K 7115 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS K 7115 : 1986は改正され,この規格に置き換えられる。
JIS K 7115には,次の附属書がある。
附属書A(参考) ポリマーのクリープにおける物理的エージング効果
附属書B(参考) 参考文献
附属書1(規定) 特殊試験片
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7115 : 1999
プラスチック−クリープ特性の
試験方法−
第1部:引張クリープ
Plastics−Determinaion of creep behaviour−
Part 1 : Tensile creep
序文 この規格は,1993年に第1版として発行されたISO 899-1, Plastics−Determination of creep behaviour
−Part 1 : Tensile creepを元に作成した日本工業規格であり,附属書1を除いて,技術的内容及び規格票の
様式を変更することなく作成している。
附属書1には,従来,日本工業規格で規定していた試験片を規定した。
なお,この規格で下線(点線)を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,前処理,温度及び湿度が規定された条件のもとで,標準試験片によるプラスチックの
引張クリープの試験方法について規定する。
1.2
この試験方法は,非強化の硬質及び半硬質プラスチック並びに充てん材入り及び繊維強化プラスチ
ック材料(JIS K 6900-1994参照)で,ダンベル形の試験片形状に直接成形したもの又はシート若しくは成
形品から切削加工されたものに適している。
1.3
この試験方法は設計及び研究開発に対してデータを提供するものである。
1.4
引張クリープは,試験片の調製及び寸法並びに試験環境の差で大きく変化する可能性がある。試験
片の熱履歴もまたクリープ特性に深く影響をもたらす可能性がある(附属書A参照)。したがって,正確
な相対的結果が要求されるときは,これらの要因を注意深く制御しなければならない。
1.5
引張クリープ特性を設計の目的に使用する場合には,応力,時間及び環境条件の広範囲にわたって
試験をすることが望ましい。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格
の規定を構成するものであって,その後の改正版・追補には適用しない。
JIS K 6900-1994 プラスチック−用語
備考 ISO 472 : 1988 Plastics−Vocabularyが,この規格と同等である。
JIS K 7161-1994 プラスチック−引張特性の試験方法 第1部:通則
備考 ISO 527-1 : 1993 Plastics−Determination of tensile properties−Part 1: General principlesが,こ
2
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の規格と同等である。
JIS K 7162-1994 プラスチック−引張特性の試験方法 第2部:型成形,押出成形及び注型プラスチ
ックの試験条件
備考 ISO 527-2 : 1993 Plastics−Determination of tensile properties−Part 2 : Test conditions for
moulding and extrusion plasticsが,この規格と同等である。
ISO 291 : 1999 Plastics−Standard atmospheres for conditioning and testing
3. 定義 この規格で用いる主な用語の定義は,JIS K 6900によるほか,次による。
3.1
クリープ (creep) 一定の応力が作用しているとき,時間とともに増加するひずみ。
3.2
初期応力 (initial stress) σ 試験片に作用する引張力を標線間の初期の断面積で除した値で,次の式
(1)によって算出する(単位:MPa)。
A
F
=
σ
···················································································· (1)
ここに,
F : 引張力 (N)
A : 試験片の初期断面積 (mm2)
3.3
伸び (extension) (∆L)t 時間tでの標線間距離の増加分 (mm) で,次の式(2)によって算出する。
(∆L)t=Lt−L0 ············································································· (2)
ここに,
Lt : 試験中,所定の時間tにおける標線間距離 (mm)
L0 : 負荷に先立ち,予備荷重を与えたときの初期標線間距離 (mm)
3.4
引張クリープひずみ (tensile-creep strain) εt クリープ試験中,初期標線間距離に対する負荷によって
生じた所定の時間tにおける伸びの比で,式(3)(単位は無次元)又は式(4)(単位は%)によって算出する。
0
)
(
L
Lt
t
⊿
ε=
·············································································· (3)
100
)
(
0
×
=
L
Lt
t
⊿
ε
········································································ (4)
3.5
引張クリープ弾性率 (tensile-creep modulus)Et 初期応力と引張クリープひずみとの比。7.1に示す式
で算出する(単位:MPa)。
3.6
等時応力−ひずみ線図 (isochronous stress-strain curve) 負荷後規定された時間における応力対ひず
みの関係を直交座標に描いた線図 (Cartesian plot)。
3.7
破壊時間 (time to rupture) 試験荷重を加えてから試験片が破壊するまでの時間[単位:s(秒)]。
3.8
クリープ強さ限界 (creep-strength limit) 所定の温度及び湿度の下で,規定された時間tに,破壊が
生じる初期応力 (σB. t) ,又は規定されたひずみが生じる初期応力 (σε.t)。
3.9
クリープ回復 (recovery from creep) 荷重を除いた後,所定の時間が経過した後のひずみを,荷重を
除く直前のひずみから差し引いたひずみ(単位:%)。
4. 装置
3
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
つかみ具 つかみ具は,試験片に加えられる荷重方向が試験片の長軸と可能な限り厳密に一致する
ように保持できるもの。これは,試験片が単純応力を受け,かつ,試験片の荷重を受けた断面の応力が,
加えた荷重方向に対して垂直な断面で均一な分布をすると仮定できる保証となる。
備考 使用するつかみ具は,負荷前に試験片を正確に調整された位置に固定することができるものを
推奨する。荷重が増加したとき,試験片が動くような自動ロック式つかみ具は,この測定に不
適切である。
4.2
負荷装置 負荷装置は,負荷時に過渡的な過負荷を起こすことなく滑らかに荷重を加えられるよう
にし,試験荷重の±1 %に保持できるものとする。クリープ破壊試験の場合,破壊時に生じるいかなる衝
撃も隣接する負荷装置に伝わるのを防ぐように作られていなければならない。荷重機構は迅速に,円滑,
かつ,再現性のある負荷が可能でなければならない。
4.3
伸び測定装置 伸び測定装置は,荷重下における試験片の伸びを接触又は非接触式で測定できるも
のとする。この場合,機械的影響(例えば,望ましくない変形,ノッチなど),他の物理的影響(例えば,
試験片の加熱)又は化学的影響によって試験片へ影響を及ぼさないようにする。伸びを非接触(光学的)
で測定する場合,試験片の長軸は,測定装置の光軸に直角でなければならない。伸び測定装置は±0.01 mm
の正確さで測定できなければならない。
クリープ破壊試験の場合,伸びの測定は,カセトメータの原理で作動する非接触光学式装置によること
を推奨する。破壊時間の表示は,自動表示が最も望ましい。試験片上の標線マークは,標線マークの刻ま
れた(金属の)留め具を取り付けるか,不活性な熱安定性塗料で線を引く。
電気抵抗線形ひずみゲージは,試験する材料がひずみゲージをはることによって影響を受けない場合,
又は試験中接着剤が変質しない場合だけに適している。
4.4
時間測定装置 時間測定装置は,経過時間の0.1 %以内で測定できるもの。
4.5
マイクロメータ マイクロメータは,試験片の厚さ及び幅を測定するもので,0.01 mm又はこれと
同等以上の読み取りができるもの。
5. 試験片 引張特性の試験方法(JIS K 7162参照)に規定するものと同一形状及び寸法の試験片を使用
する。ただし,過去のデータとの整合性など,何らかの理由で上記試験片を使用することができない場合,
2003年4月1日までは附属書1(規定)に規定する試験片を使用してもよい。
6. 手順
6.1
状態調節及び試験雰囲気 試験片は,国際規格で規定された方法によって状態調節を行う。他に情
報がなく,受渡当事者間の協定もない場合は,ISO 291の中の最も適した条件を選んで行う。
備考 クリープ挙動は,試験中の試験片の熱履歴ばかりでなく,状態調節に使用した温度及び湿度(当
てはまる条件がある場合)にも影響されるであろう。
試験は,状態調節に使用した雰囲気中で行う。ただし,高温又は低温での試験のように受渡当事者間で
協定した場合は,この限りではない。
試験期間中の温度の変動は±2 ℃とする。
6.2
試験片寸法の測定 状態調節した試験片の寸法をJIS K 7161の9.2(試験片の寸法)に従って測定す
る。
6.3
試験片の装着 状態調節及び寸法測定をした試験片をつかみ具に取り付け,伸び測定装置を装備す
る。
4
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
応力の選択 応力は,試験材料及び試験目的に適したものを選択する。応力は試験片に加えられた
荷重を用いて3.2に示す式(1)によって算出する。
参考 応力レベルの数は,クリープ破壊線図を描くことを目的とするときは,7個以上が望ましい。
クリープ線図を描くことを目的とする場合,線型粘弾性領域の大きな材料では3個以上,そう
でないときは5個以上が望ましい。
6.5
負荷手順
6.5.1
予備負荷 負荷する前に,試験機の機械部分のあそびや伸び測定装置によって生じる試験片の不安
定さなどの影響を除くために,試験片へ予備荷重を加える必要がある場合は,予備荷重が試験結果に影響
を及ぼさないように注意する。(試験機にセットした)試験片の温度と湿度が,試験雰囲気と一致するまで
に予備荷重を加えてはならない。
予備荷重を加えた後,標線間距離を測定する。
予備荷重は,試験期間中加えておかなければならない。
6.5.2
負荷 試験片への負荷は,連続的に行うものとし,負荷開始から全負荷が終了するまでの時間は,
1秒〜5秒とする。同一材料のシリーズを試験する場合,試験片への負荷速度は,同じにする。
全荷重(予備荷重を含む。)が,試験荷重となるようにする。
6.6
伸び測定のスケジュール 試験片への全負荷が終わった瞬間をt=0として,伸びの記録を開始する。
伸びを自動記録及び/又は連続記録しない場合は,試験中の材料から得られるクリープ曲線の関数として
必要な測定時間を選ぶ。次の測定スケジュールを使用することが望ましい。
1 min, 3 min, 6 min, 12 min, 30 min, 1 h, 2 h, 5 h, 10 h, 20 h, 50 h, 100 h, 200 h, 500 h, 1 000 hなど。
もし,時間に対するクリープひずみのプロットにおいて不連続が予測されるか,又は不連続になった場
合は,上記で推奨した測定スケジュールよりも,もっと頻繁に読み取りを行う。
6.7
時間測定 各クリープ測定において,経過時間をその±0.1 %又は±2秒(どちらか許容範囲差の小
さい方)で測定する。
6.8
温度及び湿度の制御 温度及び湿度(当てはまる場合)を自動記録しない場合は,試験開始時及び
初期は,少なくとも1日に3回測定し,記録する。温度及び湿度が規定された範囲内に安定していること
が明らかになった場合には,少ない頻度で記録してもよい。
参考 伸び測定と同時に,雰囲気を記録することが望ましい。
6.9
クリープ回復(1)の測定(自由選択) 破壊なしに試験期間を完了したとき,迅速,かつ,滑らかに
除荷し,例えば,クリープ測定に使用したのと同様の測定スケジュールでクリープ回復を測定する。
注(1) 原国際規格には“recovery rate”とあるが,これは定義されていないため,定義にある“クリー
プ回復 (recovery from creep)”に訂正した。
7. 結果の表示
7.1
計算方法 時間tにおける引張クリープ弾性率は,初期応力を測定時間におけるひずみで除し,次の
式(5)によって算出する。
t
t
t
L
A
L
F
E
)
(
0
⊿
ε
=
=σ
···································································· (5)
ここに,
Et : 引張クリープ弾性率 (MPa)
σ : 初期応力 (MPa)
εt : 時間tにおけるひずみ
5
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F: 試験荷重 (N)
L0: 初期標線間距離 (mm)
A: 試験片の初期断面積 (mm2)
(∆L)t: 時間tにおける伸び (mm)
7.2
結果の表し方
7.2.1
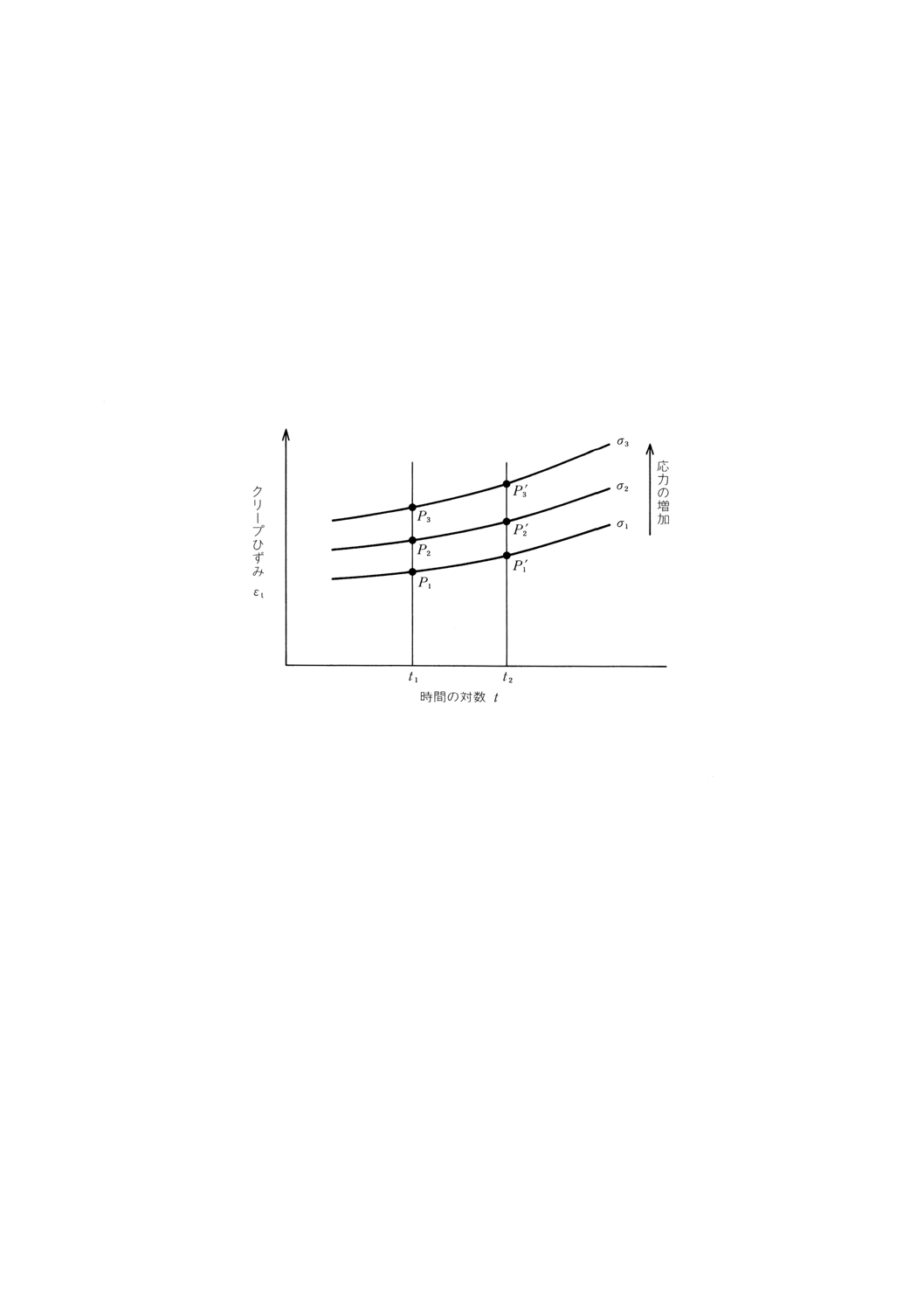
クリープ線図 クリープ線図は,可能ならば生データを用いて,経過時間の対数に対して引張ひず
みをプロットし,初期応力ごとに,点を結んで描かれた曲線群であり,クリープ曲線のシリーズとして表
示するのが望ましい(図1参照)。異なった温度で試験を行った場合は,各温度ごとに表示するのが望まし
い。
特定の用途を目的としての情報を要求される場合は,例えば,7.2.2及び7.2.3に示されるように,別の
方法で表示してもよい。
図1 クリープ線図
7.2.2
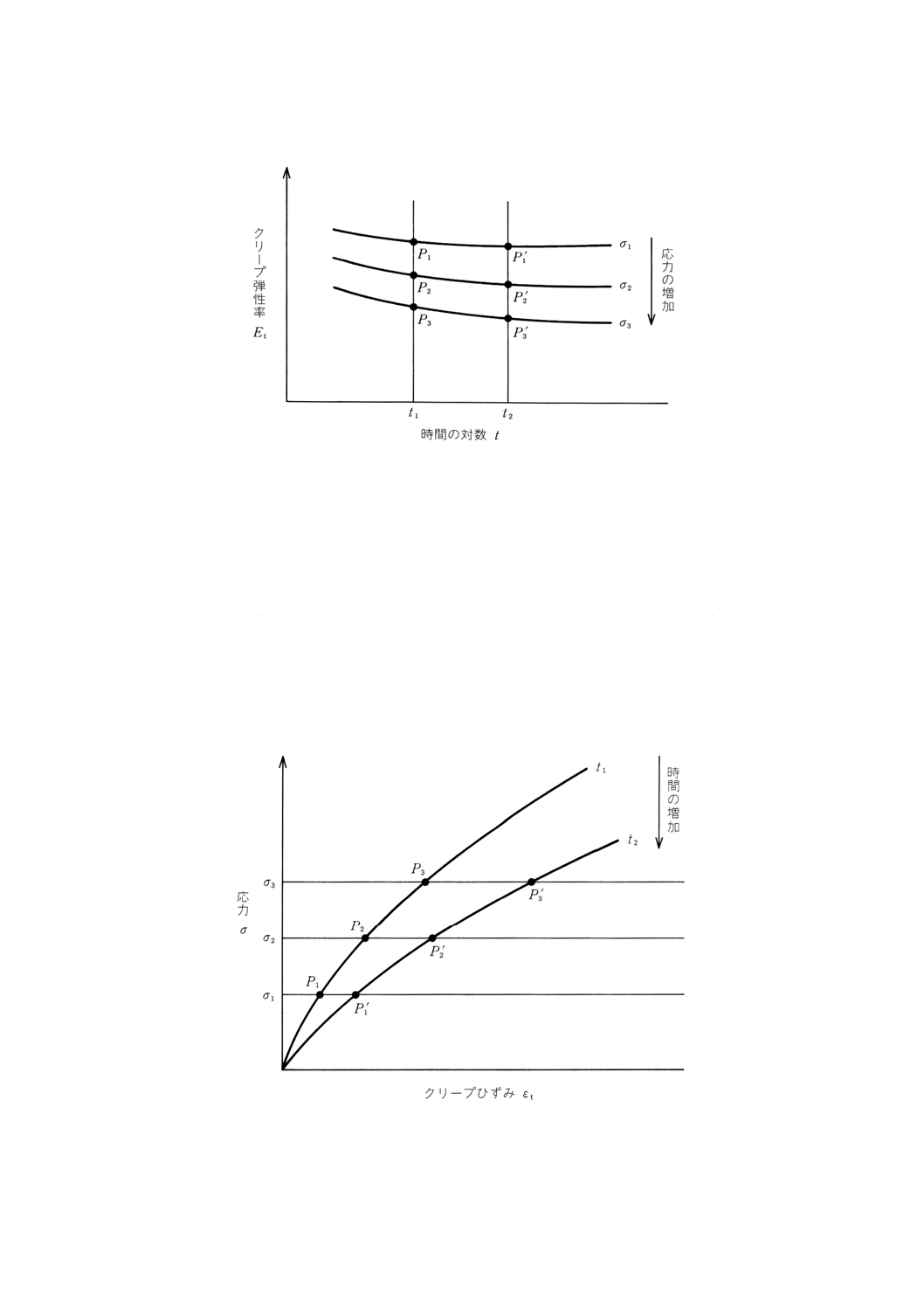
クリープ弾性率−時間線図 クリープ弾性率−時間線図は,7.1で示した式によって算出した引張
クリープ弾性率を経過時間の対数に対して,各初期応力ごとに,点を結んで描かれた曲線群である(図2
参照)。
異なった温度で試験を行った場合は,各温度ごとに曲線のシリーズとして表示する。
6
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 クリープ弾性率−時間線図
7.2.3
等時応力−ひずみ線図 等時応力−ひずみ線図は,負荷後規定された時点で,ひずみが作用した荷
重に対してどのように依存するかを示す直交座標に描いた線図 (Cartesian plot) である。通常,1 h, 10 h, 100
h, 1 000 h及び10 000 hの負荷時間に相当した幾つかの曲線を描く。一つのクリープ曲線からは1点だけし
か得られないので,等時曲線を得るためには少なくても三つの応力レベル,望ましくはそれより多くの異
なった応力レベルで試験を行うことが必要である。
図1に示すクリープ線図から特定の負荷時間(例えば,10時間)の等時応力−ひずみ線図を得るために
は,各クリープ曲線から10時間におけるひずみを読み取り,相当する応力(y軸)に対して読み取ったひ
ずみ(x軸)をプロットする。等時線図を得るためには,他の時間についてもこの操作を繰り返す(図3
参照)。
異なった温度で試験を行った場合,各温度ごとに曲線のシリーズとして表示する。
図3 等時応力−ひずみ線図
7
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.4
三次元表示 クリープ試験生データから導かれる異なったタイプの曲線(図1〜3参照)の間には
曲面ε=f (t, σ) の関係式が存在する。この関係は,三次元空間の曲面で表示できる[附属書Bの参考文献 (1)
参照]。
クリープ試験生データから導かれるすべての曲線は,この曲面の一部を形成する。個々の測定値に内在
する実験誤差のため,通常,測定値は曲線上から少し外れる。
曲面ε=f (t, σ) は,それを形成している幾つかの曲線を誘導することで得られるが,通常は何らかの方
法でスムージング操作が必要である。コンピュータ技術は迅速,かつ,確実にこれを可能にする。
7.2.5
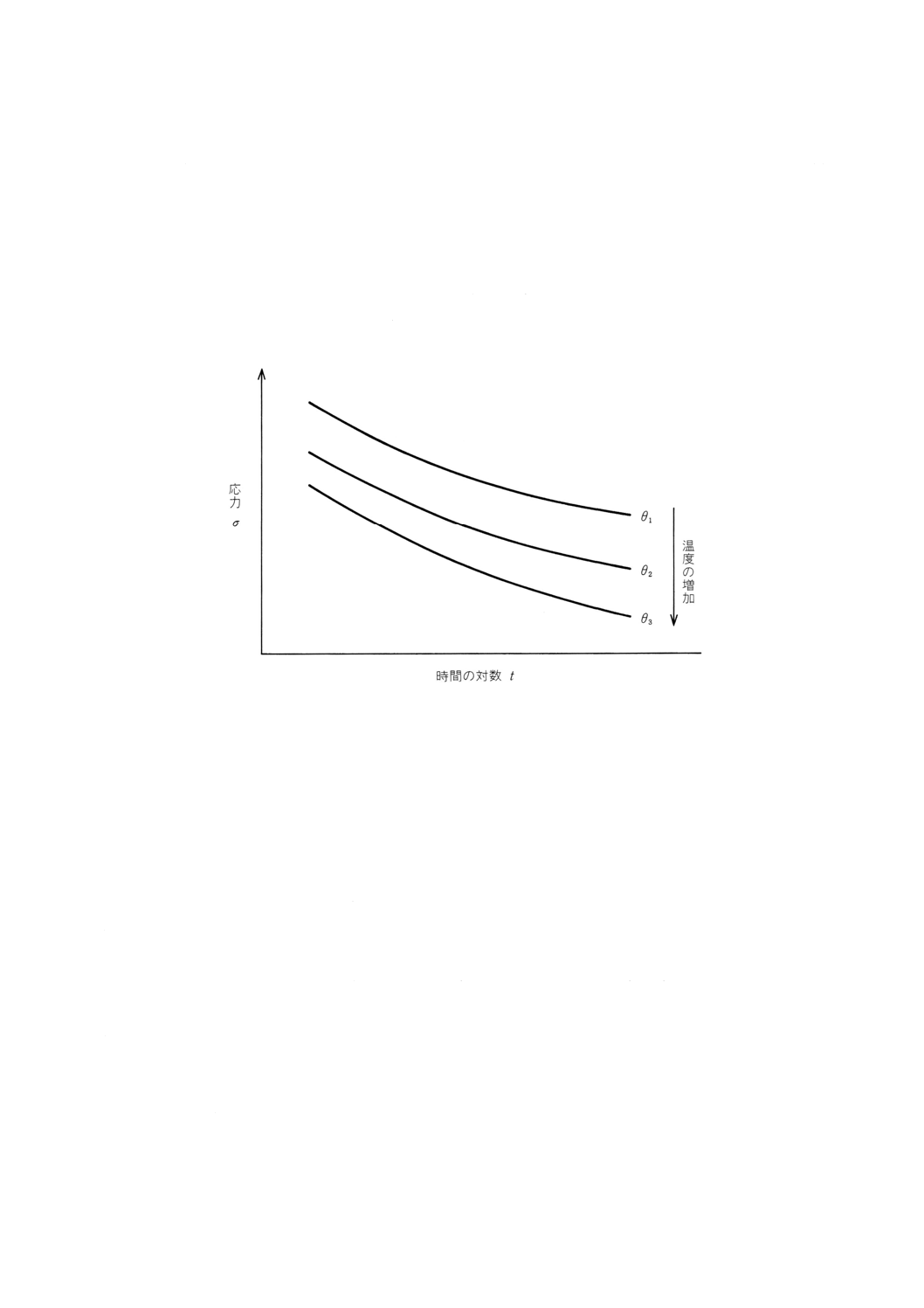
クリープ破壊線図 クリープ破壊線図は,ある応力で破壊する時間の予測を可能にする。クリープ
破壊線図は,時間の対数に対して応力が描かれる(図4参照)。応力は,応力の対数で表してもよい。
備考 応力は対数目盛でもよい。
図4 クリープ破壊線図
7.3
精度 この試験方法の精度は,試験室間の共同実験のデータがないので不明である。精度は,その
データが得られた時点で,次の改正版に追加される。
8. 報告 試験報告には,次の事項を含める。
a) 規格番号
b) 試験材料の特定に必要なすべての事項:組成,調製,製造業者,商品名,コード番号,製造日,成形
方法及びアニーリングの方法を含む
c) 試験片の寸法
d) 試験片の作製方法
e) 板の面又は材料の既知若しくは推測される配向方向に対する試験片の主軸の方向
f)
状態調節及び試験に用いた温度,湿度などの雰囲気の詳細
g) 試験を行った各温度での,7.2に規定する一つ又はそれ以上のグラフ形式若しくは表形式のクリープ試
験データ
h) クリープ回復(1)を測定したときは,試験片から荷重を除いた後の時間依存−ひずみ
注(1) 6.9の注参照。
8
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) ポリマーのクリープにおける物理的エージング効果
1. 概括 物理的エージングは,分子の易動度が高い高温から,低い温度での貯蔵時間に比較して分子運
動の緩和時間が長い低温に冷却した場合に起こる。このような環境下で,低い温度で平衡構造状態に近づ
くときに,分子(形状及びパッキング)の再配列を伴った構造変化が長い時間にわたって起こる。この結
果,作用した応力によって生じるクリープ変形は,ポリマーを貯蔵した期間に依存し,長時間貯蔵した材
料のクリープ速度は減少する可能性がある。
異なった貯蔵時間でのPVC試験片のクリープコンプライアンス曲線を附属書A図1に示す。各試験片
を85 ℃(Tgに近い温度)から急速に冷却し,負荷前に試験温度の23 ℃で異なった時間 (te) で貯蔵した。
試験片の物理的年齢(貯蔵時間)をteとした場合,物理的年齢の高い試験片ほど時間軸の方向に移動する
ことが分かる。
附属書A図1 85 ℃から23 ℃に試験片を急冷した後,異なる貯蔵時間te
で得られた23 ℃におけるPVCのクリープ線図
9
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 高温でのクリープ 低い(環境)温度で貯蔵した後,高温で測定を行った場合,物理的エージングに
よってクリープ挙動はより複雑となる。低い温度で貯蔵している間に起こる物理的エージングは,試験片
を試験温度で加熱したときに一時的に逆転する。温度が上昇したとき,この現象が起こる程度は,温度変
化の大きさや試験片の貯蔵期間に依存する。貯蔵期間に基づく試験片の見掛け上(又は実際)の収縮の後,
物理的エージングは高い温度で回復する。さらに,これが起こることのタイムスケールは,試験条件に依
存する。温度上昇によって生じる貯蔵期間の状態変化の一つの結論として,高温でのクリープ挙動は,負
荷前に試験温度と同じ温度で保持した時間に依存する。
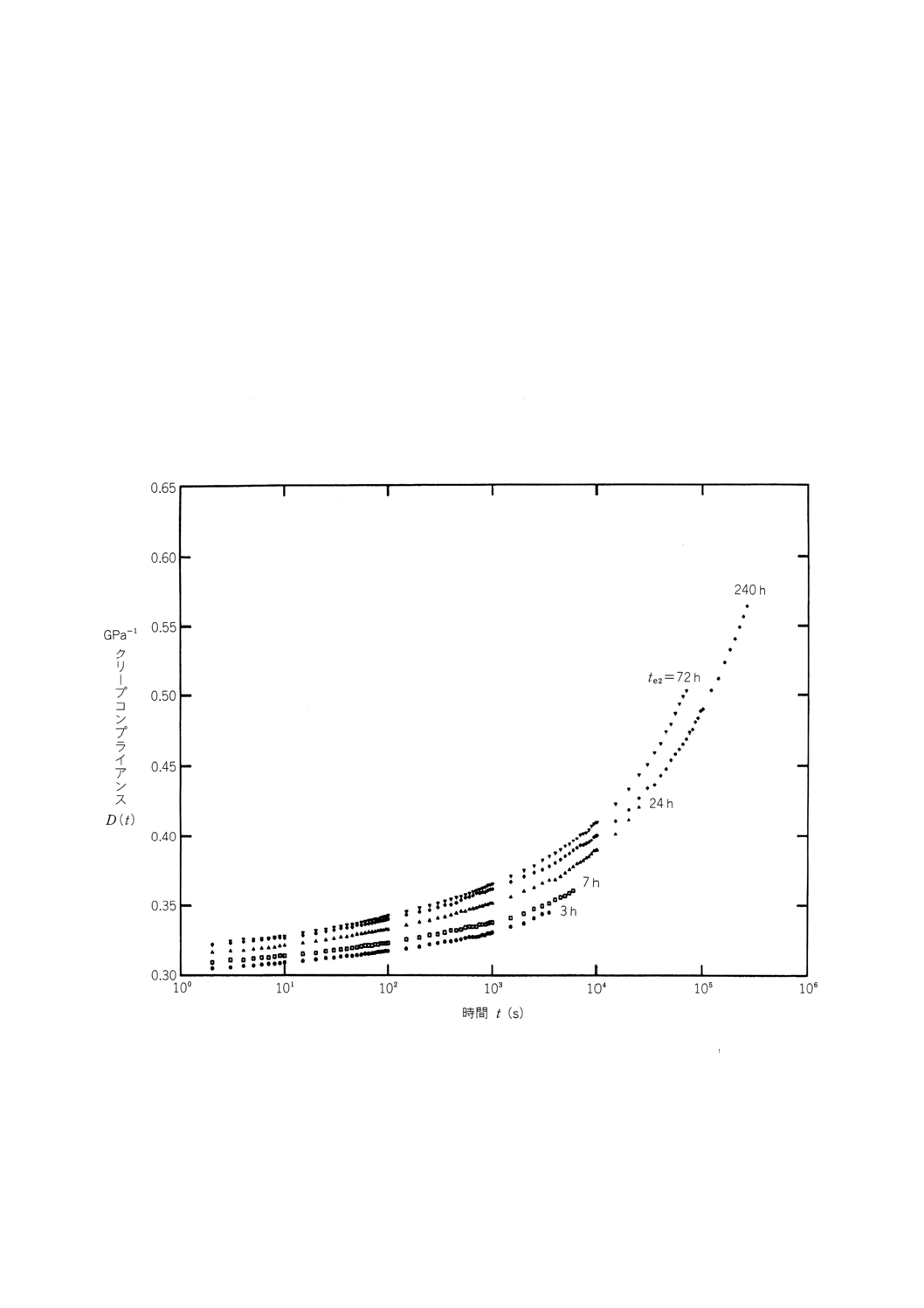
熱履歴がクリープコンプライアンスに影響を及ぼした典型的な例を附属書A図2及び附属書A図3に示
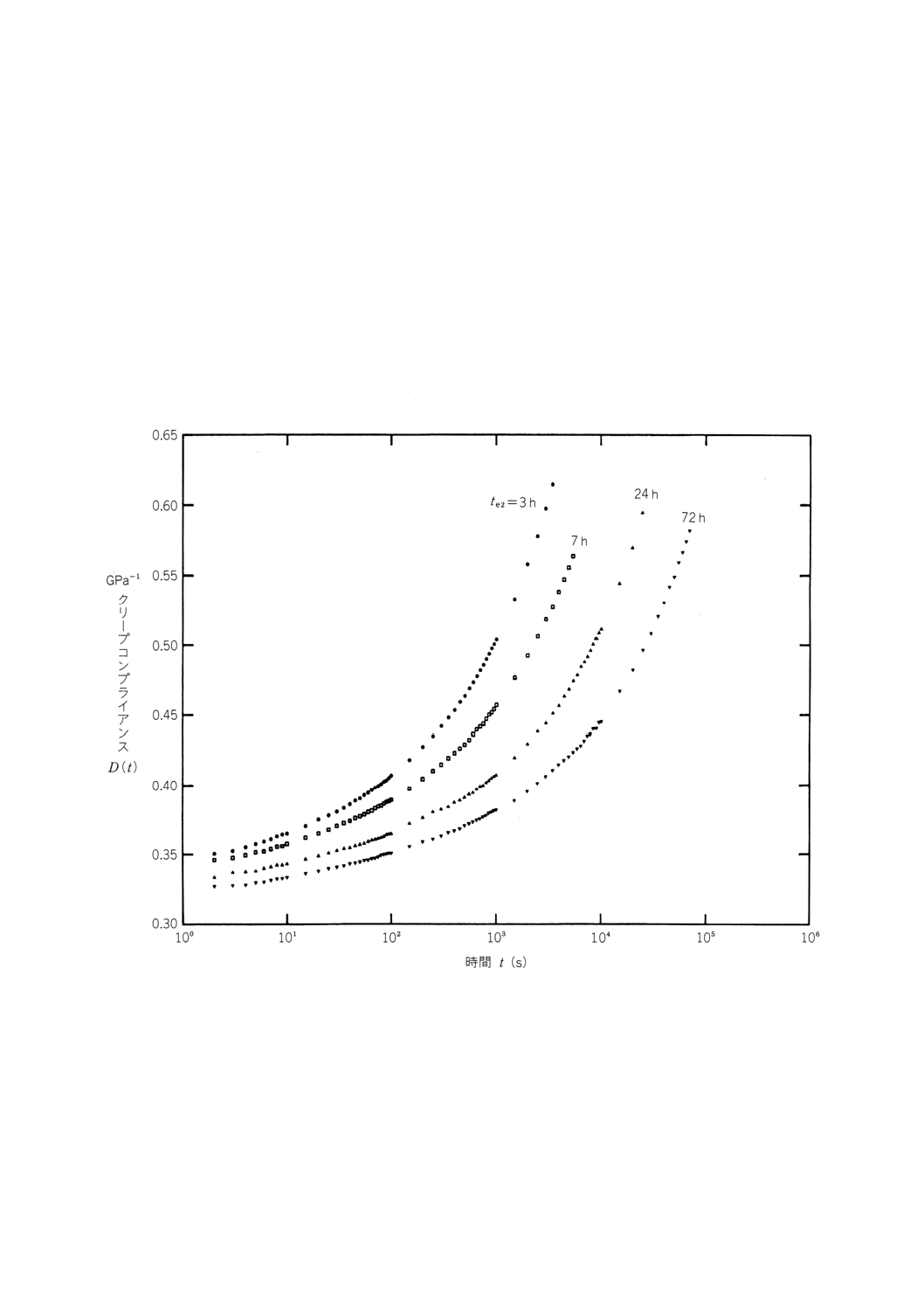
す。附属書A図2は,23 ℃の温度で200時間の期間te1貯蔵した試験片を,負荷前に44 ℃の試験雰囲気
内で異なった時間te2保持した後のクリープ線図を示す。低い温度で比較的に長い期間te1貯蔵したにもか
かわらず,高温でのクリープ挙動は,試験温度で保持した時間te2に強い依存性を示した。
附属書A図2 23 ℃から44 ℃に加熱後,異なった時間te2に保持したときの44 ℃での
PVCのクリープ線図(試験片を加熱前に23 ℃で200時間貯蔵した)
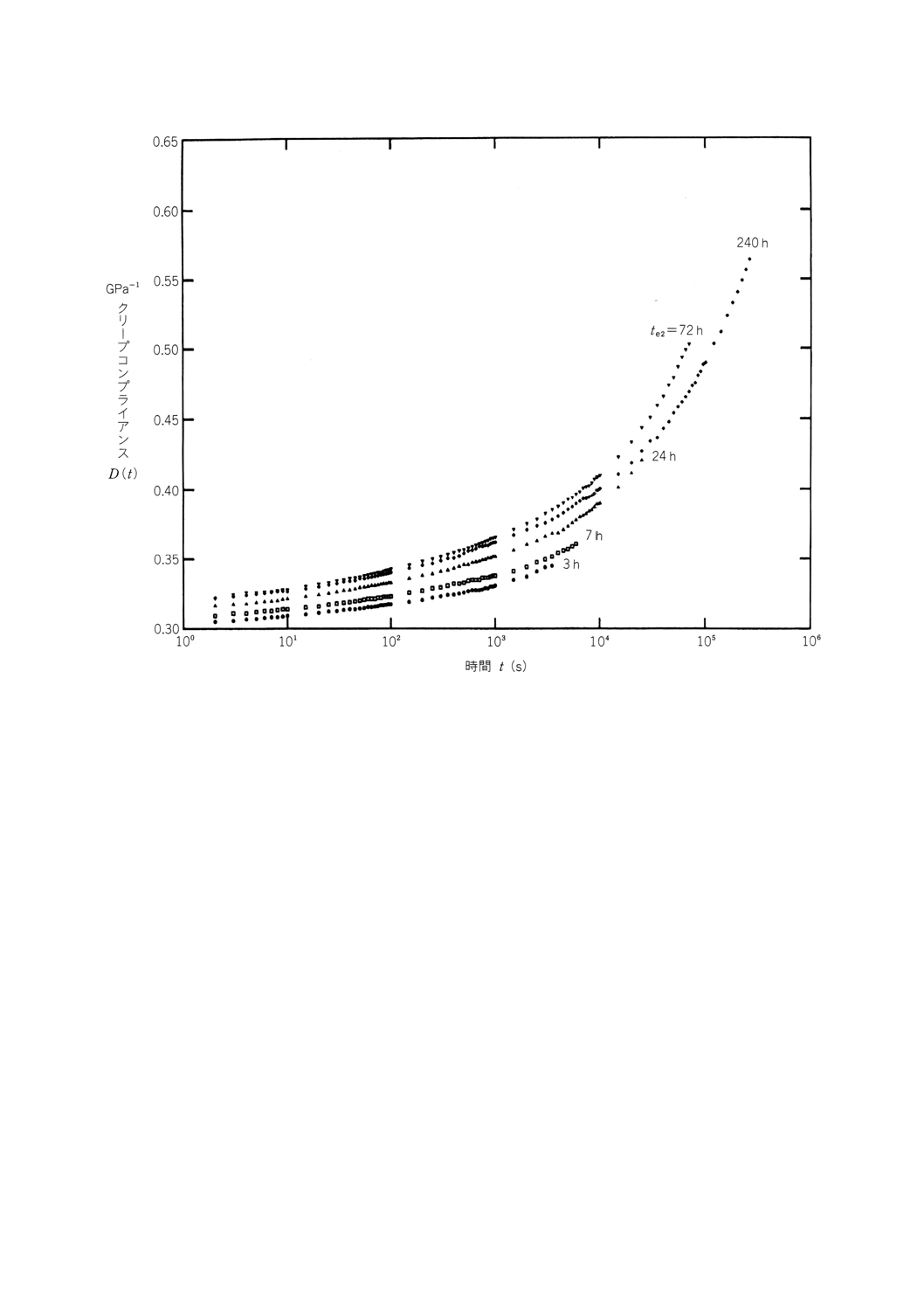
附属書A図3は,試験温度に加熱する前に23 ℃で1年以上の貯蔵期間te1を保った以外は附属書A図2
と同一条件で行われたクリープ試験の結果を示す。クリープ挙動の漸次的な減少は,保持時間がより短い
クリープ時間軸へ曲線がシフトしていくのが観察され,加熱前に試験片に生じた物理的エージングによる
構造変化よりも大きな構造変化から生じている。
10
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図3 加熱前に23 ℃で1年以上貯蔵した以外は附属書A図2と同様
11
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考文献
1. 参考文献
(1) TURNER, S, Creep in thermoplastics−Preliminary concepts and definitions, British Plastics, June (1964) ,
pp.322-324
12
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 特殊試験片
序文 この附属書(規定)は,過去のデータとの整合性など,何らかの理由でJIS K 7162の試験片の使用
ができない場合だけに適用する。この附属書(規定)は2003年4月1日まで適用する。
1. 試験片
1.1
試験片の形状及び寸法
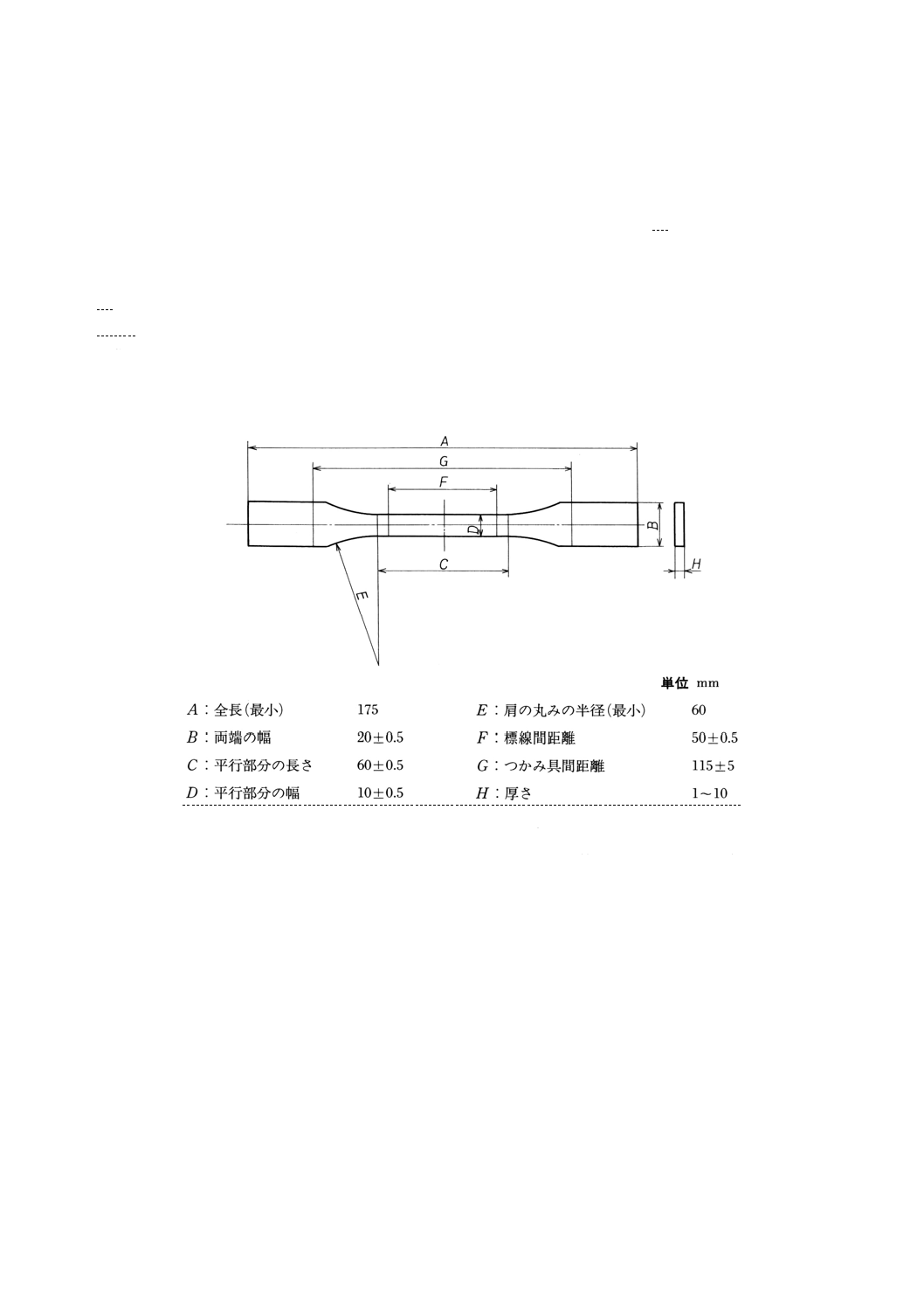
1) 1号形試験片 この試験片は,主としてクリープひずみが比較的小さい材料,例えば,熱硬化性樹
脂積層板,硬質熱可塑性樹脂成形材料などに適用するものとし,クリープひずみ測定及び/又はク
リープ破壊測定に用いる。試験片の形状及び寸法を附属書1図1に示す。
附属書1図1 1号形試験片
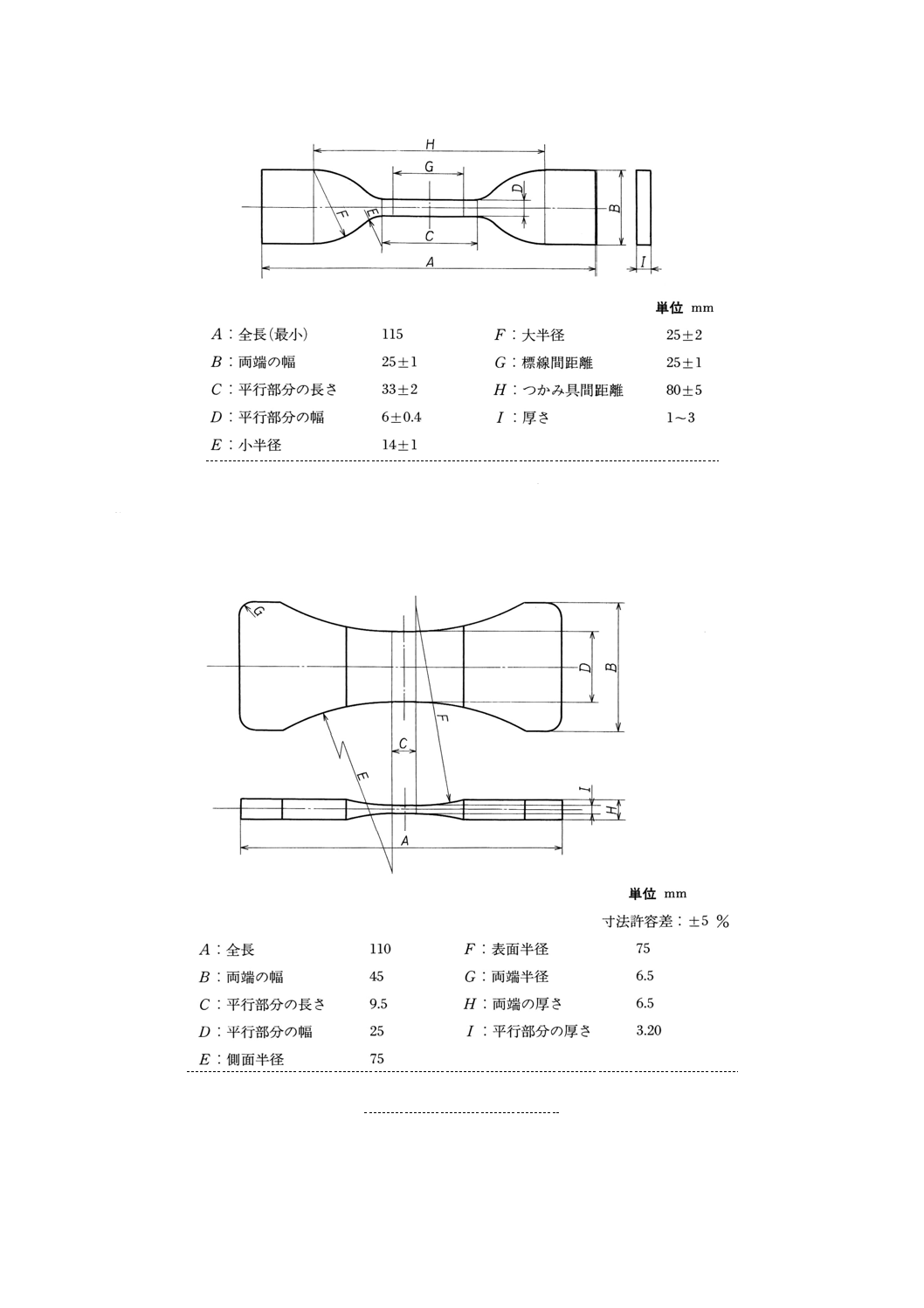
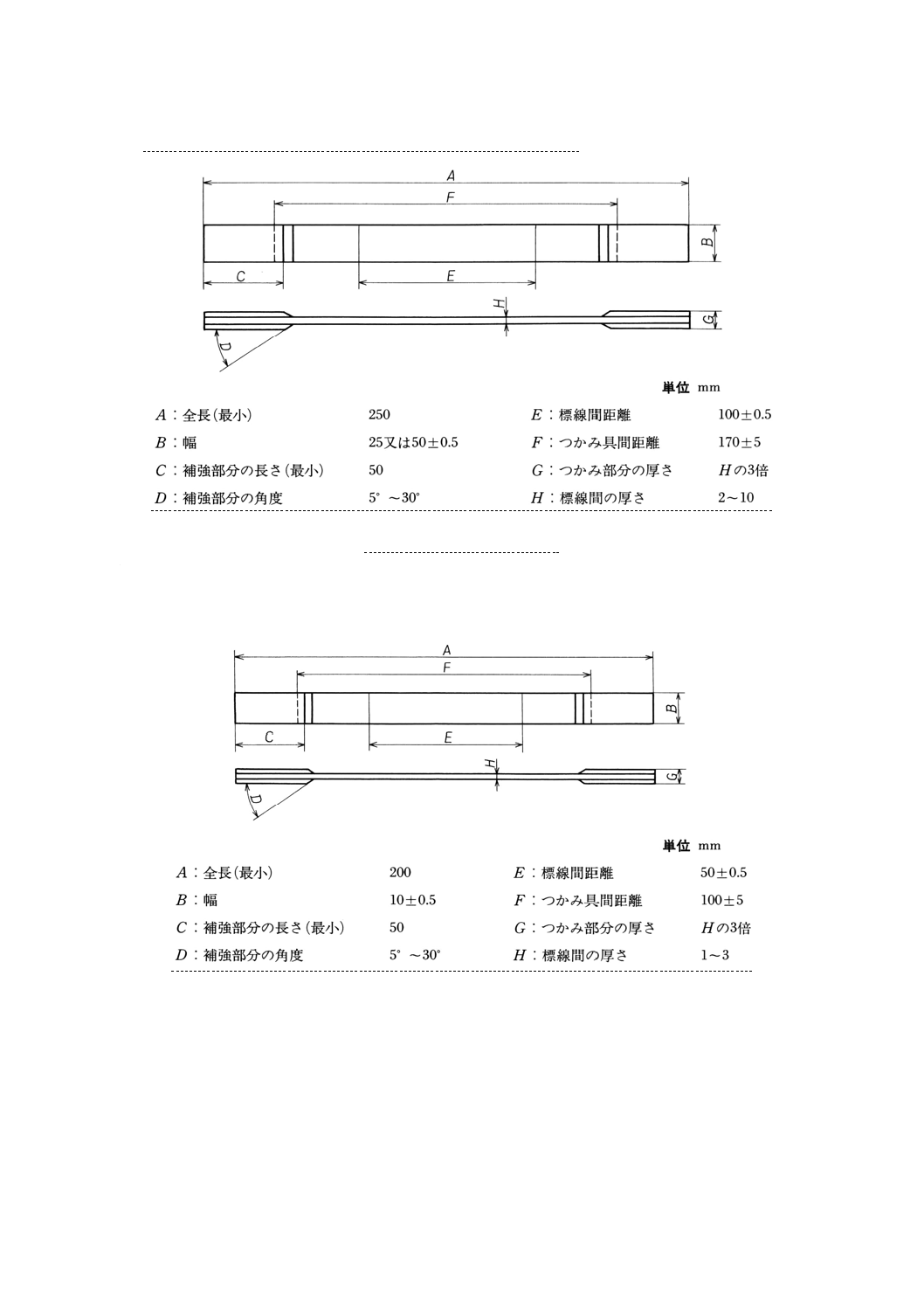
2) 2号形試験片 この試験片は,主としてクリープひずみが比較的大きい材料,例えば,ポリエチレ
ン,軟質塩化ビニル樹脂などの成形材料及び押出しコンパウンドなどに適用するものとし,クリー
プひずみ測定及び/又はクリープ破壊測定に用いる。試験片の形状及び寸法を附属書1図2に示す。
13
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図2 2号形試験片
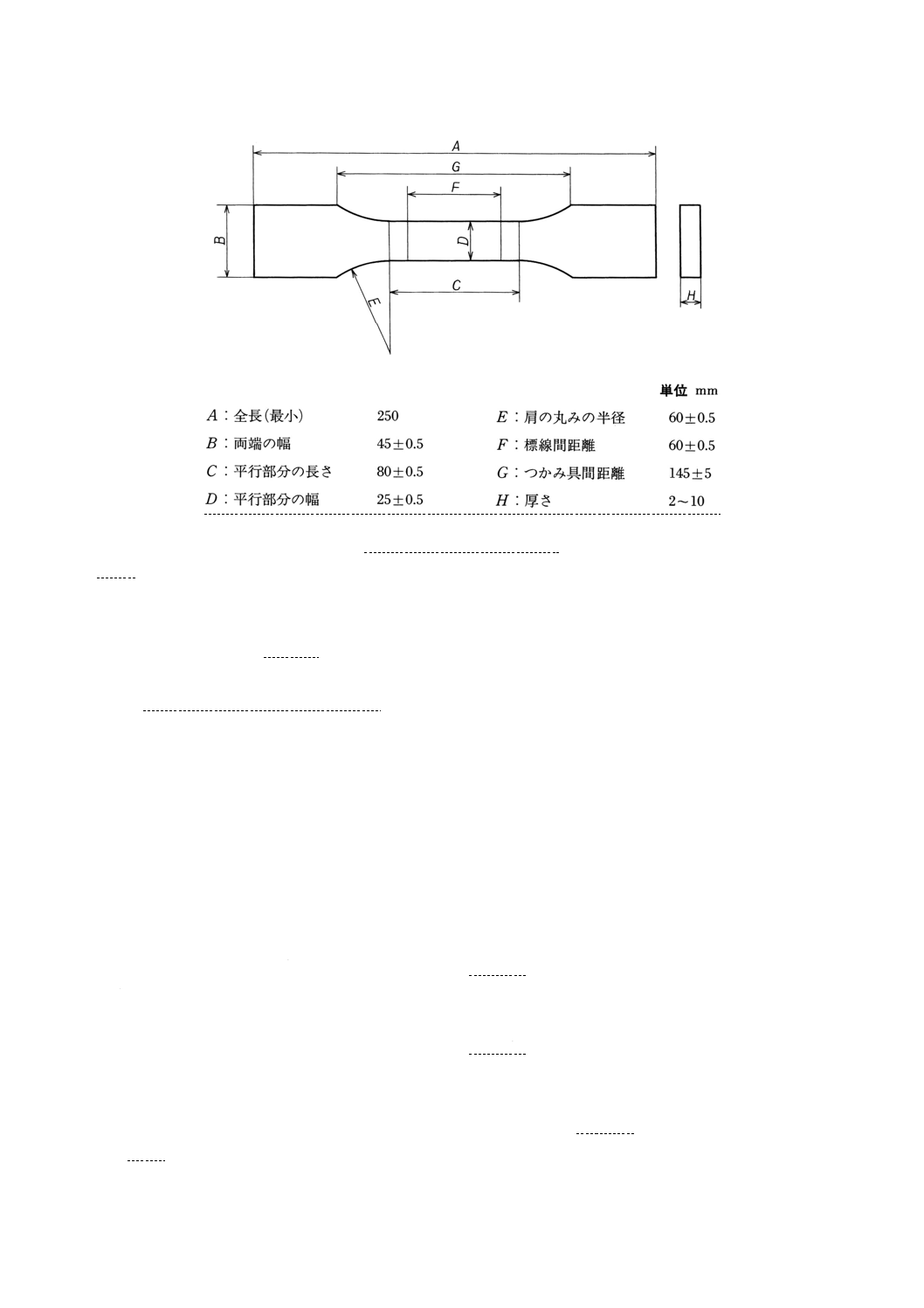
3) 3号形試験片 この試験片は,熱硬化性樹脂材料又は充てん材若しくは強化材を含んだ熱硬化性樹
脂材料などに適用するものとし,クリープ破壊測定だけに用いる。試験片の形状及び寸法を附属書
1図3に示す。
附属書1図3 3号形試験片
4) 4号形試験片 この試験片は,熱硬化性プラスチックなどに適用するものとし,クリープひずみ測
定及び/又はクリープ破壊測定に用いる。試験片の形状及び寸法を附属書1図4に示す。特に異方
14
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
性の顕著なものは,幅50mmのものを用いることが望ましい。
附属書1図4 4号形試験片
5) 5号形試験片 この試験片は,熱硬化性強化プラスチックの一方向強化材料にだけ適用するものと
し,クリープひずみ測定及び/又はクリープ破壊測定に用いる。試験片の形状及び寸法を附属書1
図5に示す。
附属書1図5 5号形試験片
6) 6号形試験片 この試験片は,強化プラスチックで,一方向強化材料を除く異方性材料又はほぼ面
内等方性に近い材料,例えば,チョップドストランドマットなどによって強化された材料などに適
用するものとし,クリープひずみ測定及び/又はクリープ破壊測定に用いる。試験片の形状及び寸
法を附属書1図6に示す。
15
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図6 6号形試験片
1.2
試験片の作製
1) 1号形試験片は,成形材料の場合は,関連規格又は受渡当事者間の協定による成形条件に従って射
出若しくは圧縮成形して作るか,又は板状に成形した後,機械加工によって試験片の形状とする。
試験片の厚さは3 mm〜4 mmが望ましい。板状製品の場合は,機械加工によって試験片を作製する。
この場合の試験片の厚さは板の厚さとするが,厚さが10 mmを超える場合は,機械加工によって板
の両面を同量削り10 mmとする。
2) 2号形試験片は,成形材料の場合は,関連規格又は受渡当事者間の協定による成形条件に従って射
出若しくは圧縮成形して作るか,又は板状に成形した後,機械加工によって試験片の形状とする。
試験片の厚さは2 mmが望ましい。板状製品の場合は,機械加工によって試験片を作製する。試験
片の機械加工方法としては切削によるほか,附属書1図2に示す形状及び寸法の切刃の付いた打抜
刃によって打ち抜いてもよい。
3) 3号形試験片は,成形材料を関連規格又は受渡当事者間の協定による成形条件に従って射出又は圧
縮成形によって作製する。
4) 4号形試験片は,強化プラスチックに附属書1図4に示す形状・寸法と同質の強化プラスチック又
はアルミニウムの補強部分を,強化プラスチックを構成する樹脂又は接着剤によって固着した後,
機械加工によって作製する。試験片の厚さは2 mm〜5 mmが望ましい。
5) 5号形試験片は,強化プラスチックに附属書1図5に示す形状・寸法と同質の強化プラスチック又
はアルミニウムの補強部分を,強化プラスチックを構成する樹脂又は接着剤によって固着した後,
機械加工によって作製する。試験片の厚さは2 mm〜3 mmが望ましい。
6) 6号形試験片は,関連規格又は受渡当事者間の協定による成形条件に従って成形した板状成形品か
ら機械加工によって作製する。機械加工は,フライスカッタ又はダイヤモンドカッタによって行う
のが望ましく,切削面は研磨紙で仕上げる。試験片の厚さは2 mm〜5 mmが望ましい。
備考 試験片の作製方法が,クリープ試験結果に大いに影響を及ぼすので,試験片の作製は関連規格
16
K 7115 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は受渡当事者間の協定による方法及び条件に従わなければならない。
機械加工するときには,その切削熱などによって性質が変化しないように,十分に注意しな
ければならない。試験片を打抜刃で作製するときは,硬い下敷きの上に試料を載せ,一打で打
ち抜かなければならない。
原案作成委員会 構成表
氏名
所属
本委員会
分科会
(委員長)
中 山 和 郎
工業技術院物質工学工業技術研究所
◎
(委員)
宮 入 裕 夫
東京医科歯科大学医用器材研究所
○
宗 宮 詮
慶應義塾大学理工学部
○
増 田 優
通商産業省基礎産業局
○
大 嶋 清 治
工業技術院標準部
○
橋 本 繁 晴
財団法人日本規格協会
○
栗 山 卓
山形大学工学部
○
小 牧 和 夫
通商産業省大阪工業技術研究所
○
◎
阿 部 聡
東京都立工業技術センター
○
馬 場 文 明
三菱電機株式会社先端技術総合研究所
○
我 妻 誠
日本電信電話株式会社
○
三 原 観 治
株式会社東洋精機製作所
○
○
増 瀬 英 雄
株式会社島津製作所
○
(横 田 明 善) 株式会社島津製作所
○
斎 藤 英 隆
株式会社エー・アンド・デイ
○
○
川 村 好 宏
三菱樹脂株式会社平塚研究所
○
横 山 昭
三井石油化学工業株式会社サン分析センター
○
○
田 辺 久 光
三菱化学株式会社四日市総合研究所
○
○
塚 原 浩
旭化成工業株式会社樹脂技術センター
○
○
坂 井 英 男
三井東圧化学株式会社千葉工業所
○
○
金 沢 宏 之
住友化学工業株式会社
○
○
高 野 忠 夫
財団法人高分子素材センター
○
○
濱 島 俊 行
日本プラスチック工業連盟
○
○
(事務局)
樋 口 秀 臣
財団法人高分子素材センター
○
○
三 宅 孝 治
日本プラスチック工業連盟
○
○
◎印:委員長
解説文責 小牧 和夫