管に還流冷却管を付けて用いる。
また,エラストマーの密度が液体の密度より小さい場合には,適切な方法を用いて試験片を完全に液体
中に浸せきさせること。
注(30) 試験容器は,試験用液体と反応したり,混合するなど,試験用液体を汚染するおそれがない場
合は必ずしもガラス製のものでなく,例えば金属製容器などでもよい。
21.6 試験方法 試験方法は,次による。
21.6.1 試験条件 浸せきは,直射日光の当たらない場所で行う。
52
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,試験用液体は,試験ごとに毎回取り替えなければならない。浸せき温度及び浸せき時間は,原則
として製品の使用目的に応じて,次の中から選択する。
(1) 浸せき温度:23±2℃,40±1℃,55±1℃,70±1℃
(2) 浸せき時間:22±0.25時間,
02
48−時間,
02
72−時間,7日±2時間,以後7日の倍数±2時間
21.6.2 操作方法 操作方法は,次による。
(1) 質量変化の測定 試験片の質量 (m1) を空気中で1mgまで量る。3個の試験片を,試験用液体100ml
を入れた試験容器に入れ,軽くコルク栓をするか,又は必要に応じて還流冷却管を取り付けて,規定
温度に調節した空気浴中,若しくは液体浴中に規定時間保持する。浸せき終了後,試験片を同種の新
しい試験液体中に10分以上30分以内浸せきして冷却することが望ましい。
次に,試験片から余分の試験用液体を取り除き(31)はかり瓶に入れ密栓をして量り,浸せき後の質量
(m3) を求める。もし,継続して浸せきを行う必要があるときは,質量 (m3) を求めた後,直ちに元の
試験用液体中に戻して試験を続行する。
試験用液体が揮発性の場合は,ひょう量以外の操作を30秒以内に行う。
注(31) 粘度の低い揮発性の大きな試験用液体の場合は,ろ紙で軽くふき取る。粘度の高い揮発性の少
ない液体は,適当な揮発性の液体,例えばアセトンなどに試験片を浸せきして,速やかに取り
出し,ろ紙で軽くふき取る。
(2) 体積変化の測定 (1)に準じて,浸せき前の試験片の空気中の質量 (m1) を量り,次に室温の蒸留水中
の質量 (m2) (32)(33)を量った後,アルコールに浸し,速やかに取り出し,ろ紙で軽くふいて水分を除く。
次に試験片を試験用液体中に規定の時間及び温度で浸せきした後(34),(1)と同様に質量 (m4)
(32)(33)を量る。継続して浸せきを行う場合は,水中から取り出し,アセトン中に浸せきして,速
やかに取り出し,ろ紙で軽くふいてから再び試験用液体中に浸せきする。試験用液体が室温で
揮発性のものである場合,試験用液体から試験片を取り出してから,はかり瓶の密栓を行うま
での操作を30秒以内に,かつ,はかり瓶から取り出して水中に入れるまでの操作を30秒以内
に,それぞれ行う。
注(32) 水中での質量 (m2,m4) を求める場合,試験片に付いた気泡を取り除くようにする。
(33) 水以外の試験用液体が水と混和したり,又は水と反応したりする場合,前記の水置換による体
積変化試験を行ってはならない。
この場合,試験用液体が室温で粘度があまり高くなく,かつ揮発性でない場合,質量 (m2,
m4) を求めるには,浸せき試験に用いたものと同一の新しい液体中の質量を求めてもよい。そ
の場合の体積変化の計算は,水置換と同じ計算式を用いる。
上に述べた方法でも測定できない場合は,最後の水中での質量 (m4) 測定を省略し(他の測
定は水置換と同じ)体積変化率∆V (%) を次の式によって算出する。
100
)
(
2
1
1
3
×
−
−
m
m
m
m
Vρ
=
Δ
ここに,
∆V: 体積変化率 (%)
ρ: 室温における試験用液体の密度 (kg/m3)
参考 試験用液体が2種類以上の混合物の場合,エラストマーに吸収される液体の組成が試験用
液体の組成とは異なること,更に抽出物の密度が試験用液体のそれとは異なることなどから,
上の式は近似式である。
(34) この場合の試験片の個数と試験用液体の量とは,(1)と同じものとする。
53
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 寸法変化の測定 試験片の長さ (l0) 及び幅 (b0) を室温の空気中で0.5mmまで測定し,次に4.4の(1)
に規定した測厚器で試験片の厚さ (t0) を0.01mmまで測定する。次に,3個の試験片を試験容器に入
れ,これに少なくとも試験片の体積(3個の体積の合計)の15倍以上の試験用溶液を加え,(1)と同様
に規定温度に規定時間浸せきした後,(1)と同様に同種の液体で冷却し,余分の液体を取り除き,室温
の空気中で長さ (l),幅 (b) 及び厚さ (t) を浸せき前と同様の方法で測定する。
なお,試験用液体が室温で揮発性のときは,浸せき後取り出し1分以内に測定する。
(4) 引張強さ,引張応力,切断時伸び及び硬さの変化測定 厚さを測定したダンベル状3号形試験片3個
を試験用液体150mlを入れた試験容器に入れ,(1)と同様に規定温度に規定時間浸せきした後,(1)と同
様に冷却し,余分の試験用液体の除去などの処理を行い,直ちに試験片に伸び測定用の標線を付けて,
5.4によって引張強さ,引張応力及び切断時伸び,7.3によって硬さの測定を行う。
(5) 抽出物の質量測定 この試験は,試験用液体が燃料油のように揮発性の高い液体である場合に適用す
る。この抽出物の質量測定は,(1)の質量変化の測定又は(2)の体積変化の測定を行った後の試験片若し
くは試験用液体について行う。
この場合,次の二つの方法のいずれか適切な方法を用いる。
(a) 浸せき後の質量を測定した試験片を約40℃で一定質量に達するまで真空乾燥(20.0kPa {150mmHg}
以下)する。乾燥後の試験片の質量 (m5) をmgまで求める。
(b) 試験片を浸せきした試験用液体を適当な容器に移す。
次に新しい試験用液体25mlで試験片を洗う。洗った後の試験用液体を浸せき後の試験用液体が
入った容器に加え,約40℃で容器から試験用液体を蒸発させ,更に一定質量に達するまで真空乾燥
(20.0kPa {150mmHg} 以下)する。乾燥後の容器を計量し,抽出物の質量 (mE) を求める。
21.7 計算 計算は,次による。
21.7.1 質量変化率 質量変化率は,次の式によって算出する。
100
1
1
3
×
−
m
m
m
m=
Δ
ここに,
∆m: 質量変化率 (%)
m1: 浸せき前の空気中の質量 (g)
m3: 浸せき後の空気中の質量 (g)
21.7.2 体積変化率 体積変化率は,次の式によって算出する。
100
)
(
)
(
)
(
2
1
2
1
4
3
×
−
−
−
−
m
m
m
m
m
m
V=
Δ
ここに,
∆V: 体積変化率 (%)
m2: 浸せき前の水中の質量 (g)
m4: 浸せき後の水中の質量 (g)
21.7.3 寸法変化率 寸法の変化率は,次の式によって算出する。
100
0
0
1
×
−
l
l
l
l=
Δ
ここに,
∆l: 長さの変化率 (%)
l0: 浸せき前の長さ (mm)
l1: 浸せき後の長さ (mm)
同様にして,幅の変化率 (∆b) 及び厚さの変化率 (∆t) を算出する。
21.7.4 引張強さ,引張応力及び切断時伸びの変化率 浸せき後の引張強さ,引張応力及び切断時伸びは,
5.4によって求め,引張強さの変化率は,次の式によって算出する。
54
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
A
A
B
×
S
S
S
Sc
−
=
ここに, SC: 引張強さの変化率 (%)
SA: 浸せき前の引張強さ (MPa) {kgf/cm2}
SB: 浸せき後の引張強さ (MPa) {kgf/cm2}
同様にして,切断時伸びの変化率及び引張応力の変化率を算出する。
21.7.5 硬さの変化 浸せき前及び浸せき後の硬さを7.5によって求める。硬さの変化は,次の式によって
算出する。
Cn=h1−h0
ここに, Cn: 硬さ変化
h0: 浸せき前の硬さ。
h1: 浸せき後の硬さ。
21.7.6 抽出物の質量割合 抽出物の質量割合の算出方法は,次による。
(1) 試験片の質量測定から求める場合,抽出物の質量割合は,次の式によって算出する。
100
1
5
1
×
−
m
m
m
E=
Δ
ここに,
∆E: 抽出物の質量割合 (%)
m1: 試験片の浸せき前の空気中の質量 (mg)
m5: 試験片の浸せき後,真空乾燥後の空気中の質量 (mg)
(2) 浸せき試験に用いた試験用液体から抽出物を求める場合の質量割合は,次の式によって算出する。
100
'
1
E×
m
m
E=
Δ
ここに,
∆E': 抽出物の質量割合 (%)
m1: 試験片の浸せき前の空気中の質量 (mg)
mE: 抽出物の質量 (mg)
21.8 試験結果のまとめ方 試験結果は,引張強さ,引張応力及び切断時伸びの変化率,並びに硬さの変
化で表す。
また,質量変化率,体積変化率,寸法変化率及び抽出物の質量割合は,それぞれ3個の試験片の値の中
央値を採り,整数位で表す。ただし,硬さ変化の測定は5か所を測定した結果の平均値で表す。
なお,抽出物の質量割合を浸せき後の試験用液体から求める場合には,試験結果は1回の測定から求め
られる測定値で表す。
21.9 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の形状及び寸法(積み重ねた場合は,その枚数及び厚さ)
(3) 試験片の採取作製方法
(4) 浸せき試験温度及び時間
(5) 浸せき用液体の種類
(6) その他必要事項
22. 金属などの構造材との接着試験
22.1 目的 この試験は,エラストマーと金属などの構造材とのはく離強さ,又はブリスターによる接着
欠陥を測定するために行うもので,次の方法による。
55
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) はく離強さを測定する方法 金属などの構造材に接着したエラストマーを90度の方向にはく離する
試験。
(2) ブリスターによる接着欠陥を測定する方法 金属などの構造材で構成するパイプに接着したエラス
トマーを水に浸せきし,パイプの内外に温度差を付けてブリスターを発生させて接着欠陥を調べる試
験。
22.2 はく離強さを測定する方法
22.2.1 試験装置 試験装置は,次による。
(1) 試験機 はく離強さの測定には,5.2に規定する引張試験機を用いる。
(2) 引張速さ 引張速さは,原則として毎秒0.83±0.08mmとする。
22.2.2 試験片 試験片は,次による。
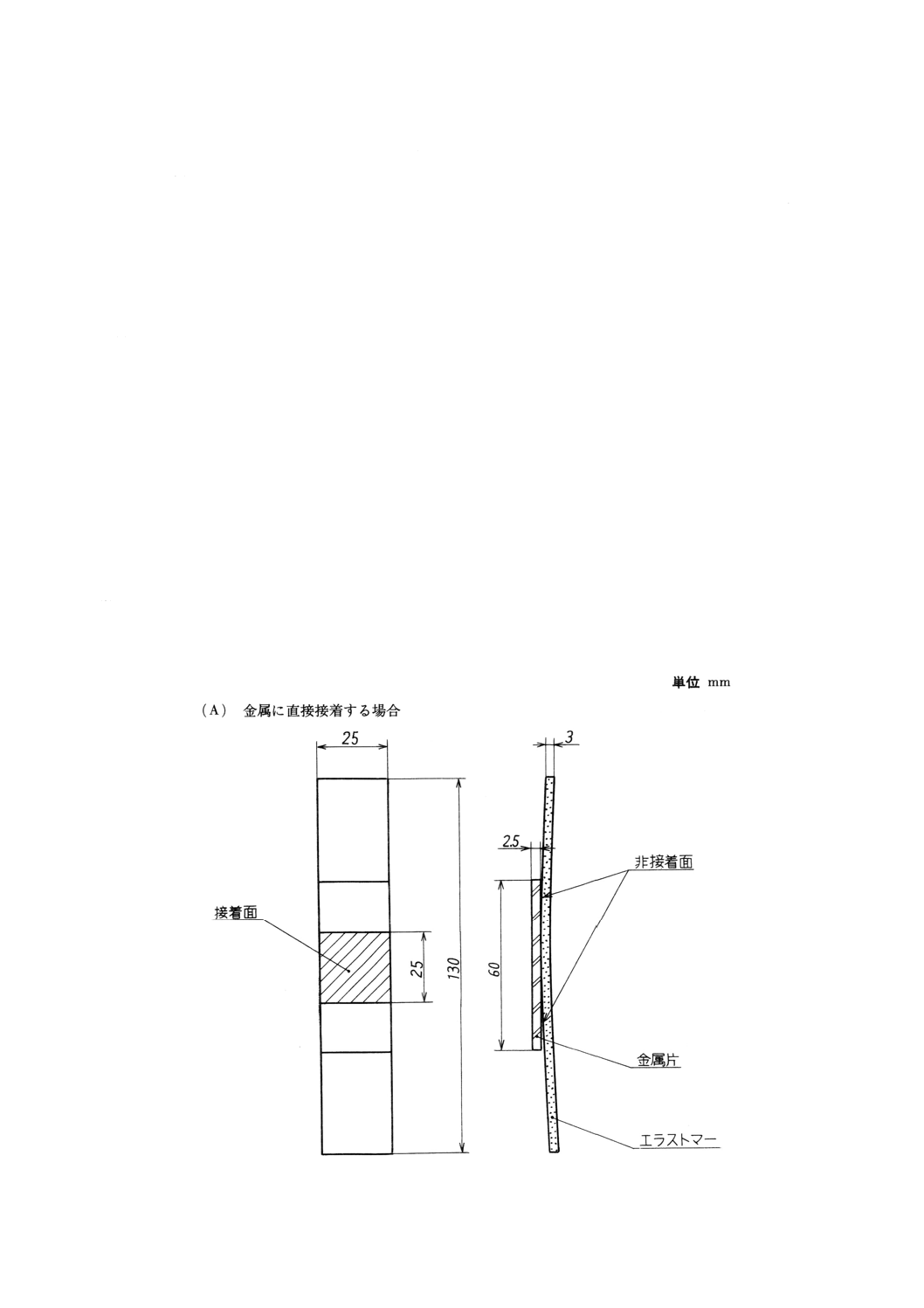
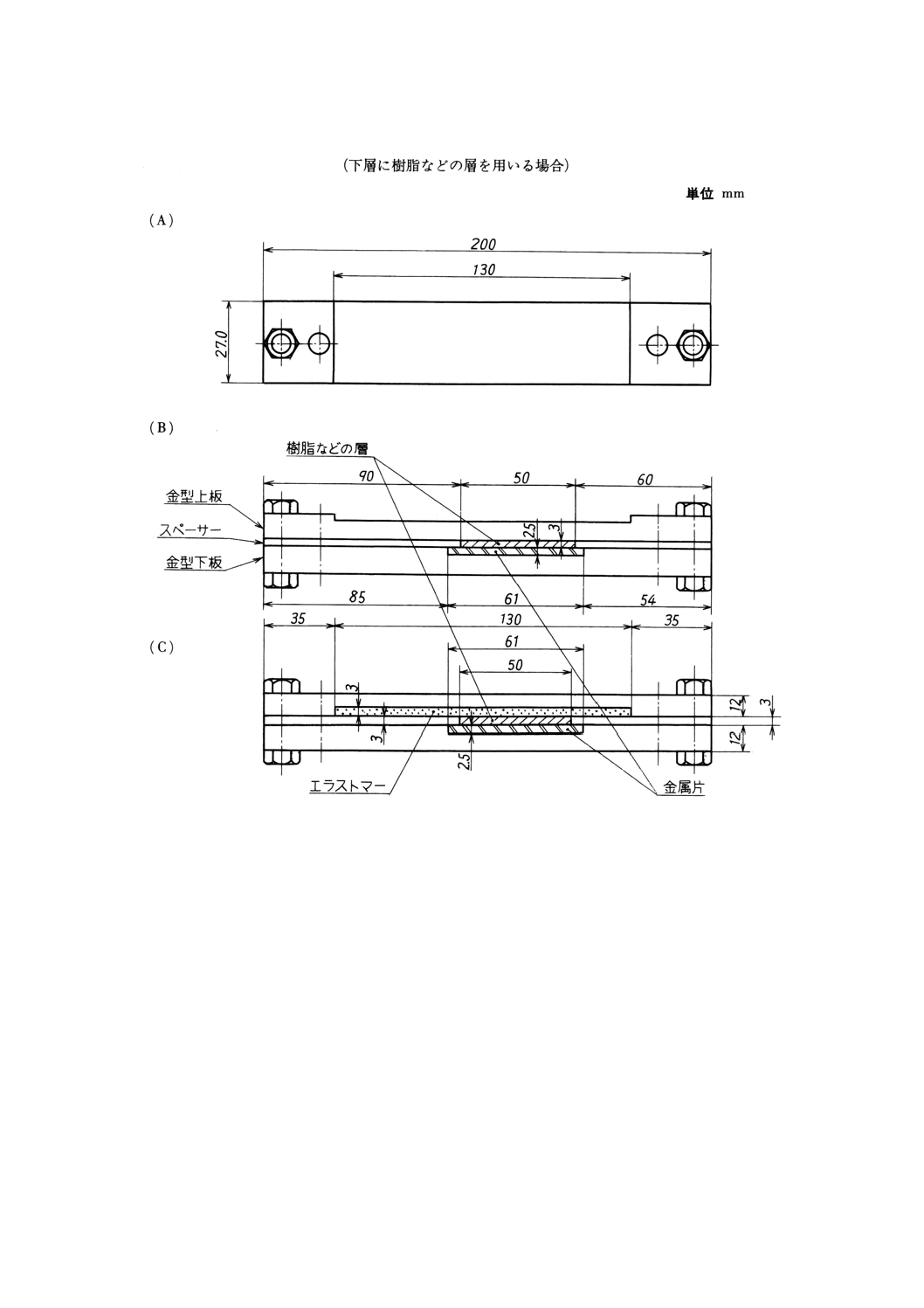
(1) 試験片の形状及び寸法 試験片は,厚さ3.0±0.1mm,幅25.0±0.1mm,長さ130mmのエラストマー
を,厚さ2.5±0.1mm,幅25.0±0.1mm,長さ60±1mmの金属片に対し,幅25.0±0.1mm,長さ25.0mm
の接着面が,金属片のほぼ中央にくるように接着されたものを用いる。
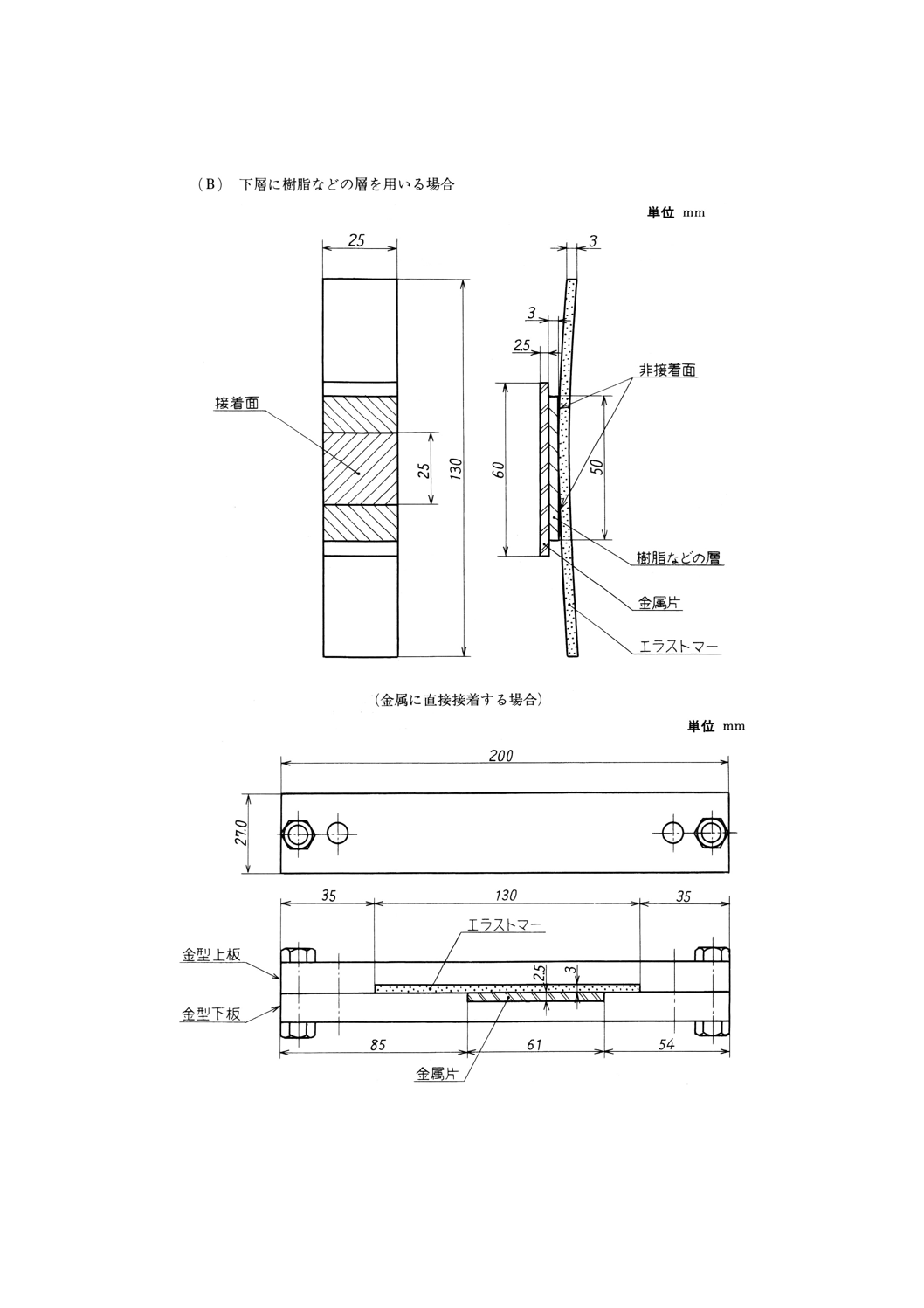
また,金属片の表面に樹脂などを接着し,その上にエラストマーを接着する場合は,前記金属片の
中央部に厚さ3.0±0.1mm,幅25.0±0.1mm,長さ50mmの樹脂などの層を成形し,その後エラストマ
ーを前記寸法に成形する。
試験片の形状及び寸法を図20の(A)及び(B)に示す。
(2) 試験片の作製 接着面 (25mm×25mm) 以外のところは,金属又は樹脂などの構造材とエラストマー
との間にセロハンなどを挿入して,両者が接着しないようにする。金属片又は樹脂などの層の接着面
には,水分,ごみ,その他の異物が付かないように注意する。硬化後試験片を型から取り出すときは,
冷却前に接着面に力が掛からないよう注意しなければならない。室温に16時間以上静置後,小刀その
他で金属片の両側の縁に付いているエラストマーを除去する。
参考 図21及び図22は,金型の一例である。
図21は,エラストマーを金属片に直接接着する場合のもの。
図22は,樹脂層の上にエラストマーを接着する場合のもので,(A)は平面図である。試験片
の作製は,(B)のごとく金型を組み,上から樹脂を注型し架橋させ,次に金型上板を反転し(C)
のように樹脂などの層と上板の間にエラストマーを注型する。
(3) 試験片の数 試験片の数は,4個とする。
22.2.3 試験方法
(1) 試験片の取付け 試験片は,はく離する面が水平になるようにして,かつ,試験者の方向に向けて図
23の(A)及び(B)に示したボルトを緩め,取付け後にボルトを締めて取り付ける。
(2) 操作方法 引張力を掛ける前に鋭利なナイフでエラストマーの接着部を金属片又は樹脂などの層から
はく離させてから試験片の他端を試験機の下方のつかみ具に取り付け,自動記録装置を働かせて,引
張力を掛けてはく離を行う。はく離が終了するまで試験を行い,試験中の最大値を最大はく離力とし
て求める。試験中にエラストマーが引き裂けようとするときは,金属片などの構造材に向かってエラ
ストマーに切り傷を付けなければならない。
22.2.4 計算 はく離強さは,次の式によって算出する。
b
F
T
s
s=
ここに, TS: はく離強さ (N/mm) {kgf/cm}
56
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
FS: 最大はく離力 (N) {kgf}
b: 接着片の幅 (mm) {cm}
22.2.5 試験結果のまとめ方 試験結果のまとめ方は,次による。
(1) はく離強さ はく離強さは,4個の試験片によって得られた値の平均値を,JIS Z 8401によって丸め,
整数位で表す。
また,各試験片について,次のようなはく離破損の種類及びその割合 (%) を併せて記録しなければ
ならない。
(2) はく離破損の種類の表し方
(a) エラストマー部の破断(符号R)
(b) エラストマー部と接着剤間の破損(符号RC)
(c) 接着剤間の破損(符号CP)
(d) 金属と接着剤間の破損(符号M)
(e) エラストマーと樹脂間の破損(符号Rr)
(f) 樹脂間の破損(符号rP)
(g) 樹脂と金属間の破損(符号rM)
例 表記例 R−50
22.2.6 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験温度
(3) その他必要事項
図20 接着試験用試験片の形状及び寸法
57
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図20 (続き)
図21 試験片成形用金型の一例
58
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図22 試験片成形用金型の一例
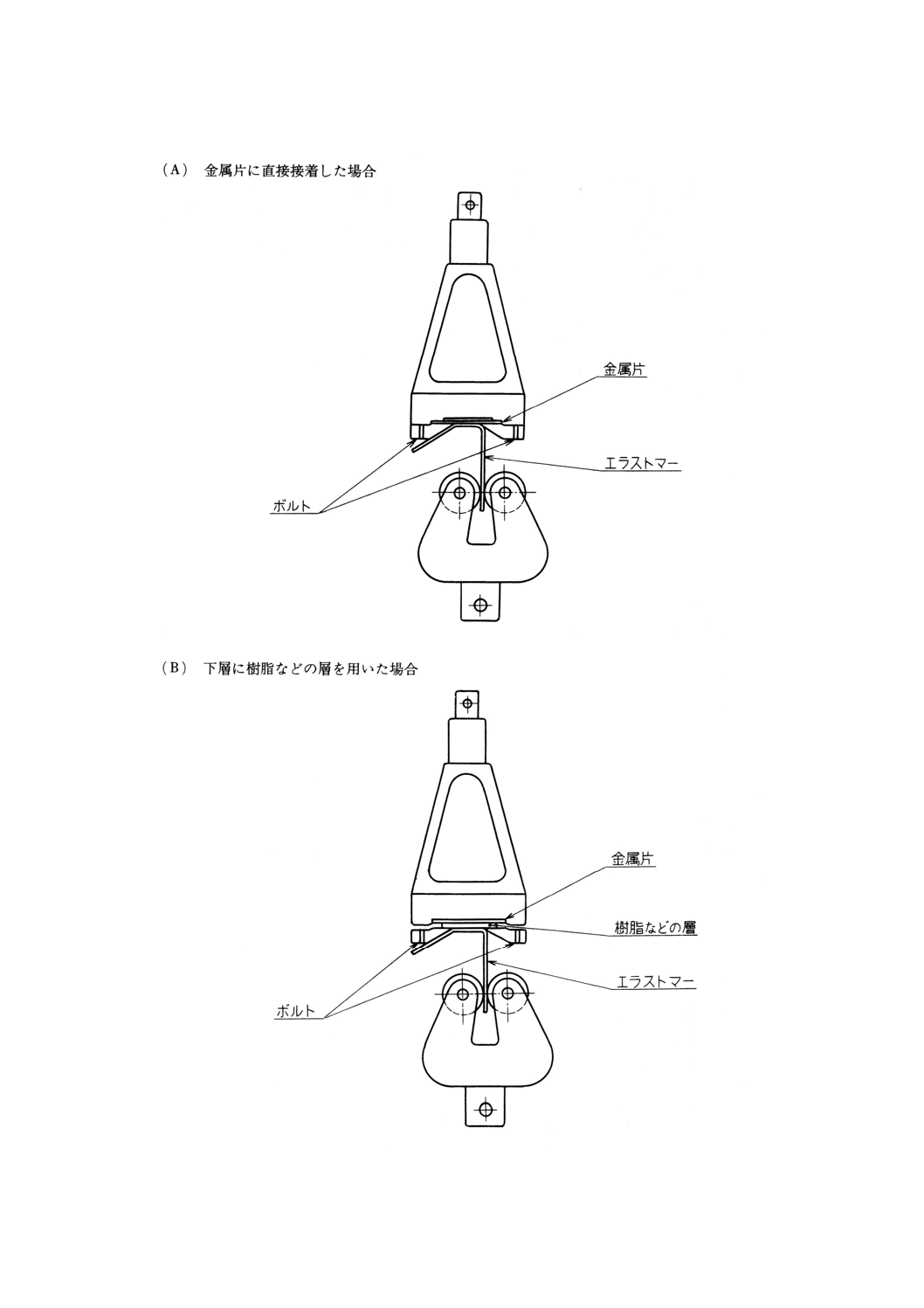
59
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図23 接着試験片の取付け方法の一例
22.3 ブリスターによる接着欠陥を測定する方法
60
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22.3.1 試験装置 試験装置は,図24(35)及び図25(36)に示すような構造をもつものが望ましい。
注(35) 図24の冷却水槽は投入式ヒーターとヒーターで温度調節を行い,温水槽は温度調節可能な投入
式ヒーターを用いる。ポンプは,流量毎分約12lの容量のものを用いる。
(36) 図25の試験片を支えるパイプ及び冷却水流入パイプは,断熱効果を考え樹脂製とする。流量コ
ントロールは,ニードルバルブ付き簡易流量計で行う。
冷却水温度の測定は,試験片中央部に設置した温度センサーで行う。試験片間のばらつきを
なくすために,試験片を冷却水流入口を中心に半径90mmの円上に等分に6か所に設置する。
温水槽のかき混ぜは,所定の温度に対して±1℃を保持するのに十分な最小流速で行う。
22.3.2 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 金属パイプは,原則として内径18.0±0.1mm,外径27.0±0.1mm,面長は,
パイプ中央部で60mm(両端20mmずつは,外径25.0±0.1mmにしたもの)とする。金属は,原則と
して,SUS 304のステンレス鋼を用いるが必要に応じて他の金属でもよい。エラストマーを金属に直
接接着させる場合は,図26(A)のように,エラストマーの肉厚を2.00±0.05mmとする。下層に樹脂な
どを用いる場合は,図26(B)のように,その肉厚を2.00±0.05mmとし,上層のエラストマーの厚さを
2.00±0.05mmとする。
(2) 試験片の作製 エラストマーを金属に直接接着させる場合は,原則として,適切な型を用い,エラス
トマーを注型し,硬化接着させた後,旋盤にて規定外径まで削る。下層に樹脂などを用いる場合は,
まず金属パイプ表面に適切な方法で樹脂などの層を成形接着し,所定の肉厚に削った後,表層にエラ
ストマーを注型し,硬化接着させる。エラストマーの下層に樹脂などを用いる場合には,それらのい
ずれの外径も旋盤にて削り,肉厚精度をだすことが望ましい。
参考 金属面又は樹脂などの面に水分,ごみ,その他異物があると,そこが接着欠陥となり,ほかの
接着試験と異なり大きく結果が変動するため,清潔な部屋で試験片を保管し注型作業を行う。
22.3.3 試験方法 試験方法は,次による。
(1) 操作方法 図25において,各試験片を通過する水量は,ニードルバルブで調節して毎分約1.8lとし,
試験片中の各部分の温度差を1℃以内とする。冷却水及び温水の温度精度は,±1℃以内とする。
(2) 試験条件 原則として,冷却水は20℃,温水は蒸留水又はイオン交換水を用いて40℃とするが,必要
に応じ他の条件で行ってもよい。
(3) 測定方法 24時間ごとに目視又は指触で検査し,ブリスター発生までの日数を調べる。ブリスター発
生後,更に1週間観察を続け,ブリスターの数及び大きさ(はく離面積)を経日的に測定する。
22.3.4 試験結果のまとめ方 試験結果は,試験片1個の測定結果で表す。
22.3.5 記録 試験成績には,次の事項を記録しなければならない。
(1) ブリスター発生までの日数
(2) ブリスター発生時の数と大きさ
(3) ブリスター発生後,1週間のブリスターの数の変化及び大きさの変化
(4) 試験片の作製方法
(5) 構造材の明細(種類,成形方法など)
(6) 冷却水温度,温水温度
(7) その他必要事項
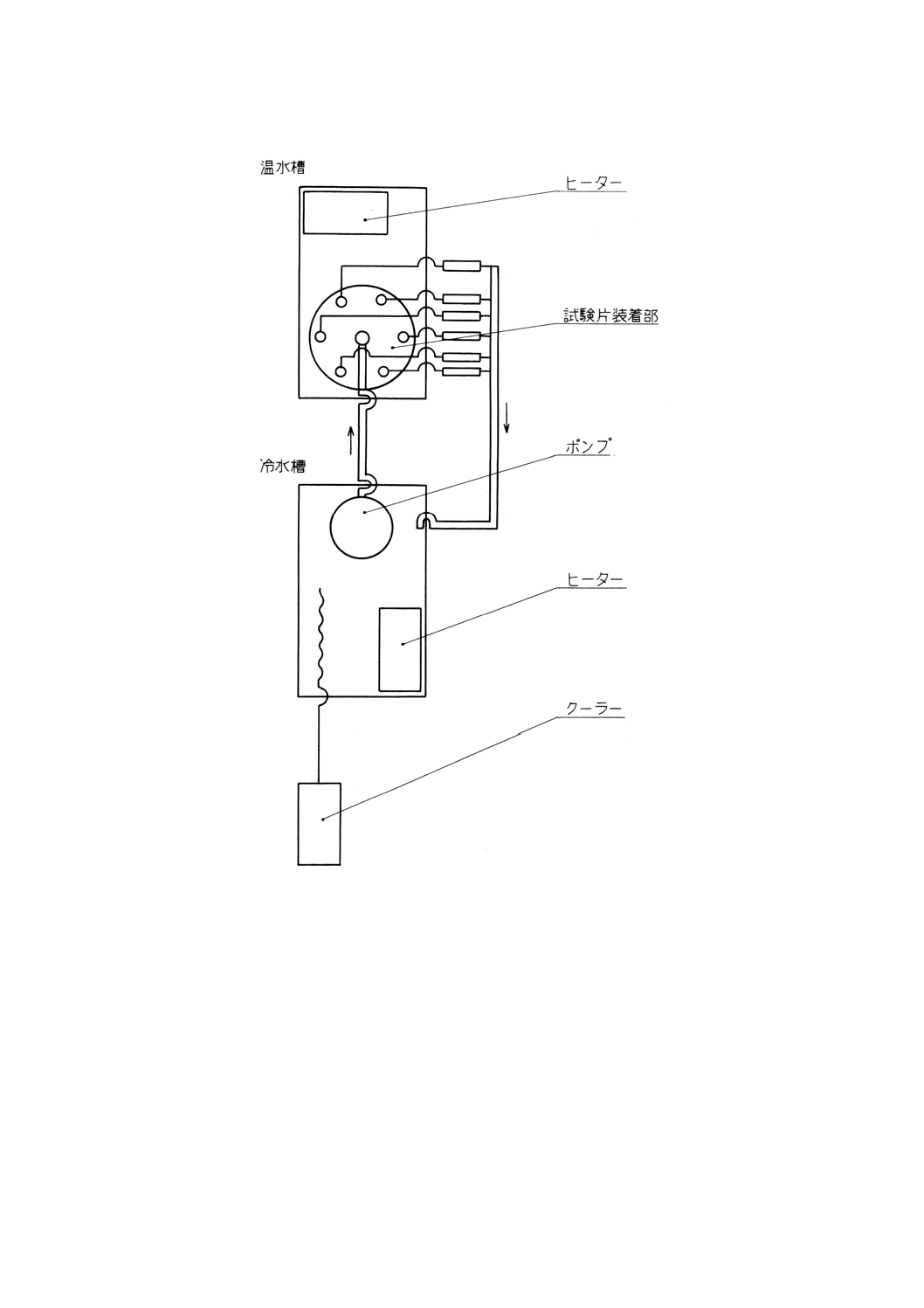
61
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図24 ブリスター発生装置の一例(概略図)
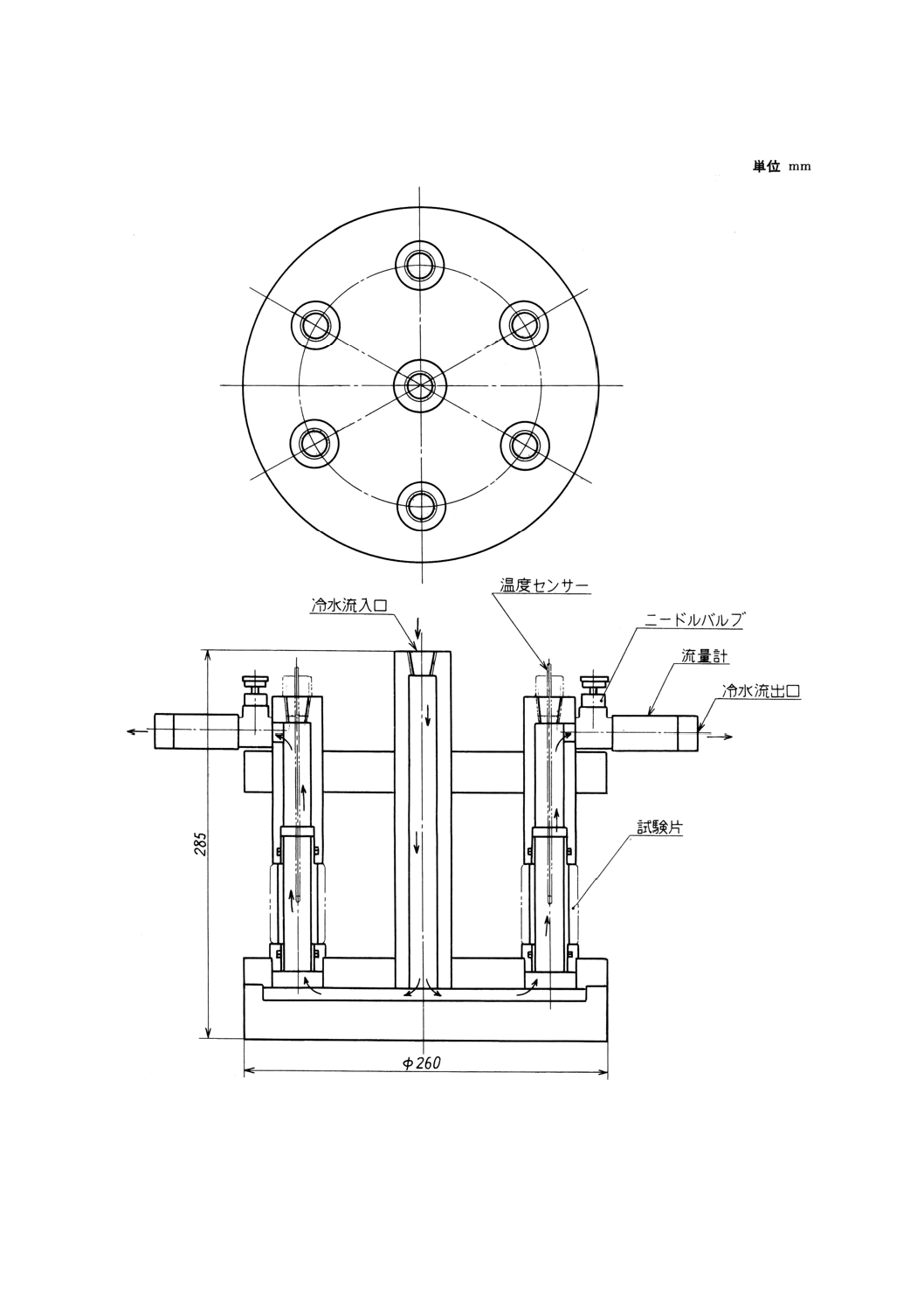
62
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図25 ブリスター試験片装着部の一例(拡大図)
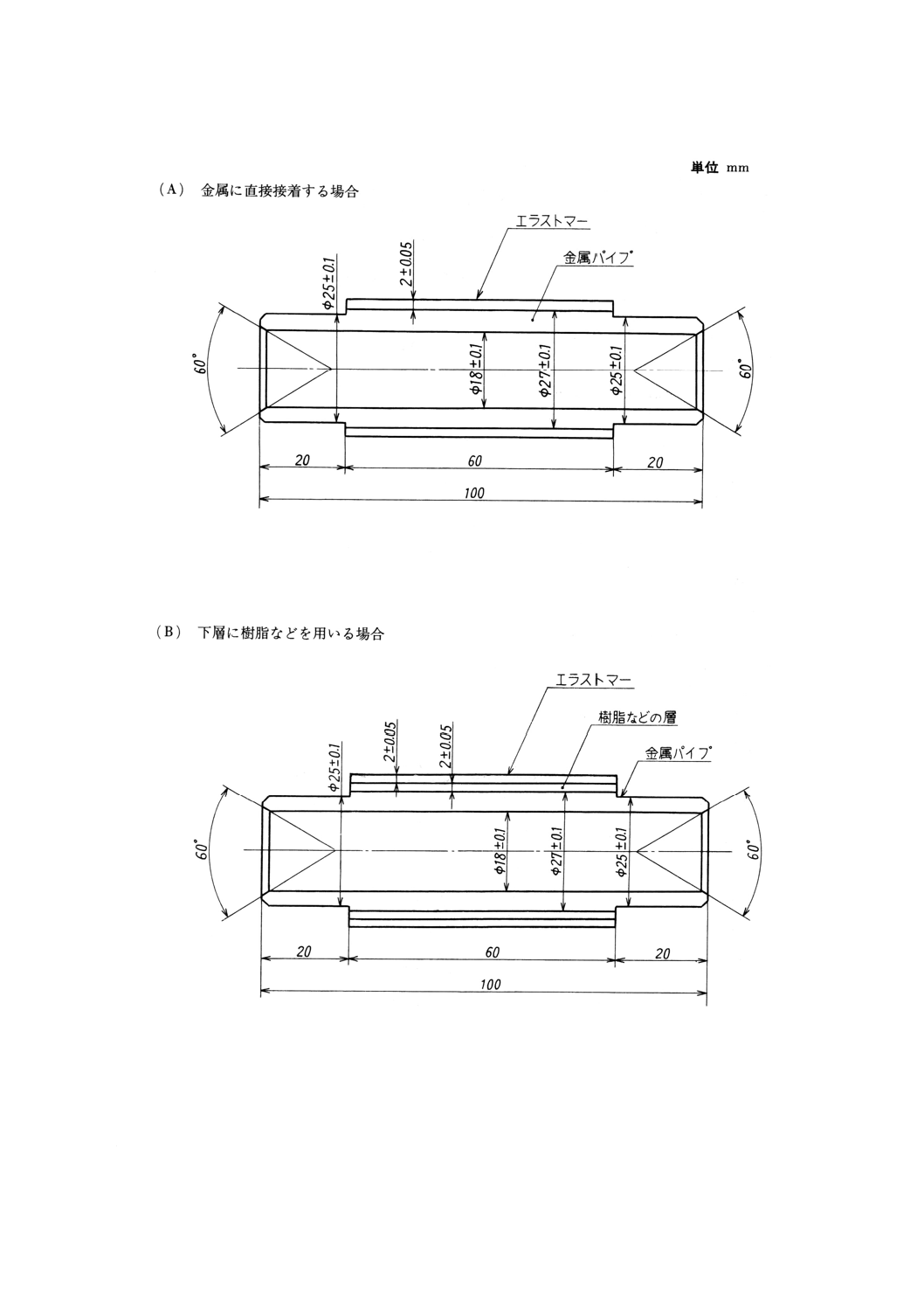
63
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図26 ブリスター試験片の形状及び寸法の一例
23. 促進耐候性試験
23.1 目的 この試験は,紫外線カーボンアーク灯式,サンシャインカーボンアーク灯式又はキセノンア
ーク灯式耐候性試験機を用いてエラストマーを規定時間促進暴露試験した後,色,表面き裂,引張強さ,
切断時伸び,引張応力及び硬さを測定し,促進暴露試験前後のそれらの値の変化を求め,エラストマーの
耐候性を調べるために行う。
64
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23.2 試験装置 試験装置は,JIS B 7751,JIS B 7753又はJIS B 7754に規定するものを用いる(37)。
注(37) 使用する装置の種類は,受渡当事者間の協定によって定める。種類の異なった装置間の測定値
は,比較してはならない。
23.3 試験片 試験片は,次による。
23.3.1 試験片の形状及び寸法 試験片の形状及び寸法は,原則として長さ約150mm,幅約70mm,厚さ
約2mmの表面の平滑な短冊状のものを用いる。
23.3.2 試験片の採取作製 試験片の採取作製は,原則として4.3による。
23.3.3 保存試験片 試験片と同一ロットから採取し,未暴露のままで,4.1に規定する標準状態の暗室又
は光の入らない容器内で保存する。
23.4 試験方法 試験方法は,次による。
23.4.1 試験時間 試験時間は,原則として次の中から選定する(38)。
250時間,500時間,1 000時間,1 500時間,2 000時間
注(38) 試験開始後,20時間ごとに試験片の劣化状態を観察することが望ましい。
23.4.2 操作方法 操作方法は,試験に用いる耐候性試験機に規定されている方法によって行う。ただし,
試験片は,長さ150mm,幅70mm,厚さ約1mmの試験片と同形状アルミニウム板上に上下端をひもなど
でくくり付けて固定する。試験片を取り付けたアルミニウム板を試料ホルダーに固定し促進暴露試験を行
う。
23.4.3 試験終了後の試験片 所定時間試験片を促進暴露させた後,4.1の暗室又は光の入らない容器内で
保存し,16時間以上96時間以内に色及び表面き裂の外観変化並びに引張強さ,切断時伸び,引張応力及
び硬さの測定を行う。
23.4.4 外観変化の測定方法 外観変化の測定方法は,次による。
(1) 色 色の変化の測定は,JIS Z 8730の規定による。ただし,色差式の種類は同表示方法3.の(1)Lab表
色系による色差式を用いて計算する。
(2) 表面き裂 試験片表面のき裂発生状態は,表11によって観察記録する。
23.4.5 物性変化の測定方法 促進暴露後の試験片から,ダンベル状3号形試験片を3個採取し,5.5によ
って引張強さ,切断時伸び及び引張応力の測定を行う。硬さの測定は,ダンベル状3号形試験片を積み重
ねて厚さ6mm以上として,7.5によって行う。
23.5 計算 計算は,次による。
23.5.1 引張強さ,切断時伸び及び引張応力の変化率と残留率は,次の式(1)及び式(2)によって算出する。
100
0
0
1
C
×
−
X
X
X
A=
····································································· (1)
100
0
1
R
×
X
X
A=
··········································································· (2)
ここに, AC: 促進暴露試験前の引張強さ,切断時伸び及び引張応力に対す
る促進暴露試験後の変化率 (%)
AR: 促進暴露試験前の引張強さ,切断時伸び及び引張応力に対す
る促進暴露試験後の残留率 (%)
X0: 促進暴露試験前の引張強さ,切断時伸び及び引張応力の中央
値
X1: 促進暴露試験後の引張強さ,切断時伸び及び引張応力の中央
値
65
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23.5.2 硬さの変化は,次の式(3)によって算出する。
AH=H1−H0 ·············································································· (3)
ここに, AH: 硬さの変化
H0: 促進暴露試験前の硬さ
H1: 促進暴露試験後の硬さ
23.6 試験結果のまとめ方 試験結果のまとめ方は,次による。
(1) 色の変化は,促進暴露試験前後の試験片について,色差式によって計算された色差値で表す。
(2) 表面き裂の発生状態は,20.4.5による。
(3) 引張強さ,切断時伸び及び引張応力は,促進暴露試験前後ともに3個の試験片を用いて得られた測定
値の中央値を用い,23.5.1の計算式によって求められる変化率及び残留率を4.6によって丸め,整数位
で表す。
(4) 硬さは,23.5.2の計算式によって求められる硬さの変化を整数位で表す。
23.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 色の変化及び表面き裂
(2) 引張強さ,伸び及び引張応力の変化率と残留率並びに硬さの変化(硬さ試験で試験片を積み重ねた場
合は,その枚数及び厚さ)
(3) 促進暴露試験装置(耐候性試験機)の種類
(4) 試験片の採取作製方法
(5) 促進暴露時間
(6) その他必要事項(ブラックパネル温度,スプレーサイクルなど)
24. 摩耗試験
24.1 目的 この試験は,エラストマーの耐摩耗性を測定するために行う。試験方法は,使用する試験機
の種類によって,次の3種類とする。
(1) テーバー摩耗試験 回転する試験片上に一対の摩耗輪を規定荷重で押し付け,摩耗輪によって試験片
を摩耗させる。
(2) DIN摩耗試験 一定荷重で押し付けた試験片が,回転する研磨布を巻き付けたドラム形の摩耗面を横
断する際,試験片の摩耗面に滑りを生じ,試験片を摩耗させる。
(3) アクロン摩耗試験 円盤状試験片の円周側面を,一定の荷重で摩耗輪の円周側面に押し付け,両者の
回転軸に一定の角度を与え,試験片を回転させて摩耗輪との摩耗で試験片を摩耗させる。
備考1. 試験方法のいずれを採用するかは,受渡当事者間の協定によるものとする。
2. 上記3種類の試験方法によって得られた試験結果は,互いに直接比較することはできない。
24.2 標準試料及び試験片 標準試料及び試験片は,次による。
24.2.1 標準試料 標準試料は,次による。
(1) 標準試料の使い方 特に指定していなくても,同じ日に行う試験には,標準試料から選んだ試験片を
加えて連続して行う。もし一連の試料について,試験が2日以上にわたって行われる場合には,1日
に1個以上標準試料の試験片を加えて試験することが望ましい。
(2) 標準試料の調整及び保管 標準試料の調整及び保管は,JIS K 6264の4.4.2(標準試料の調整及び保管)
による(39)。
注(39) 特に指定がない場合は,同規格に規定されている表1のB処方を標準試料とする。
66
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24.2.2 試験片 試験片は,次による。
(1) 試験片の採取作製 試験片の採取作製は原則として4.3による。
(2) 試験片の数 試験片の数は,3個を標準とする。
(3) 試験片の密度の求め方 試験片の密度は,JIS K 6350の6.1.1(水中懸架方法)によって比重を測定し,
次の式によって算出する。
ρ=S・K
ここに,
ρ: t℃における試料の密度 (kg/m3) {g/cm3}
S: t℃における比重
K: t℃における水の密度 (kg/m3) {g/cm3}
24.3 研磨材 24.5以下に規定する研磨材を使用する。研磨材を更新するときには,特に規定がない限り,
新旧の研磨材について複数の標準試料を用いて比較試験を行うことが望ましい。
24.4 試験成績の記録 試験成績には,規定する項目のほかに共通項目として次の事項を記録する。
(1) 試験機の名称。
なお,該当試験機の規定の中で,規定と違った箇所(寸法その他)があればそれも併記する。
(2) 試験片の採取作製方法
(3) 試験片の状態調節
(4) 試験片の数
(5) 試験片の形状及び寸法
(6) 研磨材の種類
(7) 平均摩耗量(必要であれば個々の値も記録)
(8) その他必要事項
備考 (1)〜(8)の項目は原則として必要と考えられる共通項目を列挙したものであるから,受渡当事者
間の協定によって省略してもよい。
24.5 テーバー摩耗試験
24.5.1 目的 この試験は,エラストマーの摩耗試験のうち,テーバー摩耗試験機を用いてエラストマーの
耐摩耗性を測定するために行う。
24.5.2 試験装置及び附属品 試験装置は,図27に示すように回転する試験片上に一対の摩耗輪を規定荷
重のもとで圧着し,摩耗輪によって試験片を摩耗させる摩耗試験機とし,次に示す条件に適合するものと
する。
(1) 主要部分の寸法及び精度
(a) 回転円板に対する摩耗輪の取付け位置 図28に示す回転円板の回転軸中心線と摩耗輪取付け面と
の距離L1,L2及び回転軸中心線との距離L3は,次のように定める。
L1=L2=39.4±0.3mm,L3=19.0±0.2mm
(b) 摩耗輪取付け軸の直径 摩耗輪取付け軸の直径は,
003
.0
87
.
15
−
mmとする。
(c) 摩耗輪取付けアームの長さ 摩耗輪取付けアームの標準長さ(支点から力点までの距離)は,80mm
とする。
(d) 回転円板の振れ 回転円板の上下の振れは,中心 (0) から45mm離れた点において±0.05mm以下
とする。
(e) 摩耗くず吸入孔の内径とその位置 摩耗くず吸入孔の内径は,8.0±0.5mmとし,図27及び図28の
(A)に示す位置とする。
67
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 摩耗くず吸入孔と回転円板に取り付ける試験片との距離 摩耗くず吸入孔と試験片との距離は,3mm
以下とし,(6)に規定するすきまゲージを用いて調節できるものとする。
(3) 回転円板の回転速度 回転円板の回転速度は,毎分60±2回とする。
(4) 荷重 試験片に加える荷重は,10N {1 000gf} とする。
(5) 摩耗くず吸入の風量 摩耗くず吸入の風量は,(2)に定める摩耗くず吸入孔と試験片との距離が3mm
のとき,毎分83±2cm3とする。
(6) 付属品 附属品は,次による。
(a) 摩耗くず吸入装置 摩耗くず吸入装置は,試験中に生じる試験片及び摩耗輪の摩耗くずを吸入する
装置で,図27に示すように,試験機本体とホースで連結されているものとする。
(b) おもり おもりは,質量750±1gのもの2個を用意する。
(c) すきまゲージ すきまゲージの厚さは,3.0±0.2mmとする。
(d) ダイヤモンドドレッサー ダイヤモンドドレッサーは,摩耗輪の外周をドレスするための装置で摩
耗くずの目詰まりを除去すると同時に,摩耗輪が試験片を垂直に圧着するように面仕上げを行うこ
とができるものとする。
(7) 摩耗輪の寸法 摩耗輪の寸法は,図28の(B)に示すとおりとする。摩耗輪の使用限界は外径が45mm
まで摩耗したときとする。原則としてJIS K 7204に規定するH-22を使用する。ただし,受渡当事者
間の協定によって,ほかの摩耗輪を使用してもよい。
24.5.3 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片は,厚さ1〜5mm,直径約120mmの円盤状又は試験に支障のない形状
で,ほぼ同じ大きさのものとし,その中心に直径約6.5mmの孔を開ける。試験片の厚さが1mm未満
又は5mmを超える場合は,受渡当事者間の協定による。
(2) 試験片の採取作製 試験片は,成形型によって作製する。この場合,試験片の両面は,平滑でなけれ
ばならない。
(3) 試験片の数 試験片の数は,3個とする。
24.5.4 試験方法 試験方法は,次による。
(1) 予備ずり 次のように予備ずりを繰り返し,連続2回の予備摩耗質量の差が20%以内となったとき試
験を行う。
(a) 試験片の質量を1mgまで正確に測定する。
(b) 試験片を試験機の回転円板に取り付ける。
(c) 摩耗輪の外周をダイヤモンドドレッサーでドレスした後,摩耗輪取付け軸にはめ込み,取付けねじ
で固定して,おもり一組を取り付ける。
(d) 試験片の上に摩耗吸入アームを静かに降ろし,試験片と摩耗くず吸入孔との距離を3mmに調整す
る。
(e) 試験片の上に摩耗輪を静かに降ろし,試験機と摩耗くず吸入装置を始動させる。
(f) 連続100回転の摩耗を行う。
(g) 試験機から試験片を取り外して,清浄な布で摩耗くずなどの異物を試験片から除去し,試験片の質
量を1mgまで正確に測定し,(a)で測定した質量との差から予備摩耗質量を求める。
(2) 本ずり試験 本ずり試験は,次による。
(a) 予備ずり後の試験片の質量を1mgまで正確に測定し,試験前の質量とする。
(b) (1)の(a)〜(e)までの操作を行った後,連続1 000回転の摩耗を行う。
68
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(c) 試験機から試験片を取り外して,清浄な布で摩耗くずなどの異物を試験片から除去し,試験片の質
量を1mgまで正確に測定し,(a)で測定した質量との差から摩耗質量を求める。
24.5.5 試験結果のまとめ方 試験結果は,原則として3個の試験片の摩耗質量の平均値で表す。摩耗質量
(mg) を密度で除した摩耗容積 (mm3) をもって表してもよい。
24.5.6 記録 試験結果には,次の事項を記録しなければならない。
(1) 試験結果
(2) 摩耗輪の種類
(3) その他必要事項
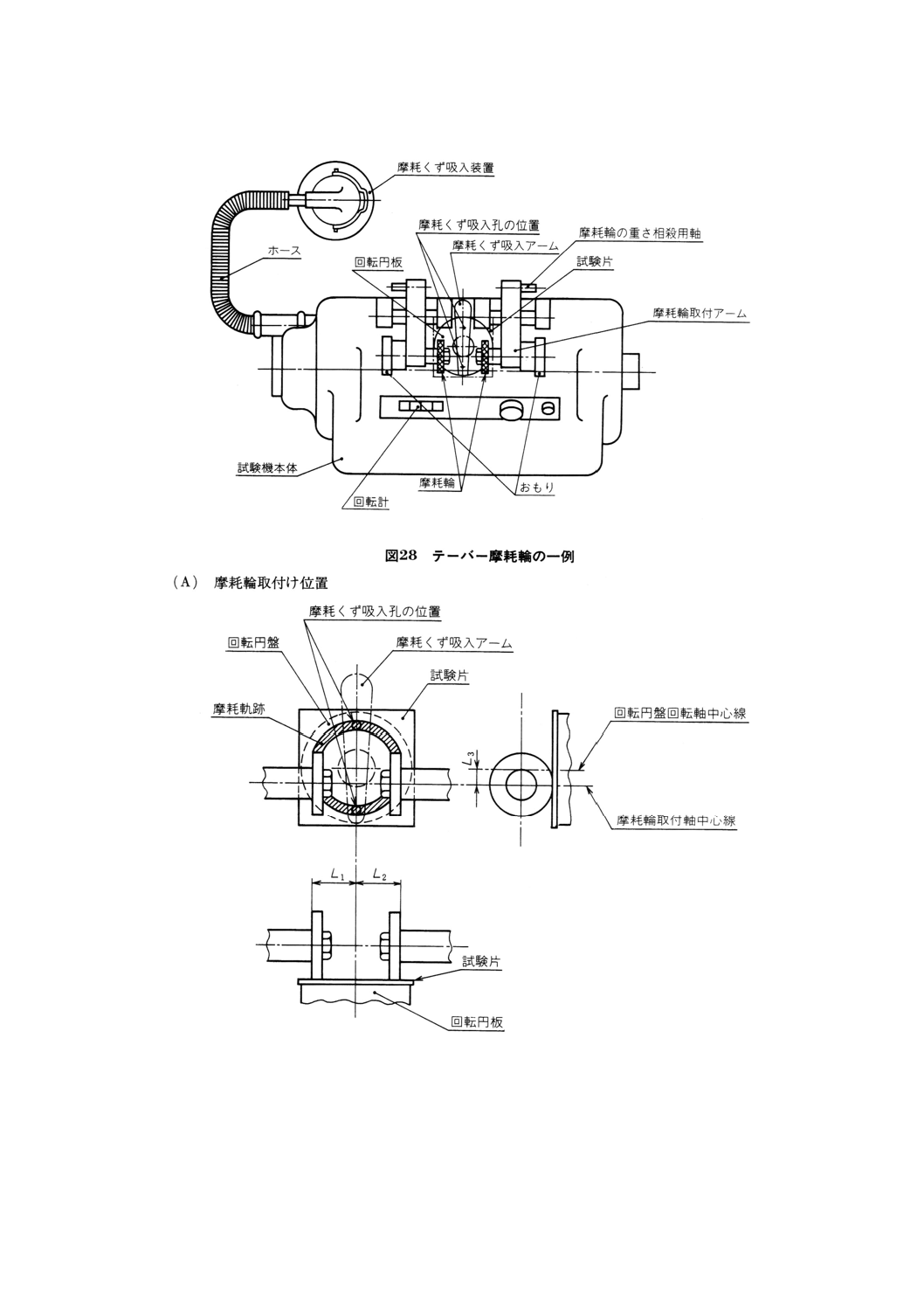
69
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図27 テーバー摩耗試験機の一例
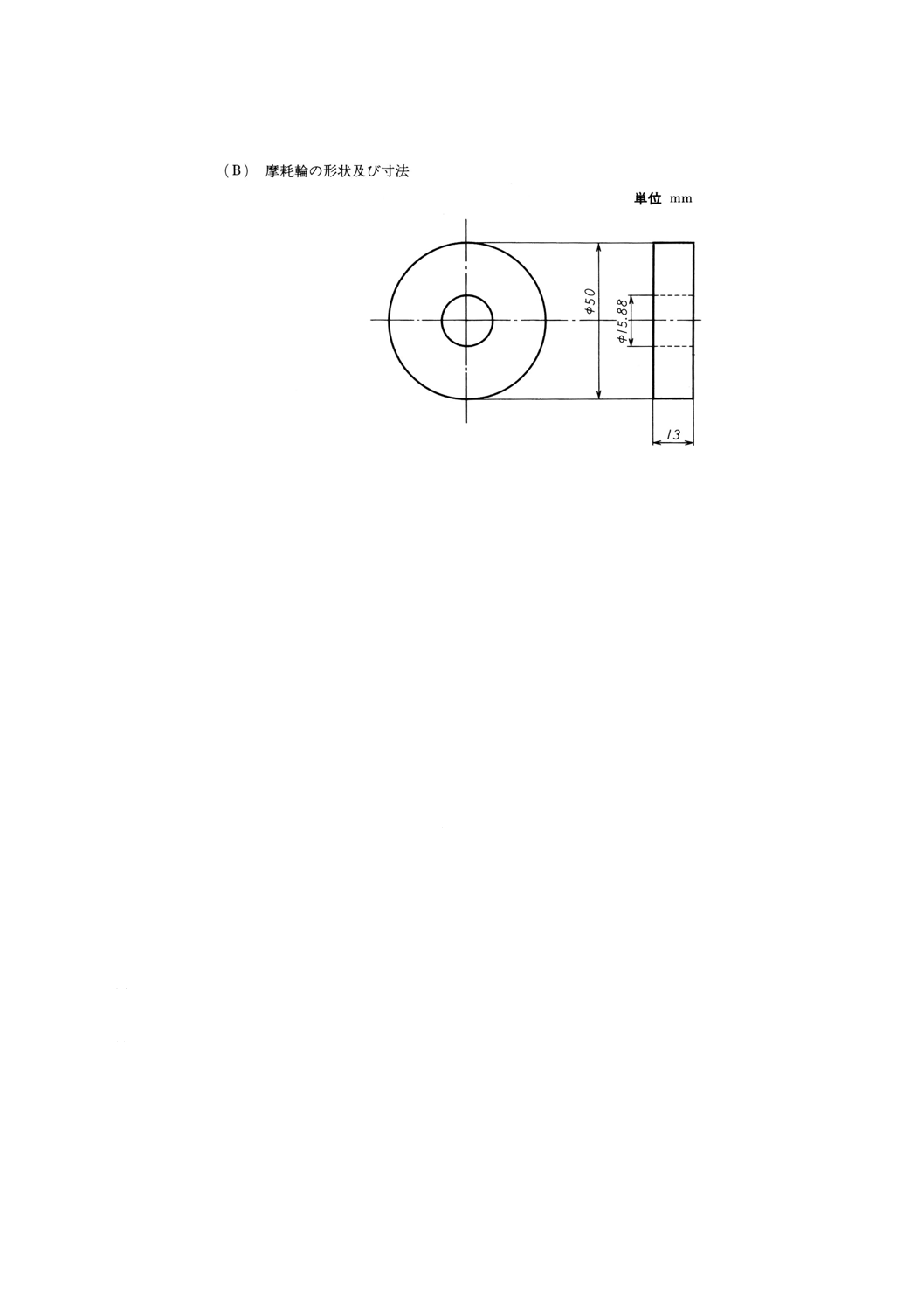
70
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図28 (続き)
24.6 DIN摩耗試験
24.6.1 目的 この試験は,エラストマーの摩耗試験のうち,DIN摩耗試験機を用いてエラストマーの耐摩
耗性を測定するために行う。
24.6.2 試験装置 試験装置は,図29に示すDIN摩耗試験機を用いる。
この試験機は,研磨布を巻き付けた回転するドラム及び試験片保持部で構成される。
(1) ドラム ドラムは,直径は150mmとし,その回転方法は,図29に示すように正面左から見て右回転
とする。
(2) 試験片保持部 試験片保持部は,横送りできる支柱で保持され,試験片保持部の中心軸は,ドラムの
中心を通る垂直線に対し3度(試験片を取り除いてつまみの先端がドラムに接触するときの角度)外
側に傾斜しているものとする。試験片は,試験片保持部から2mm出ているようにする。試験片厚さ
のばらつきに対して,この条件に適合するように試験片保持部には微調節ねじが取り付けられている
こと。試験片は,試験中にドラムが約50回転するごとに保持部の中心軸の周りを自然に一回転するこ
とが望ましい。
(3) 荷重装置 試験片保持部の支柱の質量は0.5kgとし,質量1.5kg及び2.0kgまでおもりを載せて,荷重
を掛けることができるものとする。おもり1個の質量は0.5kgとする。
(4) 横送り装置 試験中,支柱をドラム軸の回転と連動してドラム軸に平行に横送りする装置。
(5) 試験片持ち上げ装置 試験片の摩耗距離が40mになったとき,自動的に試験片を持ち上げることがで
きるもの。
(6) 研磨布及び研磨布の取付方法 研磨布及び研磨布の取付方法は,次による。
(a) 研磨布は,アルミナ研削材粒度60番を用いた450×475mmの大きさのものを用いる。
(b) 研磨布は,ドラム上に両面接着テープで3か所固定する。このとき研磨布の付合せ部分は間げき2mm
以下にしなければならない[図30の(A)参照]。
(c) 研磨布の取付方法として,研磨布をドラムに巻き付け研磨布押さえによって取り付けられる装置を
用いてもよい。この場合,試験片が研磨布押さえの位置にきたとき,試験片は一時持ち上げられ,
再び元の位置に戻るようになっていなければならない。したがって,ドラムが一回転したときの試
験片の摩耗距離は,400±8mmとなるように調節しなければならない[図30の(B)参照]。
24.6.3 試験片 試験片は,次による。
71
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 試験片の形状及び寸法 直径16.2±0.2mm及び厚さ6mm以上の円盤形試験片を用いる。
(2) 試験片の採取作製 試験片は,厚さ6mm以上の試料から内径16.20±0.05mmの中空ドリル刃で切り
抜いたものとする。又は,型成形した試験片を使用してもよい。
備考 必要な厚さの試験片が得られない場合は,試験片を適切なベースに接着させて所定の厚さにし
てよいが,接着層まで摩耗してはならない。布層を含む製品などを試験する場合は,布層まで
摩耗してはならない。
(3) 試験片の数 試験片の数は,3個とする。
24.6.4 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,次による。
(a) ドラムの回転速度は,毎分40±1回とする。
(b) 試験片を研磨布上に押し付ける標準押付け力は,10.0±0.2N {1.02±0.02kgf} とする。おもりを用い
て荷重装置を調節する。
(c) 摩耗距離は40mとする。摩耗量が多すぎる場合は,40mに満たなくても中断してもよい。この場合
は,中断した距離を記録する。
なお,摩耗距離40mは,ドラムの回転数で24.6.2の(6)(b)の場合には約84回転,24.6.2の(6)(c)で
は約100回転に相当する。
(d) 試験片保持部の横送り速度は,ドラム1回転当たり4.20±0.04mmとする。
(e) 研磨布の摩耗力の測定は,一連の摩耗試験の前後に24.2.1で作製した標準試験片を用い,(2)の方法
で行う。試験片は3個以上とし,研磨布の摩耗力は,摩耗質量の平均値で表す。研磨布摩耗力は,
摩耗試験前及び試験後とも摩耗距離40m当たり200±20mgであるとともに,試験前後の差は20mg
以内でなければならない。研磨布の摩耗力の測定は,摩耗試験の日が変わればその都度実施する。
また,同じ試験日でも摩耗力を測定した研磨布で行う試験は,最大12回とし,それ以上試験を行
うときは,改めて標準試験片によって研磨布の摩耗力の測定を行う。研磨布には回転方向を付けて
おき,常に一定の方向で使用しなければならない。
(2) 操作方法 試験前に,試験片保持具から試験片の先端が約2mm突き出すように調節する。試験終了
前に試験片が摩耗して,摩耗距離40mが不可能な場合には,摩耗距離20mで試験片の突出量を再調
整する。摩耗によって生じる摩耗くずは,試験前及び試験中にブラシ,空気の吹付け又は吸引で取り
除かなければならない。個々の試験片の質量は,試験の前後に1mgの精度で測定する。摩耗試験後,
試験片に摩耗くずなどが付着している場合は,ナイロンブラシなどで取り除き質量を測定する。
24.6.5 計算 摩耗容積は,摩耗距離40m当たり200mgの研磨布摩耗力に関係させて,次の式によって算
出する。
S
G
V
×
×
ρ
200
Δ
Δ=
ここに,
∆V: 摩耗容積 (mm3)
∆G: 摩耗質量 (mg)
ρ: 密度 (g/cm3)
S: 摩耗距離40m当たりの研磨布摩耗力 (mg)
24.6.6 試験結果のまとめ方 試験結果は,原則として3個の試験片の摩耗容積の平均値で表す。
24.6.7 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
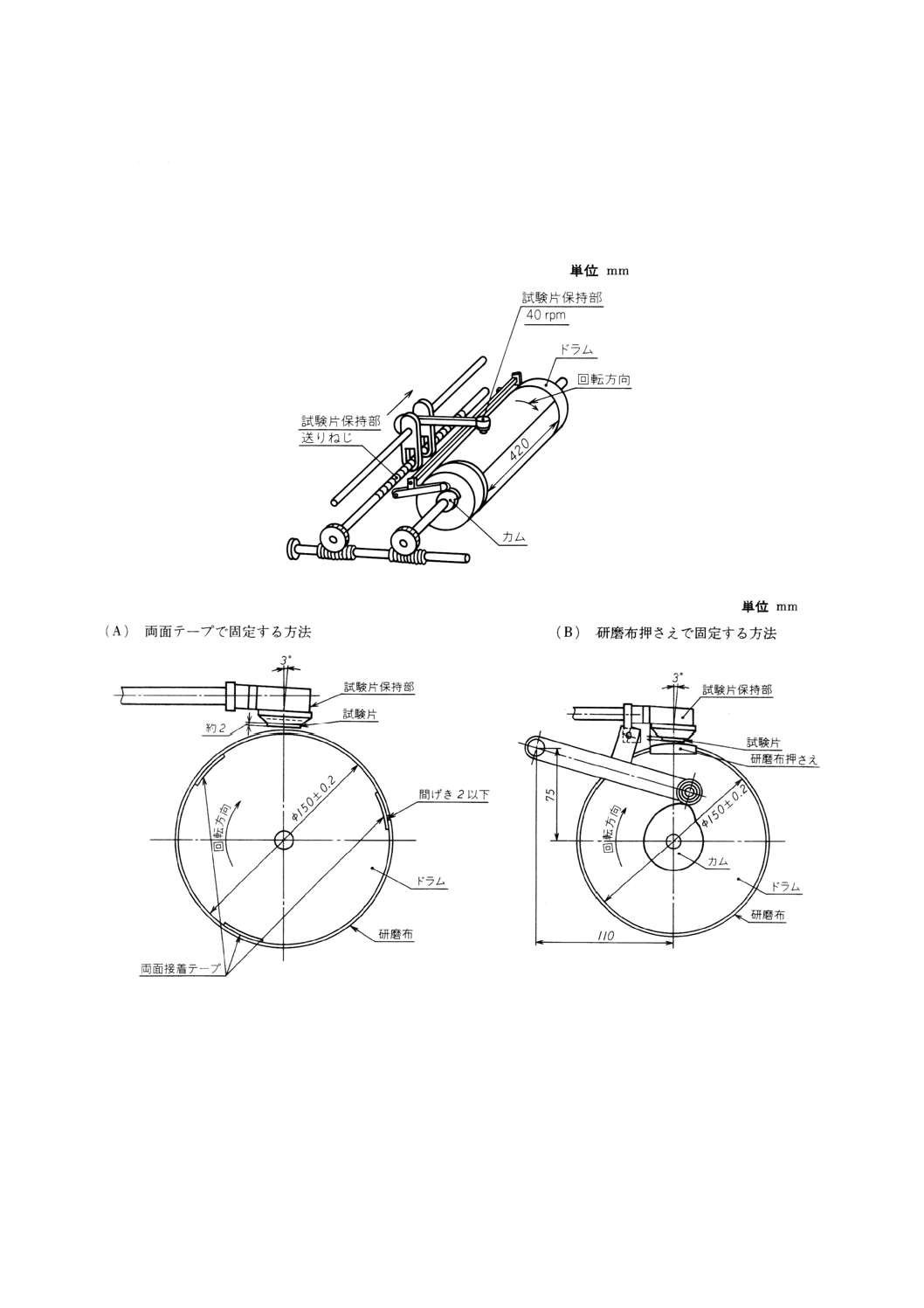
72
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 試験片の走行距離
(3) 試験時の荷重
(4) 試験室の温度
(5) その他必要事項
図29 DIN摩耗試験機の一例(概略図)
図30 研磨布の取付方法の一例
24.7 アクロン摩耗試験
24.7.1 目的 この試験は,エラストマーの摩耗試験のうち,アクロン摩耗試験機を用いて,エラストマー
の耐摩耗性を測定するために行う。
24.7.2 試験装置及び附属品 試験装置は,図31に示すように次の部分からなるものとする。
(1) 試験片取付部 試験片取付部は,直径12.7mmのスピンドルに試験片を装着し,その両側を2枚の円
盤 (D1,D2) で挟み,クランプナットにて固定する。円盤D1の直径は56mmで外周縁は試験片に傷を
付けないように縁をとる。円盤D2の直径は44mmで,円周縁は幅4mm及び厚さ0.5mmだけ盛り上げ
73
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部分が試験片に食い込むようにする。試験片の接触面を,これに接して自由に回転する回転ブラシで
よく掃除できるようにする。
(2) 駆動部 試験片の回転速度は,原則として毎分75±5回,又は毎分250±5回を原則とし摩耗輪の円周
側面上を回転する。摩耗輪の回転軸は,ボールベアリングで支持され,試験片によって接触駆動する。
摩耗輪の回転軸には,回転計を取り付ける。
(3) 傾角指示部 試験片と摩耗輪の接触面との間に傾角を与えるもの。5〜30度に任意に変えることがで
きるもので,原則として傾角は,10度又は15度とする。
(4) 荷重 試験片の厚みが規定寸法内であるとき,摩耗輪を試験片に押し付ける荷重は27.0N {2.75kgf} 又
は44.1N {4.50kgf} のいずれかとする。
(5) 摩耗輪 摩耗輪は,直径150mm,厚さ25mm又は28mmの大きさとし,内径26mmの中心孔をもつも
のとする。寸法公差は,JIS B 0401による。摩耗輪の基本構造はJIS R 6111に規定する種類:A,粒
度:36として,次のように表示する。
例 A−36
24.7.3 試験片 試験片の形状は,リング状又は短冊状のいずれかとする。
(1) リング状試験片の寸法 リング状試験片の寸法は,直径63.5±0.5mm,厚さ12.7±0.5mmの円盤で,
中心孔12.7±0.1mmをもつものとする。
(2) 短冊状試験片の寸法 短冊状試験片の寸法は,幅
1.00
0.
11
+
mm,厚さ2.0±0.5mmとし,これを直径
1.00
0.
60
+
mm,厚さ
1.00
0.
13
+
mm及び中心孔
1.00
7.
12
+
mmの円盤状アルミコア又は硬さ(7.2に規定するタ
イプA)65〜85相当のゴム製円盤に接着剤ではり付けたものとする。製品から規定厚みの短冊状試験
片が採取できない場合は,試験に供した製品厚みを試験結果に記録する。
(3) 試験片の採取作製 試験片は,関連規格又は受渡当事者間の協定による条件によって型成形又は製品
から採取作製する。
(4) 試験片の数 試験片の数は,原則として3個とする。
24.7.4 試験方法 試験方法は,次のA法又はB法のいずれかによって測定する。いずれを採用するかは
受渡当事者間の協定による。
(1) A法(リング状試験片)
(a) 試験片の質量を1mgの精度で正確に測定する。
(b) 試験片を試験機に取り付け,摩耗輪の回転数で500回予備運転をする。そのとき摩耗輪を試験片に
押し付ける荷重は,原則として27.0N {2.75kgf} 又は,44.1N {4.50kgf} のいずれかとする。
(c) 試験片を試験機から取り外し,予備運転後の質量を1mgの精度で正確に測定し,試験運転を行う。
摩耗輪を試験片に押し付ける荷重は,予備運転のときと同じ荷重とし,試験回転数は摩耗輪の回転
数で1000回とする。
試験運転の結果,各試験片の摩耗質量の値がそれらの平均値から10%違っているものがある場合
は,更に試験運転を行ってこれを置き換える。
備考1. 試験片の摩耗面は,摩耗質量測定のため取り外すごとにナイロンブラシなどで掃除すること。
2. 試験片を試験機に装着するとき,試験片の表・裏が外す前と逆にならないように十分注意す
ること。
(2) B法(短冊状試験片) B法試験方法は,24.7.4の(1)(a)〜(c)によって行う。
24.7.5 計算 摩耗容量は,次の式によって算出する。
74
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
R
G
V
×
×
ρ
000
1
Δ
Δ=
ここに,
∆V: 1 000回当たりの摩耗容積 (cm3)
∆G: 摩耗質量 (mg)
ρ: 密度 (g/cm3)
R: 走行回転数(回)
24.7.6 試験結果のまとめ方 試験結果は,3個の試験片の摩耗容積値の平均値で表す。
24.7.7 記録 試験結果には,次の事項を記録しなければならない。
(1) 試験方法(A法,B法)の区別
(2) 試験片と摩耗輪との傾角
(3) 摩耗輪に掛けた荷重
(4) 試験片の回転速度
(5) 摩耗輪の仕様,規定以外の部品など仕様条件が異なる場合は必ず記録する
(6) その他の必要事項
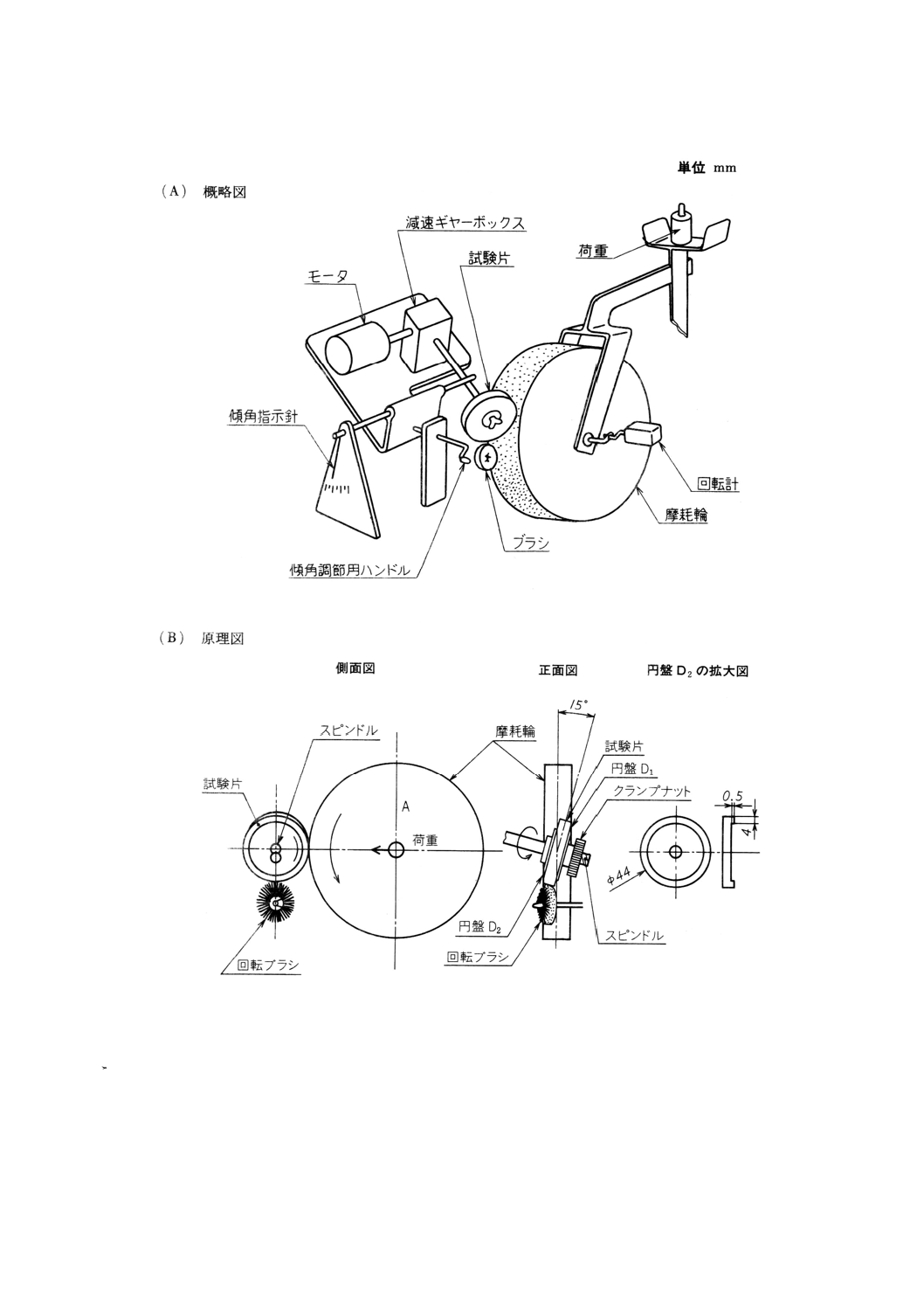
75
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図31 アクロン摩耗試験機の一例
25. 屈曲き裂試験
25.1 目的 この試験は,エラストマーの繰返し屈曲によるき裂発生,及びき裂成長を測定するために行
う。
25.2 試験の種類 エラストマーの屈曲き裂試験は,次の2種類とする。
(1) 屈曲き裂発生試験 エラストマーの繰返し屈曲によって発生するき裂の長さ,き裂数から指定された
き裂状態になる屈曲回数,又は指定された屈曲回数でのき裂状態を求める試験。
76
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 屈曲き裂成長試験 エラストマーの繰返し屈曲によって,あらかじめ切込みを入れた試験片の成長す
るき裂の長さ,指定されたき裂長さに達する屈曲回数又はき裂成長速さを求める試験。
25.3 屈曲き裂発生試験
25.3.1 試験装置 試験装置は,屈曲装置及び試験槽からなるものとする。
(1) 屈曲装置 屈曲装置は,図32に示すように試験片の一端を保持するつかみ具のある固定部分と,試験
片の他端を保持するつかみ具のある往復運動をする部分で構成する。上下のつかみ具は互いに平行に
配置され,同一平面上にあるものとする。移動部分は両つかみ具の中心を結ぶ線上を毎分300±10回
で往復運動するものとする。その運動距離は
5.00
0.
57
+
mmとし,つかみ具間の最大距離は,
10
75+mmと
する。往復運動は,一度に6個以上の試験片を同時に屈曲できる能力をもつモータ,偏心輪などによ
って行われ,往復運動によってつかみ具に保持された試験片が屈曲できる構造とする。
屈曲回数は,1往復運動を1回とし,回数計によって読み取る。
(2) 試験槽 雰囲気温度を上げて試験する場合には,試験片の取付位置付近で±2℃の温度制御が可能な試
験槽を用いる。必要があれば,空気循環器を取り付ける。
25.3.2 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,図33による。試験片は長さ140〜155mm,幅25
±1mm、中心部の溝の半径2.38±0.03mm及び厚さ6.30±0.15mmとする。
(2) 試験片の作製 試験片は,成形型を用いて作製する。
(3) 試験片の厚さ 試験片の厚さは,4.4に規定する測厚器を用い,試験片のくぼみ近くの両側の平滑な数
箇所を測定する。ただし,測厚器の加圧面の中心が試験片の縁から外部に出たままで測定してはなら
ない。
(4) 試験片の選別 試験片の表面は,平滑で,くぼみとその近くの部分に傷,その他欠陥のないものでな
ければならない。
また,試験片の厚さが試験結果に影響するため,くぼみの近くの厚さが6.30±0.15mmを超えた試
験片は除外する。
(5) 試験片の数 試験片の数は,原則として,3個とする。
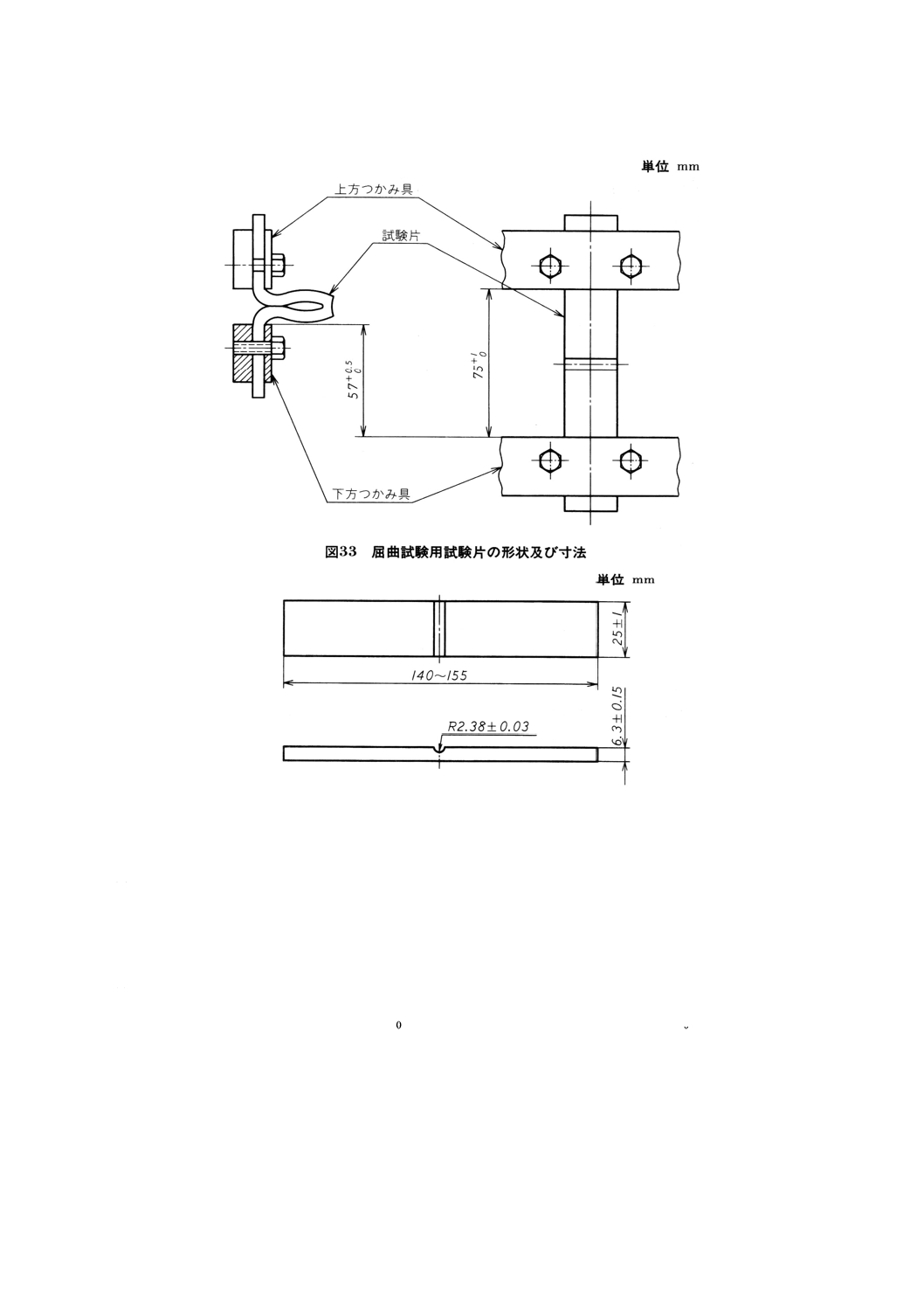
77
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図32 屈曲装置つかみ具の一例
25.3.3 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,次による。
(a) 試験室の標準状態は,4.1による。
(b) 試料及び試験片の保管は,4.2による。
(c) 試験片の標準状態は,4.2による。
(d) 試験温度は,次の中から選択する。この場合,23±2℃を標準とする。
23±2℃,40±2℃,55±2℃,70±2℃,85±2℃,100±2℃,120±2℃,150±2℃
(e) 試験片に与える屈曲速度は,毎分300±10回とする。
(f) 試験片つかみ具の運動距離は,
5.00
0.
57
+
mmとし,つかみ具間の最大距離を
10
75+mmとする。
(2) 操作方法 操作方法は,次による。
(a) 試験片の取付け つかみ具間隔を最大にし,図32に示すように,試験片のくぼみを手前にして,つ
かみ具に直角に取り付ける。つかみ具間隔が最大距離のときには,試験片が“く”の字形に曲がら
ず,垂直に保持されなければならない。このとき,試験片には余計な圧力が掛からないように保持
するとともに,両つかみ具間の中心に試験片のくぼみの中心がくるようにする。試験片相互の間隔
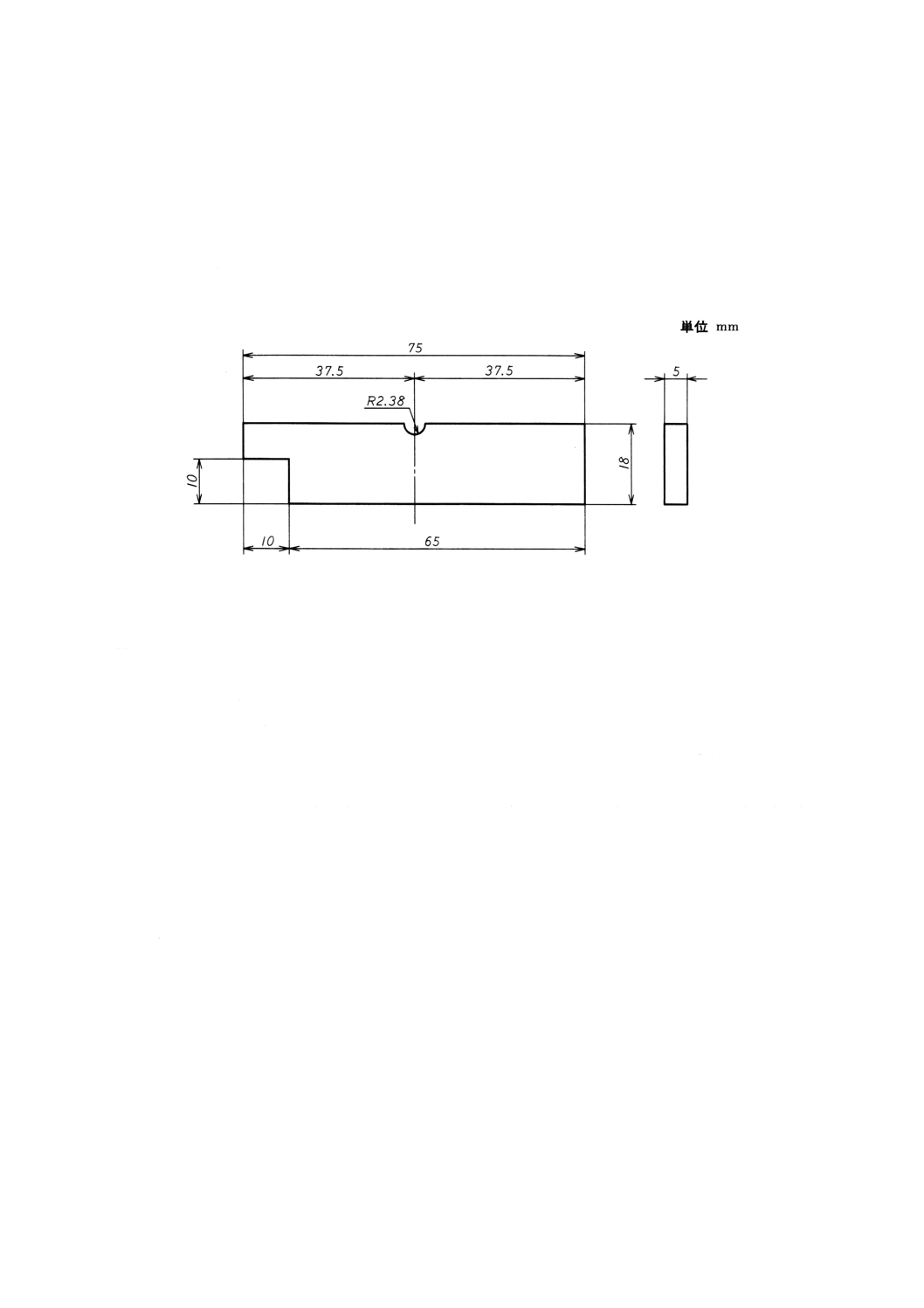
78
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,少なくとも3mmなければならない。
また,比較しようとする試験片は,できるだけ同じ試験機で,同時に試験しなければならない。
参考 図34に示す試験片取付用ゲージを用いると便利である。
(b) 試験機の運転 試験片の温度が試験温度になった後,試験機を運転し,屈曲を開始する。この場合,
試験片のくぼみ部分が必ず手前にくるように屈曲する。試験中試験片周囲に通常の室内に含まれる
以上のオゾンがあってはならない。
図34 試験片取付用ゲージの一例
(c) き裂長さ及びき裂数の測定 試験機を運転し,所定の屈曲回数に達したとき運転を止め,次によっ
て,き裂の長さ及びき裂数を測定する。
(i)
つかみ具間隔を65mmとする。
(ii)
き裂の長さは,試験片のくぼみの長軸に平行な最大き裂部分を測定する。このとき,倍率数倍の
拡大鏡を用いてノギスなどで0.1mmまで測る。
(iii) き裂数は,肉眼で数える。
(d) き裂長さ及さ及びき裂数を測定する屈曲回数 き裂長さ及びき裂数を測定する屈曲回数は,試験開
始後,試験材料,試験目的などによって適宜屈曲回数を選定する。例えば,1 000回,3 000回,5 000
回……など又はそれらの中間点で測定する。
25.3.4 試験結果のまとめ方 試験結果は,次のいずれかの方法によって評価し,原則として試験片3個の
平均値で表す。
(1) 指定された屈曲回数における級(1級から6級まで)。
(2) 各き裂の級に達するのに必要な屈曲回数,又は3級に達するのに必要な屈曲回数(40)。各き裂の級は,
き裂の長さ及びき裂数によって,次の標準尺度で比較して評価する(41)。
1級: 肉眼で“針穴”のようなき裂が見られる場合
この場合,“針穴”10個,又それ以下のとき
2級: 次のいずれかに相当する場合
(a) “針穴”が11個以上のとき
(b) “針穴”が10個以下のときでも“針穴”より大きなき裂が1個又はそれ以上あるときで,き裂長さ
が0.5mm未満のとき
3級: “針穴”が1個でも,き裂の長さが0.5mm以上,1.0mm未満のとき
4級: き裂の長さが1.0mm以上,1.5mm未満のとき
5級: き裂の長さが1.5mm以上,3.0mm未満のとき
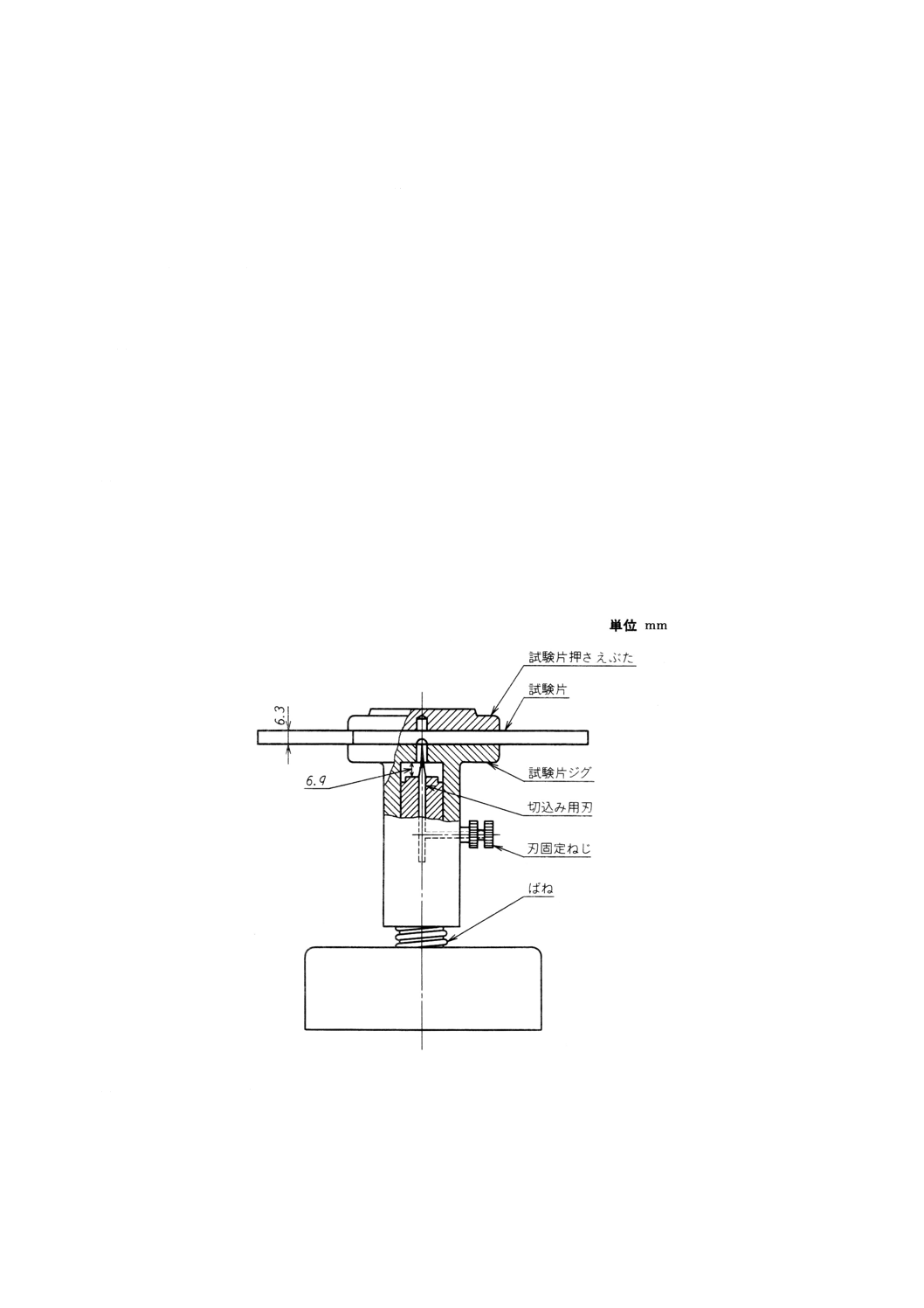
79
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6級: き裂の長さが3.0mm以上のとき
注(40) 各級に達する屈曲回数,又は3級に達する屈曲回数は,屈曲回数を横軸に取り,1〜6級の各級を
縦軸に取って各点を滑らかな曲線で結んで,グラフを描き,級に対応する屈曲回数を求めても
よい。
(41) 試験片のくぼみの両末端からのき裂発生の評価は,受渡当事者間の協定による。
25.3.5 記録 試験成績には,次の事項を記録しなければならない。
(1) き裂発生試験の成績は,次のいずれかを記録する
(a) 指定された屈曲回数における級
(b) 各き裂の級に達するのに要する屈曲回数
(c) 3級に達するのに要する屈曲回数
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) 試験温度
(6) その他必要事項
25.4 屈曲き裂成長試験
25.4.1 試験装置 25.3.1及び図35に示すような切込み器(孔開け器)で構成する。
図35 切込み器(孔開け器)の一例
25.4.2 試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片の形状及び寸法は,25.3.2の(1)による。
(2) 試験片の採取作製 試験片は,原則として次の方法によって採取作製する。
(a) 試験片は,成形型を用いて作製する。
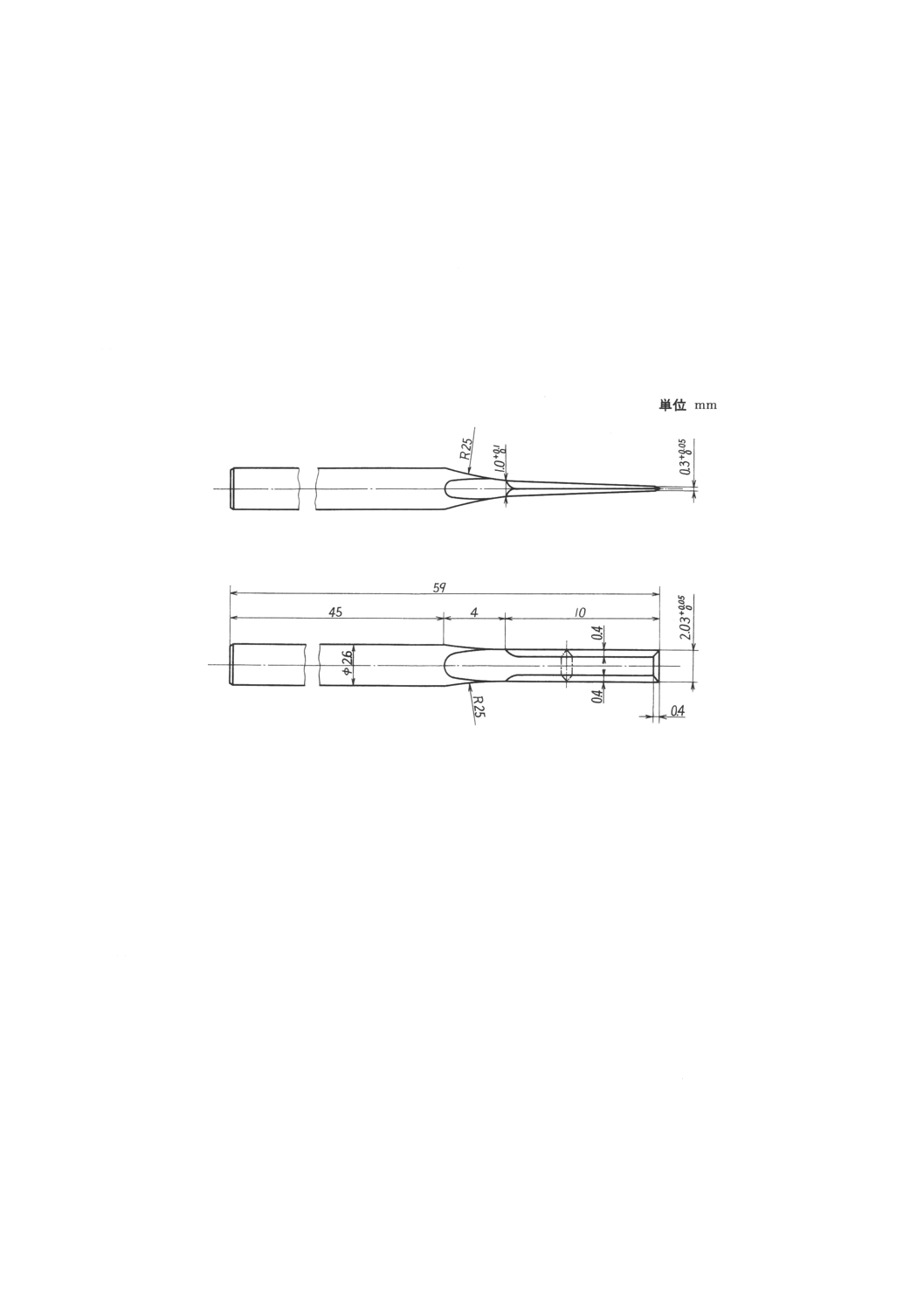
80
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) 試験片への切込みは,平らな固定台に置き,図36に示す切込み用の刃を用いて,刃の1回の挿入と
引抜きによって,試験片のくぼみの中心に垂直に切込みを付ける(42)。切込み用の刃は,試験片を貫
通して2.5〜3.0mm突き抜ける。試験片に付けられた切込みは,試験片のくぼみの長軸に平行でな
ければならない。このときの切込みの寸法をLmmとする。
注(42) 適切な湿潤剤を含んだ水で,切込み用の刃の滑りをよくしてもよい。
備考 図35に示すような切込み器を用いて簡単に,正確に切込みを付けることができる。
(3) 試験片の厚さ 試験片の厚さは,25.3.2の(3)による。
(4) 試験片の選別 試験片の選別は,25.3.2の(4)による。
(5) 試験片の数 試験片の数は,原則として3個とする。
図36 切込み用刃
25.4.3 試験方法 試験方法は,次による。
(1) 試験条件 試験条件は,25.3.3の(1)による。
(2) 操作方法 操作方法は,25.3.3の(2)による。
25.4.4 試験結果のまとめ方 試験結果は,次のいずれかの方法によって評価し,原則として試験片3個の
平均値で表す。
(1) 指定された屈曲回数におけるき裂長さ。
(2) 指定されたき裂長さに達するのに要する屈曲回数(43)。
(3) 試験のある期間中,例えば
(a) L〜L+2mm
(b) L+2〜L+6mm
(c) L+6〜L+10mm
について,1 000回当たりのき裂成長速さをmmで表す。
ここに, L: 切込みの寸法 (mm)
注(43) 屈曲回数を横軸に取り,き裂長さを縦軸に取ってその各点を滑らかな曲線で結ぶ。このグラフ
から屈曲回数又は,き裂成長速さを求めてもよい。
25.4.5 記録 試験成績には,次の事項を記録しなければならない。
(1) き裂成長試験の成績は,次のいずれかを記録する。
81
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(a) 指定された屈曲回数におけるき裂長さ。
(b) 指定されたき裂長さに達するのに要する屈曲回数。
(c) 試験のある期間中について,1 000回当たりのき裂成長速さをmmで表す。
例 5.0mm/1 000回 (2〜4mm)
(2) 試験片の形状及び寸法
(3) 試験片の採取作製方法
(4) 試験片の数
(5) 試験温度
(6) その他必要事項
付表1 引用規格
JIS B 0401 寸法公差及びはめあい
JIS B 4401 モールステーパ用リーマ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7721 引張試験機
JIS B 7733 圧縮試験機
JIS B 7751 紫外線カーボンアーク灯式耐光性及び耐候性試験機
JIS B 7753 サンシャインカーボンアーク灯式耐光性及び耐候性試験機
JIS B 7754 キセノンアークランプ式耐光性及び耐候性試験機
JIS K 2201 工業ガソリン
JIS K 6200 ゴム用語
JIS K 6253 加硫ゴムの硬さ試験方法
JIS K 6255 加硫ゴム及び熱可塑性ゴムの反発弾性試験方法
JIS K 6257 加硫ゴムの老化試験方法
JIS K 6258 加硫ゴムの浸せき試験方法
JIS K 6259 加硫ゴムのオゾン劣化試験方法
JIS K 6264 加硫ゴムの摩耗試験方法
JIS K 6350 ゴム製品分析方法
JIS K 6900 プラスチック−用語
JIS K 7204 摩耗輪によるプラスチックの摩耗試験方法
JIS K 8085 アンモニア水(試薬)
JIS K 8150 塩化ナトリウム(試薬)
JIS K 8180 塩酸(試薬)
JIS K 8355 酢酸(試薬)
JIS K 8576 水酸化ナトリウム(試薬)
JIS R 6111 人造研削材
JIS R 6251 研磨布
JIS R 6253 耐水研磨紙
JIS Z 8202 量記号,単位記号及び化学記号
82
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8203 国際単位系 (SI) 及びその使い方
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
JIS Z 8730 色の表示方法−物体色の色差
関連規格 JIS A 1415 プラスチック建築材料の促進暴露試験方法
JIS A 6021 屋根用塗膜防水材
JIS D 0205 自動車部品の耐候性試験方法
JIS K 6250 加硫ゴム及び熱可塑性ゴムの物理試験方法通則
JIS K 6251 加硫ゴムの引張試験方法
JIS K 6252 加硫ゴムの引裂試験方法
JIS K 6254 加硫ゴムの低変形における応力・ひずみ試験方法
JIS K 6256 加硫ゴムの接着試験方法
JIS K 6260 加硫ゴムの屈曲き裂試験方法
JIS K 6261 加硫ゴムの低温試験方法
JIS K 6262 加硫ゴムの永久ひずみ試験方法
JIS K 6301 加硫ゴム物理試験方法
JIS K 7212 熱可塑性プラスチックの熱老化性試験方法(オーブン法)通則
JIS K 7215 プラスチックのデュロメータ硬さ試験方法
JIS K 7311 ポリウレタン系熱可塑性エラストマーの試験方法
ASTM D 1894 Standard Test Method for Static and Kinetic Coefficients of Friction of Plastic Film
and
Sheeting
国際関連規格
ISO 34-1991 Rubber, vulcanized−Determination of tear strength (trouser, angle and crescent test
pieces)
ISO 37-1977 Rubber, vulcanized−Determination of tensile stress-strain properties
ISO 132-1983 Vulcanized rubbers−Determination of resistance to flexcracking (De Mattia type
machine)
ISO 133-1983 Rubber, vulcanized−Determination of crack growth (De Mattia)
ISO 175-1981 Plastics−Determination of the effects of liquid chemicals, including water
ISO 471-1983 Rubber−Standard temperatures, humidities and times for the conditioning and testing
of test pieces
ISO 813-1986 Rubber, vulcanized−Determination of adhesion to metal−One-plate method
ISO 815-1991 Rubber, vulcanized or thermoplastic−Determination of compression set at ambient,
elevated or low temperatures
ISO 1431-1-1989 Rubber, vulcanized or thermoplastic−Resistance to ozone cracking ; Part-1 : Static
strain test
ISO 1431-2-1989 Rubber, vulcanized or thermoplastic−Resistance to ozone cracking ; Part-2 :
Dynamic strain test
83
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 1432-1988 Rubber, vulcanized or thermoplastic−Determination of low temperature stiffening
(Gehman test)
ISO 1653-1975 Vulcanized rubbers−Determination of compression set under constant deflection at
low temperatures
ISO 1817-1985 Rubber, vulcanized−Determination of the effect of liquids
ISO 1826-1981 Rubber, vulcanized−Time-interval between vulcanization and testing−Specification
ISO 2285-1988 Rubber, vulcanized or thermoplastic−Determination of tension set at normal and high
temperatures
ISO 3383-1985 Rubber−General directions for achieving elevated or subnormal temperatures for test
purposes
ISO 4662-1986 Rubber−Determination of rebound resilience of vulcanizates
ISO 4648-1978 Rubber, vulcanized−Determination of dimensions for test pieces and products for test
purposes
ISO 4649-1985 Rubber−Determination of abrasion resistance using a rotating cylindrical drum
device
ISO 4661-1986 Rubber, vulcanized−Preparation of samples and test pieces
ISO 4892-1981 Plastics−Method of exposure to laboratory light sources
ISO 6133-1981 Rubber and plastics−Analysis of multi-peak trace obtained in determinations of tear
strength and adhesion strength
ISO 7734-1989 Rubber, vulcanized or thermoplastic−Determination of compression stress-strain
properties
ISO/DIS 868-1985 Prastic and ebonite−Determination of indentation hardness by means of a
DUROMETER (Shore Hardness)
ISO/DIS 868-1985 Plastics and ebonite−Determination of indentation hardness by means of
Durometer (Shore Hardness)
ISO/R 812-1968 Method of test for temperature limit of brittleness for vulcanized rubber
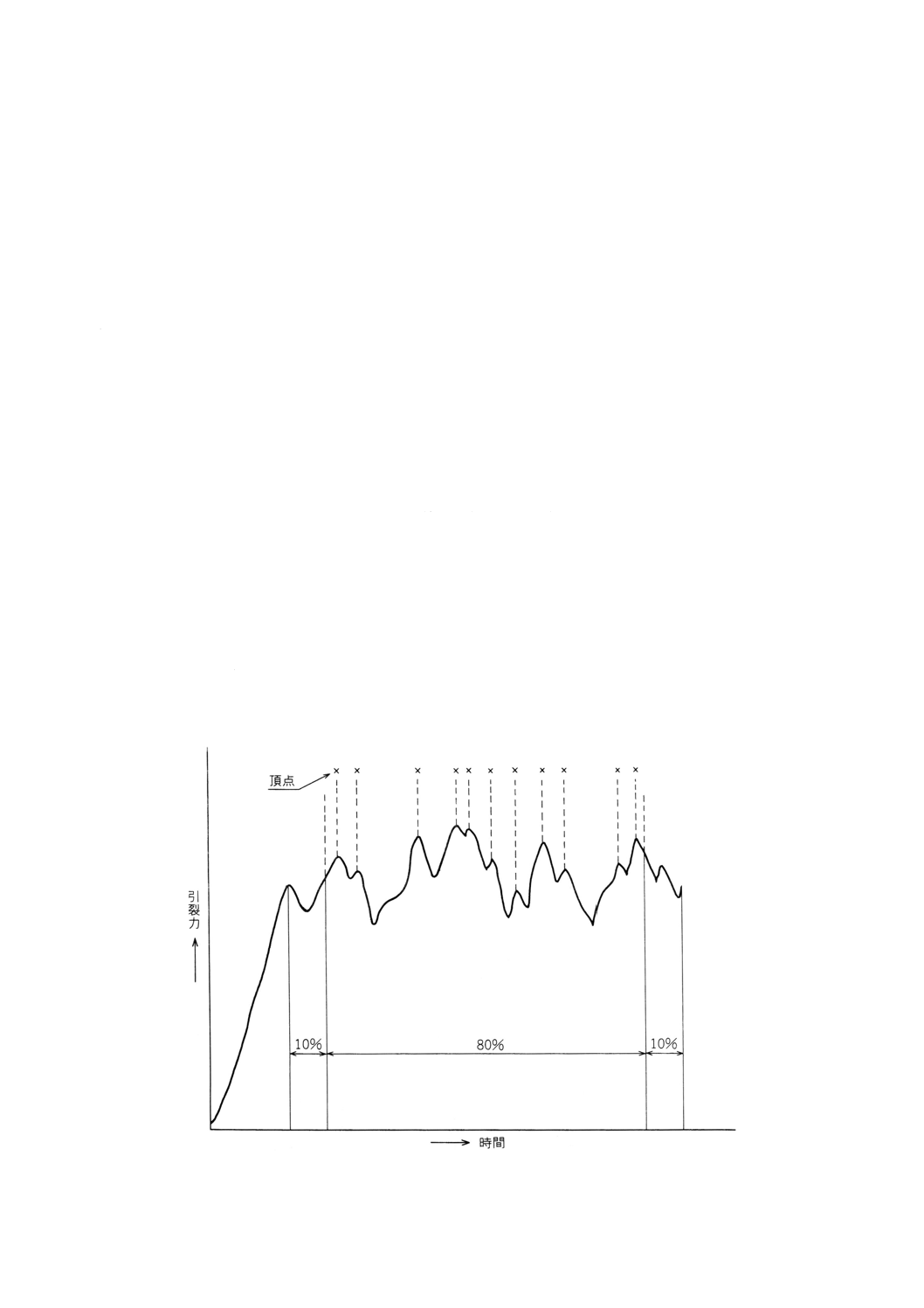
84
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 トラウザ形試験片による引裂試験における波状曲線の解析
−引裂力の求め方
1. 適用範囲 この附属書は,トラウザ形試験片による引裂試験における波状曲線の解析について規定す
る。
2. 波状曲線の解析 トラウザ形引裂試験から得られた波状曲線の解析は,次のいずれかの方法によって
行い,得られた中央値(1)を引裂力とする。
(1) 波状部の頂点(2)が5個未満の場合の解析方法。
(2) 波状部の頂点が5個以上20個以下の場合の解析方法。
(3) 波状部の頂点が20個を超えた場合の解析方法。
注(1) 中央値とは,測定値を大きさの順に並べたとき,測定値が奇数個のときはその中央に当たる値
とし,測定値が偶数個のときは中央を挟む二つの値の平均値とする。
(2) ここでの波状部の頂点とは,波状曲線の傾斜が正から負へ変化する点とする。
3. 波状部の頂点が5個未満の場合の解析方法
(1) 波状部の頂点の中央値を求める。
(2) 波状部の頂点が1個の場合には,これを中央値とする。
4. 波状部の頂点が5個以上,20個以下の場合の解析方法 附属書1図1のように,波状部の中央80%の
範囲にある頂点から中央値を求める。
附属書1図1 波状部の頂点が5個以上20個以下の場合の解析の一例
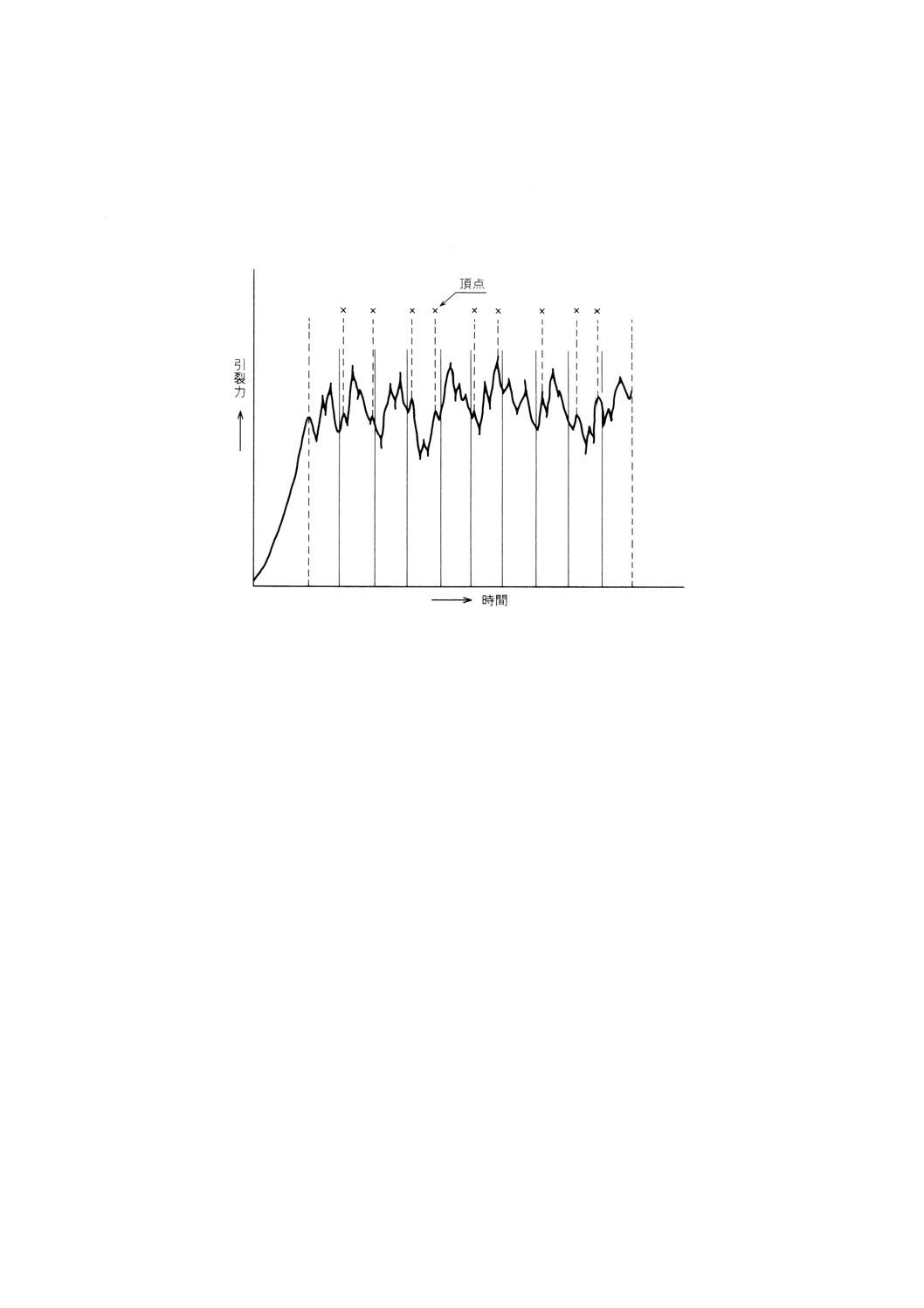
85
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 波状部の頂点が20個を超えた場合の解析方法
(1) 附属書1図2のように,波状部の最初の頂点を示す時間と試験片が切断した時間との間を時間軸上で
10等分する。10等分した9個の点で各々時間軸と垂直に線を引く。
(2) 9本の垂線に最も近い波状曲線の頂点を選び,選ばれた9個の頂点から中央値を求める。
附属書1図2 波状部の頂点が20個を超えた場合の解析の一例
86
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 スプリング硬さ試験タイプC試験方法
1. 適用範囲 この附属書は,スプリング硬さ試験におけるタイプCの試験方法について規定する。
参考 この試験方法の原典は,社団法人日本ゴム協会編;日本ゴム協会標準規格SRIS 0101(膨張ゴ
ムの物理試験方法)である。
2. 試験片 試験片の厚さは,10mm以上とする。ただし10mm未満のものは,積み重ねてできるだけ10mm
以上にする。
なお,試験片の測定面は,少なくとも試験機の加圧面以上の大きさのもので,試験片の表面が平滑でな
いものは平滑になるように研磨する。
3. 試験機 試験機は,附属書2図1に示すようなスプリング硬さ試験機を用いる。試験機は,試験片の
表面に試験機の加圧面(1)を密着させたとき,加圧面の中心の孔からばね圧力(2)で突き出ている押針(3)が,
試験片によって押し戻される距離を硬さとして目盛(4)に示す構造のものとする。
試験機は,少なくとも3か月ごとに検査しなければならない。
注(1) 加圧面は,押針に垂直な平面で,附属書2図2に示すような押針を通す孔をもち,幅約14mm,長
さ約50mmの長方形である。
(2) 目盛及び押針の動きとばねの力との関係を示す基準線は,附属書2図3のとおりとし,その許
容差は,±80mN {±8gf} とする。
また,押針の動きと指針の動きとの間には遊びがあってはならない。
(3) 押針の材質は,摩耗しにくく,かつ,さび(錆)にくいもので,その形状及び寸法は,附属書
2図2に示すとおりとする。
また,押針は,加圧面の孔の中心に正しく取り付け,目盛0のとき針先は加圧面から
005
.0
54
.2
−
mmだけ突き出ていて,目盛100のときは加圧面と同一平面上になければならない。
(4) 目盛は,0〜100の間を等間隔に分割する。
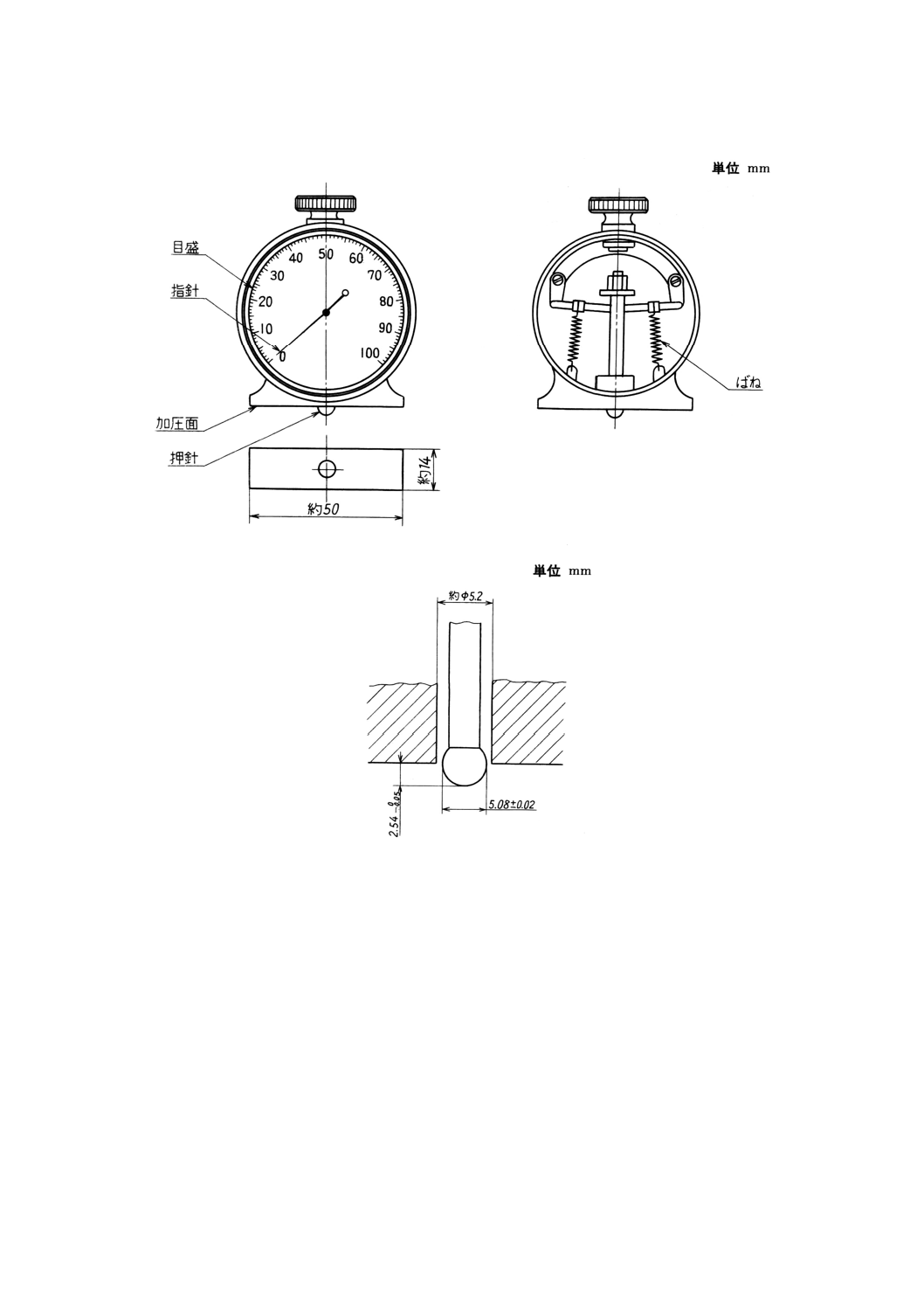
87
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図1 タイプC硬さ試験機の一例
附属書2図2 押針先端の形状及び寸法
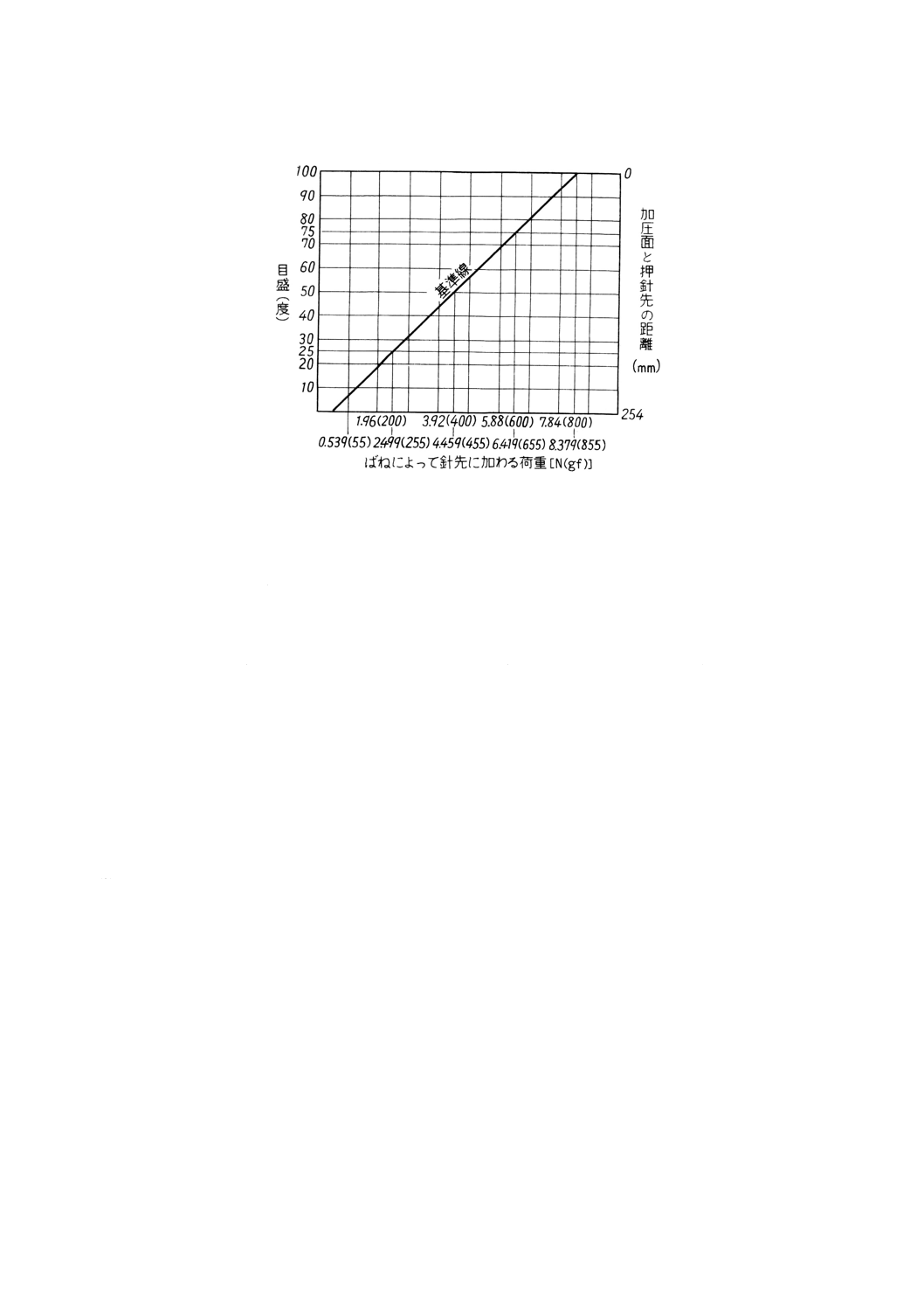
88
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図3 基準線
4. 試験方法 試験機を垂直に保持することができる適切な補助装置に取り付け,押針が試験片の測定面
に垂直になるように,約1N{約1kgf}の力で加圧面を密着させ,直ちに目盛を読み,その試験片の硬さ
を求める。加圧面を密着させてから一定時間後に目盛を読む場合は,その時間を記録しなければならない。
測定点数は,5点とし,押針の接触点が6mm以上離れた位置で5回測定する。
5. 試験結果のまとめ方 試験結果は,5回の測定値の中央値に,試験の種類を付して表す。
また,加圧面が密着してから一定時間後の値を読んだ場合は,その時間(秒)を“/”を付して硬さの
後に記録する。
例1. HsC60:タイプC硬さ試験で,加圧面が密着した直後の硬さの読みが60であることを示す。
例2. HsC55/30:タイプC硬さ試験で,加圧面が密着してから30秒後の硬さの読みが55であることを
示す。
6. 記録 試験成績には,次の事項を記録しなければならない。
(1) 試験結果
(2) 試験片の形状及び寸法(積み重ねた場合は,その枚数及び厚さ)
(3) 試験片の採取作製方法
(4) その他必要事項
89
K7312-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7312原案作成委員会 構成表
氏名
所属
(委員長)
○ 大 石 不二夫
神奈川大学理学部
○ 粷 谷 信 三
京都工芸繊維大学工芸学部
田 中 正 躬
通商産業省基礎産業局
地 崎 修
工業技術院標準部
黒 木 勝 也
財団法人日本規格協会
○ 秋 葉 光 雄
財団法人化学品検査協会
○ 水 谷 壽
株式会社東洋精機製作所
○ 道 口 義 男
株式会社金陽社
○ 段 塚 彬 男
東海ゴム工業株式会社
○ 木 下 紘 治
バンドー化学株式会社
○ 濱 中 剛
株式会社ブリヂストン
○ 前 名 幸 雄
ポリウレタン化成株式会社
○ 松 尾 唯 男
三ツ星ベルト株式会社
○ 岩 倉 光 春
横浜ゴム株式会社
○ 小柳津 善二郎
イハラケミカル工業株式会社
○ 田 村 裕 司
大日本インキ化学工業株式会社
○ 松 浦 義 勝
武田薬品工業株式会社
○ 川 口 義 彦
東京材料株式会社
○ 矢 野 哲 祥 日本ポリウレタン工業株式会社
○ 鈴 木 博
三井東圧化学株式会社
(事務局)
○ 田 村 正 勝
日本プラスチック工業連盟
備考 ○印は,小委員会委員