K 6775-1:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本プラスチック
工業連盟 (JPIF) /ガス用ポリエチレン管協会 (GPA) /社団法人日本ガス協会 (JGA) /財団法人日本規
格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 6775-1 : 1998は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成,及び
日本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8085-1 : 2001,Polyethylene fittings
for use with polyethylene pipes for the supply of gaseous fuels−Metric series−Specifications−Part 1 : Fittings for
socket fusion using heated toolsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査
会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用
新案登録出願にかかわる確認について,責任はもたない。
JIS K 6775-1には次に示す附属書がある。
附属書A(規定)継手各部の寸法計算式
附属書1(参考)JISと対応する国際規格との対比表
JIS K 6775の規格群には,次に示す部編成がある。
JIS K 6775-1 第1部:ヒートフュージョン継手
JIS K 6775-2 第2部:スピゴット継手
JIS K 6775-3 第3部:エレクトロフュージョン継手
K 6775-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 3
4. 定義及び記号 ·················································································································· 3
4.1 寸法の定義 ··················································································································· 3
4.2 材料の定義 ··················································································································· 5
4.3 材料の性能に関する定義·································································································· 5
4.4 使用条件に関する定義····································································································· 5
5. 品質 ······························································································································ 6
5.1 材料 ···························································································································· 6
5.2 継手の性能 ··················································································································· 8
6. 寸法 ····························································································································· 10
6.1 第1種寸法 ·················································································································· 10
6.2 第2種寸法 ·················································································································· 10
7. 試験方法 ······················································································································· 12
7.1 試験片 ························································································································ 12
7.2 寸法 ··························································································································· 16
7.3 外観及び形状 ··············································································································· 16
7.4 密度試験 ····················································································································· 16
7.5 メルトマスフローレイト試験 ··························································································· 16
7.6 熱安定性試験 ··············································································································· 16
7.7 揮発成分試験 ··············································································································· 16
7.8 水分量試験 ·················································································································· 16
7.9 カーボンブラック含有量試験 ··························································································· 16
7.10 カーボンブラック分散試験 ···························································································· 17
7.11 顔料分散試験 ·············································································································· 17
7.12 引張降伏応力試験 ········································································································ 18
7.13 ガス成分耐久性試験 ····································································································· 18
7.14 シャルピー衝撃強さ試験 ······························································································· 19
7.15 屋外暴露試験 ·············································································································· 19
7.16 促進耐候性試験 ··········································································································· 19
7.17 フルスケール試験 ········································································································ 19
7.18 S4試験 ······················································································································ 19
7.19 ノッチ式内圧クリープ試験 ···························································································· 19
K 6775-1:2005 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.20 全周ノッチ式引張クリープ試験 (FNCT)··········································································· 19
7.21 全周ノッチ式引張疲労試験 (FNFT) ················································································· 19
7.22 融着適合性試験 ··········································································································· 19
7.23 内圧クリープ試験 ········································································································ 19
7.24 引張伸び試験 ·············································································································· 20
7.25 加熱伸縮試験 ·············································································································· 20
8. 技術資料 ······················································································································· 21
9. 検査 ····························································································································· 21
9.1 形式検査 ····················································································································· 21
10. 試験結果の数値の表し方································································································· 22
11. 表示 ··························································································································· 22
12. 包装及びこん(梱)包···································································································· 23
附属書A(規定)継手各部の寸法計算式 ·················································································· 24
附属書1(参考)JISと対応する国際規格との対比表 ·································································· 26
K 6775-1:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6775-1:2005
ガス用ポリエチレン管継手−
第1部:ヒートフュージョン継手
Polyethylene pipe-fittings for the supply of gaseous fuels-
Part 1:Heatfusion fittings
序文 この規格は,2001年に第1版として発行されたISO 8085-1,Polyethylene fittings for use with
polyethylene pipes for the supply of gaseous fuels−Metric series−Specifications−Part 1 : Fittings for socket fusion
using heated toolsを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線,点線の下線,又は側線の点線を施してある箇所は,原国際規格を変更している
事項である。変更の一覧表をその説明を付けて,附属書1に示す。
1. 適用範囲 この規格は,都市ガス及び液化石油ガスの供給に使用する,JIS K 6774に適合するポリエ
チレン管(以下,管という。)及びJIS K 6775-2に適合するスピゴット継手との融着接合に用いるヒートフ
ュージョン継手(以下,継手という。)の物理的性質,継手材料の一般的性質,継手の寸法,及び性能につ
いて規定する。
備考1. 継手を使用するときは,直射日光及び火災に対し,配慮しなければならない。また,融着条
件,継手の融着適合性などに関し,十分配慮しなければならない。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8085-1 : 2001,Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels
−Metric series−Specifications−Part 1 : Fittings for socket fusion using heated tools (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS K 2231 流動パラフィン
JIS K 6774 ガス用ポリエチレン管
備考 ISO 4437:1997 Buried polyethylene (PE) pipes for the supply of gaseous fuels−Metric series−
Specificationsからの引用事項は,この規格の該当事項と同等である。
2
K 6775-1:2005
JIS K 6775-2 ガス用ポリエチレン管継手−第2部:スピゴット継手
JIS K 6812 ポリオレフィン管,継手及びコンパウンドの顔料分散又はカーボン分散の評価方法
備考 ISO 18553:2002,Method for the assessment of the degree of pigment or carbon black dispersion in
polyolefin pipes, fittings and compoundsが,この規格と一致している。
JIS K 6813 ポリオレフィン管及び継手−灰化及び熱分解によるカーボンブラック含有量の求め方−
試験方法及び基本仕様
備考 ISO 6964:1986,Polyolefin pipes and fittings−Determination of carbon black content by calcination
and pyrolysis−Test method and basic specificationが,この規格と一致している。
JIS K 6814-1 熱可塑性プラスチック管−加熱伸縮性−第1部:試験方法
JIS K 6815-1 熱可塑性プラスチック管−引張特性の求め方−第1部:一般試験方法
JIS K 6815-3 熱可塑性プラスチック管−引張特性の求め方−第3部:ポリオレフィン管
JIS K 6900 プラスチック−用語
JIS K 6922-1 プラスチック−ポリエチレン (PE) 成形用及び押出用材料−第1部:呼び方のシステム
及び仕様表記の基礎
備考 ISO 1872-1:1993,Plastics−Polyethylene (PE) moulding and extrusion materials−Part 1 :
Designation system and basic for specifications からの引用事項は,この規格の該当事項と同等
である。
JIS K 6922-2 プラスチック−ポリエチレン (PE) 成形用及び押出用材料−第2部:試験片の作り方及
び諸性質の求め方
JIS K 7111 プラスチック−シャルピー衝撃強さの試験方法
JIS K 7112 プラスチック−非発泡プラスチックの密度及び比重の測定方法
備考 ISO 1183(all parts),Plastics−Methods for determining the density and relative density of
non-cellular plastics からの引用事項は,この規格の該当事項と同等である。
JIS K 7161 プラスチック−引張特性の試験方法 第1部:通則
JIS K 7162 プラスチック−引張特性の試験方法 第2部:型成形,押出成形及び注型プラスチック
の試験条件
JIS K 7210 プラスチック−熱可塑性プラスチックのメルトマスフローレイト (MFR) 及びメルトボ
リュームフローレイト (MVR) の試験方法
備考 ISO 1133:1997 Plastics−Determination of the melt mass-flow rate (MFR) and the melt
volume-flow rate (MVR) of thermoplastics が,この規格と一致している。
JIS K 8105 エチレングリコール(試薬)
JIS K 8839 2-プロパノール(試薬)
JIS K 8858 ベンゼン(試薬)
JIS K 8891 メタノール(試薬)
JIS Z 8401 数値の丸め方
JIS Q 9001 品質マネジメントシステム−要求事項
備考 ISO 9001 : 1994,Quality systems−Model for quality assurance in design, development,
production, installation and servicingが,この規格と一致している。
ISO 1167 : 1996,Thermoplastics pipes for the conveyance of fluids−Resistance to internal pressure−Test
method
3
K 6775-1:2005
ISO 9356 : 1989,Polyolefin pipe assemblies with or without jointed fittings−Resistance to internal pressure−
Test method
ISO 13477 : 1997,Thermoplastics pipes for the conveyance of fluids−Determination of resistance to rapid
crack propagation (RCP)−Small-scale steady-state test (S4 test)
ISO 13478 : 1997,Thermoplastics pipes for the conveyance of fluids−Determination of resistance to rapid
crack propagation (RCP)−Full-scale test (FST)
ISO 13479 : 1997,Polyolefin pipes for the conveyance for fluids−Determination of resistance to crack
propagation−Test method for slow crack growth on notched pipes (notch test)
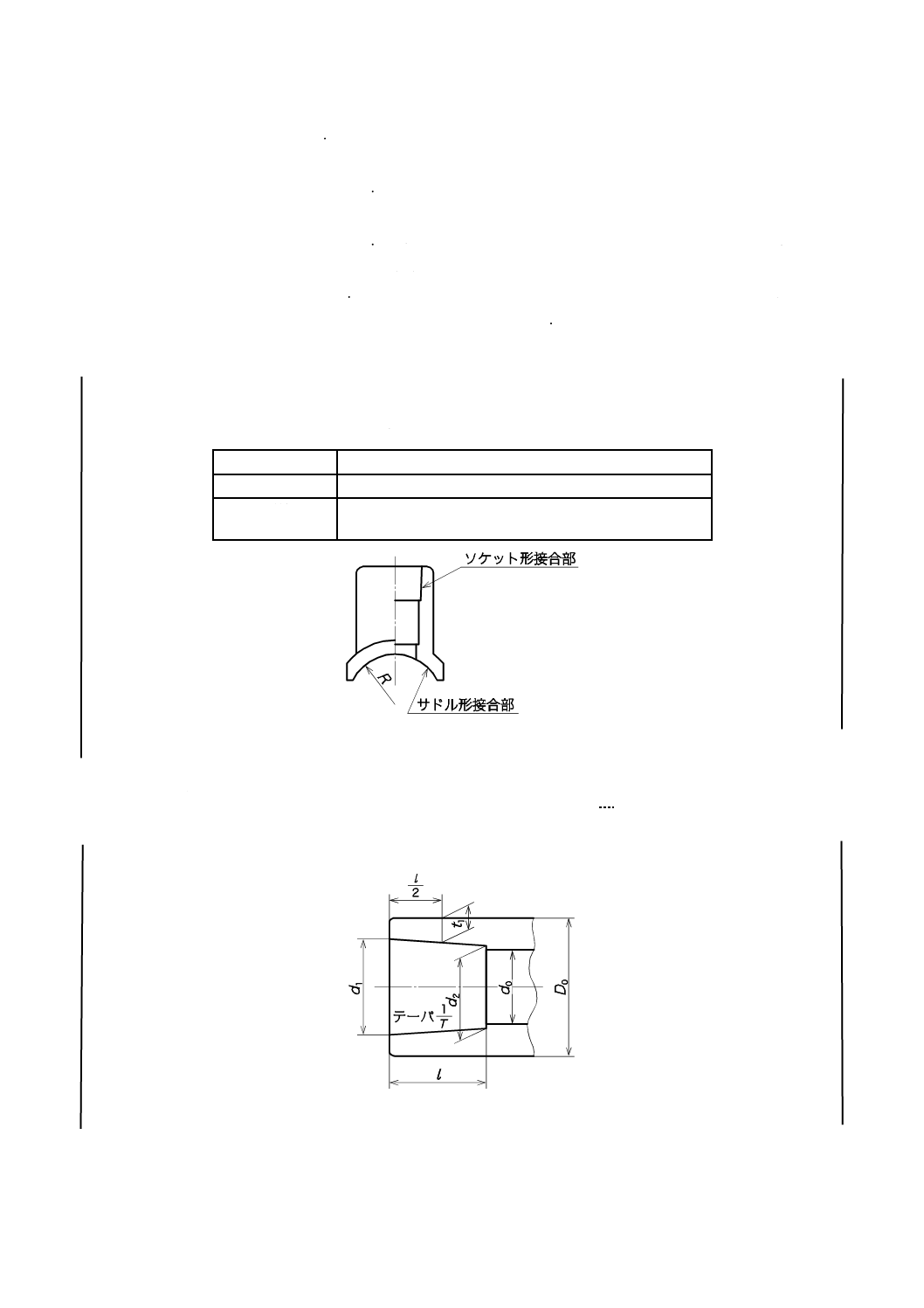
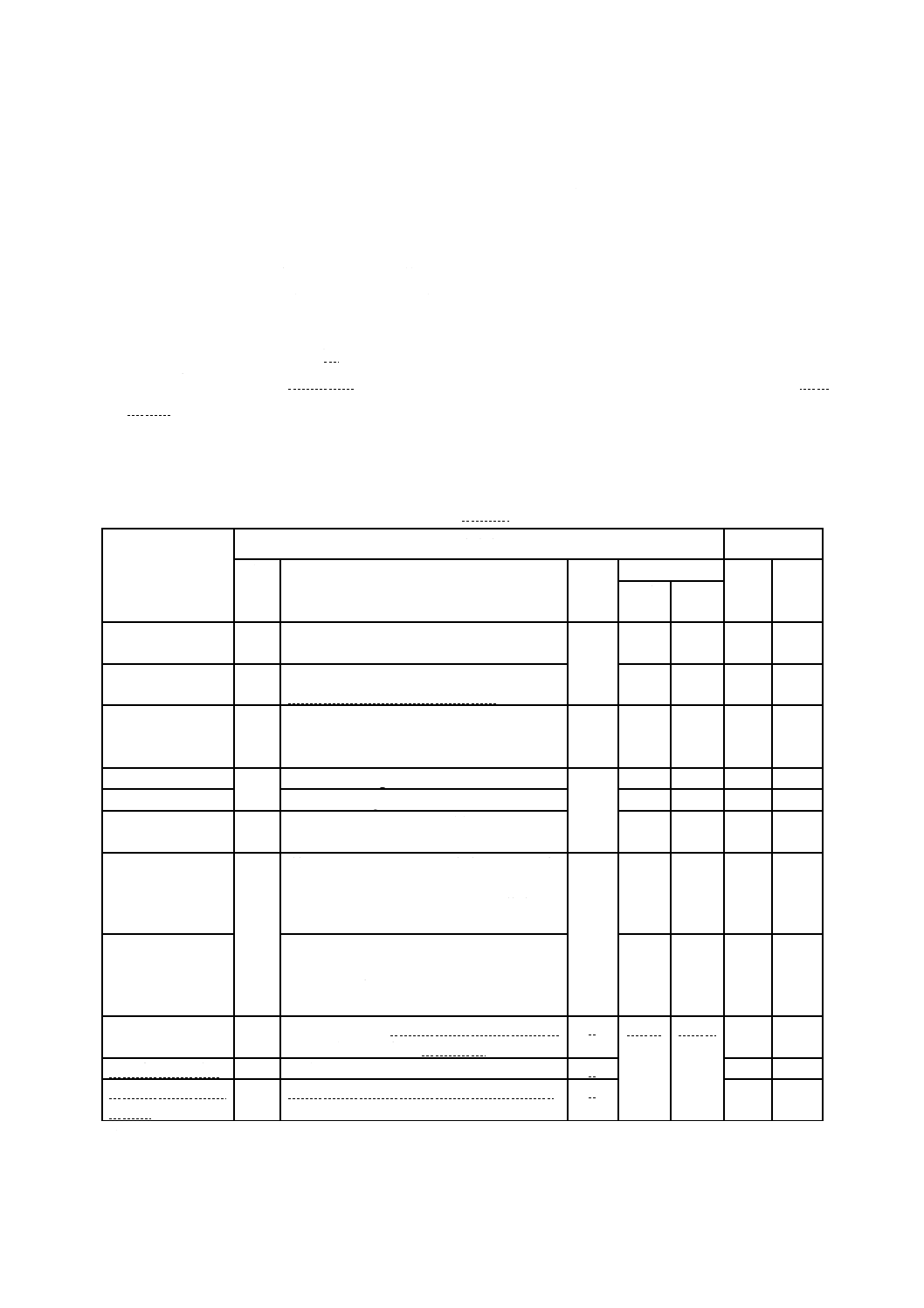
3. 種類 継手の種類は,接合部形状によって,表1のとおりとする。
なお,ソケット形接合とサドル形接合とを組み合わせた継手の例を,図1に示す。
表 1 接合部形状による分類
種類
接合部形状
ソケット形継手
テーパ形状の内周面をもつ接合部形状の継手。
サドル形継手
管の外径基本寸法と同じ曲率のくら(鞍)状の接合面をも
つ接合部形状の継手。
図 1 ソケット形継手及びサドル形継手の例
4. 定義及び記号 この規格で用いる主な用語の定義及び記号は,JIS K 6900によるほか,次による。
4.1
寸法の定義
4.1.1
第1種寸法に関する寸法の定義 第1種寸法で使用する寸法及び記号を,図2に示す。
図 2 ソケット形継手の接合部の寸法に関する記号(第1種寸法)
4
K 6775-1:2005
a) 呼び径 継手を接合しようとする管の呼び径。
b) 平均内径 (mean inside diameter) 管軸に垂直な平面上において,相互に等間隔の方向で測定した少な
くとも二つの内径の測定値の平均値。
c) テーパ入り口部平均内径 (mean inside diameter of the socket mouth) d1 ソケットの継手端面における
平均内径。
d) テーパ最奥部平均内径d2 ソケット継手端面からテーパ部長さl離れた最奥部の平均内径。
e) 最小内径 (minimum bore) d0 ソケット継手内の流路における最小内径。
f)
平均外径D0 継手の任意の管軸に垂直な断面における相互に等間隔(45°)な4方向の外径測定値の
平均値又は円周の測定値を円周率3.142で除した値。
g) テーパ部長さl テーパ形状部分の長さ。
h) 厚さ t1 テーパ部中央における厚さ。
i)
ソケットテーパ (socket taper) 1/T テーパ入口部の平均内径d1,奥部の平均内径d2,及びテーパ部長
さlによって構成されるすい(錐)体の長手方向断面における3角形の頂点の角度(°)の正接値。
j)
外径厚さ比 (standard dimension ratio) SDR 使用する管の基本外径Dの基本厚さtに対する比。
SDR=D/t
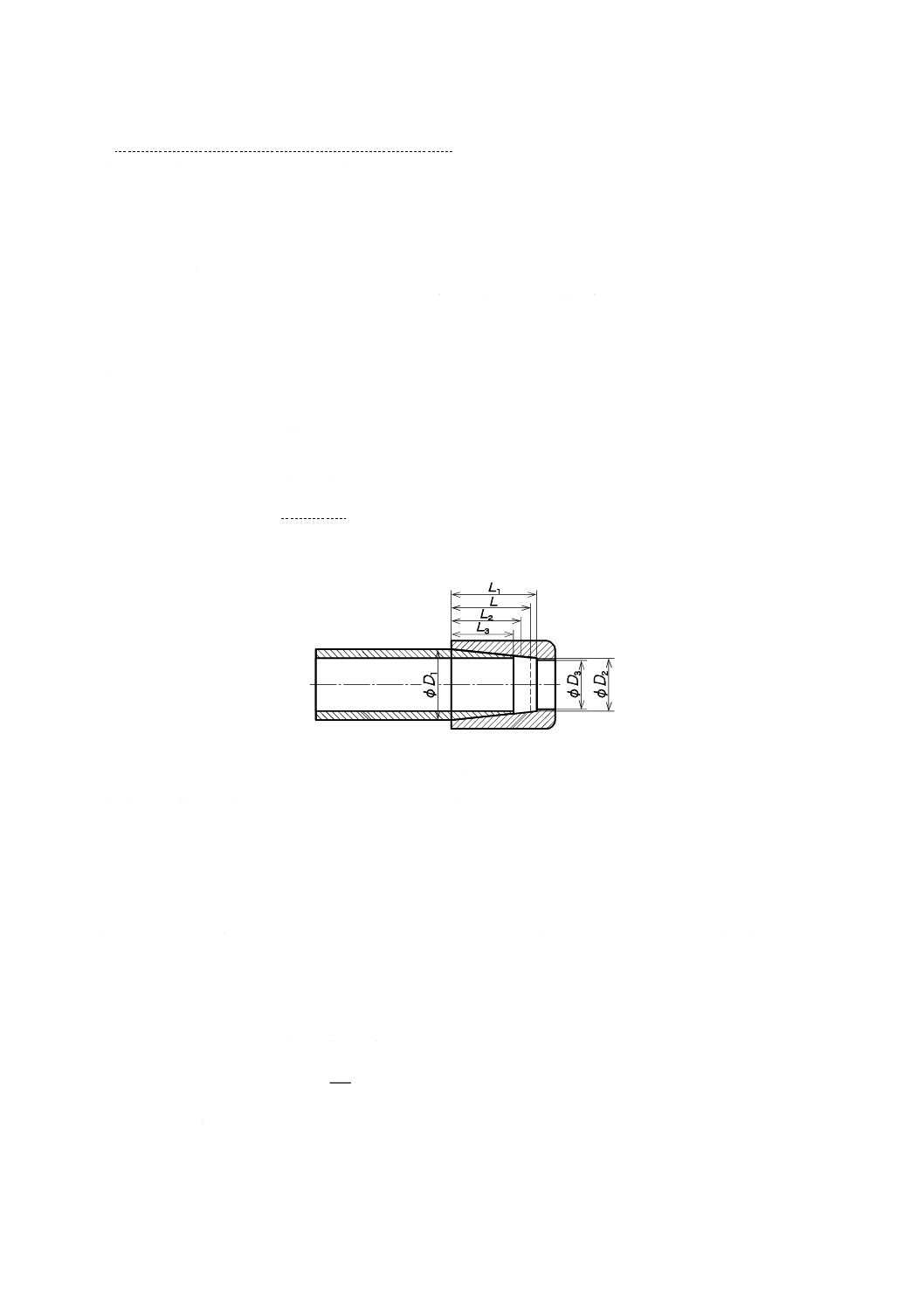
4.1.2
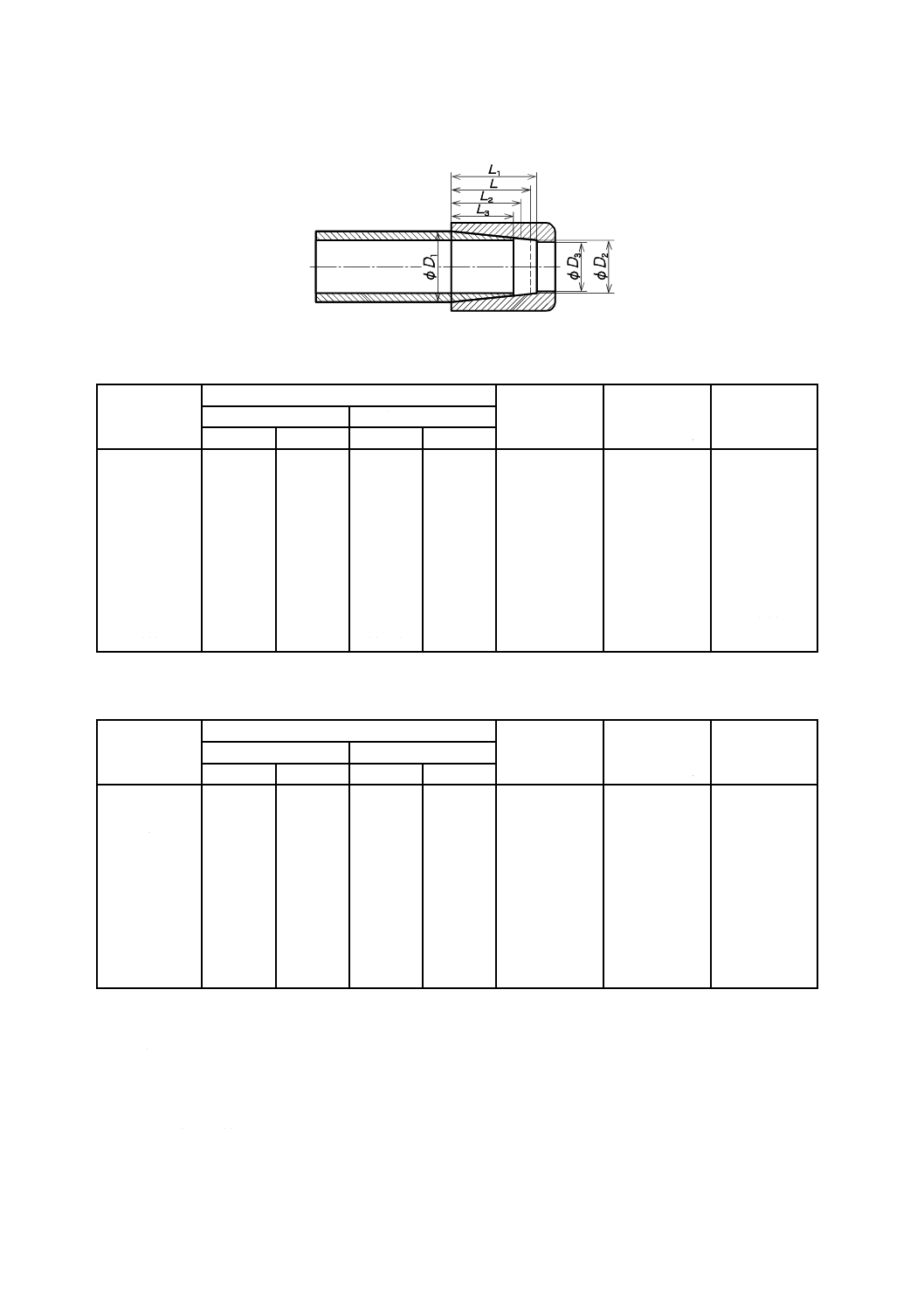
第2種寸法に関する寸法の定義 第2種寸法で使用する寸法及び記号を,図3に示す。
図 3 ソケット形継手の接合部の寸法に関する記号(第2種寸法)
a) 継手公称外径 (nominal diameter of a fitting) dn 継手を使用しようとする管の公称外径。
b) 継手公称厚さ (nominal wall thickness of a fitting) en 継手を使用しようとする管の公称厚さ。
c) 平均内径 (mean inside diameter) 管軸と垂直な平面上において,相互に等間隔の方向で測定した少な
くとも二つの内径測定値の平均値。
d) ソケット偏平量 (out-of-roundness of a socket) 継手の端面に平行な面で測定した内径最大値と最小
値との差。
e) ソケット最大偏平量 (maximum out-of-roundness of a socket) 継手の端面からLの距離の範囲におけ
る偏平量の最大値。
f)
ソケットテーパ (socket taper) 継手端面の平均直径,奥部の平均直径,及びソケットの基準長さによ
って構成されるすい(錐)体の長手方向断面における三角形の頂点の角度。
g) 外径厚さ比 (standard dimension ratio of fitting) SDR 公称外径に対する公称厚さの比。
n
n
e
d
SDR=
h) 継手厚さ (wall thickness of fitting) E 配管システムにおけるガス圧によって発生する応力に耐え得る
継手本体の実厚さ。
5
K 6775-1:2005
i)
テーパ入り口部平均内径 (mean inside diameter of the socket mouth) D1 ソケットの継手端面におけ
る平均内径。
j)
テーパ奥部平均内径 (mean inside diameter of the socket root) D2 ソケット継手端面からソケット基
準長さ (L) 離れた,継手端面と平行な面における平均内径。
k) 最小内径 (minimum bore) D3 継手内の流路における最小内径。
l)
ソケット基準長さ (reference socket length) L 計算のために用いられる理論的最小ソケット長さ。
m) 継手長さ (actual length of the socket from mouth to shoulder) L1 継手端面から肩部までのソケットの
実際の長さ。
n) 継手加熱長さ (heated length of the fitting) L2 ソケットへの加熱ジグの差込長さ。
o) 挿入深さ (insertion depth) L3 ソケットへの加熱された管端の差込深さ(1)。
注(1) これは,通常のソケット融着で用いる“深さゲージ”の深さである。
4.2
材料の定義
a) 未使用材料 (virgin material) 粒状又は粉状であって,未使用で,かつ,再生材料を添加していない
材料。
b) 再生材料 (own reprocessable material) 不良品となった未使用の清浄な管,継手,バルブ,及びこれ
らの製造工程における切りくずから作られたもので,同一製造業者において再び使用される材料。
c) コンパウンド (compound) 原料樹脂並びに,この規格の要求事項に適合する部材の製造及び使用に
必要な酸化防止剤,顔料,安定剤などの添加物との均一な混練物,又は混合物。コンパウンドは,着
色コンパウンド及びマスターバッチコンパウンドに分類される。
1) 着色コンパウンド 原料樹脂,顔料及び添加剤の混練物。
2) マスターバッチコンパウンド 顔料を高濃度に含有し,その他の添加剤を適量含有するマスターバ
ッチ原料と,顔料を含まずその他の添加剤を適量含有する未着色原料との混練物又は混合物。
4.3
材料の性能に関する定義
a) 下方信頼限界 (lower confidence limit of the predicted hydrostatic strength) σlcl 20 ℃水中において
50年後に予測される長期静水圧強度の97.5 %下方信頼限界の値で,単位MPaで表される材料の特性。
b) 総合安全係数 [overall service (design) coefficient] c 使用条件及び配管システム部材の特性を考慮に
入れた,1よりも大きな係数。ガス用途では,2.0以上の数値。
c) 最小要求強度 (minimum required strength) MRS JIS K 6774 附属書1によるσlclから選ぶ値。単位は,
MPa
d) メルトマスフローレイト (melt mass flow rate) MFR 特定の試験条件の下で,一定の時間内に押し出
される熱可塑性材料の量。
4.4
使用条件に関する定義
最高使用圧力 (maximum operating pressure) MOP 配管システムにおいて,連続使用が許容される単位
MPaで表される有効な最高ガス圧力(2)。この圧力は,配管システム部材の物理的及び機械的性質を考慮し
て設定する。
注(2) MOPは,次の式によって求められる。
)
(
1
2
−
×
×
=
SDR
c
MRS
MOP
6
K 6775-1:2005
5. 品質
5.1
材料
5.1.1
技術データ 継手製造業者から提供される使用材料に関する技術データは,使用者が有効に利用で
きるものでなければならない。品質に影響を及ぼす材料選択の変更をするときは,表4によって新たに継
手の機械的性能を確認しなければならない。
5.1.2
コンパウンド 継手を製造するためのコンパウンドは,ポリエチレン又はエチレンを主体とした共
重合体を主原料とし,この規格に適合する継手の製造,使用,及び融着接合のために必要な添加剤だけを
加える。着色コンパウンドを用いる場合には,添加剤は均一に分散させなければならない。
5.1.3
再生材料 継手製造業者は,この規格に適合した継手の製造によって再生可能な材料が発生した場
合,同一種類のコンパウンドを用いた製品の製造に使用してもよい。継手の製造には再生材料又は再生材
料と未使用材料との混合で使用できる。
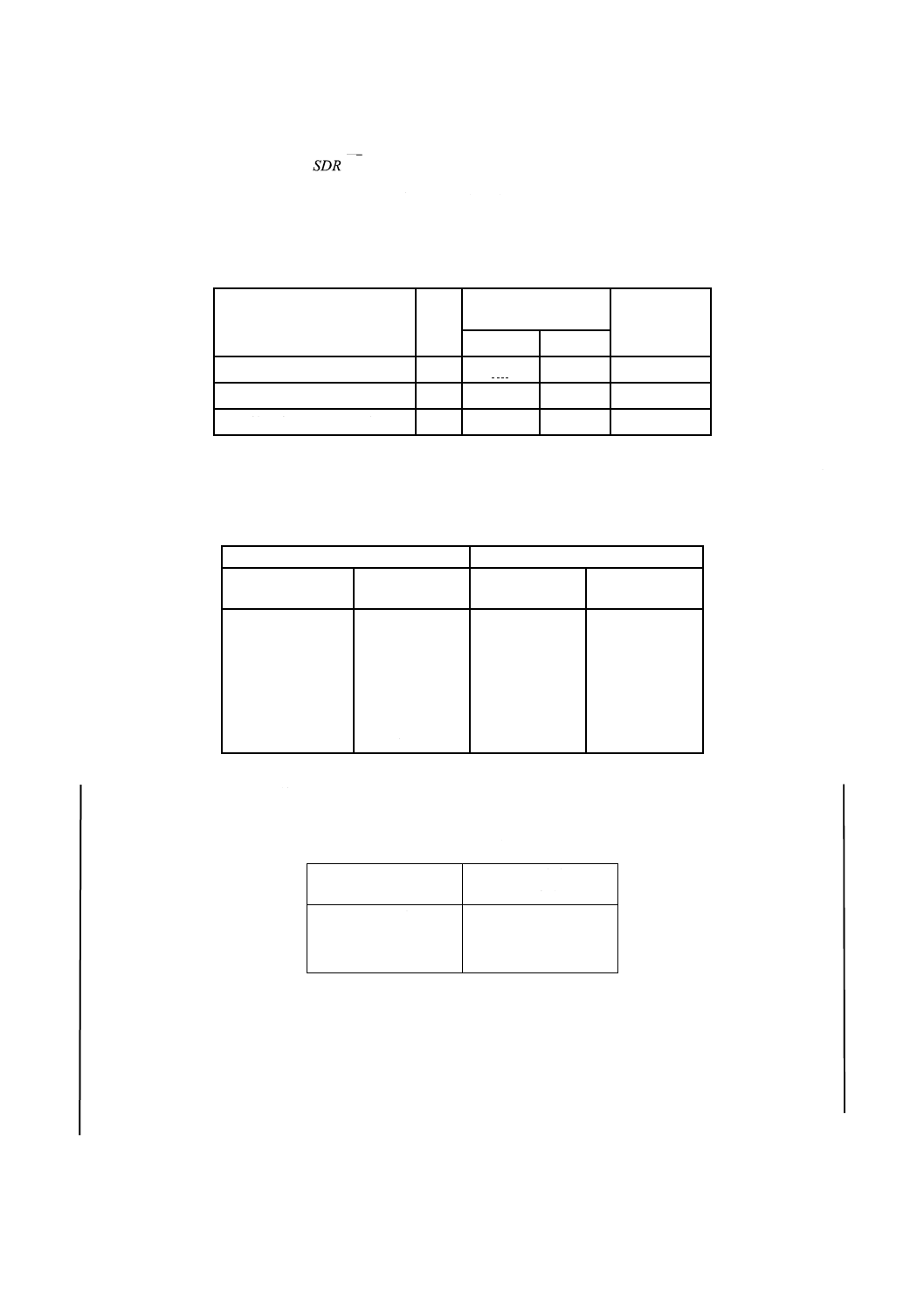
5.1.4
種類 コンパウンドは,表2に示すMRSによって分類する。
表 2 コンパウンドの種類
種類
σlcl(20 ℃,50年,97.5 %)
MPa
MRS
MPa
PE80
8.00以上 9.99以下
8.0
PE100
10.00以上 11.19以下
10.0
コンパウンドの種類分けの方法は,JIS K 6774 附属書1によって,製造業者が提示しなければならない。
5.1.5
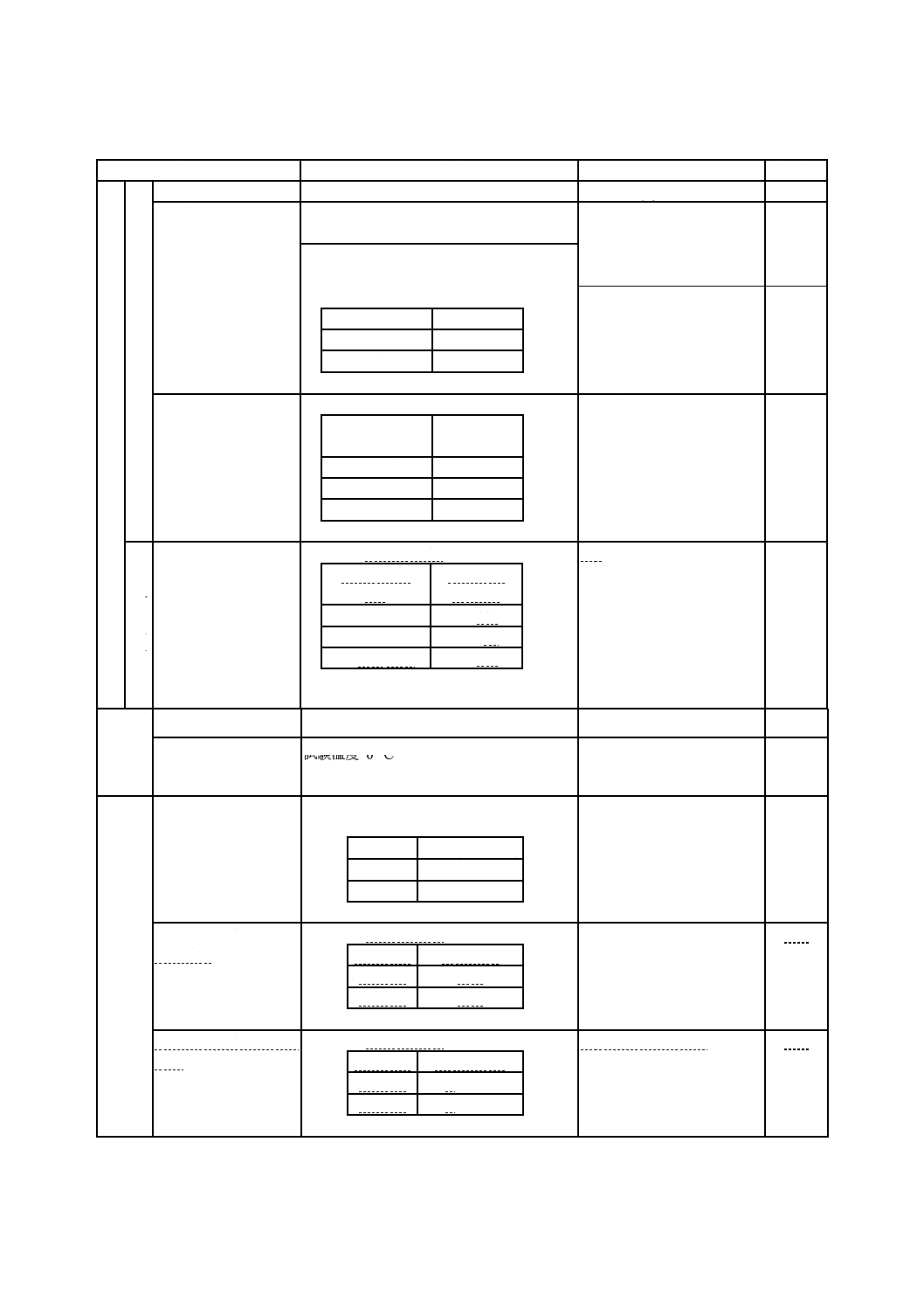
コンパウンドの性能 継手を製造するためのコンパウンドの性能は,7. によって試験し,表3に
よる。
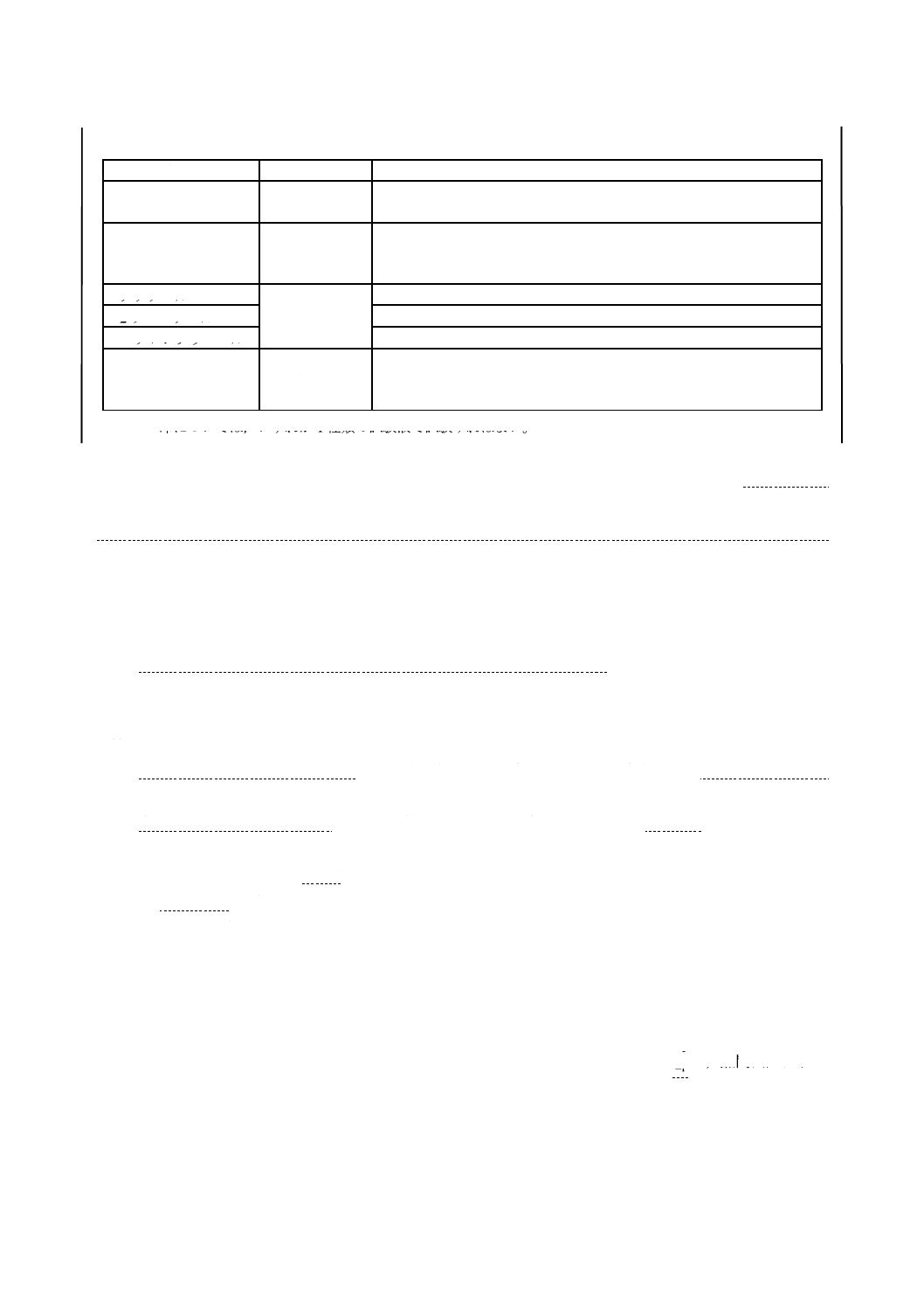
表 3 コンパウンドの性能
試験項目
試験条件
性能
適用箇条
密度試験(3)
試験室温度 23 ℃±2 ℃
試験室湿度 (50±5) %
0.930 g/cm3以上
7.4
メルトマスフローレイト試験(4) 試験温度 190 ℃±1 ℃ 荷重 49.03 N
製造業者の提示値の±20 %
7.5
熱安定性試験(5)
試験温度 200 ℃±0.5 ℃
20 min超
7.6
揮発成分試験
試験温度 105 ℃±2 ℃
350 mg/kg以下
7.7
水分量試験(6)
カールフィッシャー法
300 mg/kg以下
7.8
カーボンブラック含有量試験(7) 熱分解温度 550 ℃±50 ℃
焼成温度 900 ℃±50 ℃
2.0 %以上 2.5 %以下
7.9
カーボンブラック分散試験(7)
顕微鏡による観察
3以下
7.10
顔料分散試験(5) (8)
顕微鏡による観察
3以下
7.11
引張降伏応力試験
試験速度 毎分200 mm±20 mm
17.7 MPa以上
7.12
ガス成分耐久性試験
流動パラフィン,2-メチル-2-プロパンチオー
ル・流動パラフィン混合液,メタノール,2-
プロパノール及びエチレングリコールに浸
せき
質量変化率±1 mg/cm2
7.13
ベンゼン・メタノール混合液に浸せき
質量変化率±2 mg/cm2
試験速度 毎分200 mm±20 mm
引張降伏応力変化率±12 %
シャルピー衝撃強さ試験
試験温度 23 ℃±2 ℃
9.8 kJ/m2以上
7.14
7
K 6775-1:2005
表 3 コンパウンドの性能(続き)
試験項目
試験条件
性能
適用箇条
耐
候
性
試
験
(9)
屋
外
暴
露
試
験
(10)
熱安定性試験
試験温度 200 ℃±0.5 ℃
20 min超(12)
7.6
熱間内圧クリープ試験 試験温度 80 ℃±1 ℃
試験時間 165 h
割れ,その他の欠点があって
はならない(13)
7.23
種類
円周応力
PE80
4.6 MPa
PE100
5.5 MPa
引張伸び試験
試験温度 23 ℃±2 ℃
350 %以上
7.24
試験片厚さ
mm
試験速度
mm/min
t,en≦5
100
5<t,en≦12
50
t,en>12
25
促
進
耐
候
性
試
験
(11)
引張伸び試験
試験温度 23 ℃±2 ℃
350 %以上
7.24
試験片厚さ
mm
試験速度
mm/min
t,en≦5
100
5<t,en≦12
50
t,en>12
25
耐急速
き裂進
展性試
験(14)
フルスケール試験
試験温度 0 ℃±1.5 ℃
限界圧力MOP×1.5以上
7.17
S4試験
試験温度 0 ℃ 0
−2 ℃
限界圧力
MOP/2.4−0.072以上(15)
7.18
耐低速
き裂成
長性試
験(16)
ノッチ式内圧クリープ
試験
試験温度 80 ℃±1 ℃
試験時間 165 h
破断してはならない
7.19
種類
内圧 (SDR11用)
PE80
0.8MPa
PE100
0.92 MPa
全周ノッチ式引張クリ
ープ試験
試験温度 80 ℃±1 ℃
破断してはならない
7.20
公称応力
試験時間
4.9 MPa
10 h
3.9 MPa
18 h
全周ノッチ式引張疲労
試験
試験温度 80 ℃±1 ℃
破断してはならない
7.21
公称応力
繰返し回数
4.9 MPa
2 400回
3.9 MPa
5 300回
8
K 6775-1:2005
表 3 コンパウンドの性能(続き)
試験項目
試験条件
性能
適用箇条
融着適
合性試
験(17)
引張降伏応力試験
試験速度 毎分200 mm±20 mm
17.7 MPa以上
7.12
シャルピー衝撃強さ試
験
試験温度 23 ℃±2 ℃
6.9 kJ/m2以上
7.14
内圧クリープ試験
熱間内圧クリープ試験
割れ,その他の欠点があって
はならない(13)
7.23
全周ノッチ式引張クリ
ープ試験
試験温度 80 ℃±1 ℃
破断してはならない
7.20
公称応力
試験時間
4.9 MPa
5 h
3.9 MPa
9 h
全周ノッチ式引張疲労
試験
試験温度 80 ℃±1 ℃
破断してはならない
7.21
公称応力
繰返し回数
4.9 MPa
1 100回
3.9 MPa
2 900回
注(3) 密度は,未着色原料の値とする。
(4) マスターバッチ方式の場合,未着色原料を使用する。
(5) マスターバッチ方式の場合,マスターバッチコンパウンドの試料で行う。
(6) 揮発成分の性能を満足しない場合だけに適用する。
(7) 黒色コンパウンドだけに適用する。
(8) 黒色コンパウンドには,適用しなくてもよい。
(9) 耐候性試験は,屋外暴露試験又は促進耐候性試験のいずれかで行えばよい。ただし,黒色コンパウンドには
適用しなくてもよい。
(10) 照射エネルギー3.5 GJ/m2以上暴露を行った後,各試験を行う(7.15参照)。
(11) 600時間の暴露後,試験を行う(7.16参照)。
(12) 試験片は,スクレープ(皮むき)して管外面を取り除いてから作製する。
(13) ぜい性破壊だけに適用する。規定の試験時間以内に延性破壊する場合は,より低い応力を選定してもよい。
このときの試験時間は,表12に示す円周応力に対する試験時間点を通る線から求める。
(14) 押出し成形部の材料だけに適用する。
(MOP>0.01 MPaで外径250 mm以上又はMOP>0.4 MPaで外径90 mm以上の場合)
(15) 性能が適合しない場合は,フルスケール試験を実施する。
(16) 耐低速き裂成長性試験は,ノッチ式内圧クリープ試験,全周ノッチ式引張クリープ試験,又は全周ノッチ式
引張疲労試験のいずれかで行えばよい。
(17) 融着適合性を評価する必要がある場合には,受渡当事者間の協定によって,融着適合性試験を指定できる。
融着適合性試験は,引張降伏応力試験,シャルピー衝撃強さ試験,及び内圧クリープ試験で行う。また,内
圧クリープ試験は,全周ノッチ式引張クリープ試験又は全周ノッチ式引張疲労試験のいずれかの試験によっ
て代替できる。
5.2
継手の性能
5.2.1
継手の機械的性能 継手の機械的性能は,7.によって試験し,表4による。
なお,継手はJIS K 6774に適合する管を用いて試験を行う。また,試験片を作製する際の融着工具及び
融着条件は,受渡当事者間の協定によって定めることができる。
9
K 6775-1:2005
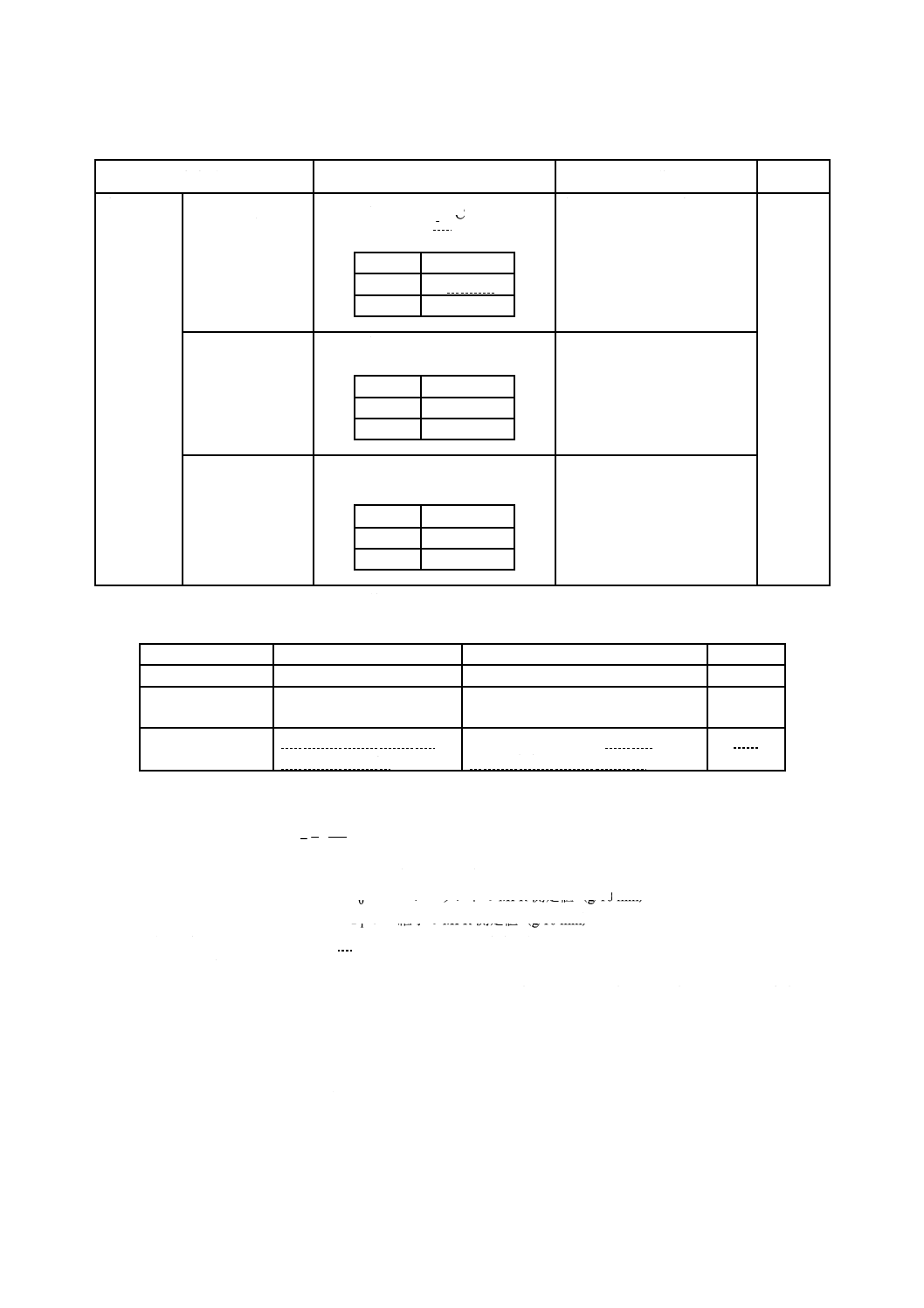
表 4 継手の機械的性能
試験項目
試験条件
性能
適用箇条
内圧
クリープ
試験
常温内圧
クリープ試験
試験温度 20 ℃
3
1
+−℃
試験時間 100 h
割れ,その他の欠点があって
はならない。
7.23
種類
円周応力
PE80
9.0 MPa
PE100
12.4 MPa
熱間内圧
クリープ試験
試験温度 80 ℃±1 ℃
試験時間 165 h
割れ,その他の欠点があって
はならない(13)。
種類
円周応力
PE80
4.6 MPa
PE100
5.5 MPa
長期熱間内圧
クリープ試験
試験温度 80 ℃±1 ℃
試験時間 1 000 h
割れ,その他の欠点があって
はならない。
種類
円周応力
PE80
4.0 MPa
PE100
5.0 MPa
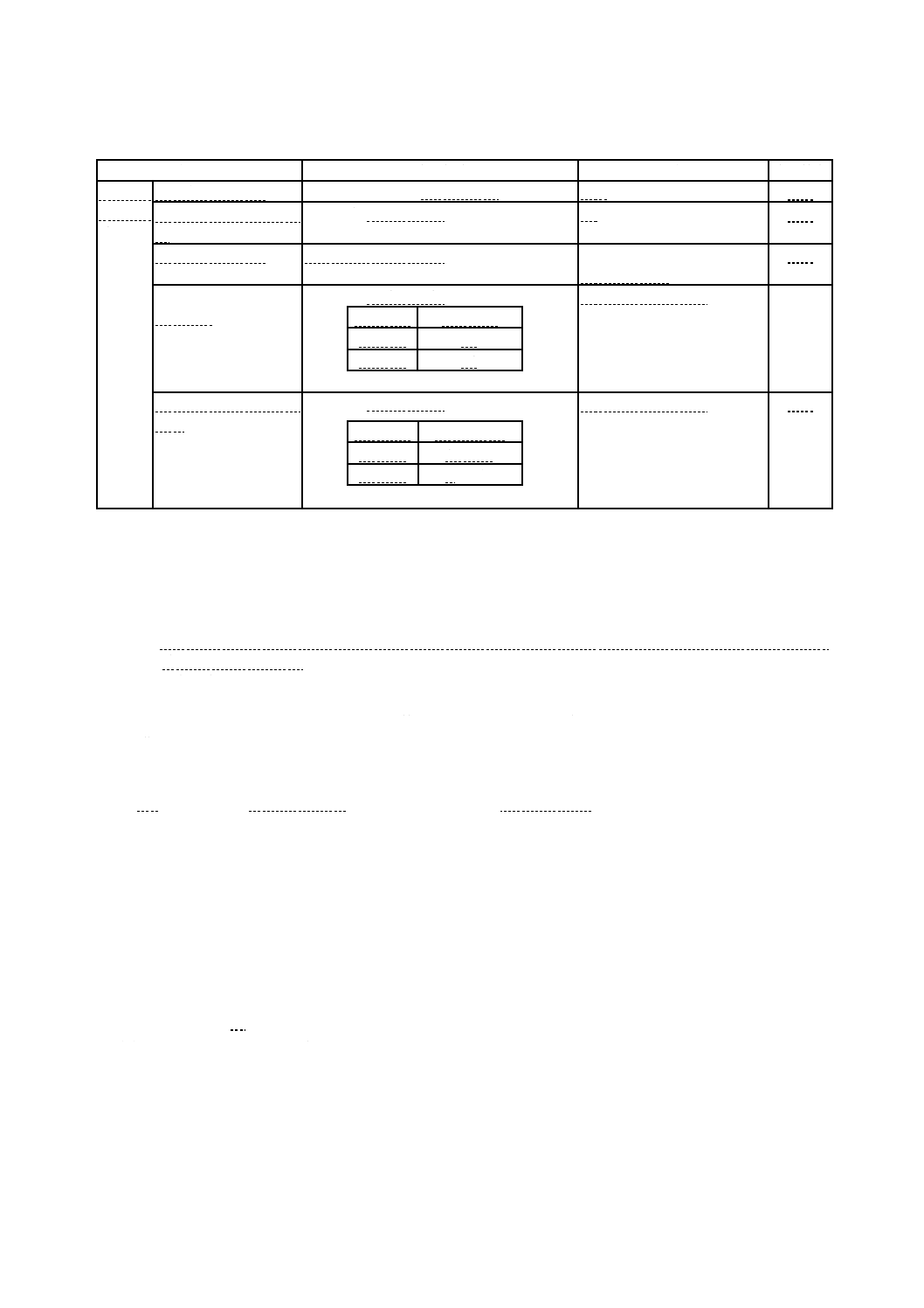
5.2.2
継手の物理的性能 継手の物理的性能は,7. によって試験し,表5による。
表 5 継手の物理的性能
試験項目
試験条件
性能
適用箇条
熱安定性試験
試験温度 200 ℃±0.5 ℃
20 min超
7.6
メルトマスフロー
レイト試験
試験温度 190 ℃±1 ℃
荷重 49.03 N
製造による変化率20 %(18)以内
7.5
加熱伸縮試験(19)
試験温度 110 ℃±2 ℃
浸せき時間 1 h
外径及び長さ変化率 ±5 %
及び角度変化量 ±5°
7.25
注(18) 継手製造業者が継手について測定した値の,コンパウンドの測定値に対する変化率。次の式に
よって算出する。
100
0
0
1
×
−
=
F
F
F
R
ここに,
R: 製造による変化率(%)
0F: コンパウンドのMFR測定値(g/10 min)
1F: 継手のMFR測定値(g/10 min)
注(19) 加熱伸縮試験は,JIS K 6814-1のB法を用いて試験を行ってもよい。
5.2.3
継手の一般的要求事項 継手の一般的要求事項は,次による。
a) 異なる種類の接合部をもつ継手 継手に異なる種類の接合部がある場合には,各々の規格に適合しな
ければならない。
b) 継手の外観 目視観察時,継手の内外面は,平滑,清浄で,かつ,継手の性能に悪影響を及ぼすよう
なきず,くぼみ,及びその他の欠点があってはならない。
c) 接合部の外観 融着接合後の管及び継手の内外面を目視観察したとき,融着部の溶融樹脂の溶出は,
継手製造業者が許容する範囲を除き,継手の厚みを超えてはならない。
10
K 6775-1:2005
6. 寸法 ソケット形接合部の寸法は,第1種寸法及び第2種寸法に区分し,これらの寸法及び許容差は,
次による。
なお,継手の寸法は,7.2によって測定する。寸法は,附属書Aに示す式からも計算できるものとする。
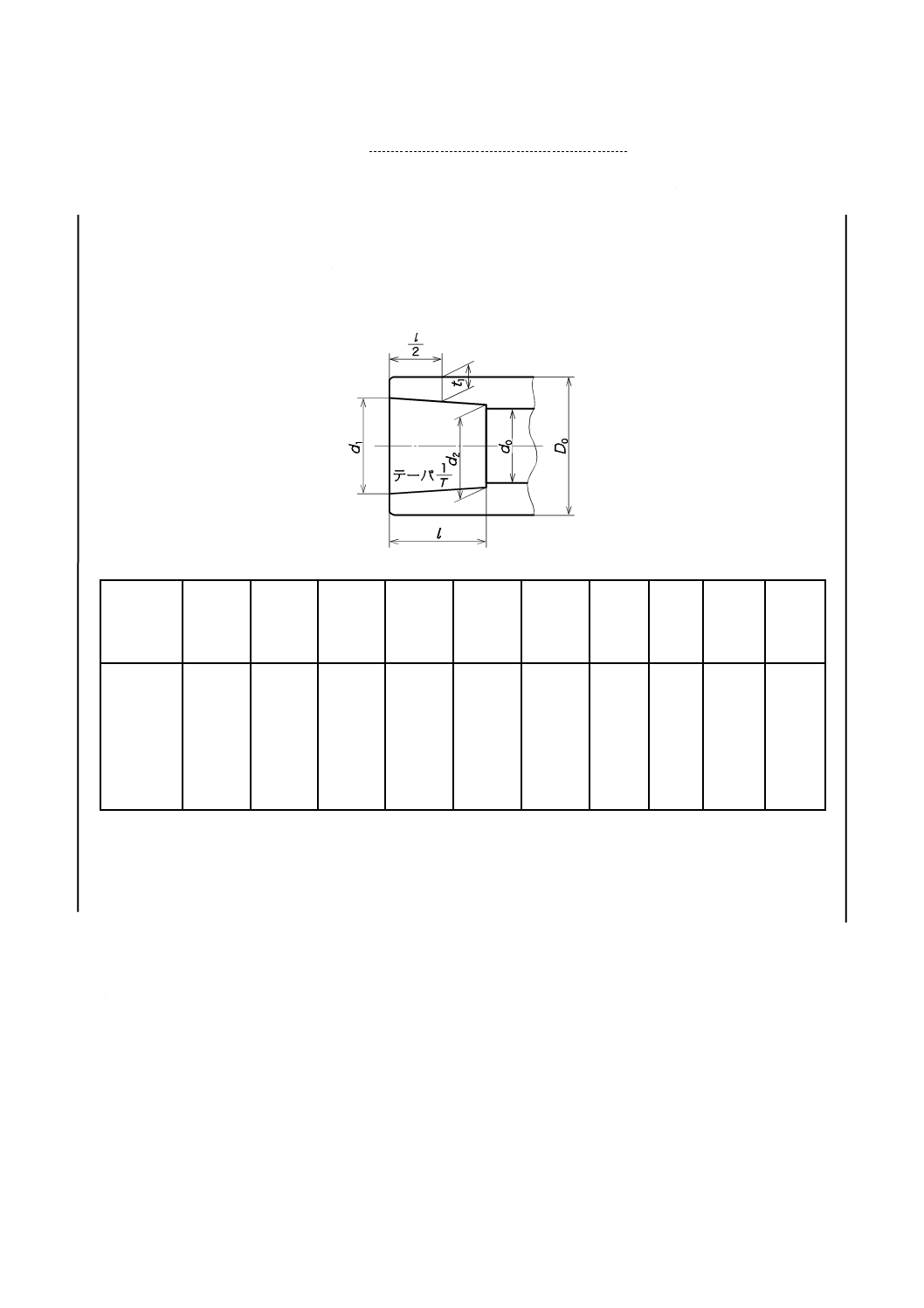
6.1
第1種寸法 ソケット形接合部の寸法及びその許容差は,表6による。適用する管の種類は,1号 (SDR
11) とする。
なお,表6のd2及びD0は,参考のため示すものであって,規定ではない。
表 6 ソケット形継手の接合部寸法及び許容差
単位 mm
呼び径
d0(20)
d1
d1の
許容差
(21)
t1
t1の
許容差
(22)
l
lの
許容差
1/T
d2
(参考)
D0
(参考)
20
25
30
40
50
75
100
20
26
33
38
48
71
91
26.10
33.00
41.00
46.90
58.80
87.60
112.50
±0.20
±0.20
±0.25
±0.25
±0.30
±0.35
±0.35
5.4
6.2
7.1
8.0
9.9
14.6
18.8
−0.15
−0.20
−0.20
−0.25
−0.30
−0.45
−0.55
22
24
25
28
30
36
41
±2
1/57
25.7
32.6
40.6
46.4
58.3
87.0
111.8
37
46
56
63
79
118
152
注(20) d0は,最小値であって,その最大値はd2を超えてはならない。
(21) 寸法d1の許容差は,7.2によって測定した寸法d1と表6の寸法d1の差をいう。
(22) 寸法t1の許容差のプラス側は制限しない。
なお,厚さの変化部は,応力集中を防ぐため,その形状を徐々に変化させなければならない(Rを付ける
など)。
6.2
第2種寸法
6.2.1
ソケットの寸法 継手は,次の二つのタイプに分類される。
a) タイプA継手 使用時に管のスクレープ(皮むき)を行わないタイプ。寸法D1の測定値がD2の測定
値以上であるもの。
b) タイプB継手 製造業者の指示に従って,使用時に管のスクレープ(皮むき)を行うタイプ。寸法
D1の測定値がD2の測定値以上であるもの。
11
K 6775-1:2005
表 7 ソケット形継手の接合部寸法及び許容差
タイプA継手
単位 mm
公称外径dn
平均内径
D1とD2との
偏平量 最大
基準長さ
ソケット L
最小内径 D3
差込口D1
距離Lの位置D2
最小
最大
最小
最大
16
20
25
32
40
50
63
75
90
110
15.20
19.20
24.10
31.10
39.10
49.00
62.00
74.30
89.30
109.40
15.50
19.50
24.50
31.50
39.50
49.50
62.50
74.80
89.90
110.00
15.10
19.00
23.90
30.90
38.80
48.70
61.60
73.00
87.90
107.70
15.40
19.30
24.30
31.30
39.20
49.20
62.10
73.50
88.50
108.30
0.40
0.40
0.40
0.50
0.50
0.60
0.60
1.00
1.00
1.00
13.30
14.50
16.00
18.10
20.50
23.50
27.40
30.00
33.00
37.00
9.00
13.00
18.00
25.00
31.00
39.00
49.00
59.00
71.00
87.00
タイプB継手
単位 mm
公称外径dn
平均内径
D1とD2との
偏平量 最大
基準長さ
ソケット L
最小内径 D3
差込口D1
距離Lの位置D2
最小
最大
最小
最大
16
20
25
32
40
50
63
75
90
110
15.00
19.20
24.10
31.10
39.05
48.95
61.90
73.50
89.60
108.45
15.30
19.50
24.50
31.50
39.45
49.45
62.40
74.20
89.20
109.05
14.95
19.00
23.90
30.90
38.80
48.70
61.60
73.45
88.25
108.05
15.25
19.30
24.30
31.30
39.20
49.20
62.10
73.95
88.85
108.65
0.40
0.40
0.40
0.50
0.50
0.60
0.60
1.00
1.00
1.00
13.30
14.50
16.00
18.10
20.50
23.50
27.40
31.00
35.50
41.50
9.00
13.00
18.00
25.00
31.00
39.00
49.00
59.00
71.00
87.00
6.2.2
ソケット形継手の厚さE
a) 一般 継手及び融着接合部は,表4による。継手の厚さの変化は,応力の集中を避けるために,緩や
かなものとする。
b) 継手厚さと管厚さとの関係 継手の厚さEは,継手の入り口面から2 L1/3を超える距離のあらゆる点
で,接合する管の公称厚さen以上とする。
12
K 6775-1:2005
6.2.3 ソケット形継手の偏平量 継手が製造業者の工場から出荷されるとき,ソケット形継手の偏平量は,
0.015 dn以下とする。
6.2.4
その他の寸法 全体寸法,取付寸法などは,製造業者の技術資料に明記しなければならない。
7. 試験方法
7.1
試験片 試験片の作製方法及び状態調節は,次による。
a) 供試継手及び供試材料(以下,試料という。)は,継手及び材料の品質が同一とみなすことができるロ
ットから,適切な方法によって採取する。
b) 供試板は,試料を用いてJIS K 6922-2の3.(試験片の作り方)に規定する方法によって板状に成形す
る。供試板の厚さは,4 mm±0.2 mmとする。ただし,ガス成分耐久性試験用の供試板の厚さは,2 mm
±0.2 mmとする。
c) 継手の試験及び材料の試験に用いる試験片の作製方法並びに状態調節は,表8による。材料のメルト
マスフローレイト試験,揮発成分試験,及び水分量試験には,粒状試料を使用する。
表 8 試験片
試験項目
試験片
適用試験
形状
作製方法
個数
(23)
状態調節
継手
の
試験
材料
の
試験
温度
℃
時間
h
密度試験
任意 成形品,ペレット,粒状物などから採取し,
表面を平滑にする。
3
−
−
−
○
メルトマスフロー
レイト試験
粒状 粒状試料約4 gを用いる。マスターバッチ方
式の場合,未着色原料でもよい。
−
−
○
○
熱安定性試験
板状 供試継手又は供試板から板状試料を採取
し,質量15 mg又は5 mg±0.5 mgになるよ
うに切り取る。
5
−
−
○
○
揮発成分試験
粒状 粒状試料約25 gを用いる。
3
−
−
−
○
水分量試験
粒状試料約2 gを用いる。
−
−
−
○
カーボンブラック
含有量試験
破片 細かく砕いた試料約1 gを用いる。
−
−
−
○
カーボンブラック
分散試験
薄片 質量0.20 mg±0.10 mgの試料を切り取り加
熱プレスで薄片とする。又は,ミクロトー
ムを用いて厚さ20 μm±10 μmの薄片を切
り取る。
6
−
−
−
○
顔料分散試験
質量0.6 mg±0.2 mgの試料を切り取り加熱
プレスで薄片とする。又は,ミクロトーム
を用いて厚さ60 μm±20 μmの薄片を切り
取る。
−
−
−
○
ガス成分耐久性試
験
板状 供試板から,150 mm×25 mm以上の大きさ
に切り取る。厚さは2 mm±0.2 mmとする。
3
23±2 1以上
−
○
引張降伏応力試験
図4
供試板から,図4に示す形状に切り取る。
5
−
○
シャルピー衝撃強
さ試験
図5
供試板から,図5に示す形状に切り取る。
7
−
○
注(23) 個数は,形式試験の場合だけに適用し,受渡検査の場合は,受渡当事者間の協定による。
13
K 6775-1:2005
表 8 試験片(続き)
試験項目
試験片
適用試験
形状
作製方法
個数
(23)
状態調節
継手
の
試験
材料
の
試験
温度
℃
時間
h
耐
候
性
試
験
屋
外
暴
露
試
験
(24)
熱安定
性試験
板状 供試管から円筒状試料に採取し,質量15 mg
又は5 mg±0.5 mgになるように切り取る。
5
−
−
−
○
熱間内
圧クリ
ープ試
験
管状 供試管から,エンドキャップ間の自由長さ
(25) が管の外径の3倍又は250 mm以上とな
るように切り取る。外径が315 mmを超える
管は自由長さ1 mでよい。
3
80±1 ISO
1167
による
−
○
引張伸
び試験
図6
供試管から,図6に示す形状に切り取る。
厚さが12 mm以下の場合は打抜き又は機械
加工とし,12 mmを超える場合は機械加工
とする。
JIS K
6815-1
による
23±2 JIS K
6815-1
による
−
○
促
進
耐
候
性
試
験
引張伸
び試験
供試管又は供試板から,図6に示す形状に
切り取る。厚さが12 mm以下の場合は打抜
き又は機械加工とし,12 mmを超える場合
は機械加工とする。
−
○
耐
急
速
き
裂
進
展
性
試
験
フルスケール
試験
管状 あらかじめ管軸方向に750 mmの長さのノ
ッチを入れた14 m以上の供試管を用いる。
ISO
13478
による
0±1.5 ISO
1167
による
−
○
S4試験
管状 外径の7倍から8倍の長さの供試管を用い
る。必要であれば,管のき裂開始領域の内
外面にノッチを入れてもよい。
ISO
13477
による
0 0
−2
ISO
1167
による
−
○
耐
低
速
き
裂
成
長
性
試
験
ノッチ式内圧
クリープ試験
管状 外径の3倍の長さの供試管に外径±1 mmの
長さのノッチを管軸方向4か所に入れる。
3
80±1
ISO
13479
による
−
○
全周ノッチ式
引張クリープ
試験
JIS K
6774
附属
書4図
1
供試管からJIS K 6774 附属書4図1に示
す形状,寸法に切り取り,JIS K 6774 附属
書4図2に示すようなノッチ入れジグを用
いて,試験片中央部の全周にノッチを入れ
る。
3
80±1
1以上
−
○
全周ノッチ式
引張疲労試験
JIS K
6774
附属
書4図
1
供試管からJIS K 6774 附属書4図1に示
す形状,寸法に切り取り,JIS K 6774 附属
書4図2に示すようなノッチ入れジグを用
いて,試験片中央部の全周にノッチを入れ
る。
−
○
注(24) 屋外での暴露には,長さ約1 mの供試管を用いる。
(25) 管の自由長さとは,継手,エンドキャップなどによって管内外面が拘束されていない区間の管の長さをいう。
14
K 6775-1:2005
表 8 試験片(続き)
試験項目
試験片
適用試験
形状
作製方法
個数
(23)
状態調節
継手の
試験
材料
の
試験
温度
℃
時間
h
融
着
適
合
性
試
験
内圧クリープ
試験
管状
供試管から,エンドキャップ間の自由長さ(25)
が管の外径の3倍又は250 mm以上となるよ
うに切り取る。外径が315 mmを超える管は,
自由長さ1 mでよい。
3
80±1
内圧ク
リープ
試験は
ISO
1167に
よる。
他試験
は
1以上。
ただし,
融着後
常温で
24以上
経過後
のこと。
−
○
引張降伏応力
試験
図6
供試管の長手方向から,融着部が中央になる
ように切り取り,機械加工によって両面のビ
ードをけずり,図6に規定する形状とする。
23±2
シャルピー衝
撃強さ試験
図5
供試管の長手方向から,融着部が中央になる
ように切り取り,機械加工によって両面のビ
ードをけずり,図5に規定する形状とする。
この場合,ノッチは融着部の中心に入れる。
12
全周ノッチ式
引張クリープ
試験
JIS K
6774
附属
書4図
1
供試管の長手方向から,融着部が中央になる
ように切り取り,機械加工によって両面のビ
ードをけずり,JIS K 6774 附属書4図1に規
定する形状とする。この場合,ノッチは融着
部の中心に入れる。
3
80±1
全周ノッチ式
引張疲労試験
JIS K
6774
附属
書4図
1
供試管の長手方向から,融着部が中央になる
ように切り取り,機械加工によって両面のビ
ードをけずり,JIS K 6774 附属書4図1に規
定する形状とする。この場合,ノッチは融着
部の中心に入れる。
内
圧
ク
リ
ー
プ
試
験
常温内圧クリ
ープ試験
管状
管の自由長さ(25)が,継手間においては管
外径の3倍,継手とエンドキャップ間におい
ては管外径の2倍となるように供試継手を融
着接合する。ただし,管の自由長さは1 m以
内とする。
3
2031
+−
1以上。
ただし
融着後
常温で
24以上
経過後
とする。
○
−
熱間内圧クリ
ープ試験
管状
80±1
12以
上。
ただし
融着後
常温で
24以上
経過後
とする。
○
−
長期熱間内圧
クリープ試験
管状
○
−
加熱伸縮試験
継手
供試継手
23±2
1以上
○
−
15
K 6775-1:2005
単位 mm
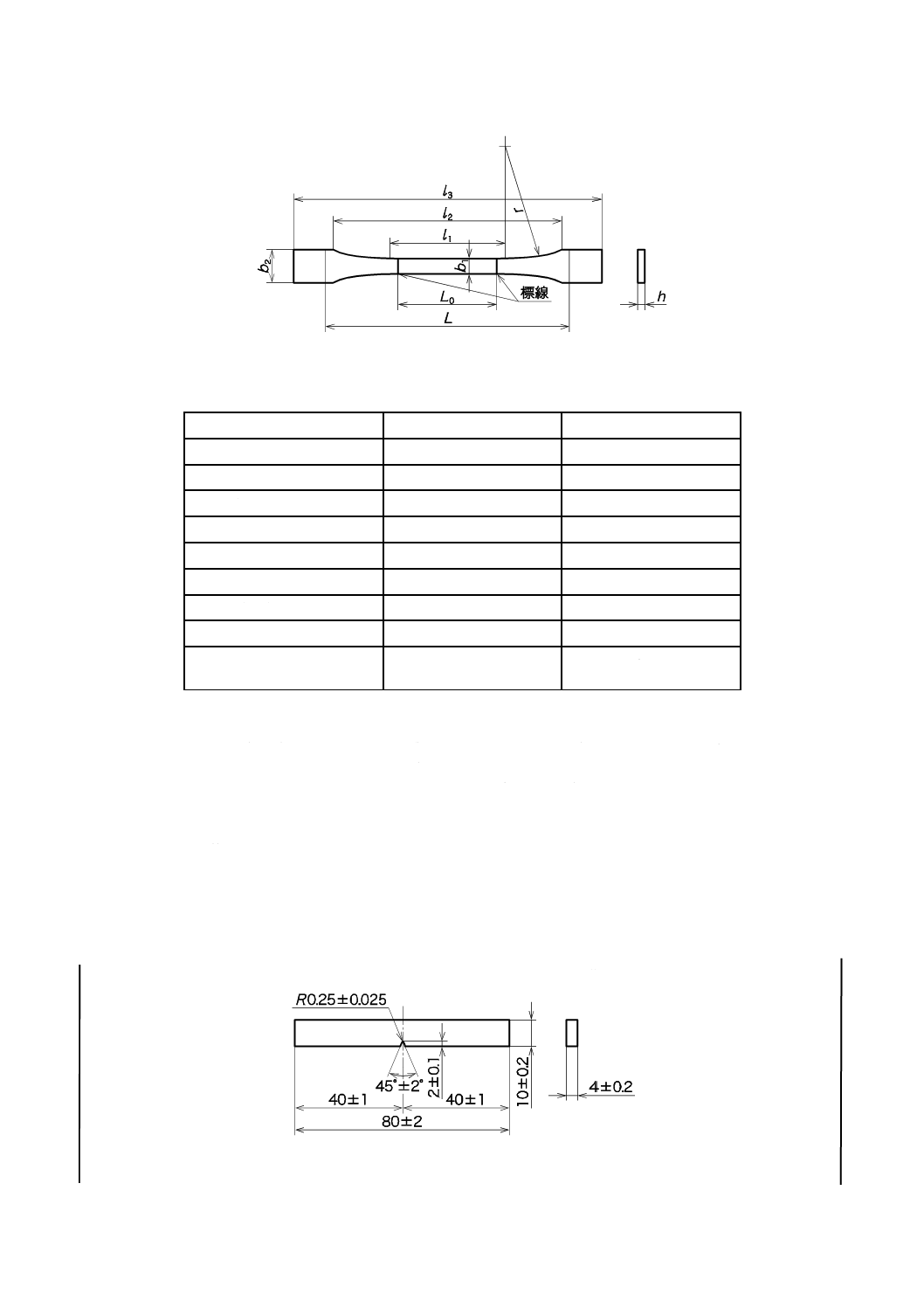
試験片の形(26)
1A
1B
l3:全長
≧150(27)
≧150(27)
l1:幅の狭い平行部分の長さ
80±2
60.0±0.5
r:半径
20〜25
≧60(28)
l2:幅の広い平行部分の間隔
104〜113(29)
106〜120(29)
b2:端部の幅
20.0±0.2
20.0±0.2
b1:狭い部分の幅
10.0±0.2
10.0±0.2
h:標準厚さ(30)
4.0±0.2
4.0±0.2
L0:標線間の距離
50.0±0.5
50.0±0.5
L:つかみ具間の初めの間隔
115±1
5
0
2
+
l
注(26) 射出成形などで直接型成形する試験片は1A形多目的試験片を,板などから機械
加工などによって作る試験片は1B形多目的試験片を標準とする。
射出成形による試験片の作製は,190 ℃/21.18 Nで測定するMFRの値が1 g/10
min以上の材料に対してだけ適用する。
(27) 材料によっては,つかみ具の中での滑り,破壊などを防ぐために,つかみ部の長
さを大きくする必要がある(例えば,l3=200 mm)。
(28) r=[(l2−l1)2+(b2−b1)2]/4(b2−b1)
(29) l1,r,b1,及びb2によって決まる。ただし,記載した許容範囲内になければなら
ない。
(30) 支障のない限り優先的に使用する試験片の厚さ。
図 4 材料用引張試験片
単位 mm
図 5 シャルピー衝撃強さ試験片
16
K 6775-1:2005
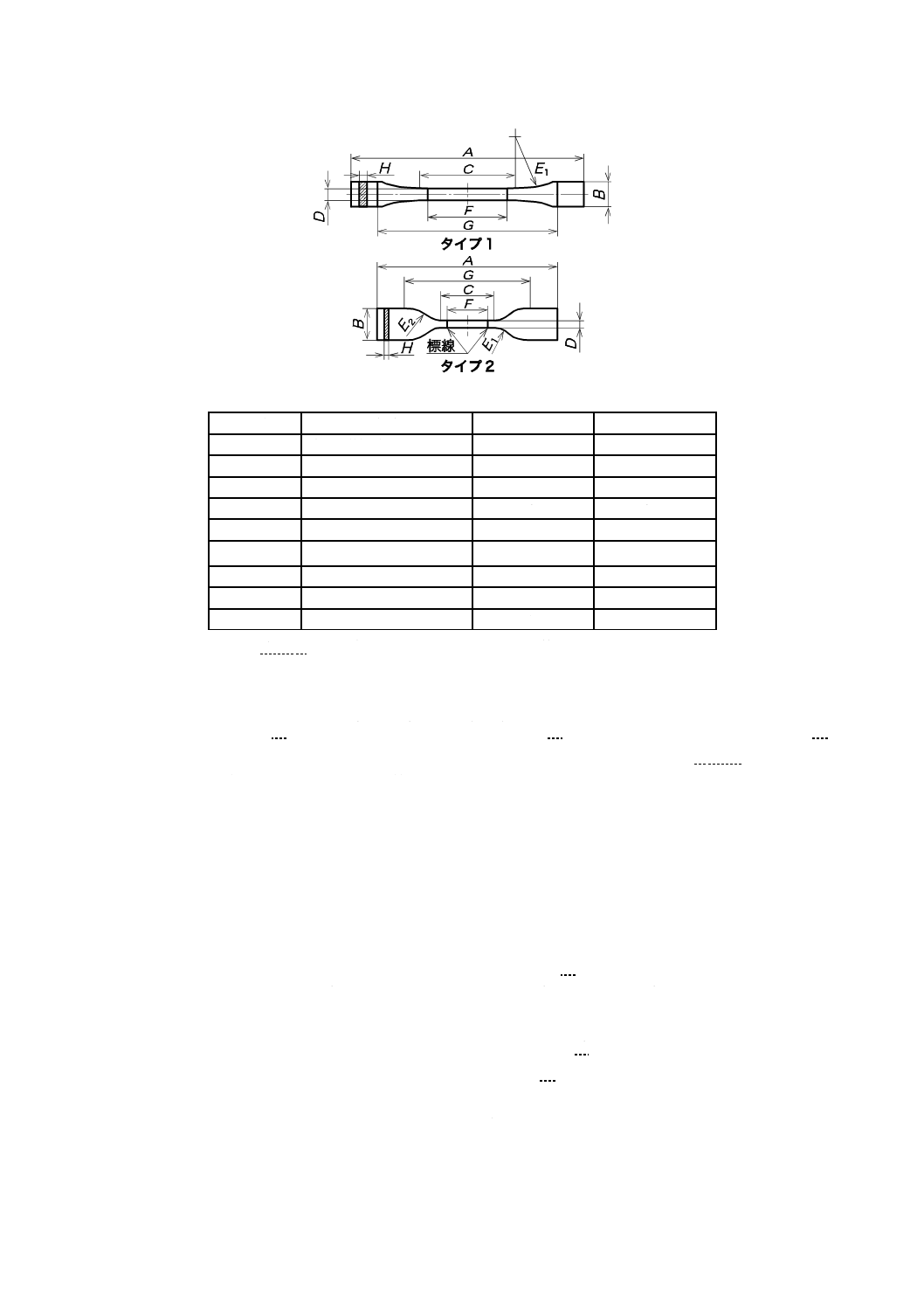
単位 mm
記号
名称
タイプ1
タイプ2
A
全長(最小)
150
115
B
端部の幅
20±0.2
25±1
C
幅の狭い平行部分の長さ
60±0.5
33±2
D
狭い平行部分の幅
10±0.2
6+0.40
E1
半径
60
14±1
E2
半径
−
25±2
F
標線間距離
50±0.5
25±1
G
つかみ具間の初めの間隔
115±0.5
80±5
H
厚さ(31)
H>5
H≦5
注(31) H>12 mmの場合,厚さを5<H≦12 mmに調整して打ち抜いてもよい。
図 6 管用引張試験片
7.2
寸法 寸法は,JIS B 7503に規定するダイヤルゲージ,JIS B 7502に規定するマイクロメータ,JIS B
7507に規定するノギス,円周メジャーなどを用いて,製造から24時間以上経過後に23 ℃±2 ℃で測定す
る。ただし,測定前に4時間以上の状態調節を行う。継手の任意の点の厚さは,0.01 mmまで読み取れる
ダイヤルゲージ,マイクロメータなどを用いて測定する。
7.3
外観及び形状 外観及び形状は,目視によって調べる。
7.4
密度試験 密度試験は,7.1の試験片を用いて,JIS K 6922-1及びJIS K 7112によって行う。試験室
温度は23 ℃±2 ℃,試験室湿度は (50±5) %とする。
7.5
メルトマスフローレイト試験 メルトマスフローレイト試験は,7.1の試験片を用いて,JIS K 7210
によって行う。
7.6
熱安定性試験 熱安定性試験は,7.1の試験片を用いて,JIS K 6774附属書2によって酸化誘導時間
を示差熱分析計 (DTA) 又は示差走査熱量計 (DSC) によって測定する。試験温度は,200 ℃±0.5 ℃とす
る。
7.7
揮発成分試験 揮発成分試験は,7.1の試験片を用いて,JIS K 6774附属書Aによって行う。
7.8
水分量試験 水分量試験は,7.1の試験片を用いて,JIS K 6774附属書3によって行う。
7.9
カーボンブラック含有量試験 カーボンブラック含有量試験は,JIS K 6813によって行い,規定量
の試料を窒素流の中で,550 ℃±50 ℃で45分間の熱分解及び900 ℃±50 ℃でカーボンブラックのこん
(痕)跡がなくなるまで焼成を行い,熱分解後と焼成後との質量の差を測定する。
17
K 6775-1:2005
カーボンブラック含有量は,次の式によって算出し,百分率で表す。
100
1
3
2
×
−
=
m
m
m
M
ここに,
M: カーボンブラック含有量(%)
1
m: 試料の質量 (g)
2
m: 550 ℃で熱分解した後の試料容器+試料の質量 (g)
3
m: 900 ℃で焼成した後の試料容器(場合によっては灰を含む。)
の質量 (g)
3個の試料について測定したカーボンブラック含有量の平均値を求め,有効数字2けたに丸める。
7.10 カーボンブラック分散試験 カーボンブラック分散試験は,JIS K 6812に規定するプレス方法又は
ミクロトーム方法によって作製した厚さ20 μm±10 μmのフィルムを顕微鏡を用いて100倍で観察し,最
大寸法が5 μm以上の凝集物の寸法及び個数を記録する。フィルムの観察は,一辺約3 mmの四角形の範囲
で行う。
等級表の決定は,次による。
a) 試料は,6個採取する。
b) 各試料は,顕微鏡で観察できる凝集物を大きさ別に集計する。
c) 表9の等級表を用い,各試料についての最大等級を,それぞれの等級とする。
d) 各試料の等級の平均値は,切り上げて小数点第1位まで表す。
7.11 顔料分散試験 顔料分散試験は,JIS K 6812に規定するプレス方法又はミクロトーム方法によって
作製した厚さ60 μm±20 μmのフィルムを顕微鏡を用いて100倍で観察し,最大寸法が5 μm以上の凝集物
の寸法及び個数を記録する。フィルムの観察は,一辺約3 mmの四角形の範囲で行う。
等級表の決定は,次による。
a) 試料は,6個採取する。
b) 各試料は,顕微鏡で観察できる凝集物を大きさ別に集計する。
c) 表9の等級表を用い,各試料についての最大等級を,それぞれの等級とする。
d) 各試料の等級の平均値は,切り上げて小数点第1位まで表す。
18
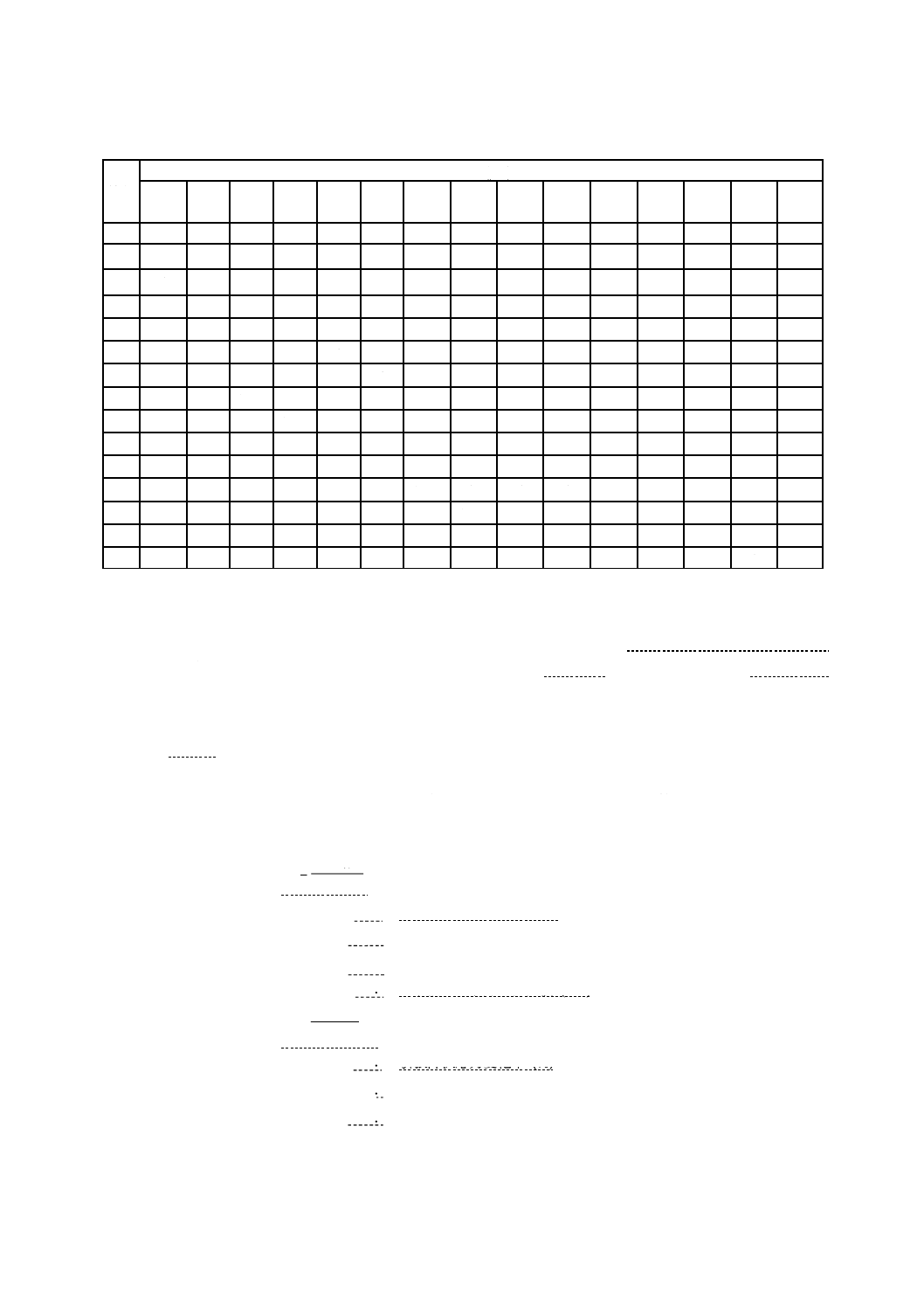
K 6775-1:2005
表 9 等級表
等級
寸法 (μm)
5〜
10
11〜
20
21〜
30
31〜
40
41〜
50
51〜
60
61〜
70
71〜
80
81〜
90
91〜
100
101〜
110
111〜
120
121〜
130
131〜
140
141〜
150
0
0
0.5
1
0
1
≦3
1
0
1.5
≦6
≦3
1
0
2
≦12
≦6
≦3
1
0
2.5
>12 ≦12
≦6
≦3
1
0
3
>12 ≦12
≦6
≦3
1
0
3.5
>12 ≦12
≦6
≦3
1
0
4
>12 ≦12
≦6
≦3
1
0
4.5
>12 ≦12
≦6
≦3
1
0
5
>12 ≦12
≦6
≦3
1
0
5.5
>12
≦12
≦6
≦3
1
0
6
>12
≦12
≦6
≦3
1
0
6.5
>12
≦12
≦6
≦3
1
0
7
>12
≦12
≦6
≦3
1
0
備考 表中の数値は,個数を示す。
7.12 引張降伏応力試験 引張降伏応力試験は,7.1の試験片を用いて,JIS K 7161及びJIS K 7162によっ
て行い,引張降伏応力を求める。この場合,試験速度は毎分200 mm±20 mm,試験温度は23 ℃±2 ℃と
する。
7.13 ガス成分耐久性試験 ガス成分耐久性試験は,7.1の各3個の試験片を表10に示すそれぞれの試験
液中に23 ℃±2 ℃で72時間浸せきした後,乾いた布で試験液をふき取り,速やかに質量を測定する。質
量を測定した後,速やかに図4に示す試験片を切り取り,7.12によって引張降伏応力を求める。各試験液
における各3個の試験片の質量変化率及び引張降伏応力変化率を次の式によって算出し,各試験液ごとに
それぞれの平均値を求める。
α
0
1W
W
w
−
=
ここに,
w: 表面積当たりの質量変化率 (mg/cm2)
0
W: 試験前の質量 (mg)
1
W: 試験後の質量 (mg)
α: 試験前の試験片の表面積 (cm2)
100
0
0
1
×
−
=
σ
σ
σ
σ
ここに,
σ: 引張降伏応力変化率 (%)
0
σ: 試験前の引張降伏応力 (MPa)
1
σ: 試験後の引張降伏応力 (MPa)
19
K 6775-1:2005
表 10 ガス成分耐久性試験用試験液
試験液
濃度
備考
流動パラフィン
100 %
JIS K 2231に規定するISOVG 15又はこれと同等以上の流動パラフィ
ン
2-メチル-2-プロパン
チオール・流動パラフィ
ン混合液
流動パラフィ
ンで5 %(v/v)
に希釈
−
*メタノール
100 %
JIS K 8891に規定するメタノール(試薬)
*2-プロパノール
JIS K 8839に規定する2-プロパノール(試薬)
*エチレングリコール
JIS K 8105に規定するエチレングリコール(試薬)
ベンゼン・メタノール
混合液
メタノールで
20 %(v/v)に希
釈
JIS K 8858に規定するベンゼン(試薬)をJIS K 8891に規定するメタ
ノール(試薬)で希釈
備考
*印については,いずれか1種類の試験液で試験すればよい。
7.14 シャルピー衝撃強さ試験 シャルピー衝撃強さ試験は,7.1に示す試験片を用いて,JIS K 7111によ
って行う。この場合,試験片支持台間の距離は60 mmとする。試験は,7個の試験片について行い,最高
値及び最低値を除いた5個の試験値の平均値を求める。ただし,7.22 に適用する場合は,12個の試験片に
ついて行い,最高値及び最低値を除いた10個の試験値の平均値を求める。
7.15 屋外暴露試験 屋外暴露試験は,JIS K 6774附属書Bによって行う。この場合,屋外暴露後の試験
片を用いて,7.6,7.24,及びISO 1167による内圧クリープ試験の熱間内圧クリープ試験を行う。ただし,
7.6及び7.24で使用する試験片は,暴露側から切り出す。
7.16 促進耐候性試験 促進耐候性試験は,JIS K 6774 附属書6による。
7.17 フルスケール試験 フルスケール試験は,ISO 13478による。
7.18 S4試験 S4試験は,ISO 13477による。
7.19 ノッチ式内圧クリープ試験 ノッチ式内圧クリープ試験は,ISO 13479による。
7.20 全周ノッチ式引張クリープ試験 (FNCT) 全周ノッチ式引張クリープ試験は,JIS K 6774 附属書4
による。
7.21 全周ノッチ式引張疲労試験 (FNFT) 全周ノッチ式引張疲労試験は,JIS K 6774 附属書5による。
7.22 融着適合性試験 融着適合性試験は,管と管とをバット融着した供試管から7.1に示す試験片を切り
取り,7.12 ,7.14 ,及びISO 1167 による内圧クリープ試験の熱間内圧クリープ試験を行う。ただし,7.23
は,7.20 又は7.21 の試験で代替することができる。
受渡当事者間の協定によって,供試管については,呼び径50以上の管から1種類を選ぶことができ,ま
た,融着条件を定めることができる。
7.23 内圧クリープ試験 内圧クリープ試験は,ISO 9356による。
なお,エンドキャップの形状は,ISO 9356のタイプa)を用いる。また,熱間内圧クリープ試験の媒体は,
供試継手の内外部ともに水を使用しなければならない。試験は,次の式によって算出した試験圧力を用い,
表11の試験条件によって行う。試験温度は,常温内圧クリープ試験の場合は20 ℃31
+
−℃,熱間内圧クリー
プ試験及び長期熱間内圧クリープ試験の場合は80 ℃±1 ℃とする。
20
K 6775-1:2005
1
2
−
=SDR
P
σ
ここに,
P: 試験圧力 (MPa)
σ: 管の円周応力 (MPa)
表 11 内圧クリープ試験条件
試験項目
温度
℃
管の円周応力
MPa
試験時間
h
PE 80
PE 100
常温内圧クリープ試験
20
9.0
12.4
100
熱間内圧クリープ試験
80
4.6
5.5
165
長期熱間内圧クリープ試験
80
4.0
5.0
1 000
熱間内圧クリープ試験は,ぜい性破壊だけに適用する。規定の試験時間以内に延性破壊する場合は,よ
り低い応力を選定してもよい。このときの試験時間は,表12に示す円周応力に対する試験時間点を通る線
から求める。
表 12 円周応力に対する試験時間の関係
PE 80
PE 100
円周応力
MPa
試験時間
h
円周応力
MPa
試験時間
h
4.6
4.5
4.4
4.3
4.2
4.1
4.0
165
219
293
394
533
727
1 000
5.5
5.4
5.3
5.2
5.1
5.0
−
165
233
332
476
688
1 000
−
7.24 引張伸び試験 引張伸び試験は,JIS K 6815-1及びJIS K 6815-3によって行う。この場合,試験速度
は表13による。
表 13 引張伸び試験
試験片の厚さ
mm
試験速度
mm/min
t,en≦5
5<t,en≦12
t,en>12
100
50
25
7.25 加熱伸縮試験 加熱伸縮試験は,7.1に示す試験片の任意の表面に外径,長さ,及び角度を測定する
ための位置を選び標線を付ける。標線位置の外径,長さ,及び角度を測定した後,110 ℃±2 ℃のポリエ
チレングリコール内に1時間以上浸せきする(32)。その後,試験片を取り出して23 ℃±2 ℃の空気中で自
然冷却させた後,標線位置の外径,長さ,及び角度を測定する。長さの変化率及び角度の変化量は,次の
式によって算出し,3個の平均値を求める。
21
K 6775-1:2005
100
0
0
1
×
−
=
l
l
l
l
ここに,
l: 外径又は長さの変化率 (%)
0l: 試験前の外径又は長さ (mm)
1l: 試験後の外径又は長さ (mm)
θ=θ1−θ0
ここに,
θ: 角度の変化量(゜)
θ0: 試験前の角度(゜)
θ1: 試験後の角度(゜)
注(32) この試験は,JIS K 6814-1のB法で代用してもよい。
8. 技術資料 技術資料は,次による。
a) 製造業者は,継手がこの規格に適合していることを示すデータを含めた技術資料を利用できるように
しておく。また,技術資料には継手のトレーサビリティーが必要なとき,そのために必要なデータを
含むものとする。
b) 製造業者発行の技術資料には,次の内容を含む。
1) 形式試験結果
2) 使用条件(管及び継手の使用温度範囲)
3) 施工手順
4) 融着手順(融着条件)
c) 融着条件を変更したときは,製造業者は,融着接合部の性能がこの規格に適合していることを確認し
なければならない。
d) 製造場所がJIS Q 9001などの認証を受けている場合は,その旨技術資料に記載する。
9. 検査 検査は,形式検査(33)とし,7. によって試験を行ったとき,5. 及び6. の規定に適合しなければ
ならない。
なお,形式検査の抜取検査方式は,受渡当事者間の協定による。
注(33) 形式検査とは,製品の品質が設計で示すすべての特性を満足するかどうかを判定するための検
査をいう。
9.1
形式検査
9.1.1
材料の検査項目 材料の検査項目は,次による。
a) 密度検査
b) メルトマスフローレイト検査
c) 熱安定性検査
d) 揮発成分検査
e) 水分量検査
f)
カーボンブラック含有量検査
g) カーボンブラック分散検査
h) 顔料分散検査
i)
引張降伏応力検査
22
K 6775-1:2005
j)
ガス成分耐久性検査
k) シャルピー衝撃強さ検査
l)
耐候性検査
m) 耐急速き裂進展性検査
n) 耐低速き裂成長性検査
9.1.2
継手の検査項目 継手の検査項目は,次による。
a) 外観及び形状検査
b) 寸法検査
c) 内圧クリープ検査
d) メルトマスフローレイト検査
e) 熱安定性検査
f)
加熱伸縮検査
参考 受渡検査 受渡検査(34)の検査項目には,次のようなものがある。
a) 外観及び形状検査
b) 寸法検査
c) 内圧クリープ検査(熱間内圧クリープ検査)
注(34) 受渡検査とは,既に形式検査に合格したものと同じ設計・製造にかかわる製品の受渡しに際し
て,必要な特性の要求を満たすものであるかどうかを判定するための検査をいう。
10. 試験結果の数値の表し方 試験の結果は,規定の数値より1けた下の位まで求めてJIS Z 8401によっ
てまるめる。
11. 表示 表示は,次による。
a) 表示は,直接,継手外面への印刷,成形による刻印などによって行う。表示は,その方法によってき
(亀)裂及び他の種類の欠点を引き起こすことなく,通常の保管,気候及び取扱い,また,許容され
る施工方法及び使用方法において,継手の使用期間にわたり,読み取りやすさを維持しなければなら
ない。
b) 印刷による表示は,継手と異なる色としなければならない。
c) 表示の品質及び大きさは,目視で読み取ることができなければならない。
d) 表示する項目は,少なくとも表14に示すものとする。
表 14 表示する項目
項目
例
規格番号(35)
JIS K 6775-1
製造業者名又はその略号
製造業者の登録商標
呼び径又は公称外径
第1種:50A,第2種:63
コンパウンドの種類
PE 80
SDR
SDR 11又はその略号
製造年月又はその略号
製造年月の略号,ロット番号
内部流体の種類(35)
ガス
注(35) 継手用のラベル又は包装袋に表示してもよい。
e) 融着時間,冷却時間などの融着条件関連事項は,ラベルなどに表示してもよい。
23
K 6775-1:2005
12. 包装及びこん(梱)包 包装及びこん包は,次による。
a) 品質上の劣化を防止できる包装及びこん(梱)包でなければならない。
b) 可能な限り,継手個々にプラスチック袋に包装し,段ボール箱にこん(梱)包する。
c) プラスチック袋及び/又は段ボール箱には,次の事項を記したラベルをはり付けなければならない。
1) 製造業者名又はその略号
2) 継手の種類及び呼び径又は公称外径
3) 製造年月又はその略号
4) こん包数
関連規格 JIS K 0050 化学分析方法通則
JIS K 1308 硝酸
JIS K 1449 りん酸
JIS K 1503 アセトン
JIS K 6814-2 熱可塑性プラスチック管−加熱伸縮性−第2部:試験条件
JIS K 7151 プラスチック−熱可塑性プラスチック材料の圧縮成形試験片
JIS K 7350-4 プラスチック−実験室光源による暴露試験方法−第4部:オープンフレームカー
ボンアークランプ
JIS K 8535 (+)-酒石酸カリウム-水(2/1)(試薬)
JIS K 8540 (+)-酒石酸ナトリウム二水和物(試薬)
JIS K 8612 タングステン(Ⅵ)酸ナトリウム二水和物(試薬)
ISO 3:1973 Preferred numbers−Series of preferred numbers
ISO 497:1973 Guide to the choice of series of preferred numbers and of series containing more
rounded values of preferred numbers
ISO 3126:1974 Plastics-pipes−Measurement of dimensions
ISO 8085-2:2001 Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels
−Metric series−Specifications−Part 2 : Spigot fittings for butt fusion, for socket fusion using
heated tools and for use with electrofusion fittings
ISO 8085-3:2001 Polyethylene fittings for use with polyethylene pipes for the supply of gaseous fuels
−Metric series−Specifications−Part 3 : Electrofusion fittings
ISO/FDIS 9080:2002 Plastics piping and ducting systems−Determination of the long-term
hydrostatic strength of thermoplastics materials in pipe form by extrapolation
ISO/TR 10837:1991 Determination of the thermal stability of polyethylene (PE) for use in gas pipes
and fittings
ISO/TS 10839:2000 Polyethylene pipes and fittings for the supply of gaseous fuels−Code of practice
for design, handling and installation
ISO 12162:1995 Thermoplastics materials for pipes and fittings for pressure applications−
Classification and designation−Overall service (design) coefficient
ISO 13951:2001 Plastics piping systems−Test method for the resistance of polyolefin pipe/pipe or
pipe/fitting assemblies to tensile loading
ASTM D 4019:1994 Test method for moisture in plastics by coulometric regeneration of phosphorus
pentoxide
24
K 6775-1:2005
附属書A(規定)継手各部の寸法計算式
1. 適用範囲 この附属書は,ソケット形継手各部の寸法(平均内径,偏平量,基準ソケット長さ,及び
最小内径)の計算式について規定する。
2. タイプA継手の平均内径D1,D2
継手端面における平均内径D1の最小値
D1=0.996×dn−0.76 mm
16 mm≦dn<75 mmの場合
D1=1.002×dn−0.85 mm
75 mm≦dn≦125 mmの場合
継手端面における平均内径D1の最大値
D1=1.000×dn−0.50 mm
16 mm≦dn<75 mmの場合
D1=1.004×dn−0.49 mm
75 mm≦dn≦125 mmの場合
距離Lにおける平均内径D2の最小値
D2=0.980×dn−0.60 mm
16 mm≦dn<32 mmの場合
D2=0.990×dn−0.80 mm
32 mm≦dn<75 mmの場合
D2=0.992×dn−1.40 mm
75 mm≦dn≦125 mmの場合
距離Lにおける平均内径D2の最大値
D2=0.995×dn−0.56 mm
16 mm≦dn<75 mmの場合
D2=0.994×dn−1.01 mm
75 mm≦dn≦125 mmの場合
結果は,0.1 mmまで丸める。
3. タイプB継手の平均内径D1,D2
継手端面における平均内径D1の最小値
D1=15.000 mm
dn<20 mmの場合
D1=0.980×dn−0.40 mm
20 mm≦dn<32 mmの場合
D1=0.990×dn−0.57 mm
32 mm≦dn<63 mmの場合
D1=0.970×dn+0.77 mm
63 mm≦dn<90 mmの場合
D1=0.993×dn−0.77 mm
90 mm≦dn≦125 mmの場合
継手端面における平均内径D1の最大値
D1=15.300 mm
dn<20 mmの場合
D1=0.998×dn−0.45 mm
20 mm≦dn<63 mmの場合
D1=0.983×dn+0.45 mm
63 mm≦dn<90 mmの場合
D1=0.993×dn−0.16 mm
90 mm≦dn≦125 mmの場合
距離Lにおける平均内径D2の最小値
D2=14.950 mm
dn<20 mmの場合
D2=0.980×dn−0.60 mm
20 mm≦dn<32 mmの場合
D2=0.990×dn−0.79 mm
32 mm≦dn<75 mmの場合
D2=0.989×dn−0.75 mm
75 mm≦dn≦125 mmの場合
距離Lにおける平均内径D2の最大値
25
K 6775-1:2005
D2=15.250 mm
dn<20 mmの場合
D2=1.000×dn−0.70 mm
20 mm≦dn<40 mmの場合
D2=1.000×dn−0.80 mm
40 mm≦dn<63 mmの場合
D2=0.991×dn−0.355 mm
63 mm≦dn≦125 mmの場合
結果は,0.05 mmまで丸める。
4. 偏平量
継手端面における偏平量及び距離Lにおける偏平量の最大値Δde
Δde=0.4 mm
16 mm≦dn<32 mmの場合
Δde=0.5 mm
32 mm≦dn<50 mmの場合
Δde=0.6 mm
50 mm≦dn<75 mmの場合
Δde=1.0 mm
75 mm≦dn≦125 mmの場合
結果は,0.1 mmまで丸めるものとする。
5. 基準ソケット長さL
タイプA継手
L=0.3×dn+ 8.5 mm
16 mm≦dn<75 mmの場合
L=0.2×dn+ 15.0 mm
75 mm≦dn≦125 mmの場合
タイプB継手
L=0.3×dn+ 8.5 mm
16 mm≦dn≦125 mmの場合
結果は,0.1 mmまで丸める。
6. 最小内径D3
D3=1.0×dn−7.0 mm
16 mm≦dn<40 mmの場合
D3=0.8×dn−1.0 mm
40 mm≦dn≦125 mmの場合
結果は,1 mmまで丸める。
26
K 6775-1:2005
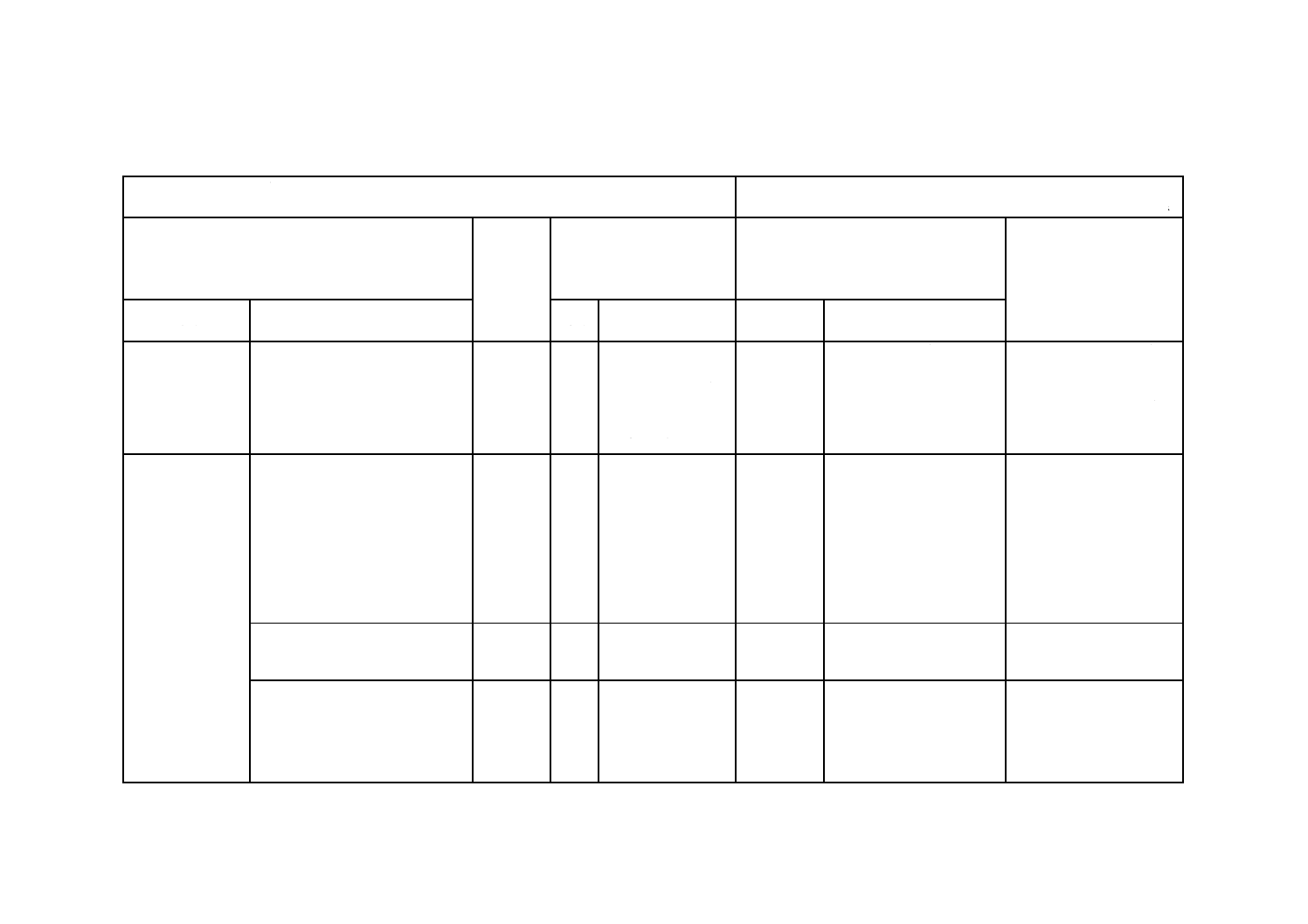
附属書1(参考)JISと対応する国際規格との対比表
JIS K 6775-1:2004 ガス用ポリエチレン管継手−第1部:ヒートフュージョン継手
ISO 8085-1:2001 気体燃料供給用ポリエチレン管継手−メートル系
−仕様 第1部:ソケットヒートフュージョン継手
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範囲
都市ガス及び液化石油ガスの供給
に使用される埋設用PE管及びス
ピゴット継手との接合に用いるヒ
ートフュージョン継手。
備考で,直射日光,火災や融着適
合性への配慮を記述。
ISO
8085-1
1
気体燃料の供給に使
用される埋設用PE管
及びスピゴット継手
との接合に用いるソ
ケット形ヒートフュ
ージョン継手。
MOD/追加
気体燃料と都市ガス及び
液化石油ガスとは同意語。
備考を追加。
保安上の観点から直射日
光,火災及び融着適合性に
対して配慮し,追加した。
時期を見てISOに提案す
る。
2. 引用規格
JIS K 6812
JIS K 6813
JIS K 7210
JIS Q 9001
ISO 1167
ISO 9356
ISO 13477
ISO 13478
ISO 13479
2
ISO 18553
ISO 6964
ISO 1133
ISO 9001
ISO 1167
ISO 9356
ISO 13477
ISO 13478
ISO 13479
IDT
−
−
JIS K 6774
JIS K 6922-1
JIS K 7112
ISO 4437
ISO 1872-1
ISO 1183
MOD/変更
技術的差異はない。
JIS B 7502
JIS B 7503
JIS B 7507
JIS K 2231
−
規定なし
MOD/追加
JISを追加した。
性能測定に必要。
同上
同上
国内のガス成分を規定。
2
6
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
27
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
2. 引用規格 (続き)
JIS K 6775-2
JIS K 6814-1
JIS K 6815-1
JIS K 6815-3
JIS K 6900
JIS K 6922-2
JIS K 7111
JIS K 7161
JIS K 7162
JIS K 8105
JIS K 8839
JIS K 8858
JIS K 8891
JIS Z 8401
−
規定なし
MOD/追加
JISを追加した。
国内規格を参照。
性能測定に必要。
同上
同上
国内の用語を引用。
性能測定に必要。
同上
同上
同上
国内のガス成分を規定。
同上
同上
同上
従来から国内で使用され
ている方法を規定。
−
2
ISO 3
ISO 497
ISO 3126
ISO 8085-2
ISO 8085-3
ISO/FDIS 9080
ISO/TR 10837
ISO/TS 10839
ISO 12162
MOD/削除
ISO規格を削除した。
同上
同上
同上
同上
同上
同上
同上
同上
JIS本体中で引用していな
いため,関連規格扱いとし
た。
2
7
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
28
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
2. 引用規格 (続き)
−
ISO 8085-1 2
ISO 13951
ASTM D 4019
ISO規格を削除した。
ASTMを削除した。
JIS本体中で引用していな
いため,関連規格扱いとし
た。
3. 種類
接合部形状によってソケット
形継手及びサドル形継手に分
類する。
−
規定なし
MOD/追加
−
国内ではサドル形継手が
使用されているため追加
した。
4. 定義及び記号
4.1 寸法の定義
4.1.1 第1種寸法に
関する寸法の定義
第1種寸法の定義として,10
項目(呼び径,平均内径,入
り口部の平均内径,最奥部の
平均内径,最小内径,平均外
径,テーパ部長さ,厚さ,ソ
ケットテーパ, 外径厚さ比)
を規定。
−
規定なし
MOD/追加
JISでは第1種寸法を追加
した。
従来から,日本国内で使用
されている寸法体系を第1
種寸法として追加した。
4.1.2 第2種寸法に
関する寸法の定義
第2種寸法の定義として15項
目(公称外径,公称厚さ,平
均内径,偏平量,最大偏平量,
ソケットテーパ,SDR,厚さ,
入り口部の平均内径,奥部の
平均内径,最小内径,基準ソ
ケット長さ,継手長さ,加熱
長さ,挿入深さ)を規定。
3.1
4.1
JISと同じ
IDT
−
−
2
8
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
29
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
4.2 材料の定義
4項目(未使用材料,再生材料,
着色コンパウンド,マスター
バッチコンパウンド)を規定。
3.2
3項目(未使用材料,
再生材料,着色コ
ンパウンド)を規
定。
MOD/追加
マスターバッチコンパウ
ンドを追加した。
現在改訂中のISO/CD
4437:2002に日本から提案
したマスタバッチコンパ
ウンドが取り込まれる予
定である。
4.3 材料の性能に関
する定義
4項目(下方信頼限界,総合安
全係数,最小要求強度,メル
トマスフローレイト)を規定。
ISO 8085-1 3.3
JISと同じ
IDT
−
−
4.4 使用条件に関す
る定義
1項目(最高使用圧力)を規定。
3.4
2項目(気体燃料,
最高使用圧力)を
規定。
IDT
気体燃料と都市ガス及び
液化石油ガスとは同意語
であり,適用範囲の項で規
定。
−
5. 品質
5.1 材料
5.1.1 技術データ
継手製造業者から提供され,
使用者が有効に利用できるも
の。
5.1
JISと同じ
IDT
−
−
5.1.2 コンパウンド
コンパウンドの構成成分につ
いて規定。
5.2
JISと同じ
IDT
−
−
5.1.3 再生材料
継手の製造によって再生可能
な材料が発生した場合は,同
一材料を用いた製品の製造に
使用してもよい。
5.3
JISと同じ
IDT
−
−
2
9
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
30
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.1.4 種類
MRSによってPE80とPE100と
に分類する。
ISO 8085-1 5.5
JISと同じ
IDT
−
−
5.1.5 コンパウン
ドの性能
密度
0.930g/cm3以上
5.1
JISと同じ
IDT
−
−
メルトマスフローレイト
製造業者の提示値の±20 %
5.1
JISと同じ
IDT
−
−
熱安定性
20 min超
5.1
JISと同じ
IDT
−
−
揮発成分
350 mg/kg以下
5.1
JISと同じ
IDT
−
−
水分量
300 mg/kg以下
5.1
JISと同じ
IDT
−
−
カーボンブラック含有量
2.0 %以上2.5 %以下
5.1
JISと同じ
IDT
−
−
カーボンブラック分散
3以下
5.1
JISと同じ
IDT
−
−
顔料分散
3以下
5.1
JISと同じ
IDT
−
−
引張降伏応力
17.7 MPa以上
−
規定なし
MOD/追加
JISではこの試験を追加し
た。
保安上の観点から,“ガス
工作物技術基準の解釈例”
で,PEの引張降伏応力が
示されているため追加し
た。
ISO見直し時に提案を検
討する。
3
0
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
31
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.1.5 コンパウンド
の性能 (続き)
ガス成分耐久性
①流動パラフィン
②2-メチル-2-プロパンチ
オール・流動パラフィン混
合液
③( )内の1種類(メタノー
ル,2-プロパノール,エチレン
グリコール)
①〜③質量変化率
±1 mg/cm2
④ベンゼン・メタノール混合
液
質量変化率 ±2 mg/cm2
①〜④引張降伏応力変化率
±12 %
ISO 8085-1 5.1
耐ガス成分
n-デカン/トリメチ
ルベンゼン=50/50
80 ℃,2 MPa
20 h以上
MOD/変更
試験液及びそれに伴う試
験方法が異なる。
ISOの試験液が,日本のガ
ス中に含まれる成分と異
なるため,保安上の観点か
ら日本のガス成分を考慮
した従来のJISの試験液
及び試験方法を変更規定
した。例えば,2‐メチル
‐2プロパンチオールは,
ガスににおいを付ける成
分であって,これによって
ガス漏れを早期に察知し,
安全を確保している。
シャルピー衝撃強さ
9.8 kJ/m2以上
−
−
規定なし
MOD/追加
JISではこの試験を追加し
た。
保安上の観点から,材料の
衝撃強度特性を評価する
ため,ISO規格にないシャ
ルピー衝撃強さを追加し
た。時期をみてISOに提
案する。
3
1
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
32
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.1.5 コンパウンド
の性能 (続き)
耐侯性
屋外暴露試験
促進耐候性試験
ISO 8085-1
5.1
屋外暴露試験
MOD/選択
促進耐候性試験を追加し,
いずれかを選択できるこ
ととした。
日本では,従来から耐侯性
を評価する方法として,促
進耐候性試験が行われて
おり,実績も多いので屋外
暴露試験と併記し,いずれ
かを選択できることとし
た。今後,屋外暴露試験方
法と他の促進耐侯性試験
方法との相関を検討して
いく。
時期をみてISOに提案す
る。
耐急速き裂進展性
最高使用圧力が,0.01 MPa超
外径250 mm以上又は0.4 MPa
超 外径90 mm以上のPE管を
用いた部分の材料だけに適
用。
フルスケール試験
S4試験
限界圧力MOP/2.4−0.072以
上
同上
5.1
管形状の材料だけ
に適用。
フルスケール試験
外径250 mm超
S4試験
15 mm以上の厚さ
の管で実施
限界圧力MOP/2.4
以上
MOD/変更
JIS K 6774に規定されてい
る適用口径,使用圧力に関
する適用条件を追加規定
した。
S4試験の限界圧力が異な
る。
急速き裂進展は,材料に起
因することと,内圧のかか
った管に衝撃力が加わる
ことで生じるき裂の現象
であるが,日本国内では,
低圧で使用されており,こ
れが危ぐ(惧)される大口
径の管及び高圧で使用さ
れる場合の適用とし,継手
のうち押出し成形部の材
料として使用するコンパ
ウンドにだけ適用した。
3
2
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
33
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.1.5 コンパウンド
の性能 (続き)
耐低速き裂成長性
ノッチ式内圧クリープ試験
全周ノッチ式引張クリープ
試験 (FNCT)
全周ノッチ式引張疲労試験
(FNFT)
ISO 8085-1
5.1
ノッチ式内圧クリ
ープ試験
MOD/選択
FNCT,FNFTを追加し,選
択できることとした。
ISO規格では管体を用いた
Vノッチ促進試験である
が,FNCT及びFNFTは小
形試験片を用いいたレザー
ノッチ促進試験であり,ほ
ぼ同様の結果が得られてい
るので,いずれかを選択で
きることとした。
現在ISOに提案中である。
融着適合性
引張降伏応力試験
シャルピー衝撃強さ試験
内圧クリープ試験
全周ノッチ式引張クリープ
試験
全周ノッチ式引張疲労試験
−
規定なし
MOD/追加
JISではこの試験を追加し
た。
融着適合性は,材料特性に
依存するため,保安上の観
点から材料の融着適合性
を評価することとした。
時期をみてISOに提案す
る。
5.2 継手の性能
5.2.1 継手の機械的
性能
内圧クリープ
常温内圧クリープ試験
熱間内圧クリープ試験
長期熱間内圧クリープ試験
8.1
各条件での破壊時
間を規定。
MOD/変更
常温内圧クリープ試験
円周応力
JIS:9 MPa
ISO規格:10 MPa
対応国際規格では,従来の
9 MPaから10 MPaに変更
となっているが,その後の
議論で次のCDで9 MPa
で確定したことから,これ
を踏襲し規定した。
ISO/CD 4437:2002
3
3
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
34
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5.2.2 継手の物理的
性能
熱安定性
20 min超
ISO 8085-1
9
JISと同じ
IDT
−
−
メルトマスフローレイト
製造による変化率20 %以内
9
JISと同じ
IDT
−
−
加熱伸縮
−
規定なし
MOD/追加
JISではこの試験を追加し
た。
継手の成形による残留ひ
ずみを把握するため,追加
した。今後この試験につい
ての必要性を検討してい
く。
5.2.3 継手の一般的
要求事項
3 項目 (異なる種類の接合部
をもつ継手,継手の外観,接
合部の外観)を規定。
6
JISと同じ
IDT
−
−
6. 寸法
6.1 第1種寸法
従来のJIS寸法
−
規定なし
MOD/追加
第1種寸法を追加した。
従来から,日本国内で使用
されている寸法体系を第
1種寸法として追加した。
寸法の数式化を日本から
提案し対応国際規格へ追
加された。
6.2 第2種寸法
ISO寸法の一部を削除して規
定。
MOD/変更
第2種寸法口径範囲を第1
種寸法口径範囲と合わせ,
公称外径125を削除した。
7. 試験方法
7.1 試験片
各試験で使用する試験片の作
成方法,個数,状態調節条件
を規定。
−
各試験規格の中で
個別に規定されて
いる。
MOD/変更
独立項とした。内容は変更
した。
ISO規格では各試験規格
の中で個別に規定してい
るものを,分かりやすくす
るために独立項で規定し
た。
3
4
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
35
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
7.2 寸法
寸法の測定方法
ISO 8085-1
7.1
寸法の測定方法
MOD/追加
測定温度条件を追加した。 温度条件を決めることに
よって,より精度の高い測
定ができるため,品質確保
の観点から追加した。
7.3 外観及び形状
目視による方法
6.2
JISと同じ
IDT
−
−
7.4 密度試験
密度試験方法
5.1
JISと同じ
IDT
−
−
7.5 メルトマスフロ
ーレイト試験
メルトマスフローレイト試
験方法
5.1
JISと同じ
IDT
−
−
7.6 熱安定性試験
JIS K 6774 附属書2によ
る。
5.1
ISO/TR 10837によ
る。
MOD/変更
JIS K 6774 附属書2と
ISO/TR10837とは同等。た
だし,マスターバッチ方式
の場合の試験方法及び質
量5 mgの試験片を追加し
ている。
改訂中のISO/CD 4437 :
2002にマスターバッチコ
ンパウンドが取り込まれ
る予定である。従来から日
本で使用している試験片
質量は,時期をみてISOに
提案する。
7.7 揮発成分試験
JIS K 6774 附属書Aによ
る。
5.1
ISO 4437:1997,
Annex Aによる。
MOD/変更
JIS K 6774 附属書Aと
ISO 4437とは同等。ただ
し,マスターバッチコンパ
ウンドの場合の算出方法
を追加した。
改訂中のISO/CD 4437 :
2002にマスターバッチコ
ンパウンドが取り込まれ
る予定である。時期をみ
て,ISOに提案する。
7.8 水分量試験
JIS K 6774 附属書3によ
る。
5.1
ASTM D 4019によ
る。
MOD/変更
JIS K 6774 附属書3と
ASTM D 4019とは同等。た
だし,マスターバッチコン
パウンドの場合の算出方
法を追加した。
改訂中のISO/CD 4437 :
2002にマスターバッチコ
ンパウンドが取り込まれ
る予定である。時期をみ
て,ISOに提案する。
7.9 カーボンブラッ
ク含有量試験
カーボンブラック含有量の
測定方法
5.1
JISと同じ
IDT
−
−
3
5
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
36
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
7.10 カーボンブラ
ック分散試験
カーボンブラックの分散状
態の等級分け方法
ISO 8085-1
5.1
JISと同じ
IDT
−
−
7.11顔料分散試験
顔料の分散状態の等級分け
方法
5.1
JISと同じ
IDT
−
−
7.12引張降伏応力試
験
引張降伏応力を求める方法
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
保安上の観点から,“ガス
工作物技術基準の解釈例”
でPEの引張降伏応力が示
されているためそれを求め
る試験方法を追加した。
7.13ガス成分耐久性
試験
4種類の試験液へ浸せきし
て評価する方法
5.1
1種類の試験液の
管内充てんによる
評価方法
MOD/変更
試験液及びそれに伴う試
験方法が異なる。
ISO規格の試験液が日本
のガス中に含まれる成分
と異なるため,保安上の観
点から,日本のガス成分を
考慮した従来のJISの試
験液及びそれに伴う試験
方法を採用して変更規定
した。
7.14シャルピ−衝撃
強さ試験
シャルピー衝撃強さ試験の
方法
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
保安上の観点から,材料の
衝撃強度特性を評価する
ため,ISOにないシャルピ
ー衝撃強さの試験方法を
追加した。
時期をみてISOに提案す
る。
3
6
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
37
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
7.15屋外暴露試験
JIS K 6774 附属書Bによる。 ISO 8085-1
5.1
JISと同じ
IDT
−
−
7.16促進耐候性試験
JIS K 6774 附属書6による。
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
日本では,従来から耐候性
を評価する方法として,促
進耐候性試験が行われて
おり実績も多いので屋外
暴露試験と併記した。今
後,他の促進耐候性試験方
法と屋外暴露試験方法と
の相関を検討し,時期をみ
てISOに提案する。
7.17 フルスケール
試験
耐急速き裂進展性のフルス
ケール試験の方法
5.1
JISと同じ
IDT
−
−
7.18 S4試験
耐急速き裂進展性の小規模
定常状態試験
5.1
JISと同じ
IDT
−
−
7.19 ノッチ式 内圧
クリープ 試験
耐低速き裂成長性のノッチ
式内圧クリープ試験の方法
5.1
JISと同じ
IDT
−
−
3
7
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
38
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
7.20 全周ノッチ式
引張クリープ試験
(FNCT)
JIS K 6774 附属書4による。 ISO 8085-1
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
ISO規格では管体を用い
たVノッチ促進試験であ
るが,FNCTは小形試験片
を用いたレーザーノッチ
促進試験であり,ほぼ同様
の結果が得られているの
で,いずれかを選択できる
ようにするため追加した。
現在ISOに提案中である。
7.21 全周ノッチ式
引張疲労試験
(FNFT)
JIS K 6774 附属書5による。
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
ISOでは管体を用いたV
ノッチ促進試験であるが,
FNCTは小形試験片を用
いたレーザーノッチ促進
試験であり,ほぼ同様の結
果が得られているので,い
ずれかを選択できるよう
ににするため追加した。時
期をみてISOに提案する。
7.22 融着適合性試
験
融着適合性を評価する方法
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
融着適合性は材料特性に
依存するため,保安上の観
点から材料の融着適合性
を評価することとした。時
期をみてISOに提案する。
3
8
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
39
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
7.23 内圧クリープ
試験
常温内圧クリープ,熱間内圧
クリープ及び長期熱間内圧ク
リープ試験の方法
ISO 9536による。
ISO 8085-1
8.1
JISと同じ。
MOD/変更
常温内圧クリープ試験の
円周応力を変更。
JIS : 9 MPa
ISO規格 : 10 MPa
対応国際規格では,従来の
9 MPaから10 MPaへ変更
となっているがその後の
議論で,次のCDで9 MPa
で確定したことから,これ
を踏襲し規定した。
ISO/CD 4437 : 2002
性能上問題にならないこ
とから,常温内圧クリープ
試験の状態調節温度範囲
を管同様ISO 1167に準拠
させた。
7.24 引張伸び試験
引張り伸び試験の方法
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
コンパウンドの性能に促
進耐候性試験が採用され
ておりこれを評価するた
めに追加した。
7.25 加熱伸縮試験
溶媒中及びオーブン中へ浸せ
きして伸縮量を測定する方法
−
規定なし
MOD/追加
JISではこの試験方法を追
加した。
継手の成形による残留ひ
ずみを把握するため,追加
した。今後この試験方法の
必要性について検討する。
3
9
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
40
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
8.技術資料
・規格に適合していることを
示すデータを含めた資料の準
備
・技術資料の内容
形式試験結果,使用条件,施
工手順,融着手順(融着条件)
JIS Q 9001の認証を取得して
いる場合はその旨記載する。
ISO 8085-1
10
JISと同じ
IDT
−
−
9.検査
材料及び継手の形式検査項目
を規定。
−
−
規定なし
MOD/追加
JISではこの項目を追加し
た。
品質確保の観点から追加
した。
10.試験結果
の数値の表し方
数値の丸め方を規定
−
−
規定なし
MOD/追加
JISではこの項目を追加し
た。
技術的差異はない。
11. 表示
表示の方法,品質,及び項目
を規定。
ISO 8085-1
11
JISと同じ
MOD/追加
JISでは第1種寸法の表示
方法を追加した。
従来から,日本国内で使用
されている寸法体系であ
る第1種寸法を追加した。
12.包装及び
こん(梱)包
包装及びこん(梱)包の方法,品
質,記載事項を規定。
同上
12
JISと同じ
MOD/追加
JISでは第1種寸法を追加
した。
従来から,日本国内で使用
されている寸法体系であ
る第1種寸法を追加した。
附属書A(規定)
継手各部の寸法計
算式
ソケット形継手の各部位寸法
を計算式で規定。
同上
Anne
x A
JISと同じ
IDT
−
4
0
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
41
K 6775-1:2005
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は側線
(Ⅴ) JISと国際規格との技
術的差異の理由及び今後
の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
Anne
x B
MRSが異なる材料
を用いた場合の試
験方法
MOD/削除
JISでは“ガス工作物技術
基準の解釈例”に基づき,
MRSが異なる材料を用い
た場合でも応力規定値は
一定となるため,削除し
た。
Anne
x C
MRSが異なる材料
を用いた場合の試
験方法
MOD/削除
JISでは“ガス工作物技術
基準の解釈例”に基づき,
MRSが異なる材料を用い
た場合でも応力規定値は
一定となるため,削除し
た。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT……………… 技術的差異がない。
− MOD/削除 ········ 国際規格の規定項目又は規定内容を削除している。
− MOD/追加 ········ 国際規格にない規定項目又は規定内容を追加している。
− MOD/変更 ········ 国際規格の規定内容を変更している。
− MOD/選択 ········ 国際規格の規定内容と別の選択肢がある。
− NEQ…………… · 技術的差異があり,かつ,それがはっきりと識別され説明されていない。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− IDT ················· 国際規格と一致している。
− MOD ··············· 国際規格を修正している。
− NEQ ················ 技術的内容及び構成において,国際規格と同等でない。
4
1
K
6
7
7
5
-1
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。