K 7137-2 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13000-2 : 1997 (Plastics−
Polytetrafluoroethylene (PTFE) semi-finished products−Part 2 : Preparation of test specimens and determination of
properties) を基礎として用いた。
JIS K 7137-2には,次に示す附属書がある。
附属書1(規定) 薄い固体電気絶縁材料の保証電圧試験方法
附属書2(規定) プラスチックの変形のための試験方法
附属書A(参考) PTFE素材の試験に関連する規格
JIS K 7137には,次に示す部編成がある。
第1部:要求及び分類
第2部:試験片の作り方及び諸物性の求め方
K 7137-2 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 試料の採取方法 ··············································································································· 2
5. 試験片の作り方 ··············································································································· 2
6. PTFE素材の試験方法 ······································································································· 3
6.1 概要 ···························································································································· 3
6.2 寸法 ···························································································································· 3
6.3 引張特性 ······················································································································ 3
6.4 密度 ···························································································································· 6
6.5 300℃における質量損失 ··································································································· 7
6.6 寸法安定性 一般的方法·································································································· 7
6.7 寸法安定性 パイプの幾何学的安定性及び寸法安定性に関する特別な方法 ································ 7
6.8 電気的特性 ··················································································································· 8
6.9 硬さ ···························································································································· 8
6.10 色調 ··························································································································· 8
6.11 放射線透過試験 ············································································································ 8
6.12 環境応力き裂 (ESC) ······································································································ 8
6.13 荷重変形 ····················································································································· 8
附属書1(規定) 薄い固体電気絶縁材料の保証電圧試験方法 ······················································ 9
附属書2(規定) プラスチックの変形のための試験方法 ··························································· 12
附属書A(参考) PTFE素材の試験に関連する規格 ·································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7137-2 : 2001
プラスチック−ポリテトラフル
オロエチレン (PTFE) 素材−
第2部:試験片の作り方及び
諸物性の求め方
Plastics−Polytetrafluoroethylene (PTFE) semi-finished products−
Part 2 : Preparation of test specimens and determination of properties
序文 この規格は,1997年に第1版として発行されたISO 13000-2, Plastics−Polytetrafluoroethylene (PTFE)
semi-finished products−Part 2 : Preparation of test specimens and determination of propertiesを翻訳し,技術的内
容を変更して作成した日本工業規格である。
ただし,保証電圧試験 (6.8.2) 及び変形試験 (6.10) の内容を,附属書1及び附属書2として規定している。
なお,この規格で,点線の下線を施している箇所は原国際規格にはない事項である。
警告 この規格は,危険な材料,操作方法及び装置を含んでいる場合がある。
この規格は,その使用によって生じるすべての安全性の問題に対しては言及してはいない。適切な安全と
健康上の事項,そして使用時における規制上の制限の適用などは,すべてこの規格を使用する者の責任で
ある。
1. 適用範囲 この規格は,PTFEの試験片の作り方及びPTFE素材に要求される測定方法について規定す
る。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成
するものであって,その後の改正版,追補には適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
備考 ISO 3611 : 1978, Micrometer calipers for external measurementが,この規格と対応している。
JIS C 2110 固体電気絶縁材料の絶縁耐力の試験方法
備考 IEC 60243-1 : 1998, Methods of test for electric strength of solid insulating material−Part 1 : Tests
at power frequenciesが,この規格と対応している。
JIS K 6900 プラスチック−用語
備考 ISO 472 : 1988, Amendment 1 : 1993, Terms relating to individual macromolecules, their assemblies,
2
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
dilute polymer solutions and crystalline polymersが,この規格と一致している。
JIS K 6935-1 プラスチック−ふっ素ポリマーのディスパージョン,成形用材料及び押出用材料−第1
部:分類の体系と仕様作成のための基準
備考 ISO 12086-1 : 1995, Plastics−Fluoropolymer dispersions and moulding extrusion materials−Part
1 : Designation system and basis for specificationsが,この規格と一致している。
JIS K 7112 プラスチック−非発泡プラスチックの密度及び比重の測定方法
備考 ISO 1183 : 1987, Plastics−Methods for determining the density and relative density of non-cellular
plasticsが,この規格と対応している。
JIS K 7161 プラスチック−引張特性の試験方法 第1部:通則
備考 ISO 527-1 : 1993, Plastics−Determination of tensile properties−Part 1 : General principlesが,この
規格と一致している。
JIS K 7162 プラスチック−引張特性の試験方法 第2部:型成形,押出成形及び注型プラスチック
の試験条件
備考 ISO 527-2 : 1993, Plastics−Determination of tensile properties̲Part 2 : Test conditions for moulding
and extrusion plasticsが,この規格と一致している。
JIS K 7215 プラスチックのデュロメータ硬さ試験方法
備考 ISO 868 : 1985, Plastics and ebonite−Determination of indentation hardness by means of a
durometer (Shore hardness) が,この規格と対応している。
ISO 243-2 : 1990 Method of test for dielectric strength of solid insulating materials−Part 2 : Additional
requirements for tests using direct voltage
ISO 527-3 : 1995 Plastics−Determination of tensile properties−Part 3 : Test conditions for films and sheets
ISO 842 : 1984 Raw materials for paints and varnishes−Sampling
ISO 1923 : 1981 Cellular plastics and rubbers−Determination of linear dimensions
ISO 2039 : 1993 Plastics−Determination of hardness−Part 1 : Ball indentataion method
ISO 4599 : 1986 Plastics−Determination of resistance to environmental stress cracking (ESC) Bent strip
method
ISO 4600 : 1992 Determination of environmental stress cracking (ESC) −Ball or pin impression method
ISO 5579 : 1998 Non-destructive testing−Radiographic examination of metallic materials by X-and gamma
rays−Basic rules
CIE Publication 15.2 : 1986, Colorimetry
3. 定義 JIS K 6900及びJIS K 6935-1による。
4. 試料の採取方法 素材から試料を採取する方法の詳細は,それぞれの材料に特有な物理的形状によっ
て大きく影響される。可能な限り常にISO 842に準じて試料を採取することが望ましい。
なお適切に統計処理をした試料採取を代用することは可能である。
5. 試験片の作り方 試験に使う試験片は,未処理の素材を機械加工して作る。したがって,他の成形加
工法を用いて素材を試験片にしてはならない。適切な試験片の作り方は,ISO 842に準じる。特例として,
概要又は測定法で言及される特殊な方法で行うことはある。
3
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. PTFE素材の試験方法
6.1
概要 規格で要求されている物性は,この規格に引用されている規格又はこの規格の方法に従って
測定する。密度,引張特性,硬さ及び電気特性の測定については,試験片を23±2℃雰囲気下で4時間以
上状態調節する。他の試験では状態調節をする必要はない。PTFE素材の試験に関係する規格のリストを,
附属書C(参考)に記載する。
6.2
寸法 寸法は,ISO 1923に示された発泡プラスチックの試験方法によって測定する。
6.3
引張特性
6.3.1
引張試験片
6.3.1.1
概要 試験片の適切な形状は,6.3.1.2〜6.3.1.5の中から選ぶ。最低3個の試験片を準備して,3
個の試験片を試験する。
参考 丸棒又はチューブから6.3.1.2に従って作製した試験片は,6.3.1.3に従って同一の素材から作製
した試験片と近似の試験結果を与える。
押出素材を試験する場合は,試験片は押出し方向に平行に切り出し,異なる断面の異なる角度から採取
する。
切削テープ,切削シート又は各種フィルムを試験する場合には,試験片はビレットを成形するときの加
圧方向と垂直に切り出す。方向が分からない場合には,角度がそれぞれ90°異なる二組の試験片を準備し
て試験する。一般に加圧軸に対して垂直方向が示す値の大きい組から平均値を算出する。PTFE製品では,
マイクロダンベル状試験片が最も一般的である。
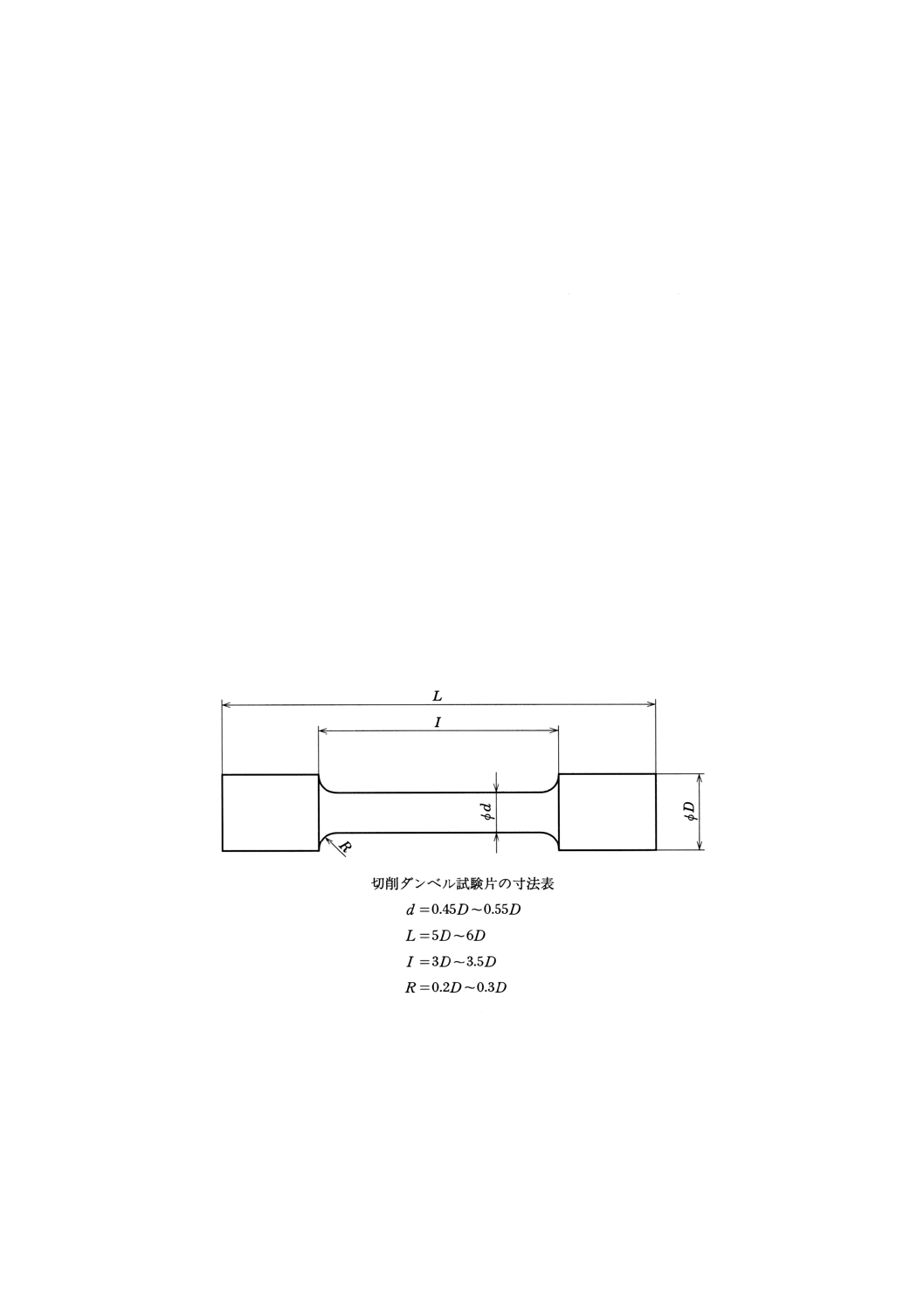
6.3.1.2
ダンベル試験片 試験片は,図1に示した形状及び寸法比率になるよう加工しなければならない。
最大外径 (D) は,7±0.5mm, 10±0.5mm又は20±0.5mmにしなければならない。
図1 引張試験用ダンベル試験片
4
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
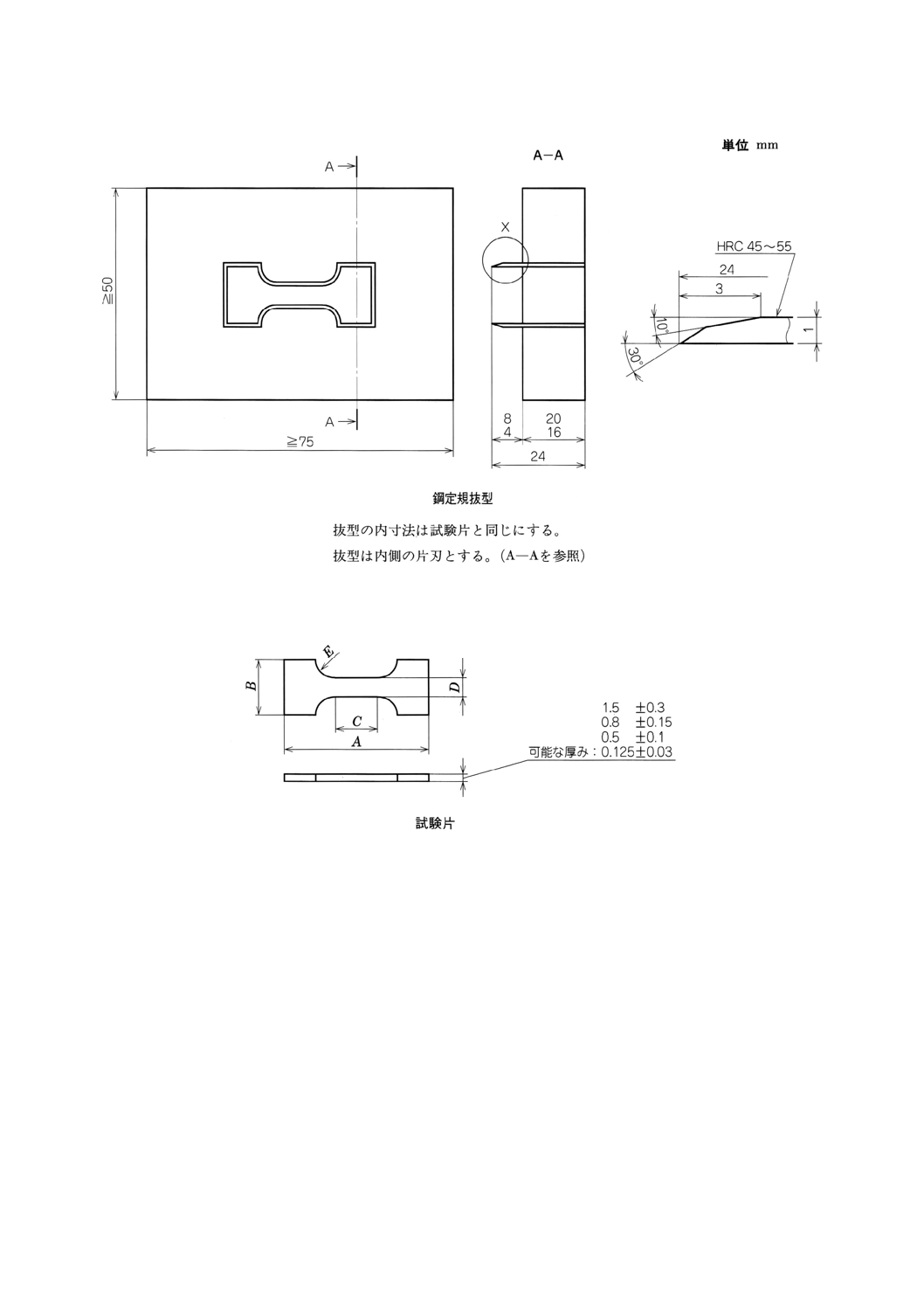
6.3.1.3
マイクロダンベル状試験片 試料は,厚さが1.5〜2.5mmのシート又はディスクに機械加工する
か、又は旋盤でリング状に切削したものを切り開いて,平らにしたシートを得る。図2に示す形状及び表
1に示すマイクロダンベルの寸法に合わせた試験片は,シングルストロークプレス及び適切なナイフエッ
ジ抜型を用いて,シート又はディスクから打ち抜く。いずれの試験片においても,幅の狭い平行部分の厚
さが,平均値の2%以上外れてはならない。試験片を打ち抜く場合には,硬い平板の上に滑らかな表面を
した少し柔らかい物(例えば革,ゴム又は高級厚紙)を重ねて,その上にシートを置く。抜型の刃は,鋭
利で欠けその他の外観的な欠点がないものを使用する。厚さが0.125〜3.0mmの薄いシート及び切削テー
プの場合は,受け取ったままの材料から試験片を打ち抜く。
表1 ダンベル試験片の寸法
単位 mm
打抜きダンベル
(図2)
大形ダンベル
(図3)
A 全長,最小値
38
115
B 両端の幅,最小値
15
25±1
C 狭い平行部分の長さ
12±0.5
33±2
D 狭い平行部分の幅
5±0.25
6±0.4
E 小半径
5±0.5
14±1
F 大半径
25±2
5
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 引張試験用打抜ダンベル(タイプA)
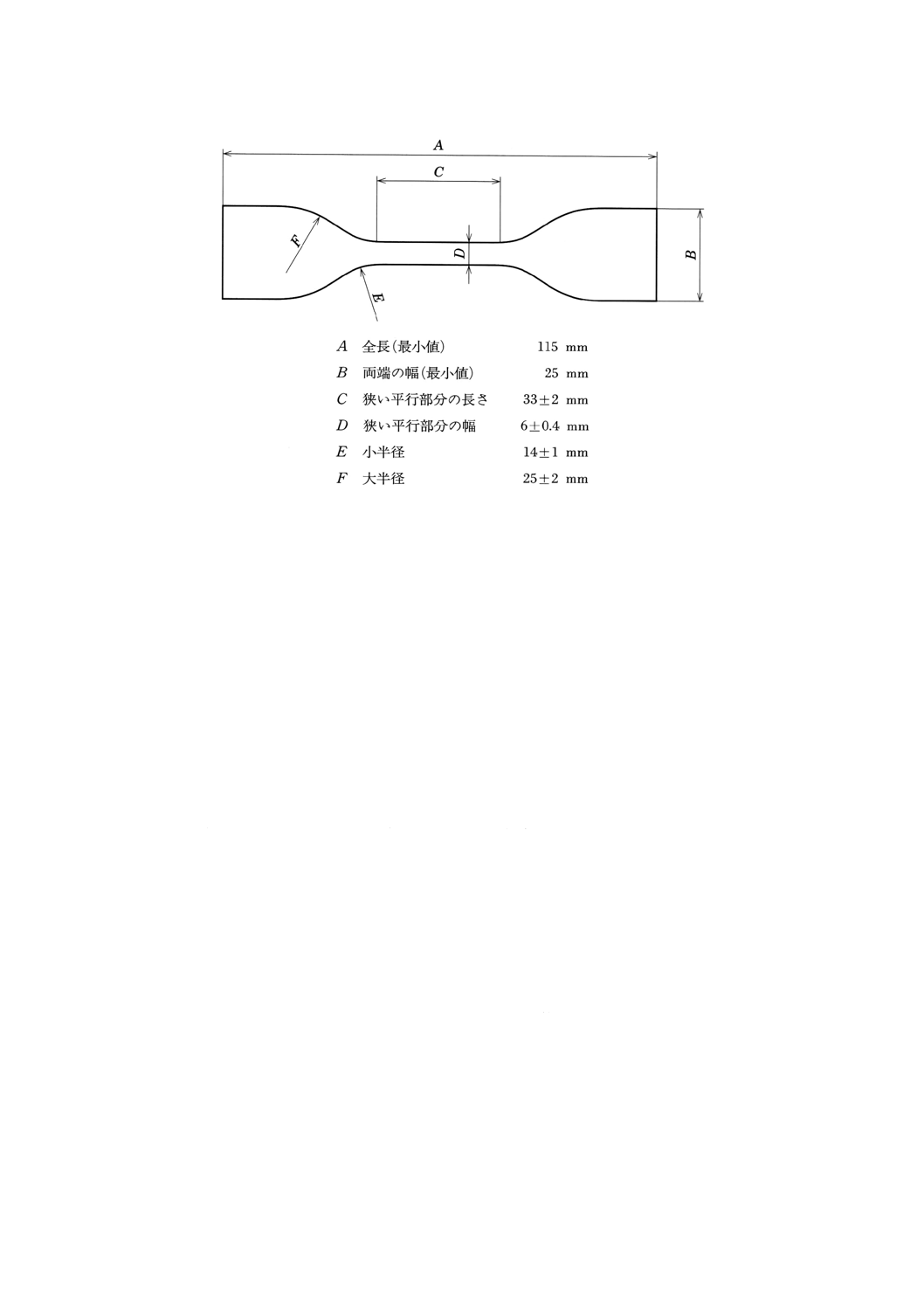
6.3.1.4
薄い又は狭いテープ及び内径が7.0mm以下の細いチューブから作製された試験片 幅25mm以
上で厚さが0.1mm以下の薄いテープを試験する場合の試験片は,25mm幅の平行線に沿ってスリットし,
試験機のチャック部に合う適切な長さのものを使用する。一方,図3に示す形状及び表1に示す大形ダン
ベルの寸法は,6.3.1.3に規定する方法によって打ち抜いたものである。いずれの試験片においても,幅の
狭い平行部分の厚さは,平均値の2%以上外れてはならない。幅25mm以下のテープの場合には,全幅を
もって試験する。外径7mm以下のチューブの場合には,スリット及びスリットチューブの平たん化の機
械加工をせずに製造されたもので試験する。
6
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 引張試験用大形ダンベル試験片(タイプB)
6.3.1.5
小径の丸棒から作製された試験片 直径7mm以下の丸棒を試験する場合の試験片は,試験部分
の長さ25〜30mmの直径を15%以上削って細くしたものを使用するか,又は受け取ったままの丸棒を
100mmの長さに切断したものを使用する。この直径を細くすることによって,チャック部分で破損するこ
ともなく試験機への固定も容易になる。
6.3.1.6
試験片のマーキング 目視によって伸びの測定を行う場合には,試験片に付けた二つのマークの
間を標線間距離とする。マークの片側に固定した定規によって,伸びが破断点に達するまで測定を続ける。
6.3.1.2, 6.3.1.3又は6.3.1.5に定められた形の試験片にマーキングする前に,目の細かいサンドペーパーで機
械加工及び打抜きのあとを軽く磨いて取り除く。伸びの目視測定に用いる試験片は,傷つけないように注
意して10〜25mm間隔(マイクロダンベル状試験片では15〜20mm)で中心からほぼ等距離にマークする。
マーキングの手段は試験中の材料に有害な影響を与えず,可能な限り細いマークでなければならない。ま
た,試験片の標線に引っかききず及び打こんを付けてはならない。
6.3.2
手順 前述の試験片を用いない場合,JIS K 7161,及びJIS K 7162に規定されている方法に従って
引張特性を測定する。6.3.1.4及び6.3.1.5の試験片においては,初期チャック間距離を10〜25mmの標線間
距離の2倍以上に,引張速度を50±5mm/minにする。試験片は,各チャックで同じ長さに固定する。記録
紙上で破断点から時間軸へ垂線を降ろし,垂線の根元から荷重−時間曲線の始点までの距離を測って,破
断時の伸びを測定する。任意に,伸び計が伸び測定に用いられる。試験中に記録された標線間距離の最大
値を元の標線間距離で除して,各試験片の破壊時の伸びを計算する。クロスヘッド速度とチャート速度が
同じでない場合には,時間軸の倍率を修正する。試験中に記録された最大荷重(N:ニュートン)を試験
片の初期平均断面積 (mm2) で除して,各試験片の引張強さを計算する。結果はMPaで記録する。
6.4
密度 素材から2個の試験片を切出し,JIS K 7112に従って試験する。D法を用いる場合には,管
内の溶液は表で指定され,かつ,試験されるPTFEに対して適切な直線こう配をもつものが望ましい。密
度が算出できる特別なプログラムをもつ特別なはかりなどの最新の装置を用いてもよい(最新の装置とは,
水の密度及び水の温度,並びに試験片の温度の値を取り込めるもの。)。
備考 高感度の温度計(例えば,±0.1℃が読み取れる。)を用いて22℃〜25℃の範囲で,調節できる
7
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
液体中で測定すれば(A法),PTFEの密度測定において温度の影響を最小にできる。そして密
度の値を,関係式によって23±2℃のときの値に補正する。
Dc=Dm+ (Tm−23) ×0.000 52
ここに, Dcは23±2℃のときの補正された密度であり,Dmは密度の測定値であ
り,Tmは測定時の温度である。
6.5
300℃における質量損失 1mgの精度で,10gの素材をひょう量する。ひょう量した試験片を,300
±5℃のエアーオーブン中で6時間加熱する。試験片をデシケーター中で冷却し,再度ひょう量する。元の
質量に対する百分率 (%) で質量損失を記録する。加熱後の試験片を確認し,溶融のこん跡を記録する。
6.6
寸法安定性 一般的方法
6.6.1
装置
6.6.1.1
マイクロメータ JIS B 7502に適合し,測定面が平面のものを使用する。
6.6.1.2
オーブン 285±5℃に保持できるもの。
6.6.2
試験片 試験片は,長さが25〜100mmの範囲で可能な限り長く,厚さ及び幅又は直径が5〜25mm
の範囲の素材から加工する。試験片の両端面は,0.25mm以内の平行度になっていなければならない。可
能な場合は,加圧方向及び押出し軸方向に対して平行になるように切断する。長さが最低25mmの試験片
が準備できない場合には,短い試験片で試験を行ってもよい。ただし,試験片の長さに対応し,計測精度
の要求に適合するよう調節する。
直径が5mm以下の丸棒については,長さを50〜100mmに切断し,両端面が平面で軸に対して直角にな
るように試験片を加工する。
6.6.3
手順 試験片を23±2℃で4時間以上状態調節し,その温度を維持したままマイクロメータを用い
て±0.025mmの精度で長さを測定する。オーブン内に試験片を置き,285±5℃で4時間以上保持する。そ
の後,30℃/時を超えない冷却速度で冷却する。冷却後,試験片を23±2℃で4時間以上再度状態調節し,
±0.025mmの精度で数箇所の長さを測定する。
備考 試験片が所定の長さに対して薄い(例えば,直径5mm以下の丸棒)場合は,応力緩和の処理
前後で,ある程度曲がる場合がある。曲がった場合には,測定前に試験片をまっすぐにする。
6.6.4
結果の表示 初期長さに対する百分率 (%) で,長さの最大変位を記録する。
6.7
寸法安定性 パイプの幾何学的安定性及び寸法安定性に関する特別な方法
6.7.1
装置
6.7.1.1
マイクロメータ JIS B 7502に適合しているもの。
6.7.1.2
オーブン 285±5℃に保持できるもの。
6.7.2
試験片 試料はチューブ状で,長さ約300mmの部分について外径を機械加工する。削り落し部分
は,仕上げるのに必要な最小量にとどまるように注意し,±0.025mmの精度で真円の断面を作る。得られ
たチューブ状の試験片を加工,面取りして,少なくとも長さ25mmの円筒を作る。その両端面は長手方向
の軸に直角に,かつ,0.025mmの精度で平行になるように仕上げる。
6.7.3
手順 試験片を23±2℃で,少なくとも4時間調温し,その温度を保持したまま,マイクロメータ
を用いて±0.025mmの精度で測定する。285±2℃に保持した加熱炉の中に平滑な板を置き,試験片の一端
を下に立てて置く。少なくとも30分以上,もし肉厚が6mmを超えるときは,肉厚6mm当たり1時間を
加えた時間,炉内に保持しなければならない。例えば,
6mm未満の肉厚試験片に対して
30分
6mm以上12mm未満
90分
8
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12mm以上18mm未満
150分
この保持終了点から,30℃/hを超えない速度で,試験片を冷却する。
冷却後,試験片を少なくとも4時間,23±5℃に保って再調節し,その後,その温度を維持しながら,長さ
及び外径について数箇所を±0.025mmの精度で測定する。
6.7.4
結果の表示 初期長さに対する百分率 (%) で,長さ及び直径の最大変位を記録する。
6.8
電気的特性
6.8.1
絶縁耐力(電気的強度) 絶縁耐力は,JIS C 2110又は適切な代替可能なものとしてIEC 60243-2
の手法に従って測定する。厚さ0.3mm以上の試験片に対しては,油中で試験を行う。JIS C 2110の図1に
示す電極形状を用いる。
6.8.2
電気的欠陥 電気的欠陥は,附属書1(規定)に従って測定する。
6.9
硬さ この特性は,試験荷重132NでのISO 2039-1ボール押し込み試験方法によって測定する。代
替可能な測定方法として,ショアD硬さが,JIS K 7215に規定されたものであり,適用する。
6.10 色調 一般に,着色剤を含まないPTFEの色調は,白色から半透明のものまである。成形素材の色
調特性には,目視による白色度の識別が一般的に適している。定量的な数値が要求される場合には,次の
試験方法が用いられる。白色度測定のPTFE試験片は,成形素材であって,後加工されてない試料から作
成しなければならない。個々の素材の成形条件を考慮しつつ,望ましくは,5cm2以上の試験片を使用する。
白色度は反射形分光光度計,又は三刺激値測色計で測定する。もしも半球状(積分球状)の光度計を用い
る場合には,反射成分を除去するようにする。試験片の背面には,測定する間,標準的な,望ましくは黒
色の,不透明な材料を裏打ちしておく。測定は,CIE 15.2によって実施する。また,その結果はCIE 1931
又はCIE 1964の三刺激値及び色度座標で表す。
6.11 放射線透過試験 非破壊試験には放射線透過試験が用いられる。ISO 5579の試験方法に従う。
6.12 環境応力き裂 (ESC) プラスチックのESCの一般試験法は,ISO 4599及びISO 4600に規定されて
いる。
6.13 荷重変形 荷重変形は,附属書2(規定)によって23±2℃で15Nの荷重を24時間かけ続けてから
測定する。
9
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 薄い固体電気絶縁材料の保証電圧試験方法
この附属書は,ASTM D 1389-90 (Standard Test Method for Proof−Voltage Testing of Thin Solid Electrical
Insulating Materials) の一部を翻訳し,規定している。
1. 適用範囲 この試験方法は,商用電力周波数における薄い固体電気絶縁材料の保証電圧試験に適用す
る。薄い電気絶縁材料(一般的に0.05mm以下)で,電気的欠陥より機械的な損傷が結果に影響する場合
は適用しない。
2. 定義 保証電圧は,次のいずれかの電圧で受渡当事者間で決定する。
a) 電極間に,試料を置いて測定した絶縁破壊電圧の百分率。
b) 電極を,試料と厚さが等しい空げき(隙)の破壊電圧の数倍。
3. 試験方法の概要
3.1
この試験では,一定の交流電圧をかけたロール電極間に所定の速度でシート状絶縁材料を通す。試
料の全面に所定の電圧が加えられる。
3.2
試験は可視コロナが発生しない電圧で行う。
4. 装置
4.1
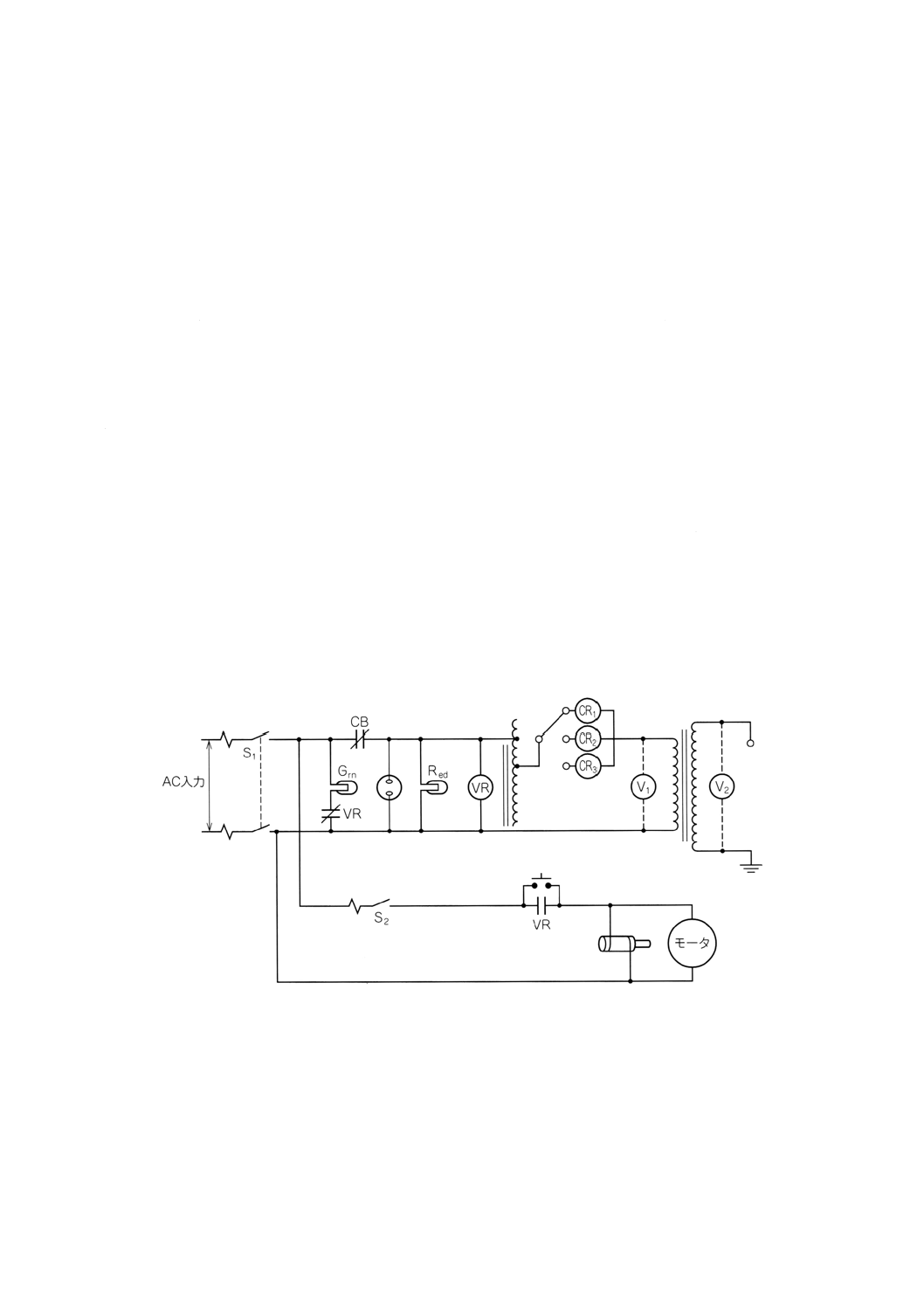
試験装置の構成 代表的な試験装置の構成を附属書1図1に示す。
附属書1図1 代表的な試験装置の構成
4.2
欠陥検出器 欠陥検出は,非自動リセット式自動回路遮断機による。
欠陥検出器の感度と応答速度が異なると,検出結果は異なる。欠陥検出器は欠陥電流にだけ応答し,充
電電流,磁化電流,コロナ電流などの影響による誤作動を避ける。
4.3
電圧制御 電圧制御は,次の方式による。
a) スライド式変圧器
10
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 誘導電圧調整器
4.4
電圧計 電圧は連続的に測定する。実効値電圧を測定する電圧計とする。波高値電圧計を用いると
きは,実効値を得るために読取値を2で除す。電圧測定回路の全体の誤差は,5%以下とする。
4.5
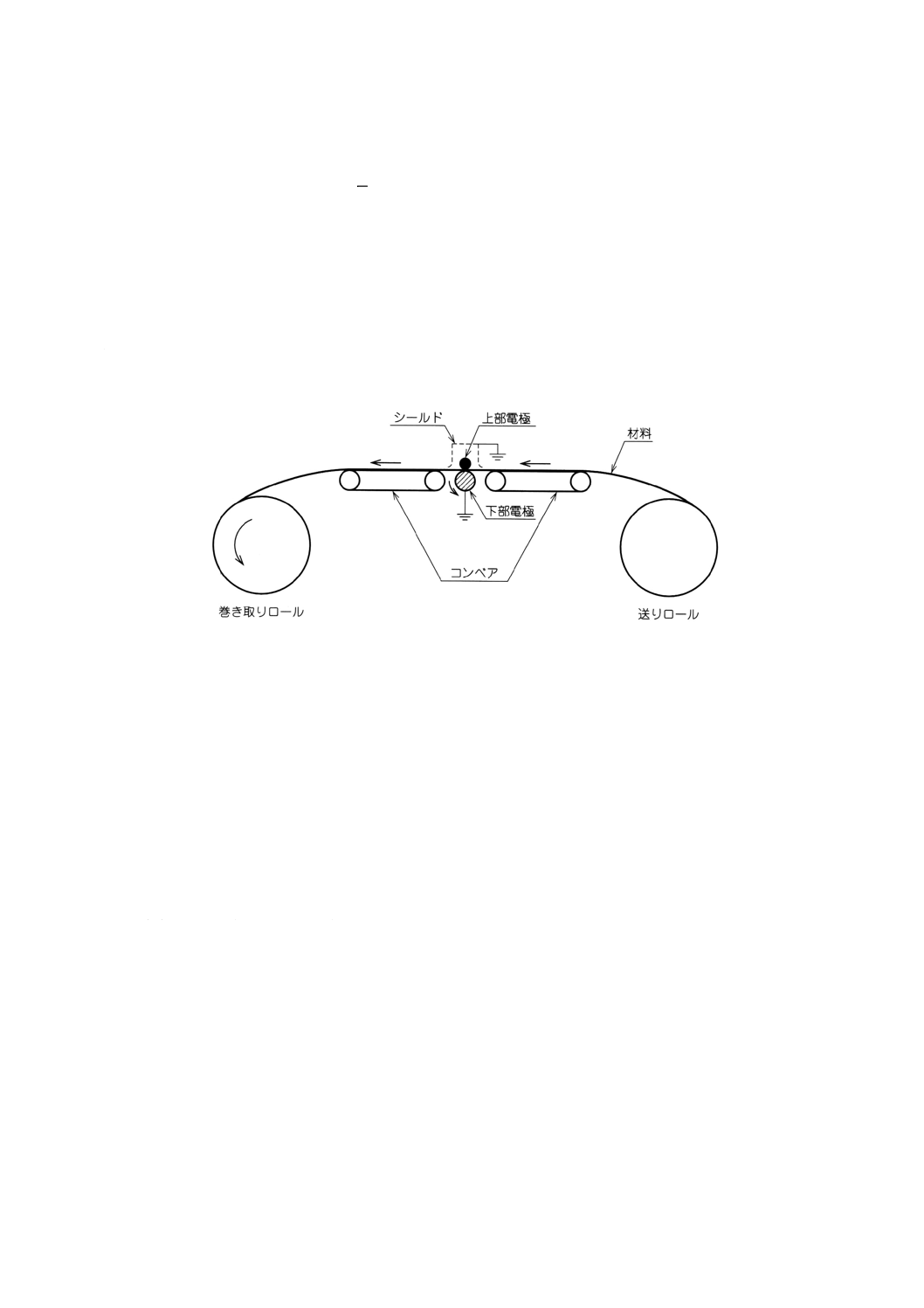
電極
a) 上部電極 上部電極は金属製で中空円筒状である。直径は38mmから50mmとする。長さは試料の幅
とする。質量は1mm当たり2.5g以下であり,附属品の質量は225g以下とする。端部は半径13mm以
上の丸みを付ける。
b) 下部電極 下部電極は金属製とする。直径は150mmであり駆動できるようにする。
c) 両電極は円形で,真直度は0.025mm以内であり,表面は鏡面仕上げとする。
4.6
試験装置 代表的な試験装置を,附属書1図2に示す。
備考 矢印は駆動方向を示す。
附属書1図2 シート材及びロール形状材の代表的な試験装置
5. 危害
5.1
試験中は致死電圧が加わることがあり,試験装置はすべて安全に作動するよう適切に設計し,設置
する必要がある。
5.2
下部電極は接地し,上部電極は接地された保護カバーを付ける。試験中人が接触する金属部分は接
地する。
6. 手順
6.1
試料を装置に設定し,交流の保証電圧を加える。
6.2
速度は2.3m/分又は7.6m/分とする。
6.3
検出された欠陥の数を記録する。指定があれば欠陥の位置に印を付ける。
7. 報告
7.1
保証電圧の強さ及び周波数
7.2
欠陥検出器の電流特性及び時間特性
7.3
電極間を通る試料の速度
7.4
試料に関する記述(名称,厚さ,幅など)
7.5
この試験方法で指定した以外の電極装置
7.6
欠陥の数
11
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 精度 試験結果は欠陥検出器の感度,応答速度及び電極間を通る試料の速度に影響される。
12
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) プラスチックの変形のための試験方法
この附属書は,ASTM D 621-64 Standard Test Methods for Deformation of Plastics Under Loadから抜粋して翻
訳し,規定している。
1. 適用範囲 この試験方法は,非金属シート及びモールド成形されたすべてのプラスチックに適用する。
ただし,変形の限界値は25%以下に適用する。
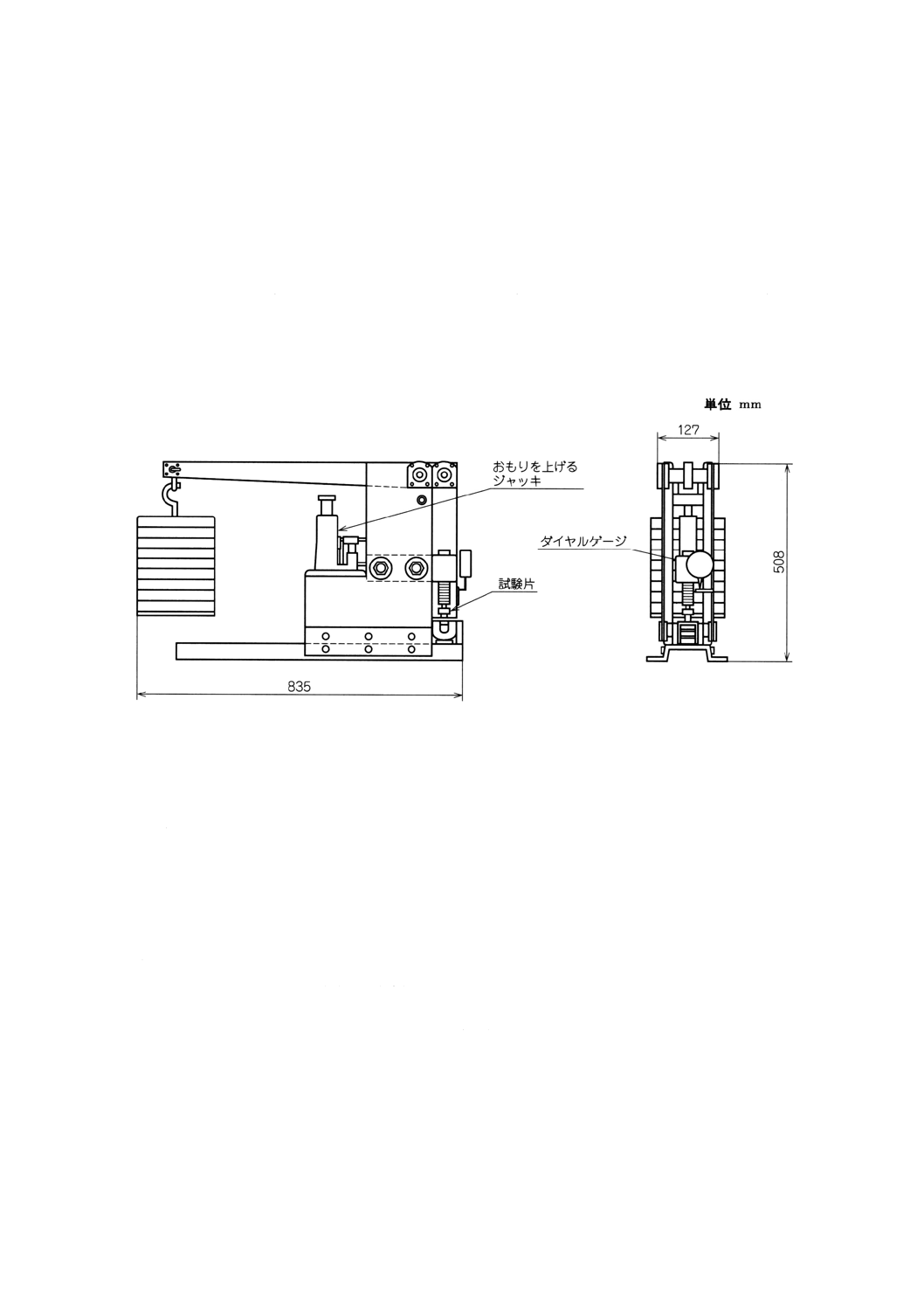
2. 装置 附属書2図1に示すような試験機で,一定荷重15Nの加わるものを使用する。
附属書2図1 変形試験機
3. 試験方法の概要
3.1
試験片 一辺が12.7mmの立方体とする。シートの場合は,シートの幅を12.7mmに短冊切りし,そ
れを重ね合わせて12.7mmの厚さにする。
3.2
手順 試験片は,23±2℃,相対湿度 (50±5) %に40時間以上状態調節する。試験温度は23±2℃と
する。試験片を試験機に取り付け,一定荷重を加える。荷重を加えて10秒後にダイヤルゲージを読み,24
時間後に再度読む。試験機から試験片を取り除いた後,試験後の試験片の高さに高さの変化値を加えて試
験片の最初の高さを計算する。
3.3
結果の表示 初期高さに対する百分率 (%) で,高さの変位を記録する。
変形 (%) = (A/B) ×100
ここに, A: 24時間後における高さの変化量 (mm)
B: 初期高さ (mm)
13
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) PTFE素材の試験に関連する規格
JIS K 7137-1の要求値を試験するには,この規格で用意した測定方法に加えて,利用可能な他の規格の試
験方法がある。これらの試験方法は,国際貿易の特例として用いることができる。幾つかの重要な規格の
リストを,情報としてここに示す。このリストは,PTFE素材に関する規格リストとして多くの試験方法
を含むJIS K 7137-1の附属書A(参考)である。
JIS K 6891 四ふっ化エチレン樹脂成形粉試験方法
JIS K 6892 四ふっ化エチレン樹脂ペースト押出成形粉試験方法
JIS K 6893 四ふっ化エチレン樹脂ディスパージョン試験方法
JIS K 6896 四ふっ化エチレン樹脂成形粉
ISO 12086-1 : 1995 Plastics−Fluoropolymer dispersions and moulding and extrusion materials−Part 1 :
Designation system and basis for specifications
ISO 12086-2 : 1995 Plastics−Fluoropolymer dispersions and moulding and extrusion materials−Part 2 :
Preparation of test specimens and determination of properties
IEC 60250 : 1969 Recommended methods for the determination of the permittivity and dielectric dissipation factor
of electrical insulating materials at power, audio and radio frequencies including metre wavelengths
IEC 60674-2 : 1988 Specification for plastic films for electrical purposes−Part 2 : Methods of test
IEC 60684-1 : 1980 Specification for flexible insulating sleeving−Part 1 : Definitions and general requirements
IEC 60684-2 : 1984 Specification for flexible insulating sleeving−Part 2 : Methods of test
IEC 60684-3-240 : 1991 Specification for flexible insulating sleeving−Part 3 : Specification requirements for
individual types of sleeving−Sheets 240 to 243 : Heat-shrinkable PTFE sleeving
Sheet 240 : Heat shrinkable PTFE sleeving, low shrink ratio, thick wall
Sheet 241 : Heat shrinkable PTFE sleeving, low shrink ratio, intermediate wall
Sheet 242 : Heat shrinkable PTFE sleeving, low shrink ratio, thin wall
Sheet 243 : Heat shrinkable PTFE sleeving, high shrink ratio
BS 6564 : Part 1 : Section 1.1 : 1989 Polytetrafluoroethylene (PTFE) materials and products−Part 1 :
Polytetra-fluoroethylene powders for moulding and extrusion−Section 1.1: Specification
BS 6564 : Part 1 : Section 1.2 : 1989 Polytetrafluoroethylene (PTFE) materials and products−Part 1 :
Polytetrafluoroethylene powders for moulding and extrusion−Section 1.2 : Method of specifying
BS 6564 : Part 2 : 1991 Revised inline with European practice Polytetrafluoroethylene (PTFE) materials and
products−Part 2 : Specification for fabricated unfilled Polytetrafluoroethylene products
BS 6564 : Part 3 : 1989 Revised inline with European practice Polytetrafiuoroethylene (PTFE) materials and
products−Part 3 : Specification for fabricated glass-fiber filled Polytetrafluoroethylene products
DIN 16782-1 : 1991 Kunststoff−Fommassen ; Polytetrafluoroethylene (PTFE) −Fommassen ; Einleilung und
Bezeichnung
DIN 16782-2 : 1991 Kunststoff−Fommassen ; Polytetrafluoroethylene (PTFE) −Fommassen ; Herstellung von
Probekorpern und Bestimmung von Eigenschaften
ASTM D 1675-95 Method of Testing Polytetrafluoroethylene Tubing
14
K 7137-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ASTM D 2902-95 Specification for Fluoropolymer Resin Heat−Shrinkable Tubing for Electrical Insulation
ASTM D 3294-91a Specification for PTFE Resin Molded Sheet and Molded Basic Shapes
ASTM D 3295-96 Specification for PTFE Tubing
ASTM D 3308-91a Specification for PTFE Resin Skived Tape
ASTM D 3369-96 Specification for Polytetrafluoroethylene (PTFE) Resin Cast Film
ASTM D 3418-82 (1988) Test method for transition temperatures of polymers by thermal analysis
ASTM D 4591-93a Method for Determining Temperatures and Heats of Transitions of Fluoropolymers by
Differential Scanning Calorimetry
ASTM D 4969-91a Specification for PTFE Coated Glass Fabric
(文責)ふっ素樹脂ISO翻訳JISワーキンググループ
氏名
所属
津 田 幸 彦
日本バルカー工業株式会社
飯 村 満 男
日東電工株式会社
新 川 武 雄
中興化成工業株式会社
山 本 滋
ニチアス株式会社
新 田 至 弘
株式会社大野社
高 岡 昌 彦
日本ピラー工業株式会社
根 本 圭 介
三菱電線工業株式会社
山 本 欽 一
淀川化成株式会社
両 角 三 春
旭硝子株式会社
菅 原 秀 一
呉羽化学工業株式会社
近 藤 彰 作
三井・デュポンフロロケミカル株式会社