2
K 6853-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
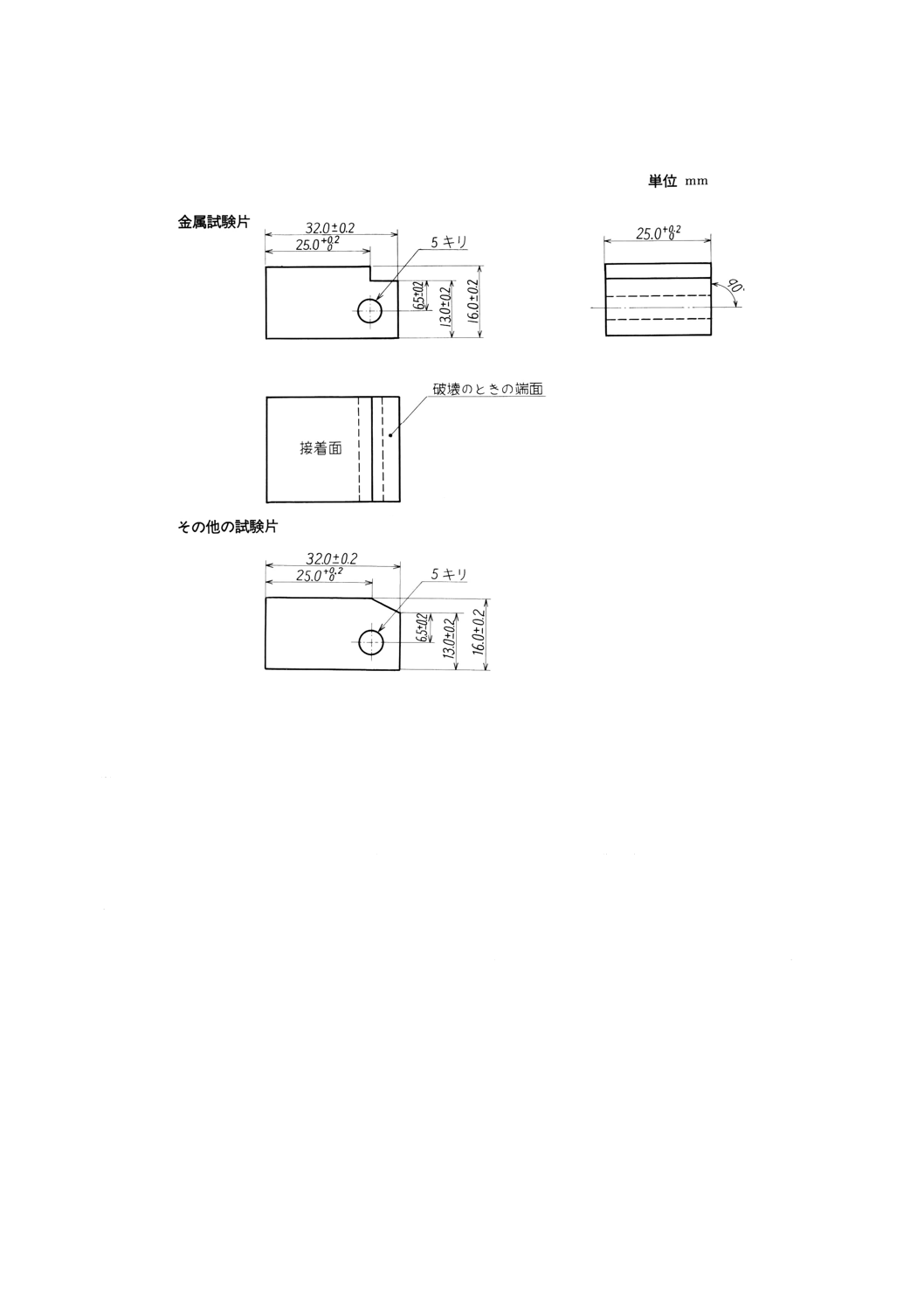
試験片の形状及び寸法 試験片の形状及び寸法は,図2に示すとおりとする。
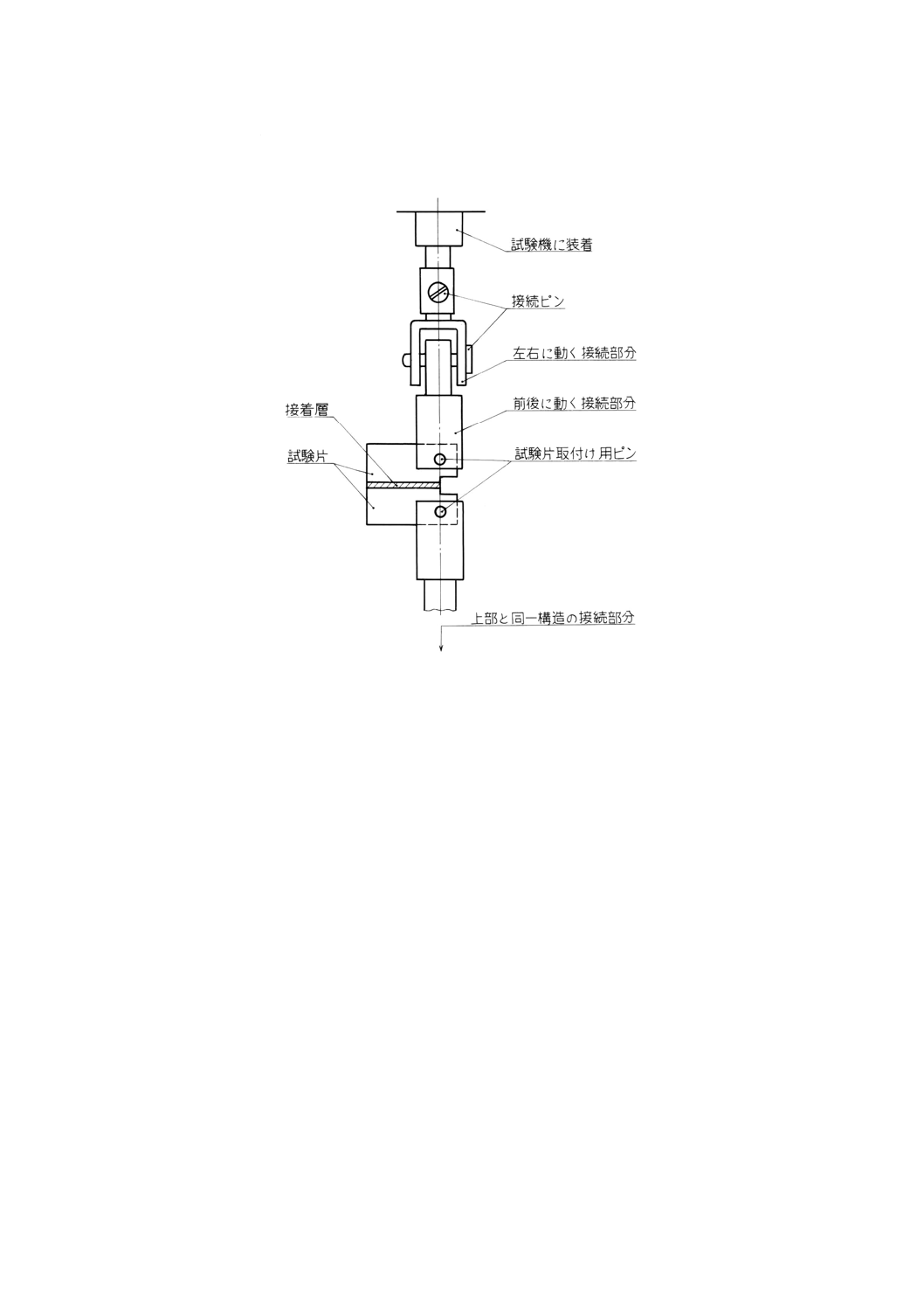
図1 割裂接着強さ試験片取付け具の一例
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6853-1994
接着剤の割裂接着強さ試験方法
Testing methods for cleavage strength of adhesive bonds
1. 適用範囲 この規格は,接着剤の割裂接着強さの試験方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS K 6800 接着剤・接着用語
JIS K 6848 接着剤の接着強さ試験方法通則
JIS K 6900 プラスチック−用語
JIS Z 8703 試験場所の標準状態
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって参
考値である。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6800及びJIS K 6900による。
3. 試験の一般条件
3.1
試験室の標準状態 試験室の標準状態は,JIS K 6848の3.1(試験室の状態)による。
なお,木材及び木質材料の場合は,JIS Z 8703の標準温度状態5級 (20±5℃) 及び標準湿度状態20級
[ (65±20) %] を適用してもよい。この場合,試験成績には,適用した試験室の温度及び湿度を記録しなけ
ればならない。
3.2
接着剤の状態調節及び試験値の丸め方 接着剤の状態調節及び試験値の丸め方は,JIS K 6848の3.2
(接着剤の状態調節)及び3.3(試験値の丸め方)による。
4. 接着剤の採取方法及び取扱方法 接着剤の採取方法及び取扱方法は,JIS K 6848の4.(接着剤の採り
方及び取扱い方)による。
5. 試験機 試験機は,破壊荷重が引張試験機の容表の15〜85%に当たるもので,その標準荷重に対し許
容差±1%のものを用いる。荷重速度は毎分1.96〜3.92kN {200〜400kgf},又はクロスヘッドの移動速度を
毎分50mm以下に調整する。
試験片取付け具は,試験片を装着し,荷重をかけると同時に自動的に位置が調整され,荷重方向が接着
面に垂直になる構造のものとする。その一例を図1に示す。
6. 試験片
6.1
被着材の種類 被着材の種類は,JIS K 6848の5.(被着材及びその表面処理)に規定する金属,プ
ラスチック,強化プラスチック,木材及び木質材料の厚板とする。
2
K 6853-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
試験片の形状及び寸法 試験片の形状及び寸法は,図2に示すとおりとする。
図1 割裂接着強さ試験片取付け具の一例
3
K 6853-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 割裂接着強さ試験片の形状及び寸法
6.3
被着材の表面処理 被着材の表面処理は,JIS K 6848の5.による。
6.4
試験片の作製
(1) 被着材は板,角棒又は丸棒素材を機械加工したものを接着する。
(2) 接着剤は,変動の最も少ない最適接着が得られるよう製造業者の指示によって取り扱うものとする。
当事者間で合意した場合には,他の条件を使用してもよい。
(3) 接着剤の硬化過程中に試験片の重ね合わせがうまくいくように適切な固定ジグを用いる。
6.5
試験片の状態調節 試験片は,接着剤硬化後JIS K 6848の3.1の平衡状態になった後,試験を行う。
6.6
試験片の数 試験片の数は,5個以上とする。
6.7
試験片の再使用 金属試験片は接着剤を完全に取り除けば,接着面を清浄再使用することができる。
7. 操作 試験片を試験片取付け具によって試験機に装着し,荷重を掛けて試験を行い,試験片の破壊す
るときの最大荷重を記録する。このとき破壊の状態を調べ,木材及び木質材料については破壊した面積の
接着面積に対する百分率を10%刻みで読み取り,木部破断率とする。
8. 測定結果の処理
8.1
割裂接着強さ 7.で得られた最大荷重 (N) をN/mで表示して接着剤の割裂接着強さとし,全測定値
の平均を整数位に丸めて割裂接着強さとする。
4
K 6853-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
破壊の状態と平均木部破断率 7.で得られた個々の試験片の破壊の状態は,表1に従いその種類を区
別し,木部破断率は,その平均を求め,2捨3入して5%刻みで表示する。
表1 破壊の種類
記号
破壊の種類
AF
接着破壊
CF
凝集破壊
MF
被着材破壊
9. 報告 報告には,次の事項を記録する。
(1) 接着剤の種類及び配合
(2) 被着材の種類及び表面処理方法
(3) 試験片の作製方法及び接着条件(個々の試験片の寸法,圧締方法,圧力と時間,加熱方法,温度と時
間,保持時間など),接着剤の塗布量と塗布方法
(4) 試験片の個数
(5) 試験時の荷重速度又はクロスヘッドの移動速度
(6) 個々の試験片の割裂接着強さの平均値及び最大・最小値
(7) 破壊の状態並びに木部破断率の平均値及び最大・最小値
(8) その他特記すべき事項
5
K 6853-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6853改正原案作成委員会 構成表
氏名
所属
(委員長)
小 野 昌 孝
実践女子大学
宮 入 裕 夫
東京医科歯科大学
天 野 晋 武
工学院大学
長 沢 長八郎
工業技術院製品科学研究所
本 橋 健 司
建設省建築研究所
大 黒 昭 夫
農林水産省林業試験場
高 島 米 司
財団法人接着剤研究所
細 川 幹 夫
工業技術院標準部繊維化学規格課
柳 原 栄 一
株式会社日立製作所
増 原 憲 一
日新製鋼株式会社
斎 藤 満
株式会社東洋精機製作所
鶴 田 康 彦
大成建設株式会社
岩 田 立 男
ヤマハ株式会社
柳 原 誠 一
横浜ゴム株式会社
永 田 宏 二
セメダイン株式会社
永 沢 滋
コニシ株式会社
滝 沢 稔
ヘキスト合成株式会社
田 村 靖 夫
豊年製油株式会社
池 田 修
日立化成ポリマー株式会社
若 林 一 民
ノガワケミカル株式会社
池 田 順 一
財団法人日本規格協会
(事務局)
岡 崎 久
日本接着剤工業会