1
K 7014 : 1997
解説
JIS
と対応する国際規格との対比表
JIS K 7014
繊維強化プラスチック管継手
ISO/DIS 7370
: 1996
ガラス強化熱硬化性樹脂
(GRP)
管及び継手
−呼び寸法,径,管の呼び長さ及び許容差 及び
ISO/FDIS 8483
:
1997
ガラス強化熱硬化性樹脂
(GRD))
管及び継手−ボルト式フ
ランジ接合の設計を確認する試験方法
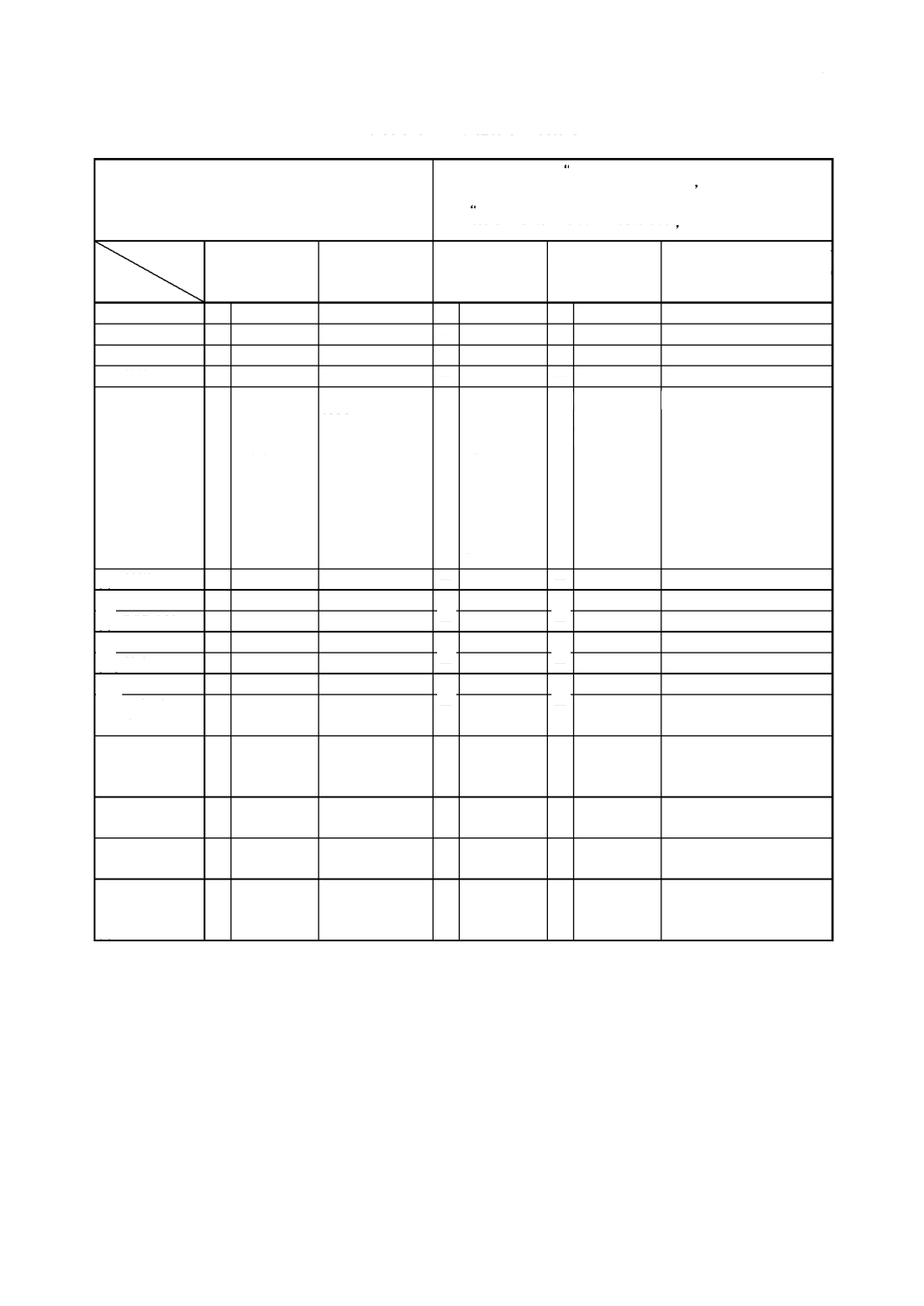
対比項目
規定項目
(I)
JIS
原案の規
定内容
(II)
国 際 規 格 番
号
(III)
国 際 規 格 の
規定内容
(IV)
JIS
と国際規
格との相違点
(V)
JIS
と国際規格との整合
が困難な理由及び今後の
対策
(1)
適用範囲
○
−
−
(2)
用語・記号
○
−
−
(3)
種類・等級
○
−
−
(4)
性能
○
−
−
(5)
形状・寸法及
び許容差
○
内 径 許 容
差;±
1mm
又
は 呼 び 径 の
±
0.6
% の 大
きい方。
ISO/DIS 7370
:
1996
○ 内 径 許 容 差
(25A
−
250A)
: ±
1.5mm
。; ±
1.8mm(300A)
外径許容差;
±
0.5mm
,
±
0.6mm
,
+
0.7mm
ADP
ISO
許容差を
管の
附属書
3
に規定
将来
ISO
に提案する。
(6)
外観
○
−
−
(7)
材料・原料
○
−
−
(8)
製造方法
○
−
−
(9)
試験方法
○
−
−
(10)
検査
○
−
−
(11)
表示
○
−
−
(12)
取 扱 上 の 注
意
○
−
−
(13)
試 験 結 果 の
数 値 の 表 し
方
○
−
−
(
附属書
1
)
;欄
外
○
−
−
(
附属書
2
)
;欄
外
○
−
−
(
附属書
3
)
;欄
外
(1)
適用
○
−
−