2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6891-1995
四ふっ化エチレン樹脂
成形粉試験方法
Testing methods for polytetrafluoroethylene molding powder
1. 適用範囲 この規格は,圧縮成形又は押出成形に用いられる四ふっ化エチレン樹脂成形粉(1)(以下,
成形粉という。)の試験方法について規定する。
注(1) ここにいう四ふっ化エチレン樹脂成形粉とは,充てん剤及び顔料などを含まないものをいい,
ペースト押出しに用いられる成形粉を除く。
備考1. この規格の引用規格を,次に示す。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS K 6251 加硫ゴムの引張試験方法
JIS R 1301 化学分析用磁器るつぼ
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
JIS Z 8801 試験用ふるい
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) フリーベーキング ここでいうフリーベーキングとは,常温で圧縮成形(予備成形)されたものを金
型から取り出して焼成炉に入れ,結晶が十分無定形化するまで焼成を行い,そのまま炉中で冷却する
方法をいう。
(2) ホットコイニング ここでいうホットコイニングとは,常温で圧縮成形されたものを加熱成形用金型
に移して金型とともに焼成炉に入れ,結晶が十分無定形化するまで焼成を行った後に直ちに成形機に
移し,加圧しながら冷却する方法をいう。
3. 試料の取り方及び試験片用素材の作り方
3.1
試料の取り方 品質が同一とみなすことのできるロットから,表1に示す数の容器をランダムに選
び,それぞれの容器からほぼ等量の成形粉を取り,よく混合して試料とする。その量は,試験に必要な量
の約2倍とする。
2
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
ロット内容器数
試料採取最小容器数
1
1
2
2
3〜
5
3
6〜
10
4
11〜 100
5
101〜 1 000
6
3.2
試験片用素材の作り方
3.2.1
フリーベーキング法による板 試料をJIS Z 8801の1.7mmのふるいでよくふるい,通過したもの
約40gを図1に示す金型に均等の高さに入れる。次に成形機によって徐々に加圧し,34.3±4.9MPa {350±
50kgf/cm2} の圧力で1分間保ち,予備成形を行う。次に予備成形物を金型から取り出し焼成炉に移し,90
±30℃/hの割合で温度を上げ,365±5℃で3時間焼成する。次いで炉の温度を50±5℃/hの割合で200℃
まで下げた後,焼成物を室内に取り出して放冷する。
図1 板成形用金型
3.2.2
フリーベーキング法によるテープ素材 試料をJIS Z 8801の1.7mmのふるいでよくふるい,通過
したもの約150gを図2に示す予備成形用金型に均等の高さに入れる。次に成形機によって徐々に加圧し,
34.3±4.9MPa {350±50kgf/cm2} の圧力で1分間保ち,予備成形を行う。次に予備成形物を金型から取り出
し焼成炉内に垂直に置き,90±30℃/hの割合で温度を上げ,365±5℃で3時間焼成する。次いで炉の温度
を50±5℃/hの割合で200℃まで下げた後,焼成物を室内に取り出して放冷する。
3
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2.3
ホットコイニング法によるテープ素材 3.2.2と同じ方法で作った成形体を図3に示す加熱成形用
金型に移し,そのまま焼成炉内で90±30℃/hの割合で温度を上げ,365±5℃で3時間焼成する。次に焼成
物を直ちに成形機に移して加圧し,14.7±4.9MPa {150±50kgf/cm2} の圧力で30分間保った後,圧力を除
いて室温まで金型内で放冷する。
4
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 予備成形用金型
5
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 加熱成形用金型
6
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 試験項目及び試験回数 成形粉の試験項目及び試験回数は,表2による。
表2 成形粉の試験項目及び試験回数
試験項目
粉末で行う試験
成形して行う試験
試験回数
該当試験項目番号
外観
○
○
1回
5.2
見掛け密度
○
−
1回
5.3
粒度分布
○
−
1回
5.4
水分及び高温揮発分
○
−
2回(平均値)
5.5
融点
○
−
1回
5.6
比重
−
○
1回
5.7
引張強さ及び伸び
−
○
3回(平均値)
5.8
絶縁破壊電圧
−
○
平均値
10回 及び
最低値
5.9
備考 表中の○印は,該当する試験項目を示す。
5. 試験方法
5.1
試験条件 試料及び試験片は,下記の試験状態に1時間以上放置した後,試験を行う。
(1) 5.2(外観),5.3(見掛け密度),5.4(粒度分布),5.5(水分及び高温揮発分),5.6(融点)及び5.9(絶
縁破壊電圧)の場合は,JIS Z 8703の標準温度状態4級 (20±15℃) ,標準湿度状態3級 [(65±20) %]
の室内で行う。
(2) 5.7(比重),5.8(引張強さ及び伸び)の場合は,JIS Z 8703の標準湿度状態3級 [(65±20) %] の室内
で行う。ただし試験温度は,25±2℃とする。
5.2
外観 適当量をガラス板上に広げた成形粉及び3.2によって作られた試験片について,不純物,ちり,
着色の有無などを肉眼で調べる。
5.3
見掛け密度
5.3.1
装置及び器具
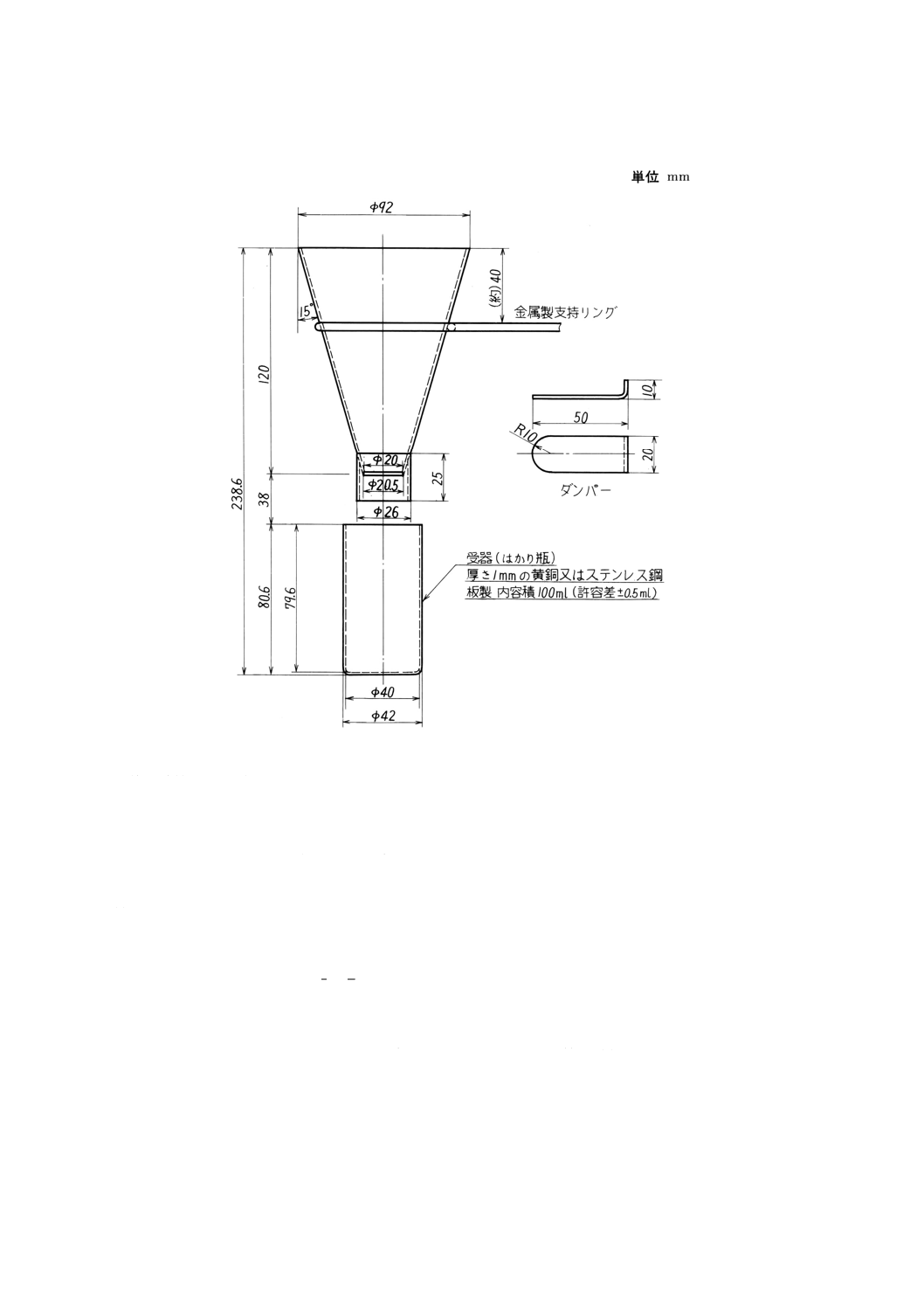
(1) 見掛け密度測定装置は,図4に示す形状寸法の金属製(黄銅又はステンレス鋼)のものとする。
(2) ふるいは,ふるい目の大きさ1.7mmのJIS Z 8801の付表2の網ふるいとする。
7
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 見掛け密度測定装置
5.3.2
操作 試料の適当量を下部に受皿を付けたふるいに挿入した後,ふたをして機械的方法又は手動に
より約3分間ふるい分ける。
ふるい目を通過した試料約120mlを採取し,ダンパーを差し込んだ見掛け密度測定装置の漏斗に挿入す
る。速やかにダンパーを引き抜き,図4のはかり瓶に落とす。試料が漏斗に付着して落ちない場合には,
漏斗の器壁を軽くたたくか,細い針金で突いて落とす。
はかり瓶から盛り上がった試料は平板で擦り落とした後,試料の入ったはかり瓶の質量を0.1gまで正確
に量る。
5.3.3
計算 次の式によって見掛け密度DA (g/ml) を算出する。
B
A
C
DA
−
=
ここに, A: はかり瓶の質量 (g)
B: はかり瓶の内容積 (ml)
C: 試料の入ったはかり瓶の質量 (g)
5.4
粒度分布
5.4.1
装置及び器具
(1) ふるいは,ふるいの大きさ1.7mm,850μm,500μm,300μm,250μm,180μm,150μmのJIS Z 8801
の付表2及び付表3の網ふるいを用い,枠は付表5の直径150mm,深さ45mmを標準とする(2)。
8
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) ふるい機は,機械振動式のものとする(3)。
注(2) 必要なふるい目の大きさについては,当事者間において協議の上決定する。
(3) ふるい振動機は,ふるい直径150mm,200mm兼用で,深さ45mmのもの6個架けで,振動は4
〜4.8Hz {240〜290c/min},ハンマリング2.28〜2.75Hz {137〜165c/min} のものとする。
5.4.2
操作 試料50〜100gを0.1gまで正確に量り取る。ふるい目の小さいふるいから順次に重ね,最下
部に受皿を付けて,最上部のふるいに試料を挿入しふたをする。ふるい振動機をもって10分±15秒ふる
い分ける。
ふるい分けの終わった試料は各ふるいごとに,それぞれの質量を0.1gまで量る。
5.4.3
計算 各粒度ごとの質量のふるい分け前の全試料に対する百分率を小数第1位まで算出する。誤差
は求めた百分率の和と100%との差をもって示す。求めた百分率の和が100%を超えるときは,誤差をマイ
ナスとして表す。
5.5
水分及び高温揮発分
5.5.1
装置及び器具
(1) るつぼは白金製又は磁製るつぼを用いる。磁製るつぼを用いる場合は,JIS R 1301のA形50mlのも
のとする。
(2) 加熱装置は,電気恒温乾燥器及び電気炉とする。
(3) デシケーターは,塩化カルシウム入りのものとする。
5.5.2
操作 試料約10gを取り,質量既知の白金製又は磁製るつぼ(4)に入れて1mgまで正確に量る。次
に電気恒温乾燥器中に移し,器内の温度が150±5℃になってから2時間乾燥した後,デシケーター中に室
温になるまで放冷し,再度1mgまで正確に量る。
次に試料をるつぼに入れたままで電気炉に移し,炉内の温度が370±5℃になってから,2時間加熱した
後取り出し,デシケーター中に室温になるまで放冷する。冷却後1mgまで正確に量る。
注(4) 磁製るつぼを使用する場合は,なるべく早く量るようにする。
5.5.3
計算 次の式によって水分WL (%) 及び高温揮発分WH (%) を算出する。値はそれぞれ2回の算術
平均をもって表す。
100
0
1
0
×
W
W
W
WL
−
=
100
0
2
1
×
W
W
W
WH
−
=
ここに, W0: 試料の質量 (g)
W1: 150±5℃で2時間乾燥後の試料の質量 (g)
W2: 370±5℃で2時間加熱後の試料の質量 (g)
5.6
融点
5.6.1
試験片 試料約0.05gを直径約10mmの円筒形金型に入れ圧力約98.1MPa {1tf/cm2} を加え,厚さ
約0.2mmのシートを成形する。このシートの乳白色半透明な部分を3mm角程度の大きさに切り取って試
験片とする。
5.6.2
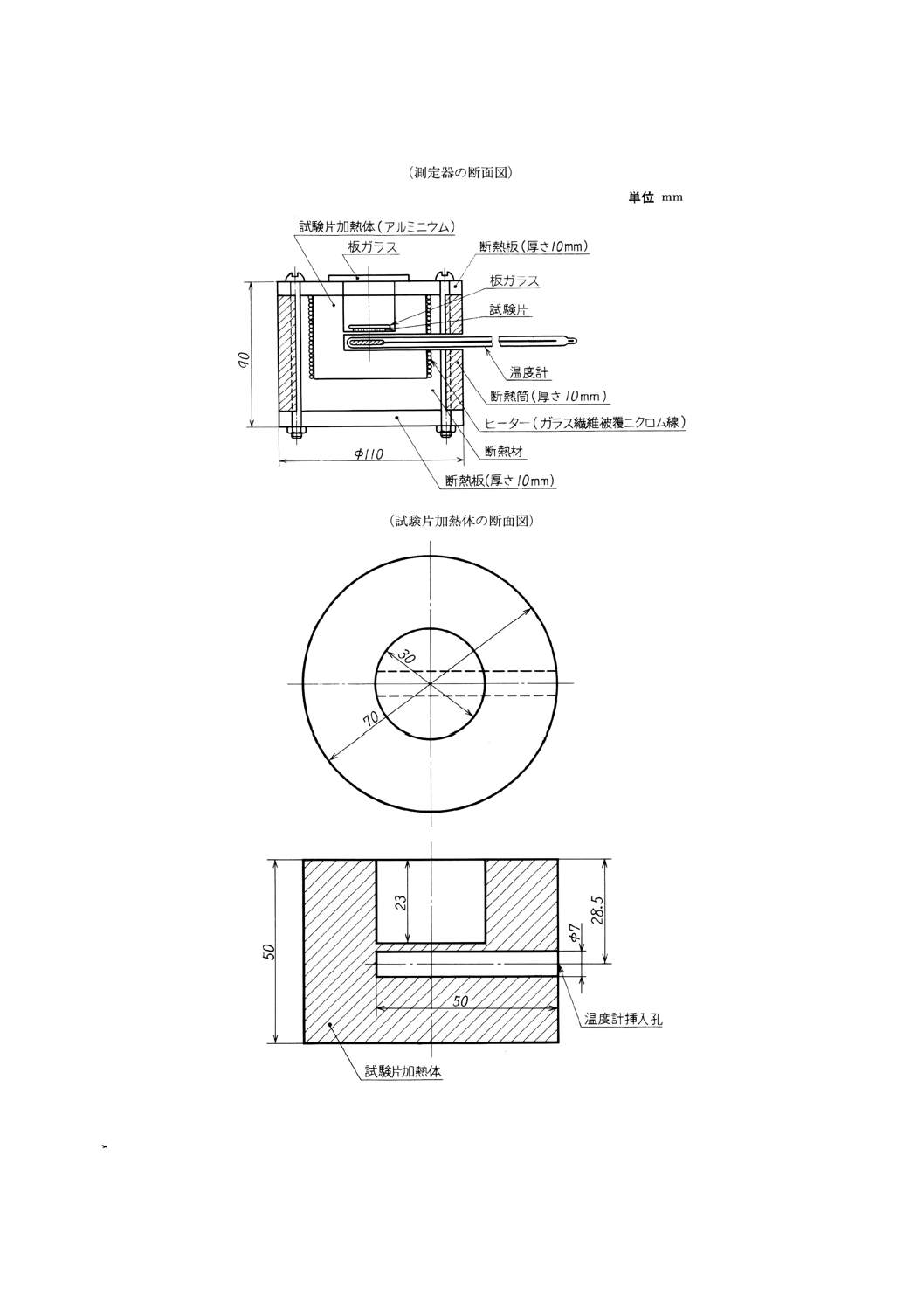
装置及び器具 融点測定器は,図5に示す構造のものとする。
9
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 融点測定器
5.6.3
操作 試験片を融点測定器のアルミニウム製試験片加熱体の中央のくぼみの底に置き,その上に板
ガラス(約20mm角,厚さ0.5mm以下)を重ねる。試験片の加熱体のくぼみの上部を,更に板ガラスで覆
う。
10
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片加熱体の外周に巻き付けたニクロム線ヒーターの端子電圧を電圧調整器によって加減し,試験片
の温度を調節する。
室温から310℃までは温度上昇速度を約15℃/minとし,310℃になったら印加電圧を下げて,温度上昇
速度を1℃/minになるように調節する。
310℃以後は1℃ごとに(1分間ごとに)試験片を観察し,試験片の外側が乳白色から透明に変化したと
きの温度を記録する。次に,電流を断ち放冷する。
以上の操作を2回繰り返す。第1回目の測定値及び第2回目の測定値を,それぞれ“未焼成物の融点”
及び“焼成物の融点”とする。
5.7
比重
5.7.1
試験片 3.2.1によって作られた板から切り取った約2gの質量のものを試験片とする。
5.7.2
装置及び器具 てんびんは,感度1mgのものとする。
5.7.3
操作 試験片の質量を空気中で量り,次に細線で結び,蒸留水中につるしたまま量る。更に使用し
た細線を同じ状態で水中につるして量る。
質量の測定は,規定された温度の空気中及び水中で行い,1mgまで読み取る。
5.7.4
計算 次の式によって比重G (25/25℃) を求める。
)
(
B
A
W
W
G
−
−
=
ここに, W: 試験片の空気中における質量 (g)
A: 細線に取り付けた試験片の蒸留水中における質量 (g)
B: 細線の蒸留水中における質量 (g)
5.8
引張強さ及び伸び
5.8.1
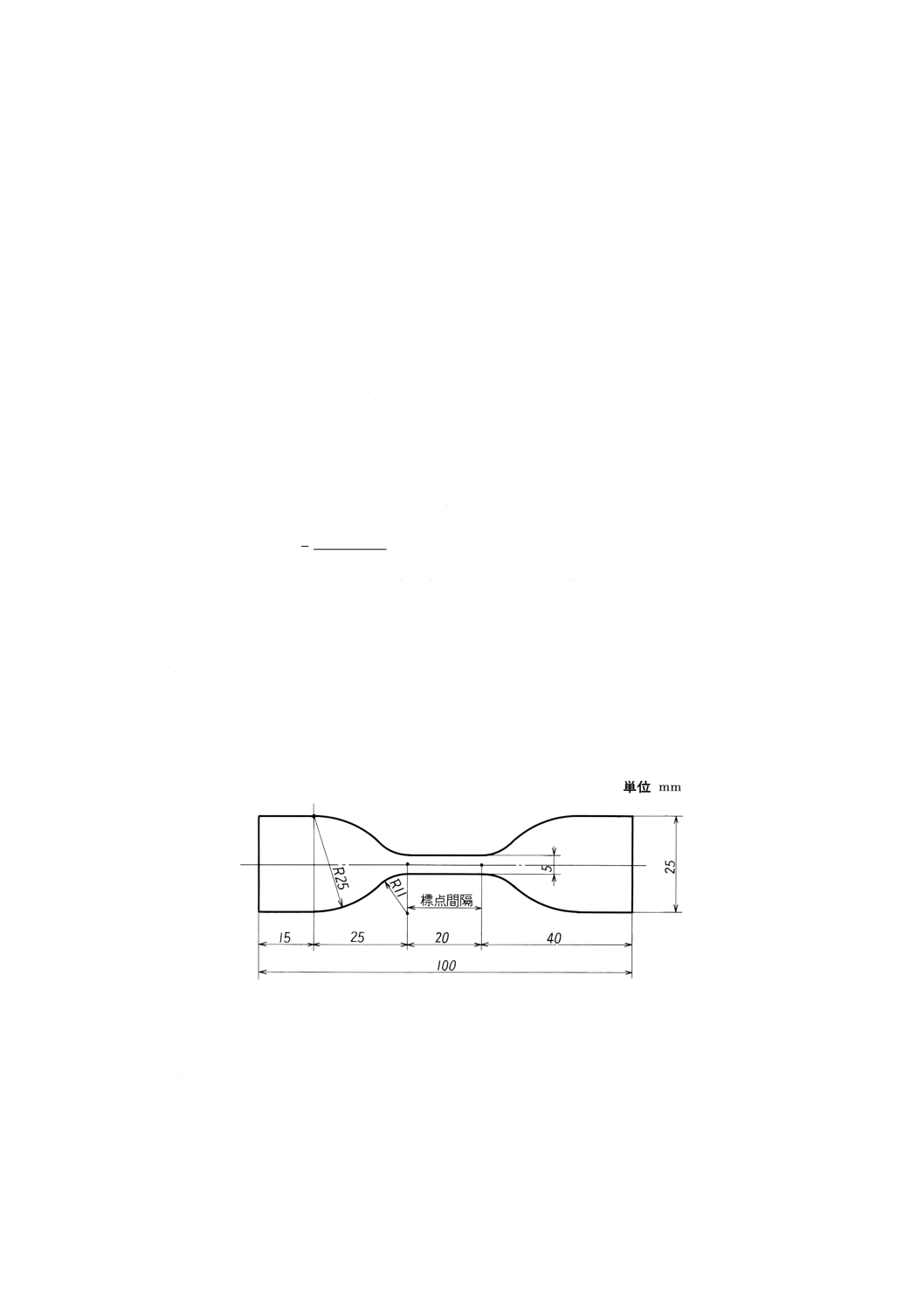
試験片 3.2.1で作られた板又は(5)5.9.1によって切削されたテープから,図6に示すJIS K 6251の
ダンベル状3号形を作り試験片とする。
注(5) 試験片は当事者間の協定によって,いずれの試験片を選んでもよい。
図6 引張強さ試験片
5.8.2
装置
(1) 試験機は,クロスヘッド速度を一定に保つことのできる材料試験機とする。ただし,その試験機の許
容誤差は,標準荷重に対し±1%以内とする。
(2) 寸法測定器は,JIS B 7502の0.01mm目盛のもの又はこれと同等以上の精度をもつもの,JIS B 7507
の最小読取り長さ0.02mmのノギス又はこれと同等以上の精度をもつものとする。
11
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.8.3
操作 試験片の標点間隔内の3か所の厚さを外側マイクロメータで測定し,その算術平均を求めて
試験片の厚さとする。幅は打抜型の幅をそのまま用いる。クロスヘッド速度は200±20mm/minとする。試
験片に荷重を加え,標点間隔内で切断したときの荷重及び伸びを測る。
切断箇所が試験片の標点間隔の内部以外である場合には,これを試験値に採用せず再試験を行う。
5.8.4
計算 引張強さT (MPa) {kgf/mm2} 及び伸びL (%) は,次の式によって算出する。値は3個の算術
平均をもって表す。
A
P
T=
ここに, P: 切断時の荷重 (N) {kgf}
A: 試験片の断面積 (mm2)
100
1
1
2
×
l
l
l
L
−
=
ここに, l1: 試験前の標点間隔 (mm)
l2: 切断時の標点間隔 (mm)
5.9
絶縁破壊電圧
5.9.1
試験片 3.2.2又は3.2.3によって作られた素材を旋盤などの適当な切削機を用いて,幅30mm及び
厚さ0.10±0.01mmのテープに切削し,その中央部から約1mを切り取り試験片とする。
5.9.2
装置
(1) 電極は,直径12.5mmのよく磨いた1対の黄銅製球状のものとする。ただし電極の表面は,滑らかで
あること。
(2) 試験用変圧器は50Hz {c/s} 又は60Hz {c/s} の商用周波数の電圧を加えることのできる最大電圧15kV
以上のものとする。電極間にかかる電圧の波高率は,1.34〜1.48の間であること。
5.9.3
操作 試験は空気中で行う。試験片を電極の間に挟み4.9N {500gf} の荷重を加える。両電極は試
験片を挟んだとき,それらの中心線が上下一致するようにしなければならない。電圧を零から1kV/sの割
合で一様に上昇させ,破壊電圧を測定する。試験は測定点を相互に50mm以上離して10回行う。
5.9.4
計算 10回の試験による測定値について,その算術平均値 (kV) 及び最低値 (kV) を求める。
6. 数値の丸め方 試験結果は,各試験項目において決められる数値より1けた下の位まで求めて,JIS Z
8401によって丸める。
関連規格 JIS Z 8203 国際単位系 (SI) 及びその使い方
12
K 6891-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
高分子部会 四ふっ化エチレン樹脂成形粉専門委員会 構成表(昭和39年3月1日制定のとき)
氏名
所属
(委員会長)
太 田 清 水
日本国有鉄道鉄道技術研究所
里 川 孝 臣
大阪金属工業株式会社東京支店
梅 原 稔
日東フロロケミカル株式会社
大 野 裕
藤倉電線株式会社
村 田 建 太
東京芝浦電気株式会社小向工場製造技術部
荒 木 義 男
日本バルカー工業株式会社厚木工場
田 中 年 男
日本アスベスト株式会社鶴見工場
西 村 悦 男
スターライト工業株式会社
大 野 隆
日本ピラー工業株式会社
森 山 康 弘
日東電気工業株式会社
鈴 木 長 行
菅原工業株式会社製造部
渡 辺 雅 夫
住友電気工業株式会社研究部
田 中 弘 久
三菱商事株式会社合成樹脂部
浅 田 光 雄
三井物産株式会社
野間口 兼 良
日本弗素化学協会
中曾根 成 雄
防衛庁装備局
片 桐 正 昭
電気通信研究所
樫 村 寿 雄
工業技術院電気試験所
松 原 清
工業技術院機械試験所
長 坂 秀 雄
茨城大学工学部
斎 藤 太 一
通商産業省軽工業局
小 幡 八 郎
工業技術院
(事務局)
山 脇 政 次
工業技術院標準部繊維化学規格課
猪 野 時 雄
工業技術院標準部繊維化学規格課
(事務局)
青 木 誠 治
工業技術院標準部繊維化学規格課(昭和52年5月1日改正のとき)
石 川 哲之介
工業技術院標準部繊維化学規格課(昭和52年5月1日改正のとき)
(事務局)
小 林 勝
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)
砂 川 輝 美
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)