2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7197-1991
プラスチックの熱機械分析
による線膨脹率試験方法
Testing method for linear thermal expansion coefficient
of plastics by thermomechanical analysis
1. 適用範囲 この規格は,熱機械分析(以下,TMAという。)によってプラスチックの固体状態での平
均線膨脹率を求める方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7502 外側マイクロメータ
JIS K 6900 プラスチック用語
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS Z 8401 数値の丸め方
2. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,
参考値である。
関連規格 JIS K 6911 熱硬化性プラスチック一般試験方法
JIS R 2207 耐火れんがの熱間線膨張率の試験方法
JIS R 2577 高アルミナ質及び粘土質プラスチック耐火物の熱間線膨張率の試験方法
JIS R 3102 ガラスの平均線膨張係数の試験方法
JIS Z 8203 国際単位系 (SI) 及びその使い方
ASTM D 696 Standard test method for coefficient of linear thermal expansion of plastics
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6900によるほか,次のとおりとする。
(1) TMA 物質の温度を,調整されたプログラムに従って変化させながら,非振動的な荷重のもとで,物
質の変形を温度又は時間の関数として測定する方法。
(2) TMA曲線 TMAにおいて,横軸に温度又は時間を取り,縦軸に変形量を取って描かれる曲線。
(3) 平均線膨脹率 ある温度T1とT2との間の平均の線膨脹率。このときの代表温度は
2
)
(
2
1T
T+とする。
3. 試験片の状態調節 試験片は,原則として試験前にJIS K 7100の標準温度状態2級及び標準湿度状態
2級[温度23±2℃及び相対湿度 (50±5) %]において24時間以上状態調節し,次いで,成形加工時のひ
ずみの除去,脱水及び脱気処理を行うために,試験前に測定最高温度において,少なくとも48時間保持す
る。ただし,受渡当事者間の協定によってこれ以外の方法によってもよい。
2
K 7197-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
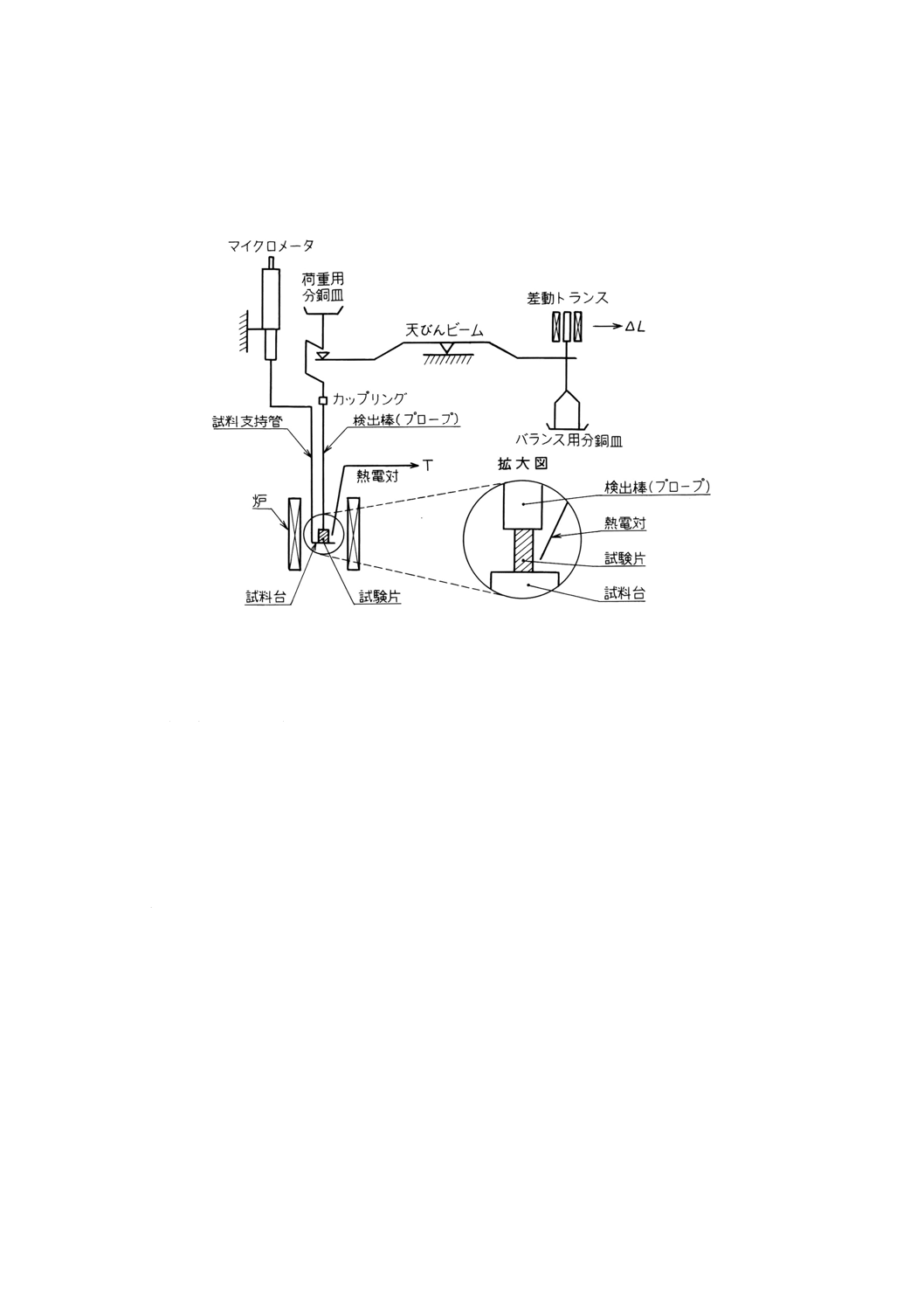
4. 装置 TMA装置は,圧縮モードでの測定が可能で,試験片の周りは,一定の雰囲気(1)に保つことがで
き,試験片の温度を一定の速度[例:毎分5℃で昇温できるもの(図1参照)]。
注(1) 乾燥空気,窒素,不活性ガスなどを用いるとよい。
図1 熱機械分析 (TMA) 装置の天びん構造の一例
5. 試験片 試験片の標準寸法は,長さ10mm,直径又は一辺の長さが約5mmの円柱状又は角柱状とする。
この場合,試験片の両端の平行度は±0.025mmとする。ただし,受渡当事者間の協定によって,これ以外
の寸法の試験片を用いることができる。
また,試験片の数は,3個とする。
6. 装置の校正
6.1
変位の校正 変位の校正は,JIS B 7502に規定する外側マイクロメータ又は装置に附属しているマ
イクロメータを用いて,変位検出器の感度校正を定期的に行う。
6.2
温度の校正 温度の校正は,表1に示す純度99.9%以上の温度校正用金属又はあらかじめ融点が分
かっている純物質(以下,温度校正用物質という。)を2種類用いて行う。温度校正用物質の厚さは約0.1mm
とし,力0.5±0.01N {50±1gf} を加え,実際の試験条件と同一の加熱速度及びガス流量で昇温して,温度
校正用物質の融解に伴い変形を起こす温度を測定し,校正する。使用する温度校正用物質は,試験片の測
定最高温度に最も近い高温側に融点をもつものと,測定最低温度に最も近い低温側に融点をもつものの2
種類とする。
ただし,測定最高温度が温度校正用物質の融点より低い場合には,最も低い融点の温度校正用物質(例
えば,インジウム)を1種類(2)だけ使用し,測定最低温度が温度校正用物質の融点より高い場合には,最
も高い2種類の温度校正用物質(例えば,亜鉛と鉛)を使用する。
注(2) 現状では,この試験方法に適用できるより低温側の温度校正用物質が見当たらないので,もう
一点の校正温度は,0℃を用いる。
3
K 7197-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 温度校正用金属及び融点
単位 ℃
金属名
融点
インジウム
156.4
すず
231.9
鉛
327.4
亜鉛
419.5
7. 操作 操作は,次のとおり行う。
(1) 試験片,検出棒及び試料台の表面を清浄にして,試験片を直立させ,できる限り試料台に密着させて
置く。
(2) 力を加えない状態で検出棒を試験片の中央に置く。検出棒の先端に加わる力は,約4±0.1kPa{約40
±1gf/cm2}とするが,測定温度範囲内で軟化による測定値の影響が小さい場合は,この限りではない。
(3) 試験片の周囲雰囲気は,乾燥空気(水分0.1w/w%以下)又は窒素(水分0.001w/w%以下,酸素0.001w/w%
以下)を用い,毎分50〜100mlの範囲で一定の流速に保つ。ただし,受渡当事者間の協定によって,
他の周囲雰囲気を用いることができる。
(4) 温度の上昇速度は,毎分5℃以下とする。
(5) 測定の感度は,測温範囲内で予想最大変位に最も近くて,それより大きい変位量が測定できるように
選ぶ。記録は,記録紙の幅の50〜80%の範囲に変位の全過程が記録できるように設定する。
(6) 測定は,室温において検出棒の先端に静かに荷重を加え,温度を上昇させながら,試験片の変位の全
過程を記録する。
(7) 測定は,異なる試験片について3回繰り返す。
(8) 試験片と同じ長さの線膨脹率があらかじめ分かっている長さ校正用の標準試験片を,実際の試験と同
じ温度範囲及び測定条件で,変化量を測定する。
なお,この測定は,試験片と長さ校正用の標準試験片とを同時に測定する方式の装置では,行う必
要はない。
8. 平均線膨脹率の求め方 測定温度範囲 (T1〜T2) における試験片の平均線膨脹率は,次の式によって算
出する。
f
T
T
L
L
L
Re
1
2
0
fm
Re
spm
SP
)
(
α
α
+
−
×
−⊿
⊿
=
ここに,
αsp: 平均線膨脹率 (℃−1)
L0: 室温での試験片の長さ (μm)
T1: 平均線膨脹率を求める低温側温度 (℃)
T2: 平均線膨脹率を求める高温側温度 (℃)
⊿Lspm: 試験片についてのT1のときの長さとT2のときの長さの
差[(T2のときの長さ)−(T1のときの長さ)]の測定値
(μm)
⊿LRefm: 長さ校正用の標準試験片についてのT1のときの長さと
T2のときの長さの差[(T2のときの長さ)−(T1のとき
の長さ)]の測定値 (μm)
αRef: 長さ校正用の標準試験片のT1−T2間での平均線膨脹率の
計算値 (℃−1)
4
K 7197-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 試験片と長さ校正用の標準試験片を同時に測定する方式の装置では,上式で⊿LRefm=0とする。
9. 数値の丸め方 代表温度は,個々に小数点1けたまで算出し,その平均値をJIS Z 8401によって整数
位に丸める。線膨脹率は個々に10−7のけたまで算出して,その平均値をJIS Z 8401によって10−6のけた
に丸める。
10. 報告 報告には,必要に応じて次の事項を記入する。
(1) 試験した材料の種類,作製方法,加工条件
(2) 試験機の形式
(3) 検出棒の形状及び寸法
(4) 試験片の寸法
(5) 試験片の状態調節
(6) 周囲雰囲気の種類及び流入速度
(7) 温度の校正に用いた物質とその測定値
(8) 測定に用いた長さ校正用の標準試験片の種類
(9) 線膨脹率を測定した温度範囲及び代表温度
(10) 平均線膨脹率及びその標準偏差並びに3個の試験片個々の平均線膨脹率
(11) 測定した膨脹曲線
(12) 試験年月日
(13) この規格の規定に合致しない事項,又は当事者間で協定した事項
(14) その他特記すべき事項
5
K 7197-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
高機能性高分子材料本委員会 構成表
氏名
所属
(委員長)
今 井 秀 孝
工業技術院計量研究所
中 島 邦 夫
通商産業省基礎産業局
服 部 和 良
通商産業省基礎産業局
細 川 幹 夫
工業技術院標準部
溝 口 敬 信
工業技術院製品科学研究所
北 野 武
工業技術院繊維高分子材料研究所
中 山 和 郎
工業技術院繊維高分子材料研究所
金 子 剛
財団法人日本電気用品試験所
大 石 不二夫
財団法人鉄道総合技術研究所
奈 良 茂 男
日本電信電話株式会社
冠 木 公 明
株式会社東芝
矢 田 公太郎
ミノルタカメラ株式会社
高 掘 恭 雄
株式会社本田技術研究所
市 原 祥 次
三菱油化株式会社
山 田 三郎衛
旭化成工業株式会社
中 島 紘 一
三菱化成株式会社
(草野裕志,横山隆志) 三菱化成株式会社
北 中 實
東レ株式会社
高 野 菊 雄
ポリプラスチックス株式会社
竹 内 晟
宇部興産株式会社
(奥 田 一 成)
宇部興産株式会社
根 岸 春 雄
帝人株式会社
伊 藤 暢 厚
昭和電工株式会社
土 井 浩
積水化学工業株式会社
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
日 塔 光 輝
財団法人高分子素材センター
機械的・物理的試験方法分科会 構成表
氏名
所属
(分科会長)
中 山 和 郎
工業技術院繊維高分子材料研究所
今 井 秀 孝
工業技術院計量研究所(平成2年3月まで分科会長)
池 田 喜 好
工業技術院標準部(平成元年3月まで)
西 村 正 美
工業技術院標準部(平成元年4月から)
渡 辺 真
工業技術院機械技術研究所
岡 路 正 博
工業技術院計量研究所
近 藤 春 樹
工業技術院大阪工業技術試験所
前 田 正 彦
昭和電工株式会社
市 原 祥 次
三菱油化株式会社
(中 川 英 昭) 三菱油化株式会社
矢 田 公太郎
ミノルタカメラ株式会社
沖 野 孝 之
株式会社島津製作所
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
日 塔 光 輝
財団法人高分子素材センター