K 6894:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験方法························································································································· 2
4.1 試験の一般条件 ············································································································· 2
4.2 外観 ···························································································································· 3
4.3 塗膜の厚さ ··················································································································· 3
4.4 非ぬれ性試験 ················································································································ 3
4.5 非粘着性試験 ················································································································ 4
4.6 付着性試験 ··················································································································· 5
4.7 鉛筆引っかき硬度試験 ··································································································· 10
4.8 耐摩耗性試験 ··············································································································· 12
4.9 ピンホール試験 ············································································································ 12
5 品質要件························································································································ 13
6 試験結果の数値の表し方 ··································································································· 13
7 報告······························································································································ 13
附属書A(規定)非粘着性試験測定用粘着テープ ······································································ 15
附属書B(参考)ホットケーキ離型試験法(食品非粘着性試験) ·················································· 16
附属書C(参考)品質要件の水準例 ························································································ 18
K 6894:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本弗素樹脂工業
会(JFIA),日本プラスチック工業連盟(JPIF)及び一般財団法人日本規格協会(JSA)から,工業標準原
案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣
が改正した日本工業規格である。
これによって,JIS K 6894:1996は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6894:2014
金属素地上のふっ素樹脂塗膜の試験方法
Testing methods for fluoroplastic coating film on metal substrate
序文
この規格は,1972年に制定され,その後3回の改正を経て今日に至っている。前回の改正は,1996年に
行われたが,その後のJIS K 5400塗料一般試験方法の廃止移行に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,工業用・家庭用などに使用する,金属素地上にふっ素樹脂を主成分としたふっ素樹脂塗料
を塗装し,焼き付けた塗膜(以下,塗膜という。)の試験方法について規定する。ただし,ふっ素樹脂塗膜
の種類は,表1に示す種類のものに適用する。
表1−ふっ素樹脂塗膜の種類
種類
記号
ポリテトラフルオロエチレン
PTFE
パーフルオロアルコキシアルカン
PFA
パーフルオロエチレンプロペンコポリマー
FEP
エチレン−テトラフルオロエチレンコポリマー
ETFE
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
JIS B 7507 ノギス
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
JIS G 4404 合金工具鋼鋼材
JIS K 5600-1-1 塗料一般試験方法−第1部:通則−第1節:試験一般(条件及び方法)
JIS K 5600-1-4 塗料一般試験方法−第1部:通則−第4節:試験用標準試験板
JIS K 5600-1-7 塗料一般試験方法−第1部:通則−第7節:膜厚
JIS K 5600-5-9 塗料一般試験方法−第5部:塗膜の機械的性質−第9節:耐摩耗性(摩耗輪法)
JIS K 7204 プラスチック−摩耗輪による摩耗試験方法
JIS R 3257 基板ガラス表面のぬれ性試験方法
JIS R 6252 研磨紙
JIS S 6050 プラスチック字消し
2
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 0103 防せい防食用語
JIS Z 0237 粘着テープ・粘着シート試験方法
JIS Z 1522 セロハン粘着テープ
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 0103によるほか,次による。
3.1
非ぬれ性
表面に液体が接触するとき,はじいてぬれない性質。
3.2
非粘着性
物質がくっつかないか,又はくっつきにくい性質。
3.3
ピール強度
塗膜を金属素地上から引き剝がすのに必要な単位幅当たりの接着力。
3.4
室温
JIS Z 8703に規定する標準状態の23 ℃。ただし,許容差は,±2 ℃とする。
3.5
焼付け
金属素地上に塗料を塗布した後,高温に加熱し塗膜を乾燥,溶融及び硬化する操作。
3.6
付着性
ふっ素樹脂塗膜と金属素地との接着力。
4
試験方法
4.1
試験の一般条件
4.1.1
一般
試験の一般条件は,JIS K 5600-1-1によるほか,4.1.2及び4.1.3による。
4.1.2
試験片の作製
試験片は,JIS K 5600-1-4によるほか,次による。
a) 製品から試料を採ることができる場合,試料は,性能を代表している場所を選び,試験片を作製する。
b) 製品の形状,寸法などのため,直接試料を採ることができない場合,その製品と同一材質の金属板を
基板として,製品と同一施工した代替試験片を作ることができる。
c) 試験片は,反り及びうねりがないように調整する。
4.1.3
試験条件及び状態調節
試験条件及び状態調節は,次による。
a) 試験は,室温で行う。
3
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製品の形状,寸法などのため,室温にて測定できない場合,常温にて測定してもよい。
この場合,測定温度は,品質試験結果に記載する。
b) 非ぬれ性試験,非粘着性試験,付着性試験,鉛筆引っかき硬度試験及び耐摩耗性試験の試験片は,試
験片全体の温度が一定になるように,測定前に室温で1時間以上の状態調節を行う。試験は,同じ条
件下で行う。
4.2
外観
塗膜の外観の試験は,JIS K 5600-1-1によるほか,次による。
a) 試験 受渡当事者間の協定による限度見本品と比べて色,つや及びレベリングの状態並びに穴,泡,
異物,くぼみ,しわ,透け,流れ,にじみ,はじき,へこみ及びむらの程度を目視で行う。
b) 判定 限度見本品と比べて差異のない場合は,外観が正常であるとする。
4.3
塗膜の厚さ
塗膜の厚さの測定は,JIS K 5600-1-7によるほか,次による。
a) 操作 操作は,次による。
1) 塗膜の厚さは,マイクロメータ,磁気誘導膜厚計又は渦電流膜厚計のいずれかを用いて測定する。
また,測定器は,金属素地の材質及び形状に適したものを用いる。
なお,受渡当事者間で協定した測定器を用いてもよい。
2) 測定方法は,測定機ごとに規定している方法による。
b) 評価 それぞれの試料について3か所以上を測定し,測定値の平均値を塗膜の厚さとする。
4.4
非ぬれ性試験
非ぬれ性は,JIS R 3257に規定する静滴法によって測定する。
測定液は,日本薬局方の精製水を用いる。
a) 操作 操作は,次による。
1) 塗膜面は,JIS B 0651に規定する触針式表面粗さ測定機を用いて測定する。
2) 試験片は,表面の汚れを除去する。
3) 試験片の塗膜面を上にして測角器の試料台に取り付ける。
4) マイクロビュレットから測定液を試験片の表面に滴下する。液滴の大きさは,直径1 mm〜2 mmと
する。
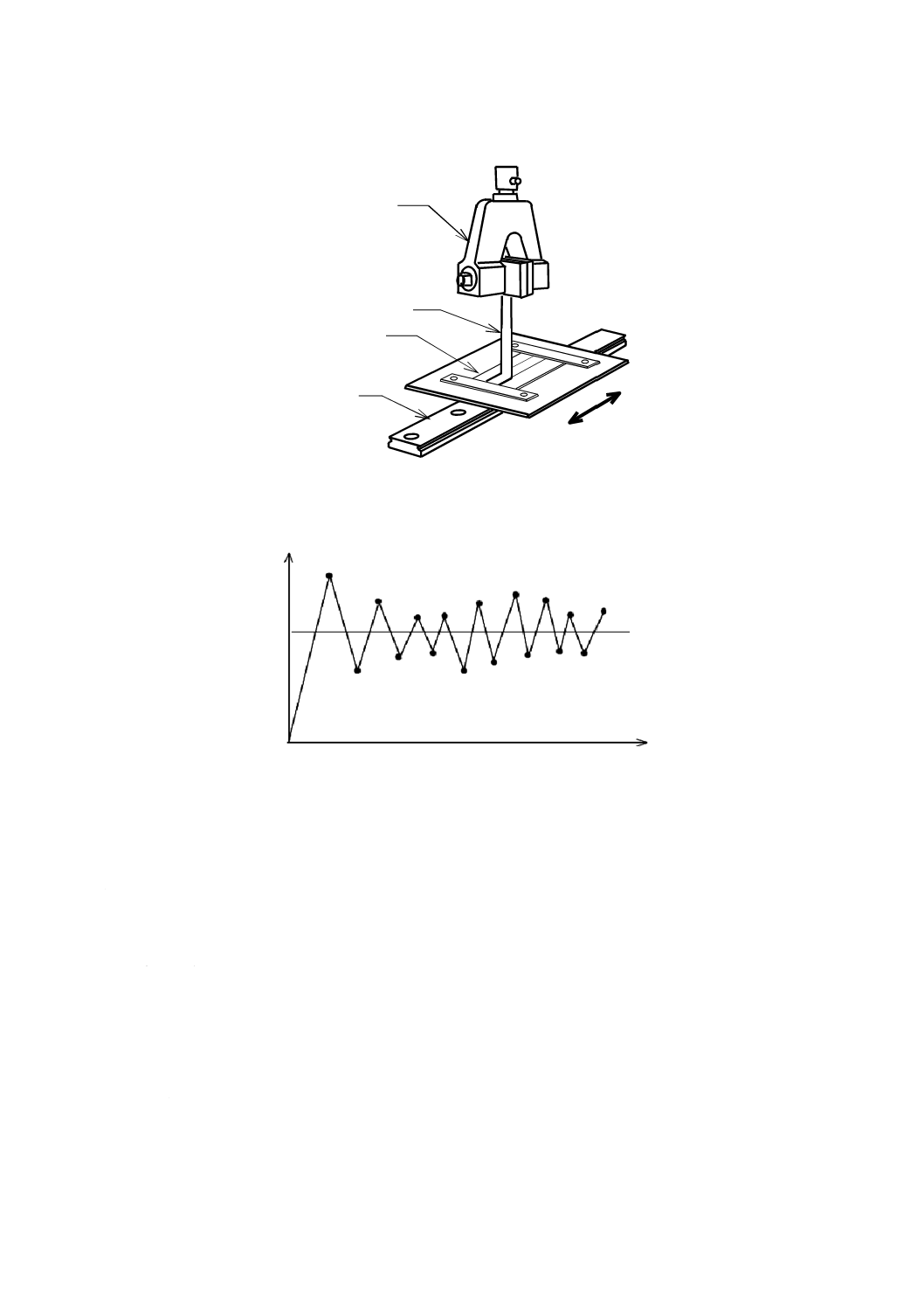
5) 滴下後,液滴の振動が収まれば,直ちに液滴及び塗膜面の角度を測定する。
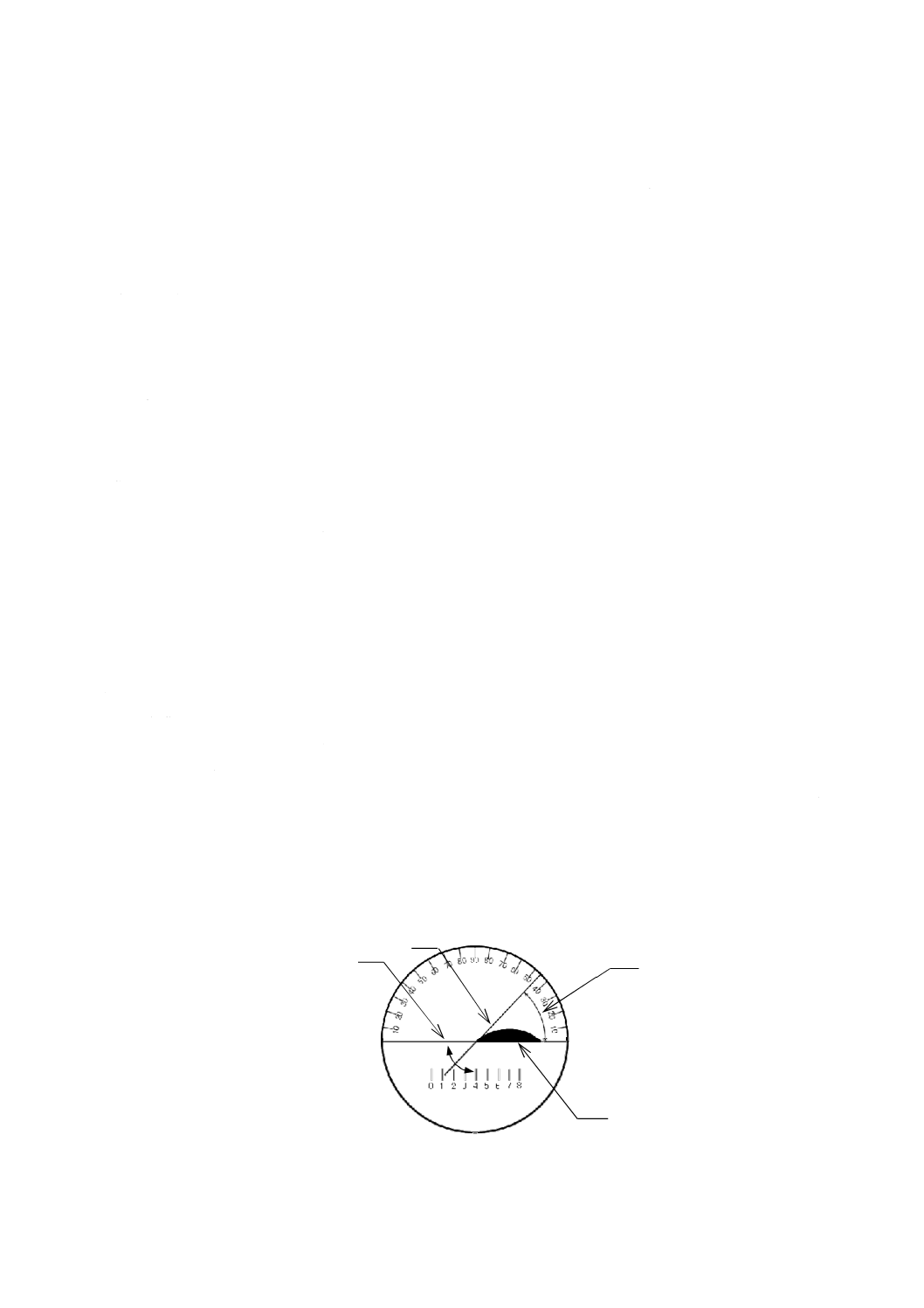
なお,直読法の場合は,直読測角器によって角度を読み取る。
図1に直読測角器の例を示す。
1 固定スケール
2 可動スケール
3 測定角度
4 滴液
図1−直読測角器の例
1
2
3
4
4
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 評価 評価は,次による。
1) 1枚の試験片について5か所を測定し,平均値を接触角とする。
2) 接触角及び塗膜の表面粗さは,品質試験結果に記載する。
4.5
非粘着性試験
4.5.1
粘着テープ試験法
4.5.1.1
試験機法
試験は,JIS B 7721に規定する引張試験機を用いて行う。
a) 操作 操作は,次による。
1) 試験片は,表面の汚れを十分に除去する。
2) 測定用粘着テープは,附属書Aに規定する幅18 mmのテープを用いる。
3) 測定用粘着テープを300 mm切り取り,試験片の上に載せ,テープの上からJIS Z 0237の圧着装置
のローラ質量1 000 g±50 gのローラ又はJIS S 6050の消しゴムで圧着する。圧着後20分〜40分放
置し,テープをなじませる。
4) 試験片の端面を引張試験機の下側つかみ具へ取り付ける。テープ先端を剝がして180°折り返し,
上側つかみ具に取り付ける。このときテープが,真っすぐ剝がれるように取り付ける。
5) 引張速度は,約20 mm/minとする。
6) 試験機で試験片からテープを剝がす力を測定する。
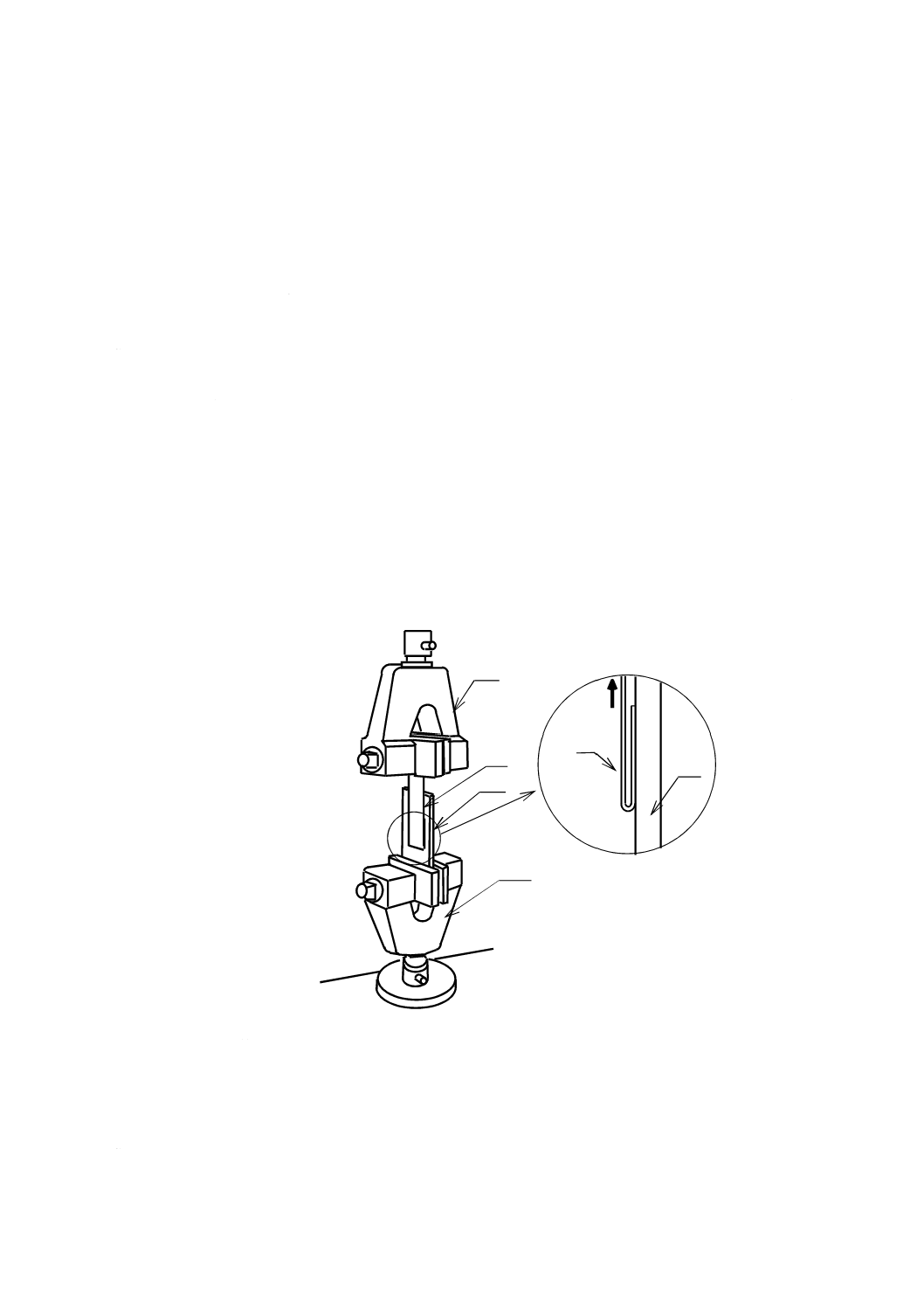
試験の状態の例を図2に示す。
1 つかみ具
2 テープ
3 試験片
4 つかみ具
図2−非粘着性試験の状態の例
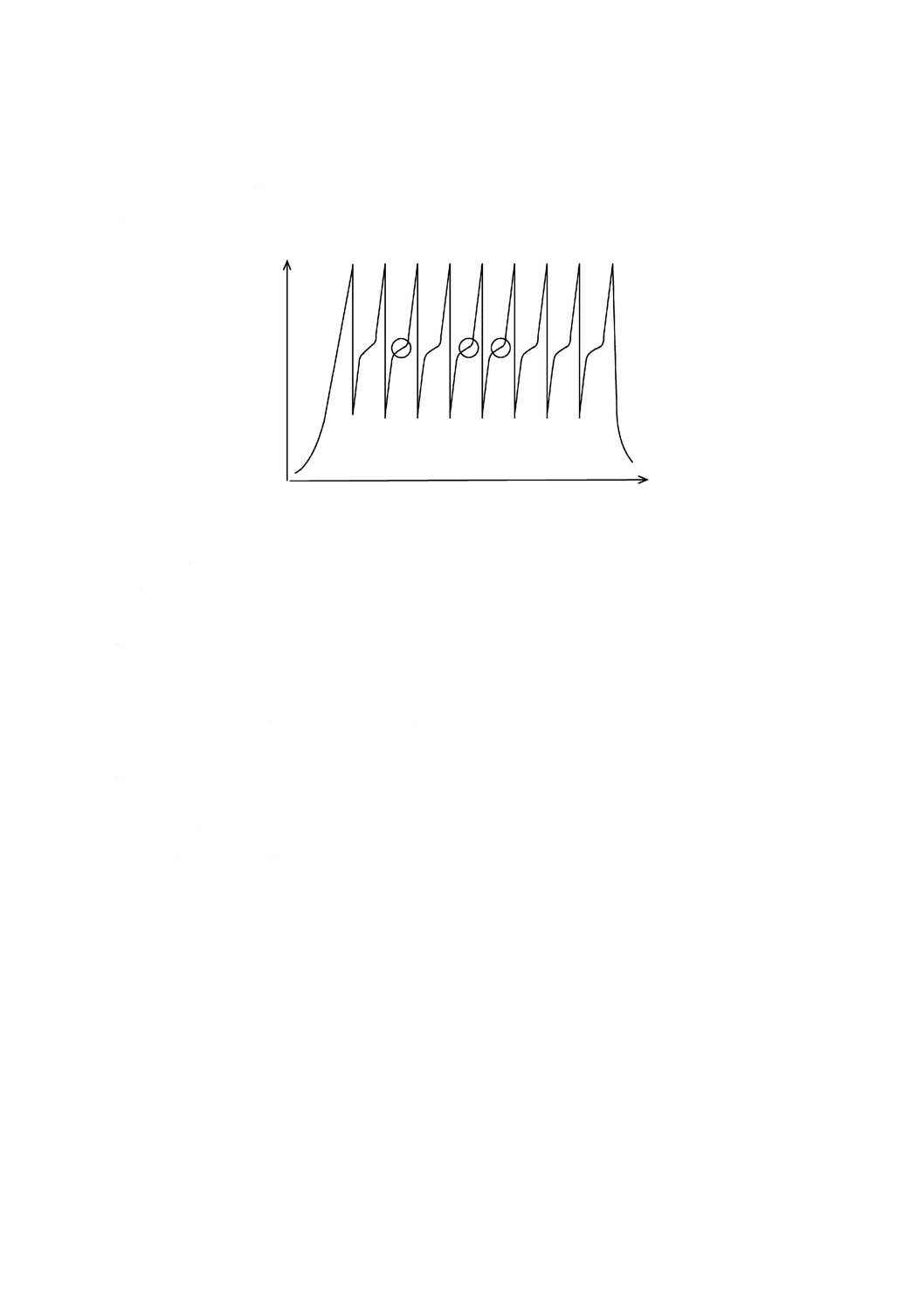
b) 評価 評価は,次による。
1) 記録紙から,テープが滑らかに剝がれている部分(図3の中の○印)の数値を読み取る。
1
3
2
2
3
4
5
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 1回の測定について,任意の3か所の平均を求め,その平均値を測定値とする。
3) 測定は,3回行い測定値を求め,その平均値を非粘着性とする。
4) 測定値が自動で算術平均できる測定機を用いる場合は,平均剝離力を非粘着性とする。
5) 試験方法は,品質試験結果に記載する。
図3−測定値の読み取リ
4.5.1.2
手ばかり法
手ばかり法は,次による。
a) 操作 操作は,次による。
1) 試験は,最大値を記録できる荷重計又はばね式手ばかりを用いる。
2) 試験方法は,4.5.1.1 a) による。ただし,引張速度は,約20 mm/minとする。
b) 評価 評価は,次による。
1) テープが滑らかに剝がれている数値を読み取る。
2) 測定は,3回行い平均値を求め,その平均値を非粘着性とする。
3) 試験方法は,品質試験結果に記載する。
4.5.2
ホットケーキ離型試験法(参考)
食品の非粘着性試験は,ホットケーキ生地を焼いたときのふっ素樹脂塗膜から剝がす力を荷重計(フォ
ースゲージ)を用いて評価する。
附属書Bに試験方法の例を参考として示す。
4.6
付着性試験
4.6.1
一般
付着性試験は,描画試験法,碁盤目テープ試験法又はピール強度試験法による。
4.6.2
塗膜の厚さ
試験の塗膜の厚さは,描画試験法及び碁盤目テープ試験法は,60 μm以下とし,下地処理の厚さは含ま
ない。
4.6.3
描画試験法
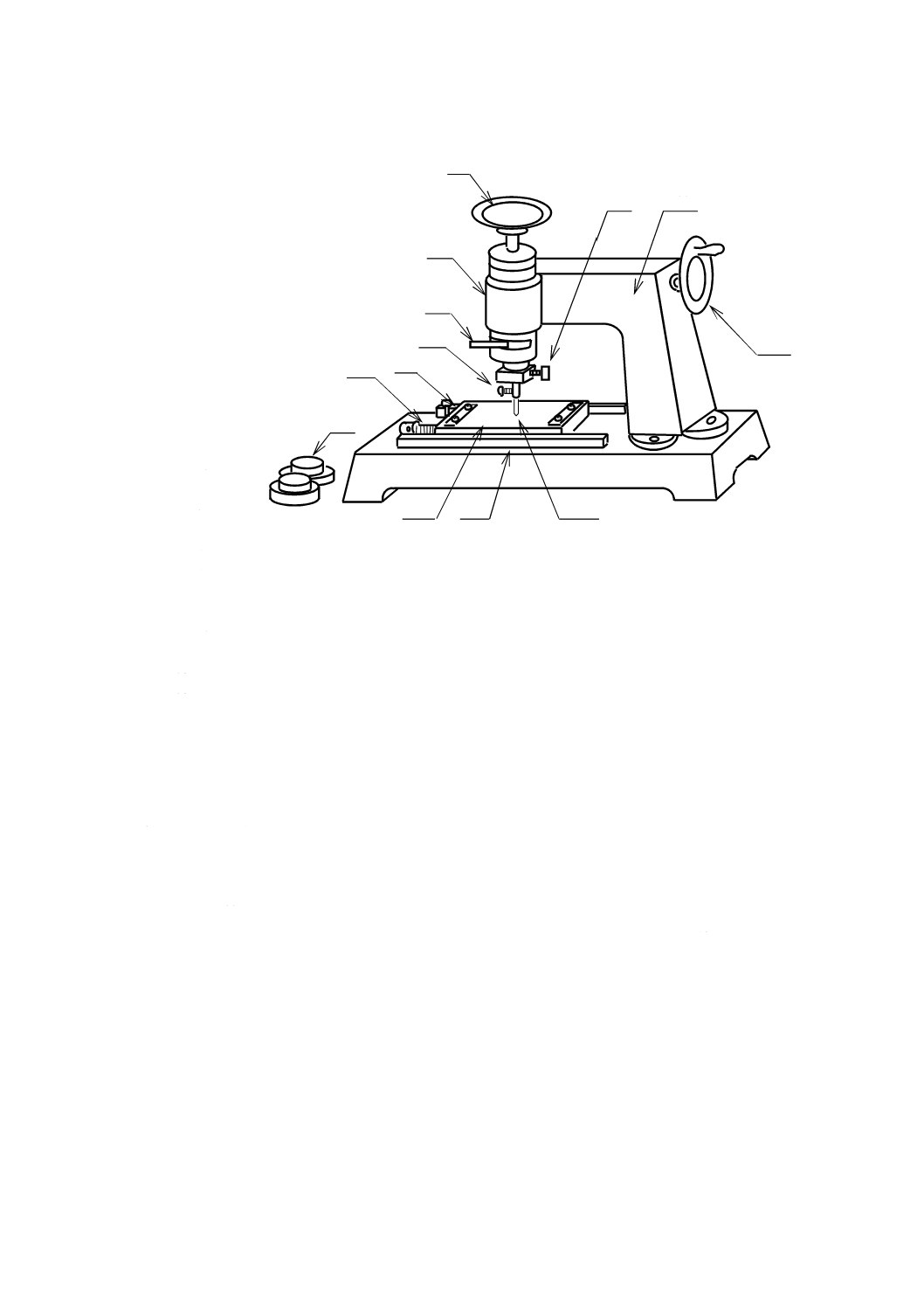
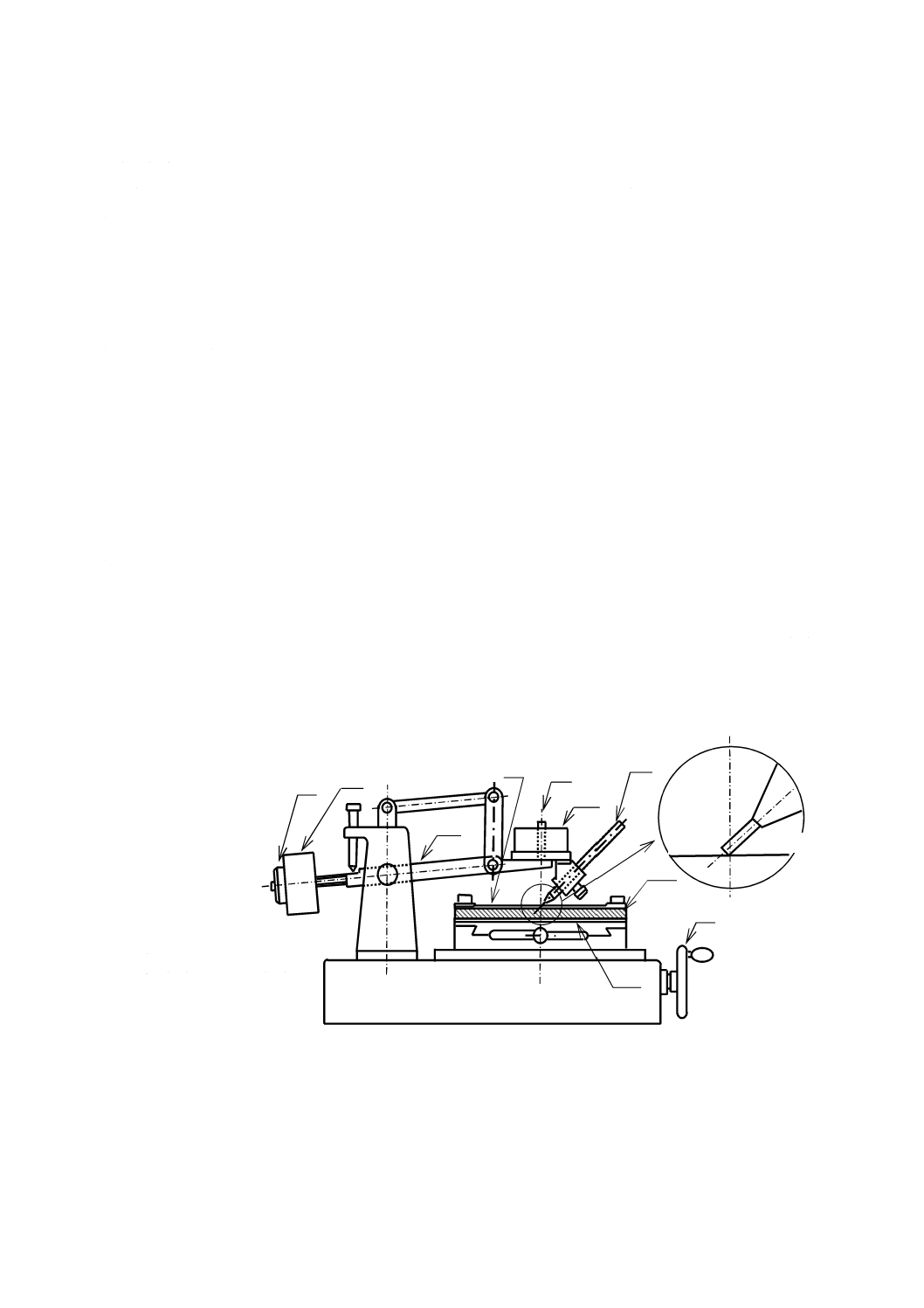
試験機は,描画試験機を用いる。その例を図4に示す。
変位
剝
離
力
6
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 鋼針
2 試料台
3 移動台
4 親ねじ
5 おもり皿
6 負荷装置
7 負荷レバー
8 鋼針止めねじ
9 試料押さえ板
10 偏心止めねじ
11 フレーム
12 ハンドル
13 おもり
図4−描画試験機の例
a) 操作 操作は,次による。
1) 試験片を試験機の試料台に取り付ける。
2) 鋼針の先端を静かに試験片の表面に接触させる。
3) 鋼針の材質は,JIS G 4404に規定するSKS2種で直径3 mm±0.05 mm,長さ23 mm±1.0 mm,先端
角度60°±5°のものとする。
4) おもり皿に質量500 gのおもりを静かに載せる。
5) ハンドルを一定速度(毎秒1回転)で回し,試験片上に半径4.5 mmのら(螺)線を25回描く。こ
のとき,針先が塗膜を破り,基板に達していることを確認する。
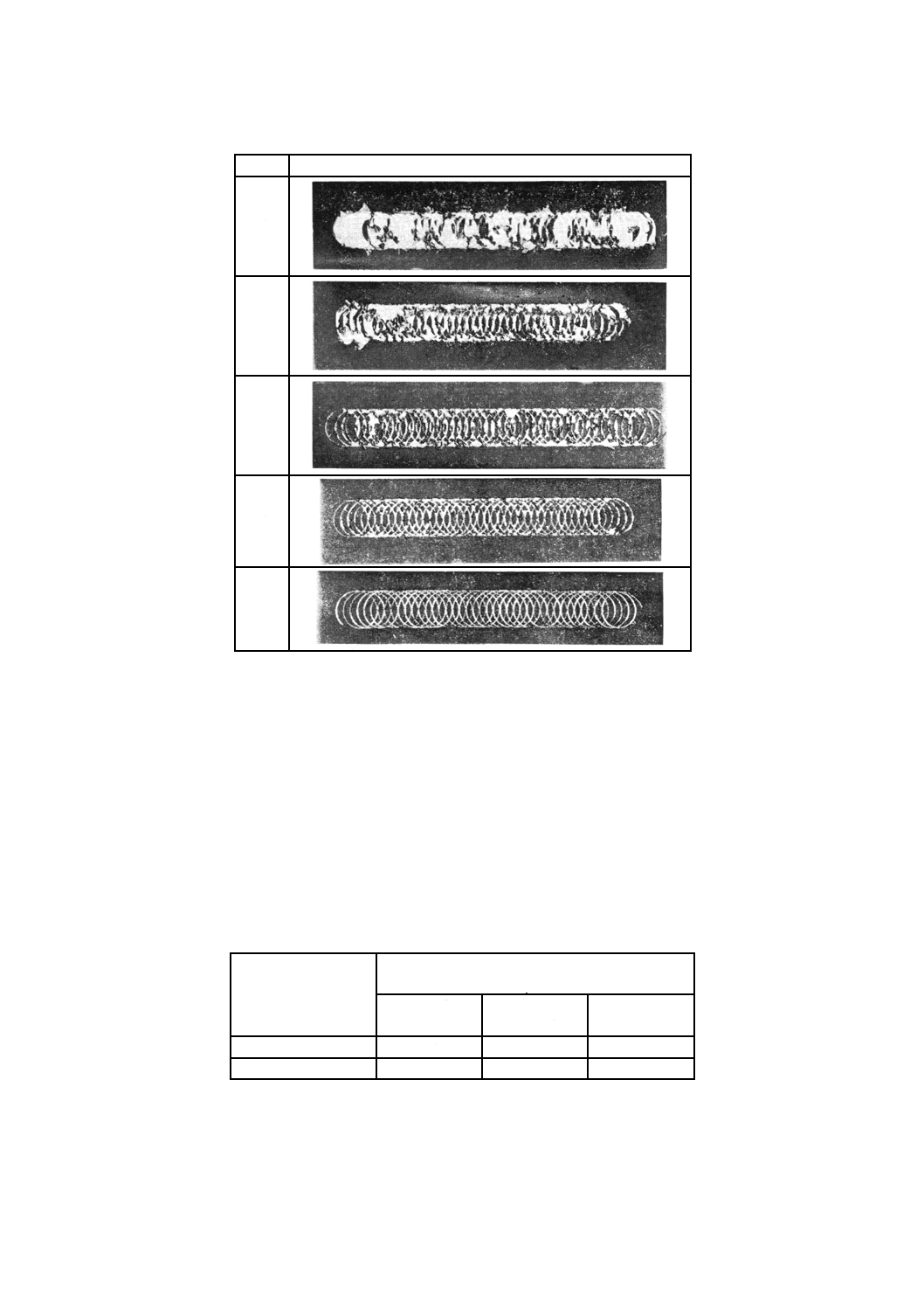
b) 評価 図5に示す付着力判定基準から5段階に区分した剝がれの状態に近い評点を求める。
1
2
3
4
5
6
7
8
9
10
11
12
13
7
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
評点
剝離の状態
1点
2点
3点
4点
5点
図5−付着力判定基準
4.6.4
碁盤目テープ試験法
碁盤目テープ試験法は,次による。
a) 操作 操作は,次による。
1) 試験片は,表面の汚れを十分に除去する。
2) 切りきずは,隙間間隔のカッターガイドなどを用い,塗膜面にカッターナイフにて碁盤目状の切り
きずを付ける。切りきずの間隔及びます目の数は,表2による。
カッターガイドの例を図6に示す。
表2−切りきずの間隔及びます目の数
項目
塗膜の厚さ
μm
60未満
60以上
120未満
120以上
隙間間隔
mm
1
2
3
ます目の数
100
25
25
8
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1 カッターガイド
2 スケール板
図6−カッターガイド隙間1 mmの例
3) カッターナイフの刃先は,常に新しいものを用い,塗膜面に対して35°〜45°の範囲で一定の角度
に保ち,刃先が試験片の素地に届くように約0.5秒間かけて等速で引く。
4) セロハン粘着テープは,JIS Z 1522に規定する幅15 mm±1.0 mm,粘着力3.9 N/10 mm以上のもの
を用いる。
5) 碁盤目の上にセロハン粘着テープを貼り付け,セロハン粘着テープと碁盤目との間に空気が残らな
いようにJIS S 6050に規定する消しゴムでこすって,塗膜にテープを密着させる。
6) テープを密着させてから,1分〜2分後にテープの一方の端を持って,塗膜面に垂直に保ち,瞬間的
に引き剝がす。
7) 碁盤目状の切りきずは,試験する場所を変えて3)〜6) の操作を2回以上繰り返す。
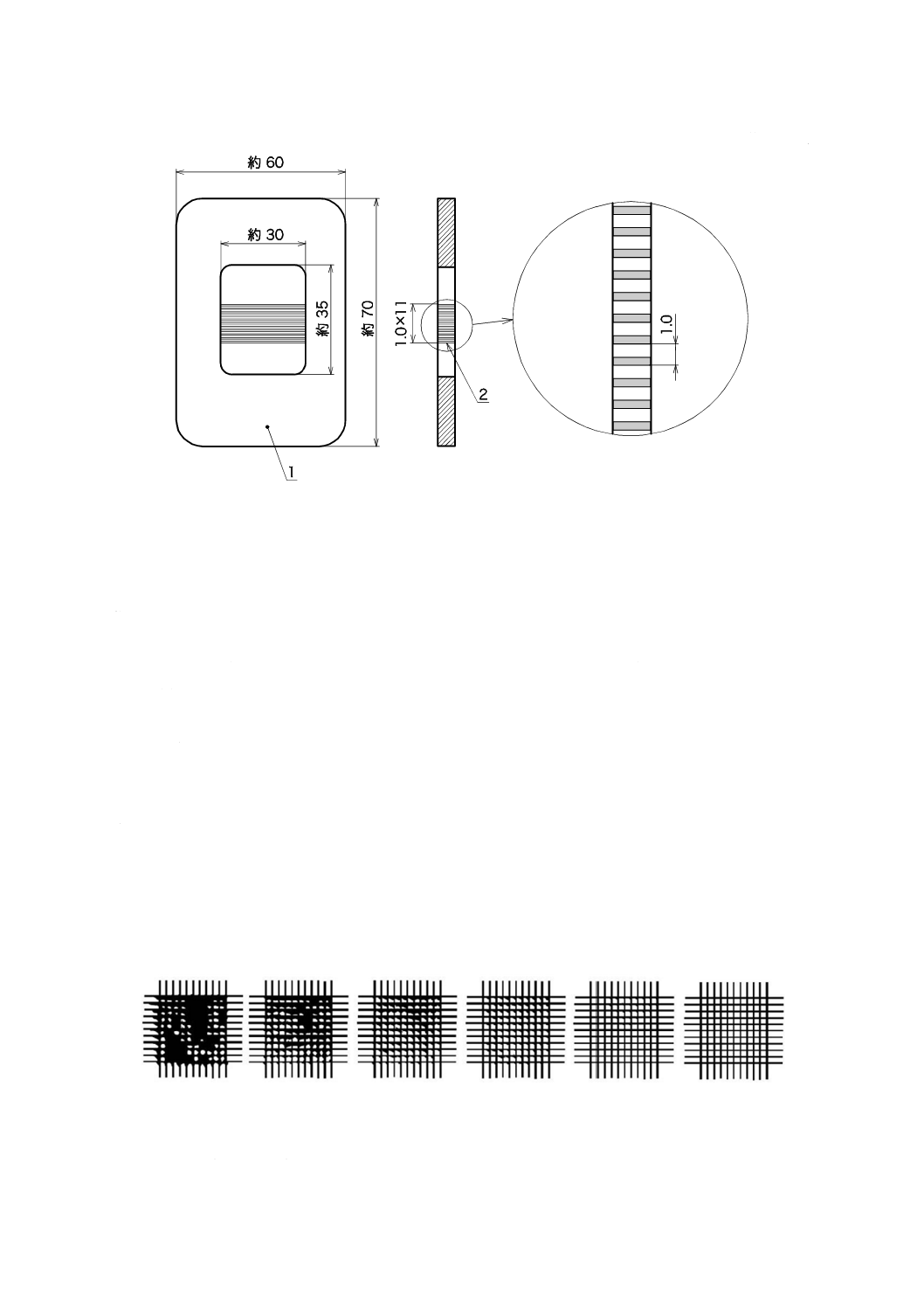
b) 評価 評価は,テープを引き剝がした後の試験片の塗膜面に付けた碁盤目状の剝離の状態を観察して
図7を参考にし,表3によって評価する。また,ます目の数を分母として剝離のないます目を分数で
表してもよい。
評価は,最も低い評点をその評価とする。
評点0点
評点2点
評点4点
評点6点
評点8点
評点10点
図7−評価の例
注記 黒い箇所は,欠損部を示す。
9
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−碁盤目テープ試験法の評価点数
評点
塗膜面の状態
0点
剝離していない塗膜面積が,全碁盤目試験面積の35 %未満。
2点
剝離していない塗膜面積が,全碁盤目試験面積の35 %以上〜65 %未満。
切りきずによる剝がれの幅が,大きく,広く認められ,碁盤目が全面的に剝がれている
部分も多い。
4点
剝離していない塗膜面積が,全碁盤目試験面積の65 %以上〜85 %未満。
切りきずによる剝がれの幅が,広く認められ,碁盤目が連続的に剝がれている。
6点
剝離していない塗膜面積が,全碁盤目試験面積の85 %以上〜95 %未満。
切りきずの両側及び交点に剝がれが認められ,部分的に剝がれている。
8点
剝離していない塗膜面積が,全碁盤目試験面積の95 %以上。
切りきずの交点に僅かな剝がれが認められる程度。
10点
切りきず1本ごとが,細くて滑らかで,碁盤目に剝がれがない。
4.6.5
ピール強度試験法
4.6.5.1
試験機法
試験は,JIS B 7721に規定する引張試験機を用いる。
a) 操作 操作は,次による。
1) 測定は,塗膜を焼付け後,24時間以上経過後とする。
2) 試験片は,表面に被覆された塗膜に10 mm±0.2 mm幅になるように,カッターナイフなどで刃先が
試験片の素地に届くように切込みを入れる。
3) 塗膜の端を剝がし端面を試験片つかみ具に取り付け,水平に移動する器具を用い90°剝離法による
引張試験を行う。器具を用いない場合は,180°剝離法による引張試験ができるものとする。
図8に90°剝離試験の例を示す。
4) 幅の測定は,切込み幅をJIS B 7507に規定するノギスを用いて測定する。
5) 引張速度は,約10 mm/minで行う。
b) 評価 評価は,次による。
1) 付着強さは,記録紙から剝離開始時のピーク値を除き,凹凸の平均値を求める。平均値を実測幅で
除して10 mm当たりの剝離力(N/10 mm)で表示する。
図9に凹凸の平均値の求め方の例を示す。
2) 測定は,3回行い平均値を求め,その平均値をピール強度とする。
3) 測定値が自動で算術平均できる測定器を用いる場合は,平均剝離力をピール強度とする。
4) 試験方法は,品質試験結果に記載する。
10
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 つかみ具
2 塗膜
3 試験片
4 直線運動ガイド
図8−90°剝離試験の例
図9−平均値の求め方の例
4.6.5.2
手ばかり法
手ばかり法は,次による。
a) 操作 操作は,次による。
1) 試験は,最大値を記録できる荷重計又はばね式手ばかりを用いる。
2) 試験方法は,4.6.5.1 a) による。ただし,引張速度は,約10 mm/minとする。
b) 評価 評価は,次による。
1) 塗膜を剝がす数値を読み取る。
2) 測定は,3回行い平均値を求め,その平均値をピール強度とする。
3) 試験方法は,品質試験結果に記載する。
4.7
鉛筆引っかき硬度試験
4.7.1
一般
鉛筆引っかき硬度試験は,鉛筆引っかき硬度試験機を用いる。ただし,手かきによる操作を行ってもよ
い。
1
2
3
4
変位
剝離力
ピーク値
凹凸の平均値
11
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.7.2
試験条件
試験条件は,次による。
a) 塗膜の厚さ 試験の塗膜の厚さは,60 μm以下とし,下地処理の厚さは含まない。
b) 試験温度 室温又は実使用温度に近い温度にて行うものとする。また,試験温度は,塗膜表面温度と
する。
c) 試験用鉛筆 試験用鉛筆は,一般財団法人日本塗料検査協会検定の鉛筆引っかき値用鉛筆を用いる。
鉛筆の芯は,初めに木部だけを削って円柱状に約3 mm露出させ,次に堅い平らな面に載せた研磨
紙に芯を直角に当てて円を描きながら静かに研ぎ,先端が平らで角が鋭くなるようにする。
d) 研磨紙 JIS R 6252に規定するP400のものを用いる。
4.7.3
試験方法
4.7.3.1
試験機法
操作は,次による。
鉛筆引っかき硬度試験機の例を図10に示す。
a) 鉛筆引っかき硬度試験機に試験片の塗膜面を上に向け,水平に取り付ける。
b) 試験機のおもりの重心を通る鉛直線が塗膜面と交わる点に鉛筆の芯の先端が触れるように,鉛筆を取
り付ける。
c) 試験片にかかる鉛筆の質量が,正にも負にも偏らないようにバランスおもりで調整した後,止めねじ
を締めて鉛筆を塗膜面から離してさおを固定する。おもり台に質量1 kgのおもりを載せ,止めねじを
緩めて鉛筆の芯の先端を塗膜面に触れさせ,おもりの質量が先端にかかるようにする。
d) ハンドルを一定の速さで回して,芯の向きと反対に試験片を水平に約3 mm移動させて,芯で塗膜面
を引っかく。移動の速さは,約0.5 mm/sとする。試験片を移動方向に対し直角にずらして位置を変え,
5回行う。鉛筆の先端は,引っかくごとに新たに研いで用いる。
1 試験板
2 鉛筆引っかき用鉛筆
3 おもり(質量1 kg)
4 熱板
5 断熱板
6 バランスおもり
7 止めねじ
8 さお
9 ハンドル
10 おもりの中心
図10−鉛筆引っかき硬度試験機の例
45°±1°
押す←
1
2
3
4
6
7
8
9
10
5

12
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.7.3.2
手かき法
操作は,次による。
a) 試験片を水平な台の上に塗膜面を上向きに固定し,図11に示すように約45°の角度で鉛筆を持ち,
約9.8 N 1) の力で押し付けながら,試験者の前方に等速で約10 mm押し出して塗膜面を引っかく。
注1) 質量1 kgのおもりに相当する押付力
b) 押し出す速度は,約10 mm/sとする。
c) 1回引っかくごとに鉛筆の芯の先端を新たに研いで,同一の硬度の鉛筆で5回ずつ試験を繰り返す。
d) 試験は,常温にて行ってもよい。
図11−鉛筆引っかき硬度試験の手かき法
4.7.3.3
評価
評価は,次による。
a) 硬度は,素地に届く破れで判定する。硬度が互いに隣り合う二つの鉛筆について,破れが2回以上と
2回未満とになる一組を求め,2回未満になる鉛筆の硬度を塗膜の鉛筆引っかき硬度とする。
b) 試験方法及び試験温度は,品質試験結果に記載する。
4.8
耐摩耗性試験
耐摩耗性試験は,JIS K 5600-5-9の耐摩耗性(摩耗輪法)による。
摩耗輪は,JIS K 7204に規定するCS17を用いる。
a) 操作 操作は,次による。
1) 荷重は,質量1 kgとなるように,おもりを調節する。
2) 試験片は,試験前に塗膜が均一に摩耗するよう,ならし運転を行う。ならし運転後,重量を測定し,
回転円盤を1 000回転させ,試験後の重量を測定する。
b) 評価 摩耗試験は,3回行い,試験前後の重量差(摩耗減量)の平均値を耐摩耗性とする。
4.9
ピンホール試験
4.9.1
一般
ピンホールの試験は,乾式試験法又は湿式試験法による。
試験温度は,常温とする。
4.9.2
乾式試験法
乾式試験法は,次による。
a) 操作 操作は,次による。
13
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 試験機は,低周波高電圧パルス放電式ピンホール探知機を用い,ピーク電圧が表示されるもので,
放電の発生がブザー又はランプによって明瞭に検知できるもの,ブザー又はランプのリセット時間
は,0.1秒以下のものを用いる。
2) 電極は,弾性のある銅合金製の細線を平行に重ねたブラシ状で先端を切りそろえた隙間のないもの
を用いる。
3) 操作は,受渡当事者間で協定した試験機,印加電圧及び電極を用い,走査速度300 mm/s以下で塗膜
表面を漏れがないように電極で走査する。
b) 判定 ピンホールの存在は,放電によるブザー又はランプの警報によって判断し,警報の出ないもの
をピンホールなしと判定する。
試験方法及び試験電圧は,品質試験結果に記載する。
4.9.3
湿式試験法(電気抵抗式)
湿式試験法は,次による。
a) 操作 操作は,次による。
1) 膜厚300 μm以下の塗膜に適用する。
2) 試験機は,直流電圧を用い,導通が明瞭に検知できる電気抵抗計又は電流計を用いる。
3) 電極は,試験液を電極全体に含ませることができる導電性のスポンジ・綿などを試験機に通じる導
線に,取り付けて用いる。
4) 試験液は,水に少量の界面活性剤を添加したものを用いる。界面活性剤の濃度は,塗膜面のぬれ性
の確認を行い調整する。
5) 操作は,試験機の正極を電極に,負極を試験片の素地に接続する。次に走査速度300 mm/s以下で塗
膜表面を走査する。
6) 試験の前後及び試験中,約20 m走査するごとに,電極を試験機の負極に接続した試験片の素地に接
触させ,導通することを確認する。
b) 判定 ピンホールの存在は,導通によって判断し,電気抵抗計又は電流計の値が受渡当事者間で協定
した基準値を超えた場合,ピンホールが存在すると判定する。
試験方法及び試験電圧は,品質試験結果に記載する。
c) 試験後の処置 実使用に試験液の残存が好ましくない場合は,試験した全面を清水で洗浄する。
5
品質要件
試験方法(箇条4)の項目及び品質要件は,受渡当事者間の協定による。
附属書Cに品質要件を参考として示す。
6
試験結果の数値の表し方
試験結果は,数値で表すことができるものはJIS Z 8401によって有効数字2桁に丸める。
7
報告
報告書には,次の事項を記載する。
a) 規格番号又は規格の名称
b) 塗膜の種類
c) 製造業者名又はその略号
14
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 製造年月日又はその略号
e) 品質試験結果及び試験法
15
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
非粘着性試験測定用粘着テープ
A.1 一般
この附属書は,本体に記載する非粘着性試験に用いる測定用粘着テープ(以下,テープという。)につい
て規定する。
A.2 構成
テープは,ポリプロピレンフィルム製で,補強材としてガラス繊維で裏打ちし,粘着剤としてゴム系接
着剤で構成しているものを用いる。
A.3 性能
テープの性能は,表A.1による。
性能の測定は,JIS Z 0237による。
表A.1−テープの代表的性能
項目
性能
引張強さ
N/10 mm
650以上
伸び
%
5以下
接着力(対鋼板ピール強度)
N/10 mm
6以上
厚さ
mm
0.17以上
幅
mm
18±1
16
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
ホットケーキ離型試験法(食品非粘着性試験)
B.1
一般
この附属書は,ふっ素樹脂塗膜の食品に対する離型性を評価するために,ホットケーキ試験液を用い焦
げ付きによる付着を剝離するための力を,荷重計(フォースゲージ)などで試験する方法を参考として示
す。
この試験方法は,標準板を作製し,同一試験者が行う標準板と試験片との相対評価試験である。
B.2
標準板の作製
標準板の作製は,次による。
a) 金属板は,JIS H 4000のアルミ板A1050Pで,厚さ2.5 mm,縦100 mm,横100 mmのものとする。
b) 下地処理を行い,下塗塗装後,PTFEクリアー塗料又はPFA粉体クリアー塗料を塗布し,乾燥炉を用い
て試験板温度380 ℃において,20分間焼き付け,これを速やかに冷却する。
c) 標準板の膜厚は,40 μm〜50 μmとする。
B.3
準備
準備は,次による。
a) 試験片は,反り及びうねりがないように調整する。
b) 加熱装置は,250 ℃以上の温度調節が可能なものを用いる。
c) ホットケーキミックスは,同一製造業者のものを用いる。
d) 試験型は,直径45 mm〜50 mm,高さ20 mm程度の円筒状型を用意し,高さ10 mmの位置に針金にて,
引張用の輪を試料の近くに取り付ける。
B.4
操作
操作は,次による。
a) 試料(標準板・試験片)は,表面の汚れを食器用洗剤などを用い十分に除去する。
b) 試験液は,市販のホットケーキミックス150 gに水130 ml〜150 mlを加えて十分にかくはん(攪拌)
して用いる。試験液の硬さは,さじにてすくい流した場合,途切れない硬さに調整する。
c) 加熱装置上に試験片を設置し,塗膜表面温度を180 ℃±5 ℃に調整する。
d) 円筒状型を試験片上に置き,かくはん(攪拌)した試験液を15 ml〜20 ml入れ,7分間加熱する。
e) 加熱後,速やかに円筒状型,引張用の輪及び荷重計の中心軸が一直線になるように水平に引き,剝離
力を測定する。
剝離力は,引き剝がす力の最大値を採用する。
f)
試料は測定ごとに,表面の汚れを十分に除去する。
B.5
評価
評価は,次による。
17
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 評価は,標準板と試験片との相対比較とする。
b) 試験は,5回行い測定値の最大値及び最小値を除いた平均値を円筒状型の底面積で除した値を剝離力
とする。
18
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
品質要件の水準例
C.1 品質
品質は,箇条4によって試験したときの参考水準を次に示す。ただし,採用する品質項目は,受渡当事
者間の協定による。
C.1.1 非ぬれ性
非ぬれ性の水準は,表C.1による。
表C.1−非ぬれ性
水準
Wr1
Wr2
Wr3
接触角(°)
70以上
90以上
110以上
C.1.2 非粘着性
非粘着性の水準は,表C.2による。
表C.2−非粘着性(粘着テープ法)
水準
N1
N2
N3
剝離荷重(N/18 mm)
4.5以上
3.0以上
1.5以上
C.1.3 付着性
付着性の水準は,表C.3,表C.4及び表C.5による。
表C.3−付着性(描画試験法)
水準
An1
An2
An3
An4
An5
描画試験法(評点)
1点
2点
3点
4点
5点
表C.4−付着性(碁盤目テープ試験法)
水準
Ac1
Ac2
Ac3
Ac4
Ac5
Ac6
碁盤目テープ法(評点)
0点
2点
4点
6点
8点
10点
100ます目 35/100未満
35/100以上
65/100未満
65/100以上
85/100未満
85/100以上
95/100未満
95/100以上
100/100
25ます目
8/25未満
8/25以上
16/25未満
16/25以上
19/25未満
19/25以上
24/25未満
24/25以上
25/25
表C.5−付着性(ピール強度試験法)
水準
Ap1
Ap2
Ap3
剝離強さ (N/10 mm)
10以上
20以上
40以上
19
K 6894:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.1.4 鉛筆引っかき硬度
鉛筆引っかき硬度の水準は,表C.6による。
表C.6−鉛筆引っかき硬度
水準
H1
H2
H3
H4
H5
H6
H7
H8
鉛筆硬度
(測定質量1 kg)
6B以上
4B以上
2B以上
B以上
HB以上
F以上
H以上
2H以上
C.1.5 耐摩耗性
耐摩耗性の水準は,表C.7による。
表C.7−耐摩耗性(摩耗輪法)
水準
B1
B2
B3
B4
摩耗減量(mg)
20以上
15以上
10以上
10未満
C.1.6 ピンホール
ピンホールの水準は,表C.8による。
表C.8−ピンホール
水準
Pl
ピンホールの有無
なし
C.2 塗膜の代表的品質水準
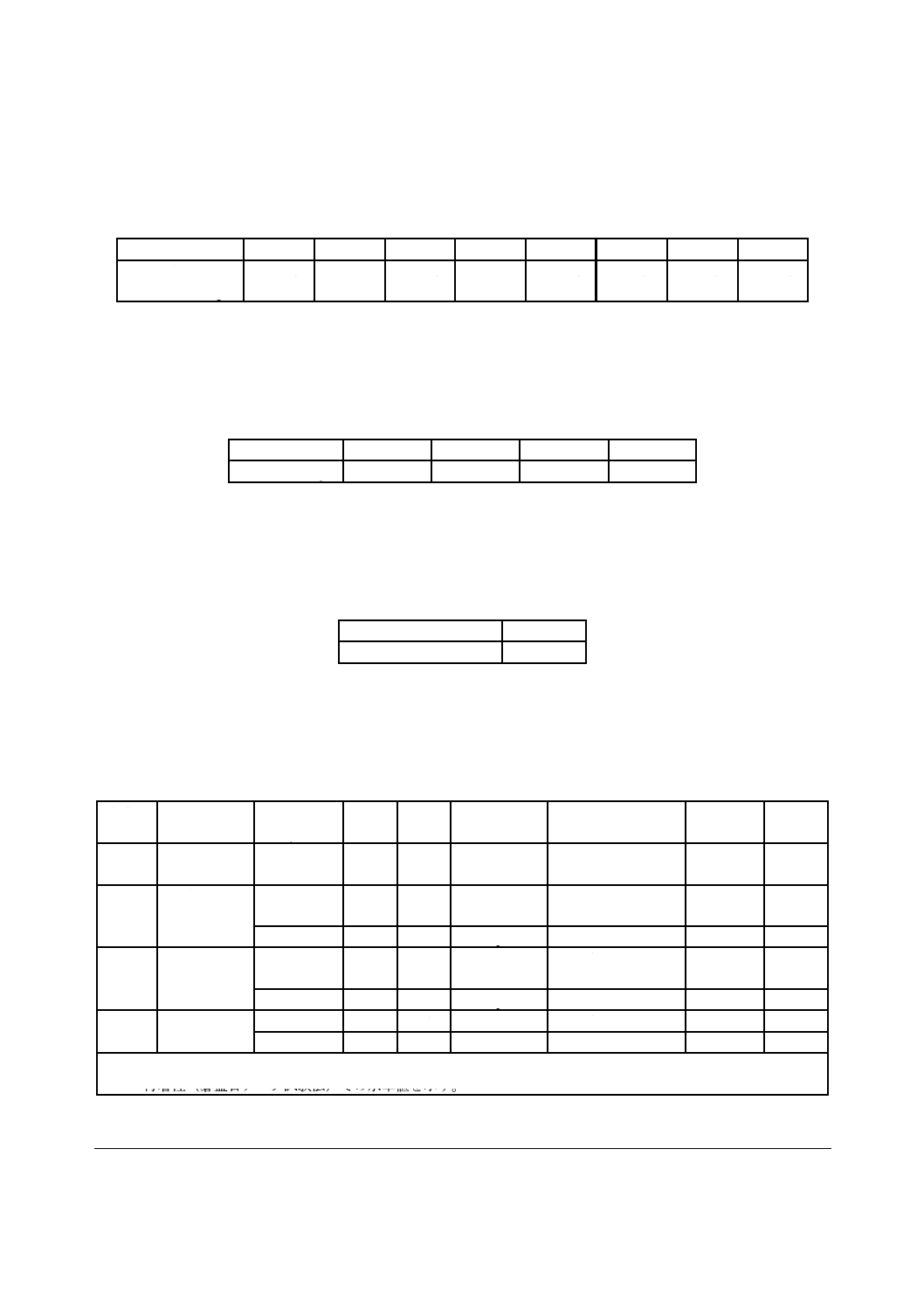
塗膜の種類及び代表的品質水準例は,表C.9による。
表C.9−標準板の代表的品質水準例
塗膜の
種類
外観
塗膜の厚さ
μm
非ぬ
れ性
非粘
着性
付着性
鉛筆引っかき硬度
耐摩耗性
ピンホ
ール
PTFE
欠陥がなく
正常である。
40
Wr3
N2
An5 a),Ac1 b) 25 ℃
H5〜H6
200 ℃
H2〜H3
B3〜B4
−
PFA
欠陥がなく
正常である。
60
Wr2
N2
Ac6
25 ℃
H6〜H7
120 ℃
H1〜H2
B3〜B4
−
400
−
−
Ap2
−
−
P1
FEP
欠陥がなく
正常である。
40
Wr3
N2
An5,Ac1
25 ℃
H3〜H5
120 ℃
H1〜H2
B2〜B3
−
300
−
−
Ap2
−
−
P1
ETFE
欠陥がなく
正常である。
50
Wr1
N1
An3〜An5
25 ℃
H6〜H7
B3〜B4
−
500
Wr1
−
−
−
−
P1
注a) 付着性(描画試験法)での水準値を示す。
b) 付着性(碁盤目テープ試験法)での水準値を示す。
参考文献 JIS H 4000 アルミニウム及びアルミニウム合金の板及び条