K 7128-3 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
引裂強さ試験法は, 第1部 トラウザー引裂法
第2部 エルメンドルフ引裂法
第3部 直角形引裂法
から構成され,今回の制定は,国際規格に規定されていない従来の方法を活かすこととした。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7128-3 : 1998
プラスチック−フィルム及び
シートの引裂強さ試験方法
−第3部:直角形引裂法
Plastics−Film and sheeting−Determination of tear resistance
−Part 3 : Right angled tear method
1. 適用範囲 この規格は,プラスチックフィルム及びシートの引裂試験方法の直角形引裂法について規
定する。
2. 引用規格 この規格の引用規格を,次に示す。
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7516 金属製直尺
JIS K 6900 プラスチック−用語
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS Z 8401 数値の丸め方
JIS Z 9051 母平均の区間推定(標準偏差未知)
3. 原理 規定の試験片の直角部から引裂きを開始するときに必要とする力を測定する。
4. 試験片の状態調節,試験温度及び湿度
4.1
試験片の状態調節 試験片の状態調節は,原則として,試験前にJIS K 7100の標準温度状態2級及
び標準湿度状態2級[温度23±2℃及び相対湿度 (50±5) %]において88時間(1)以上行う。
注(1) 試験結果が88時間以上状態調節した場合と88時間未満調節した場合とで変わらないことが確認
できれば状態調節時間を短縮してもよい。
4.2
試験温度及び湿度 試験温度及び湿度は,原則として4.1と同じ標準温度状態2級及び標準湿度状態
2級[温度23±2℃及び相対湿度 (50±5) %]とする。
5. 寸法測定器具
5.1
ダイヤルゲージ 試験片の厚さを測定するためのダイヤルゲージは,JIS B 7503に規定する0.001mm
目盛ダイヤルゲージ又はこれと同等以上の精度のものとする。
2
K 7128-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
マイクロメータ 硬質の試験片の厚さを測定するためのマイクロメータは,JIS B 7502に規定する
外側マイクロメータ(測定範囲0〜50mmのもの)又はこれと同等以上の精度のものとする。
備考 厚さの測定は,それぞれの樹脂別フィルム及びシートの当該日本工業規格に定められている場
合は,それによることとし,当該日本工業規格に定められていない場合は,受渡当事者間の協
定によって機械走査による測定又は非常に薄いフィルムやエンボス加工のフィルムの質量によ
る測定を用いてもよい。
5.3
金属製直尺 試験片の長さ及び幅を測定するための金属製直尺は,JIS B 7516に規定する1級直尺
又はこれと同等以上の精度のものとする。
6. 試験片の作製 試験片は,かみそりの刃などの鋭利な刃で切り取るか,又は打抜きによって作製する。
この場合,切断面にノッチがあるものは使用してはならない。
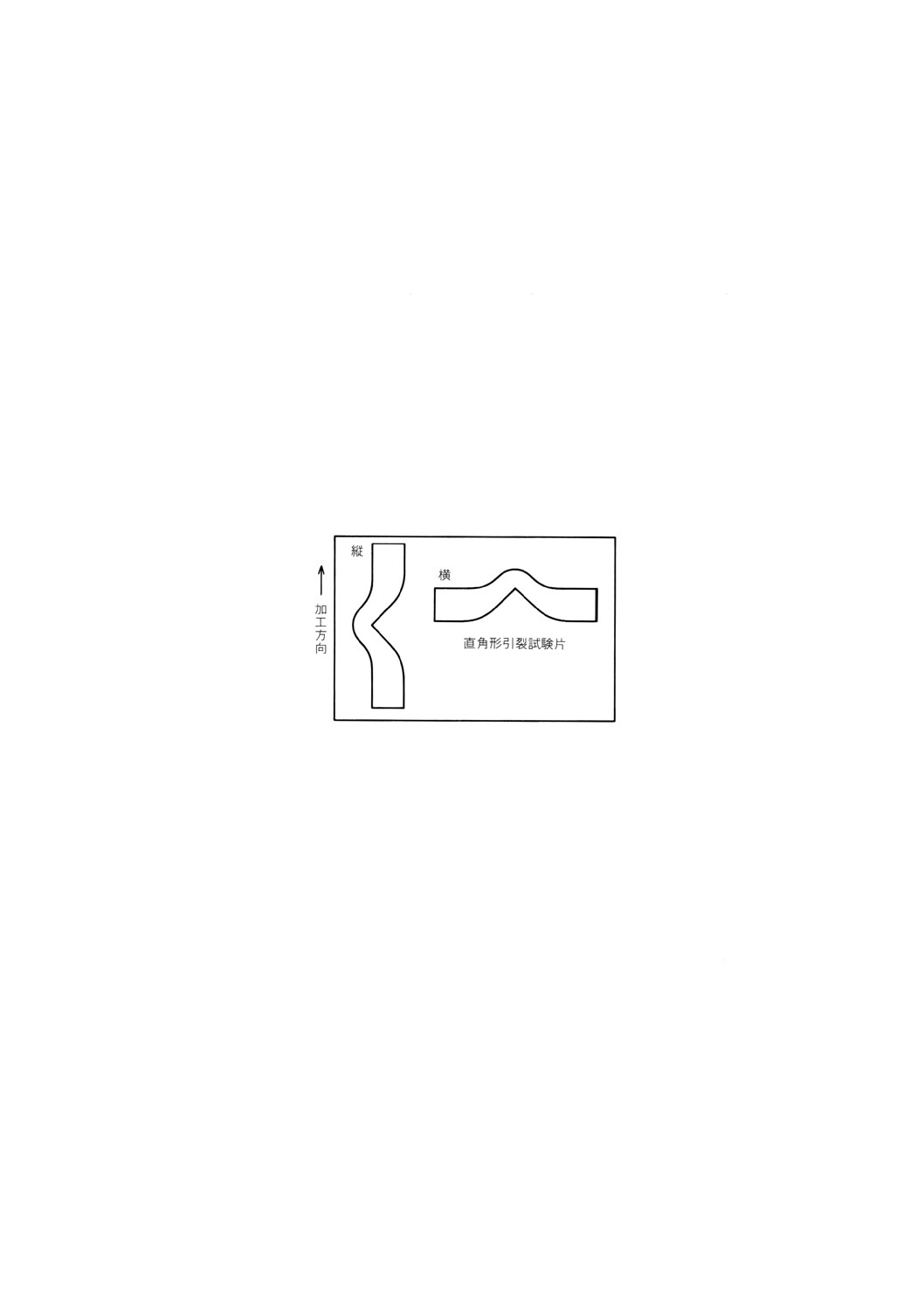
製造工程における加工方向が明確な試験片は,加工方向に平行に引き裂く場合を縦方向,縦方向に直角
に引き裂く場合を横方向の引裂きとする。ただし,直角形引裂法については,長手方向又は成形加工方向
から採取したものを縦方向とし,その直角方向を横方向とする。
なお,縦方向及び横方向の試験片採取方法を図1に示す。
図1 試験片の採取方向
7. 試験片の数 試験片の数は5個以上とする。異方性の材料を試験するときは,縦方向及び横方向につ
いて,それぞれ,5個以上の試験片とする。
8. 試験方法
8.1
試験機 試験機は,試験中にクロスヘッドの移動速度を一定に保つもので,次のもので構成された
ものを用いる。
(1) つかみ具 つかみ具は,試験片を可動部及び固定部に確実に保持できるとともに金属製のものとし,
自動調心形であることが望ましく,かつ試験片が滑りを起こしたり,二つに分離するまで偏りを起こ
さないこと。
また,つかみ面は,試験中に試験片に対して一定の締付け圧を保持できる構造のものが望ましい。
(2) 荷重指示計 荷重指示計は,試験中に試験片に加えられた引裂荷重のすべてを時間経過に伴って記録
することができるものとし,設定した試験速度において荷重値の1%又はそれ以上の精度で指示でき
る機構のものとする。
8.2
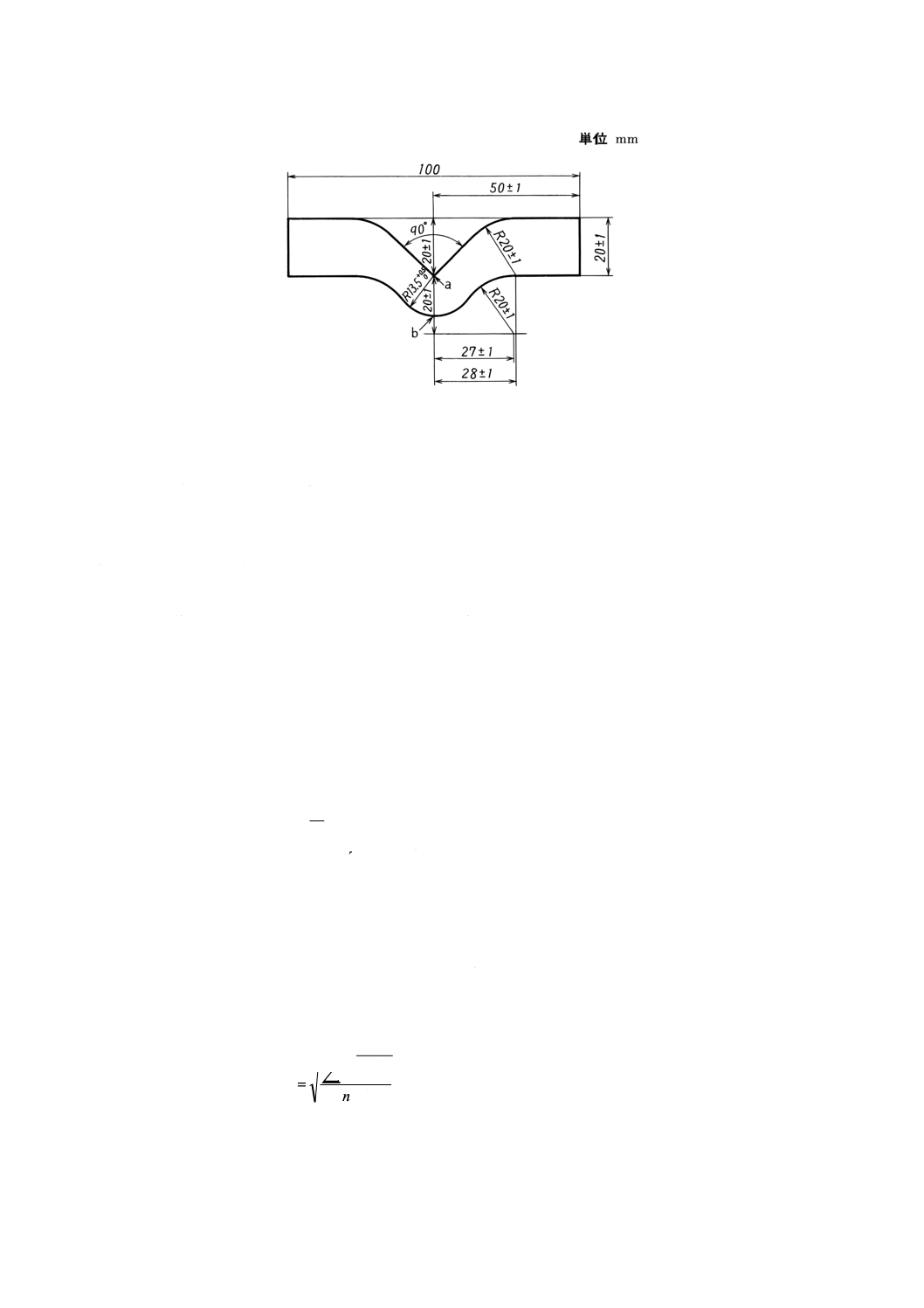
試験片の形状及び寸法 試験片の形状及び寸法は図2に示すとおりとする。
3
K 7128-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 直角形引裂試験片
8.3
試験速度 試験速度は,次の試験速度から一つを選ぶ。この場合,どの試験速度を採るかは他の関
連規格によって定める。この規定のないときは,受渡当事者間の協定による。
試験測度 A:毎分 200±20mm
試験測度 B:毎分 500±50mm
9. 手順 手順は,次による。
(1) 試験片の線分のab上(2)の任意の2点(両端を除く)での厚さを測定し,平均値を求める。
注(2) 線分ab上とは,直角部の先端を通る中央線上のことをいう。
(2) 試験片のつかみ部分を試験機のつかみ具に取り付け,試験片が試験中につかみ具の中で滑らないよう
にしっかり絞める。
(3) 試験測度を規定する値に設定した後,試験機を始動する。
(4) 試験片が完全に引き裂かれたときの最大荷重を求める。
10. 計算 引裂強さを,次の式によって算出する。
d
F
T=
ここに, T: 引裂強さ (N/mm) {kgf/mm}
F: 最大引裂荷重 (N) {kgf}
d: 試験片の厚さ (mm)
11. 試験結果の表し方 試験結果の表し方は,次による。
(1) 引裂強さの結果は,JIS Z 8401によって,有効数字3けたに丸めて報告する。
(2) 標準偏差を求める場合には,次の式によって算出し,JIS Z 8401によって有効数字2けたに丸めて報
告する。
(
)
1
2
−
−
=∑n
x
x
S
ここに,
S: 標準偏差
x: 1個の測定値
n: 測定数
4
K 7128-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
x: 測定値の平均値
(3) 必要ならば,JIS Z 9051によって,信頼率0.95における平均値の信頼限界を求める。
12. 報告 報告には,必要に応じて次の事項を記入する。
(1) 試験方法の種類
(2) 試験した材料の種類,等級及び製造業者名
(3) 試験片の種類及び厚さ
(4) 試験片の採取方向
(5) 試験片の作製方法
(6) 試験片の状態調節の温度,湿度及び時間
(7) 試験室の温度及び湿度
(8) 試験した試験片の数及びB法の場合は,1回に要した試験片枚数
(9) 試験測度(A法及びB法の場合は,1回に要した試験片枚数)
(10) 引裂強さ,標準偏差及び信頼限界
(11) 試験年月日
(12) 受渡当事者間で協定した事項
(13) その他特記すべき事項
原案作成委員会 構成表
氏名
所属
(委員長)
山 田 純 男
福井工業高等専門学校物質工学科
大 嶋 清 治
工業技術院標準部
増 田 優
通商産業省基礎産業局
橋 本 繁 晴
財団法人日本規格協会技術部
仲 川 勤
明治大学理工学部
小 野 昌 孝
実践女子大学生活科学部
小松原 恒 雄
硬質塩化ビニル板協会技術部
高 野 忠 夫
財団法人高分子素材センター試験・検査事業部
越 山 了 一
社団法人日本包装技術協会包装研究所
葛 良 忠 彦
東洋製罐グループ綜合研究所調査企画室
平 和 雄
東洋製罐株式会社技術本部
土 屋 博 隆
大日本印刷株式会社包装研究所
池 田 弘 治
日本合成ゴム株式会社筑波研究所
各 務 孝
凸版印刷株式会社生産技術開発部
石 井 恒
住友ベークライト株式会社フィルムシート営業本部
岩 本 威 生
三菱化学株式会社ポリオレフィン事業部
米 田 昌 雄
三菱樹脂株式会社長浜研究所
尾 崎 樹 男
三井石油化学工業株式会社MDC/PEグループ
足 立 卓 雄
藤森工業株式会社研究所
下 川 政 明
森永製菓株式会社研究所
世 代 文 彦
花王株式会社包装技術開発研究所
猪 狩 恭一郎
東京製紙株式会社技術部
真 弓 高 明
株式会社島津製作所試験計測事業部
(事務局)
吉 木 健
日本プラスチック工業連盟