K 6395:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 試験室試料の採取及び試験試料の調製 ·················································································· 2
3.1 試験室試料の採取 ·········································································································· 2
3.2 試験試料の調製 ············································································································· 2
4 原料ゴムの物理試験方法及び化学試験方法 ············································································ 2
4.1 ムーニー粘度 ················································································································ 2
4.2 揮発分 ························································································································· 2
4.3 灰分 ···························································································································· 2
5 混練方法························································································································· 2
5.1 標準配合 ······················································································································ 2
5.2 混練手順 ······················································································································ 3
6 加硫特性試験方法 ············································································································· 7
6.1 ディスク加硫試験機による加硫特性試験方法 ······································································· 7
6.2 ダイ加硫試験機による加硫特性試験方法············································································· 8
7 引張試験方法 ··················································································································· 8
7.1 試験片の準備 ················································································································ 8
7.2 引張試験 ······················································································································ 8
8 精度······························································································································· 8
9 試験報告書 ······················································································································ 8
附属書JA(参考)密閉式混練機を用いる2段練り法(A2法)及び
練りロール機を用いる方法(B法)の精度 ·········································································· 10
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 12
K 6395:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ゴム工業会
(JRMA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 6395:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6395:2010
合成ゴム−EPDM−試験方法
Rubber, ethylene-propylene-diene (EPDM)-Evaluation procedure
序文
この規格は,2007年に第5版として発行されたISO 4097を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,エチレン・プロピレン・ジエン系ゴム(以下,EPDMといい,油展EPDMも含む。)の原
料ゴムの物理試験方法及び化学試験方法並びに標準配合の混練方法,加硫特性試験方法及び引張試験方法
について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4097:2007,Rubber, ethylene-propylene-diene (EPDM)−Evaluation procedure(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格の利用者は,通常の実験室での作業に精通しているものとする。この規格は,その使
用に関連して起こるすべての安全性の問題を取り扱おうとするものではない。この規格の利用
者は,各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 1410 酸化亜鉛
JIS K 3331 工業用硬化油・脂肪酸
JIS K 6228 ゴム−灰分の定量
注記 対応国際規格:ISO 247,Rubber−Determination of ash(MOD)
JIS K 6238-1 原料ゴム−揮発分の求め方(定量)−第1部:熱ロール法及びオーブン法
注記 対応国際規格:ISO 248,Rubber, raw−Determination of volatile-matter content(MOD)
JIS K 6238-2 原料ゴム−揮発分の求め方(定量)−第2部:自動赤外線乾燥熱重量法
JIS K 6250 ゴム−物理試験方法通則
注記 対応国際規格:ISO 23529,Rubber−General procedures for preparing and conditioning test pieces
for physical test methods(MOD)
2
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6251 加硫ゴム及び熱可塑性ゴム−引張特性の求め方
注記 対応国際規格:ISO 37,Rubber, vulcanized or thermoplastic−Determination of tensile stress-strain
properties(MOD)
JIS K 6298 原料ゴム−天然ゴム・合成ゴム−サンプリング及びその後の準備手順
注記 対応国際規格:ISO 1795,Rubber, raw natural and raw synthetic−Sampling and further preparative
procedures(IDT)
JIS K 6300-1 未加硫ゴム−物理特性−第1部:ムーニー粘度計による粘度及びスコーチタイムの求
め方
注記 対応国際規格:ISO 289-1,Rubber, unvulcanized−Determinations using a shearing-disc viscometer
−Part 1: Determination of Mooney viscosity(MOD)
JIS K 6300-2 未加硫ゴム−物理特性−第2部:振動式加硫試験機による加硫特性の求め方
注記 対応国際規格:ISO 6502,Rubber−Guide to the use of curemeters(MOD)
ISO 2393,Rubber test mixes−Preparation, mixing and vulcanization−Equipment and procedures
ISO 3417,Rubber−Measurement of vulcanization characteristics with the oscillating disc curemeter
3
試験室試料の採取及び試験試料の調製
試験室試料の採取及び試験試料の調製は,次による。
3.1
試験室試料の採取
試験室試料は,JIS K 6298の箇条5(試験室試料の採取方法)によって約1.5 kg採取する。
3.2
試験試料の調製
試験試料は,試験室試料から,JIS K 6298の箇条7(試験試料の作製手順)によって,調製する。
4
原料ゴムの物理試験方法及び化学試験方法
4.1
ムーニー粘度
ムーニー粘度は,3.2の試験試料を用い,測定は,JIS K 6300-1の切り出し法又はロール通し法によって
行う。
ロール通し法で行う場合,ロール表面温度を(50±5)℃又は低ムーニー粘度ゴムの場合,(35±5)℃に
調整したロールで行う。ロール通し法で行った場合は,その詳細を報告書に記載する。
測定結果は,ML(1+4)125 ℃として記録する。ほかに試験温度100 ℃又は150 ℃と試験時間(1+8)
分とがあるが,これらの条件選定は,受渡当事者間の協定による。
4.2
揮発分
揮発分は,JIS K 6238-1又はJIS K 6238-2に規定する方法による。
4.3
灰分
灰分は,JIS K 6228に規定する方法による。
5
混練方法
5.1
標準配合
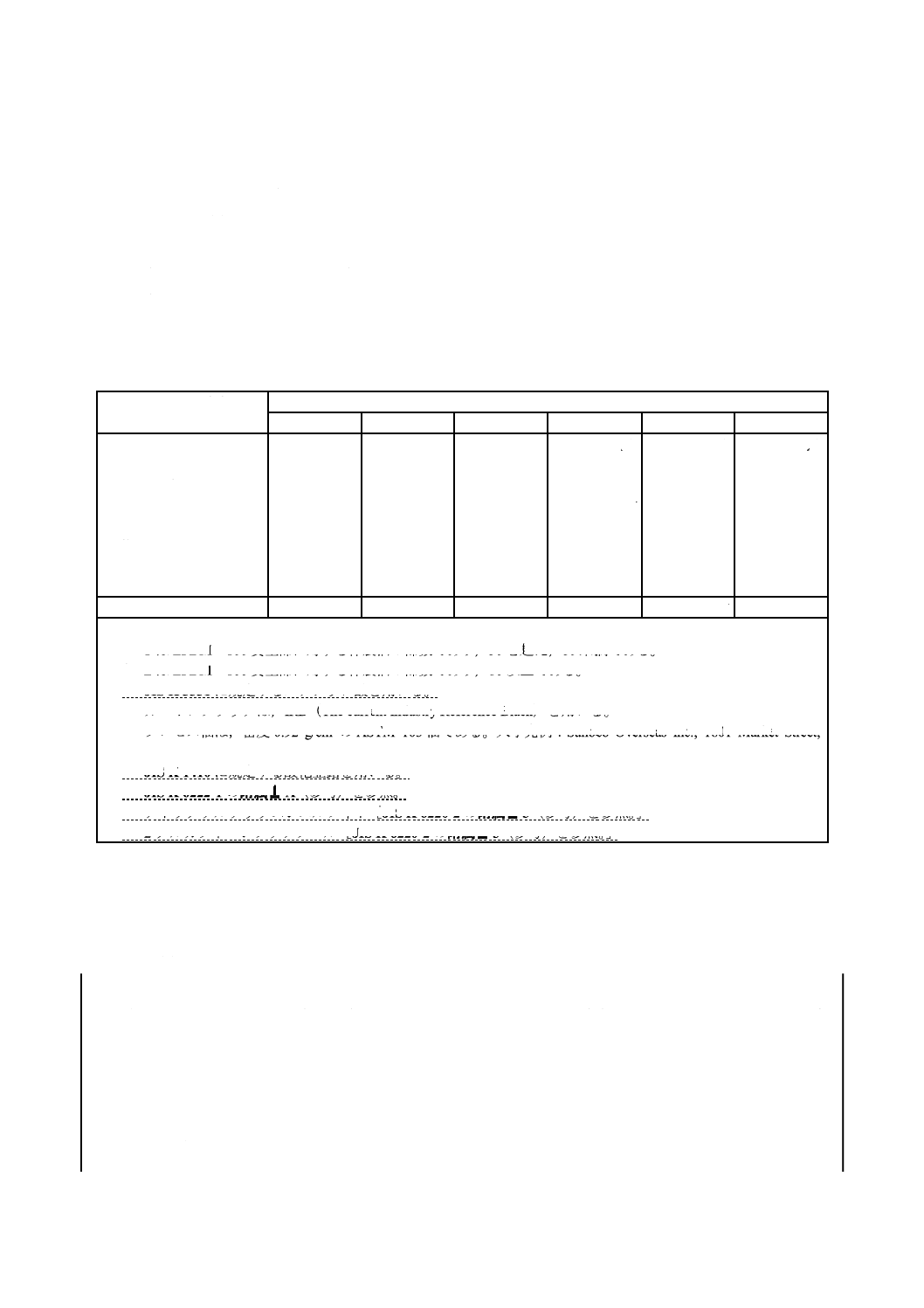
標準配合を表1に示す。配合剤は,日本工業規格に適合する材料又は受渡当事者間で合意した材料を用
いる。
3
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 配合No.1:エチレン含有量67質量%未満の非油展EPDMに用いる。
− 配合No.2:エチレン含有量67質量%以上の非油展EPDMに用いる。
− 配合No.3:エチレン含有量にかかわらず,ムーニー粘度20 ML(1+4)100 ℃未満の低ムーニー非油
展EPDMに用いる。
− 配合No.4:油展量50部以下の油展EPDMに用いる。
− 配合No.5:油展量50部よりも多く,80部未満の油展EPDMに用いる。
− 配合No.6:油展量80部以上の油展EPDMに用いる。
表1−標準配合
単位 質量部
ゴム及び配合剤
配合番号
No.1
No.2
No.3
No.4
No.5
No.6
EPDM
ステアリン酸d)
カーボンブラックIRB e)
プロセス油f)
酸化亜鉛g)
硫黄h)
加硫促進剤 TMTD i)
加硫促進剤 MBT j)
100.00
1.00
80.00
50.00
5.00
1.50
1.00
0.50
100.00
1.00
100.00
75.00
5.00
1.50
1.00
0.50
100.00
1.00
40.00
−
5.00
1.50
1.00
0.50
100.00+X a)
1.00
80.00
50.00−X
5.00
1.50
1.00
0.50
100.00+Y b)
1.00
80.00
−
5.00
1.50
1.00
0.50
100.00+Z c)
1.00
150.00
−
5.00
1.50
1.00
0.50
総質量部
239.00
284.00
149.00
239.00
189.00+Y
259.00+Z
注a) XはEPDM 100質量部に対する伸展油の部数であり,50以下である。
b) YはEPDM 100質量部に対する伸展油の部数であり,50を超え,80未満である。
c) ZはEPDM 100質量部に対する伸展油の部数であり,80以上である。
d) JIS K 3331に規定するステアリン酸を用いる。
e) カーボンブラックは,IRB(The current Industry Reference Black)を用いる。
f) プロセス油は,密度0.92 g/cm3のASTM 103油である。入手先例:Sunoco Overseas Inc., 1801 Market Street,
Philadelphia, PA 19103-1699, USA
g) JIS K 1410に規定する酸化亜鉛を用いる。
h) JIS K 6222-1の附属書A(参考)を参照。
i) テトラメチルチウラムジスルフィド[JIS K 6220-2の附属書3(参考)を参照。]
j) 2-メルカプトベンゾチアゾール[JIS K 6220-2の附属書3(参考)を参照。]
5.2 混練手順
5.2.1
混練装置
密閉式混練機は,ISO 2393の6.2に規定するものを用いる。練りロール機は,ISO 2393の6.1に規定す
るものを用いる。
5.2.2
混練り操作
混練り操作は,すべての配合剤が良好に分散するよう,ISO 2393の箇条7に従って,次のいずれかの方
法による。
− A1法 :密閉式混練機を用いる1段練り法
− A2法 :密閉式混練機を用いる2段練り法
− A3法 :密閉式混練機を1段練り,練りロール機を2段練りに用いる方法
− B法 :練りロール機を用いる方法
4
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
EPDMのロール練りは,ジエン系ゴムなどと比較してロール作業性が悪いため,密閉式混練機を使うA1
法,A2法及びA3法が望ましい。
実混練容積が約65 cm3〜2 000 cm3の密閉式混練機を用いる場合,1回の混練質量は,混練物の密度と実
混練容積(cm3)とから計算された量と同量とする。混練開始に先立ち,評価配合と同一の配合物を混練
りして,密閉式混練機を状態調節する。一連の混練物を作製する間は,密閉式混練機の条件は,同じにす
る。さらに,密閉式混練機の開始温度は,一連の評価中に変更してはならない。具体的な密閉式混練機の
条件は,ISO 2393のAnnex B(informative)を参考にするとよい。
注記 実混練容積とは,ロータを装着したチャンバ容積に充てん率を乗じた容積である。
5.2.2.1
A1法 密閉式混練機を用いる1段練り法
混練りの開始温度は,60 ℃以下の一定温度にし,累積時間後に排出された混練物の最終温度が120 ℃
を超えてはならない。必要であれば,排出温度が120 ℃未満になるよう密閉式混練機の充てん率,開始温
度又はロータ回転数を調整する。
酸化亜鉛,硫黄,ステアリン酸及び加硫促進剤を事前に混合しておくことが望ましい。
注記 事前の混合の方法には,スパチュラで混合する方法,ドライブレンド,乳鉢と乳棒を用いる方
法,バイコニカルブレンダを用いる方法又はワーリングブレンダを用いる方法がある。ただし,
ワーリングブレンダは1回の混合で3秒以上混合すると,ステアリン酸が溶解し,分散性が悪
化する。
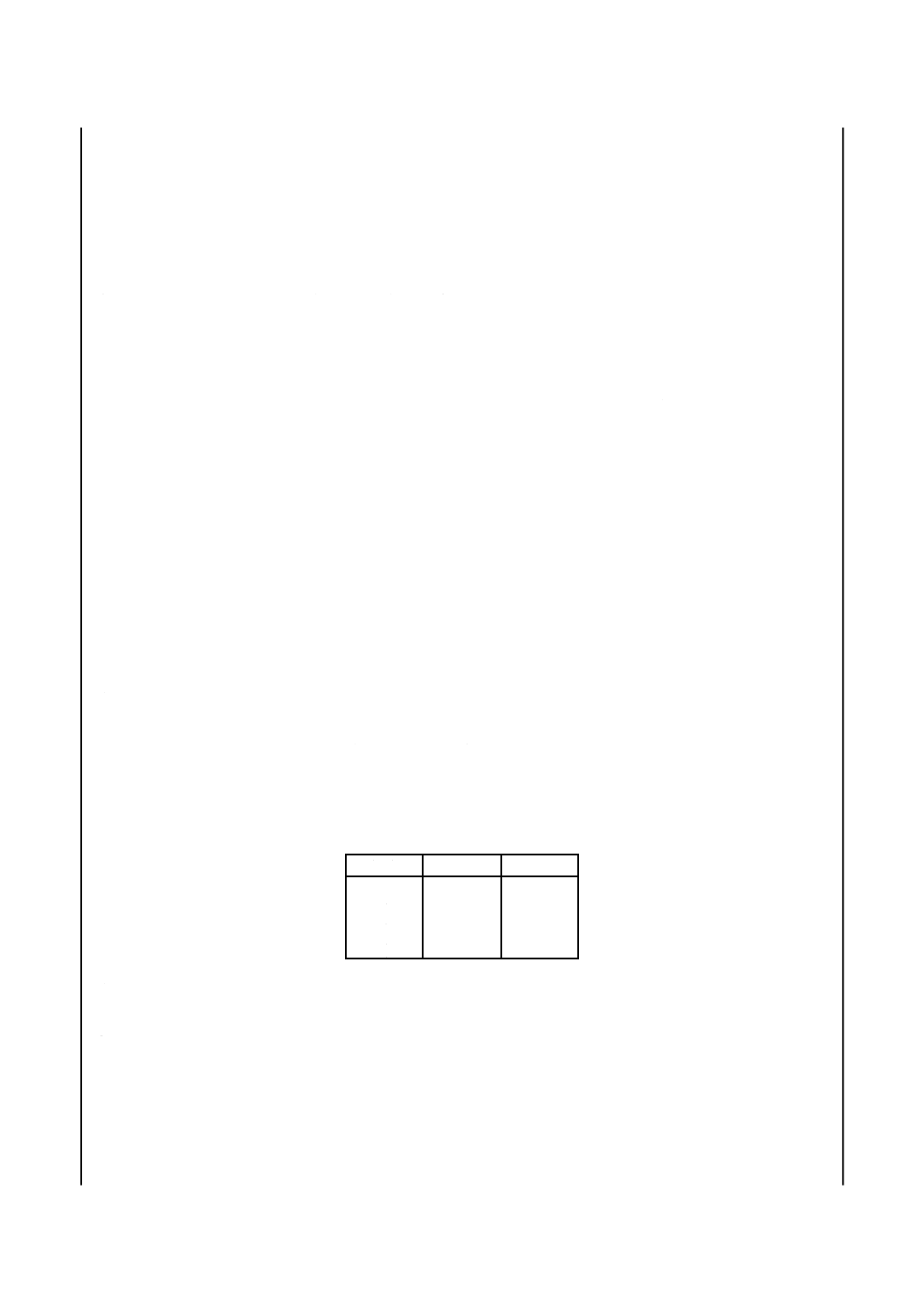
混練り操作は,次による。各操作の所要時間は,表2による。
a) 累積時間9分間の混練りで排出温度が120 ℃未満となるように密閉式混練機の充てん率,開始温度又
はロータ回転数を調節し,排出ゲートを閉じてロータを回転させ,ラムを上げる。
b) EPDMを投入してラムを下げ,EPDMを練る。
c) ラムを上げ,事前に混合した酸化亜鉛,硫黄,ステアリン酸及び加硫促進剤をこぼさないように注意
して投入し,次いで,プロセス油及びカーボンブラックを投入し,投入口に付着する,配合剤などを
完全に内部に投入するように掃除してラムを下げる。
d) 混練りを行う。累積時間9分になったら,混練物を排出する。
表2−各操作における所要時間
単位 分
操作
所要時間
累積時間
a)
b)
c)
d)
0.0
1.0
1.0
7.0
0.0
1.0
2.0
9.0
e) 排出後,直ちに混練物をロール表面温度(50±5)℃,ロール間げき0.5 mmのロールに一度通し,次
にロール間げき3.0 mmのロールに2回通す。
f)
混練物を計量する。質量の変化が総質量の−1.5〜+0.5 %をはずれた場合は,そのバッチを廃棄し,
練り直さなければならない。加硫特性試験用の試料を採取する。
g) 厚さ約2.2 mmとなるように引張試験用のシートをロールを用いて作製する。引張試験片がリング状
試験片の場合,これに適する厚さにシートを作製する。
h) 混練後,加硫するまで,混練物を2時間〜24時間静置する。望ましくはJIS K 6250に規定する,温度
(23±2)℃,相対湿度(50±10)%で状態調節する。
5
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2.2
A2法 密閉式混練機を用いる2段練り法
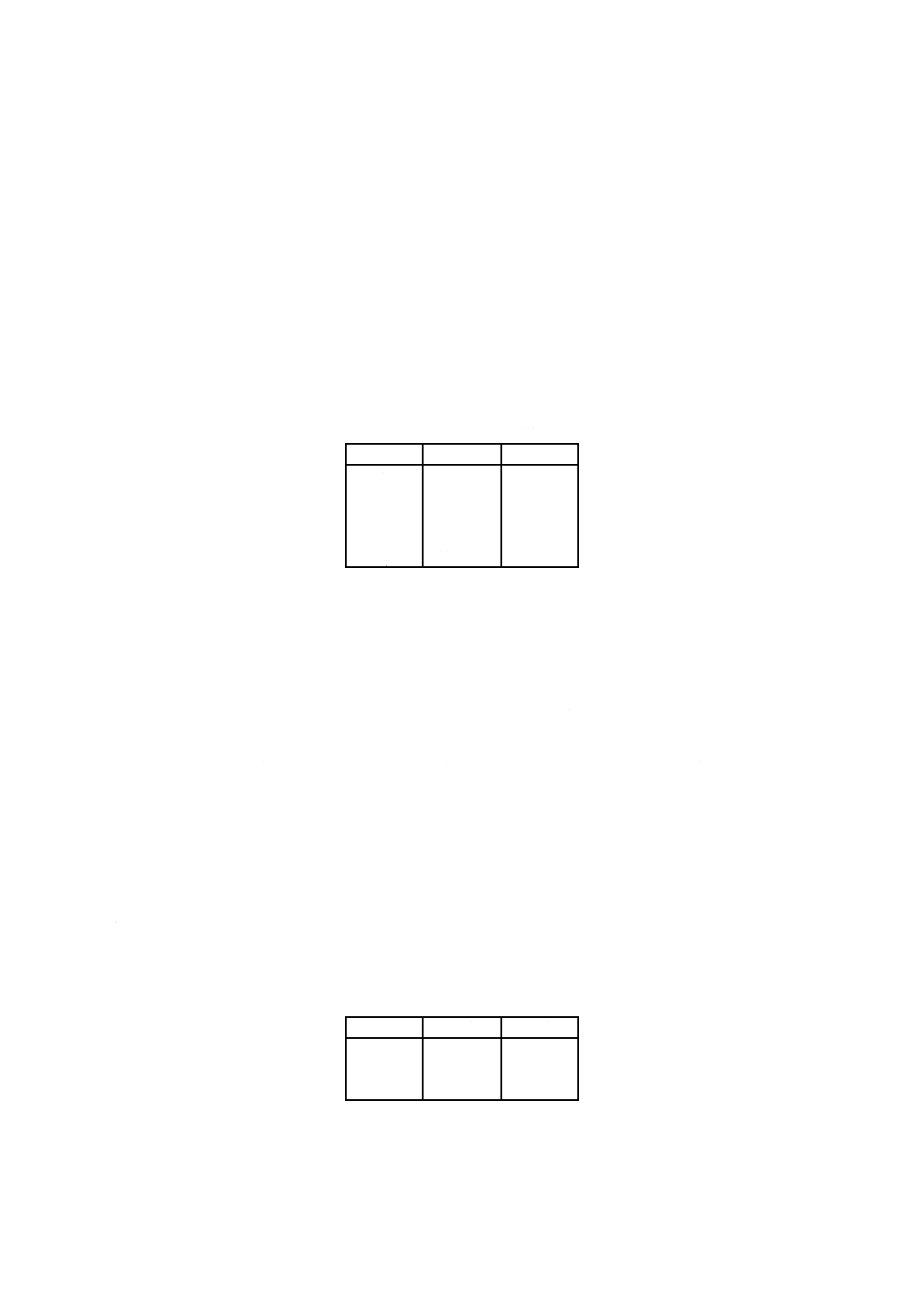
a) 1段練り 混練り操作は,次による。各操作の所要時間は,表3による。
1) 約5分間で排出温度が,150 ℃になるように密閉式混練機の充てん率,開始温度及びロータ回転数
を調節し,排出ゲートを閉じてロータを回転させ,ラムを上げる。
2) EPDM,酸化亜鉛,カーボンブラック,プロセス油及びステアリン酸を投入してラムを下げる。
3) 混練りを行う。
4) ラムを上げて混練機の投入口及びラムの上部に付着する,配合剤などを完全に内部に投入するよう
に掃除してラムを下げる。
5) 混練物の温度が,150 ℃に達するか,又は混練時間が5分経過したとき,混練物を排出する。
表3−各操作における所要時間
単位 分
操作
所要時間
累積時間
1)
2)
3)
4)
5)
0.0
0.5
2.5
0.5
最大1.5
0.0
0.5
3.0
3.5
最大5.0
6) 排出後,直ちに混練物を,ロール表面温度(50±5)℃,ロール間げきを2.5 mmに調整した練りロ
ール機に3回通す。
7) 混練物の質量を確認し,質量の変化が総質量の−1.5〜+0.5 %をはずれた場合は,そのバッチを廃
棄し,練り直さなければならない。
8) 混練後,混練物を30分間〜24時間静置する。可能であればJIS K 6250に規定する,温度(23±2)℃,
相対湿度(50±10)%で状態調節する。
b) 2段練り 1回の混練りが終了した後,次の混練り開始時までに密閉式混練機の温度を40 ℃まで冷却
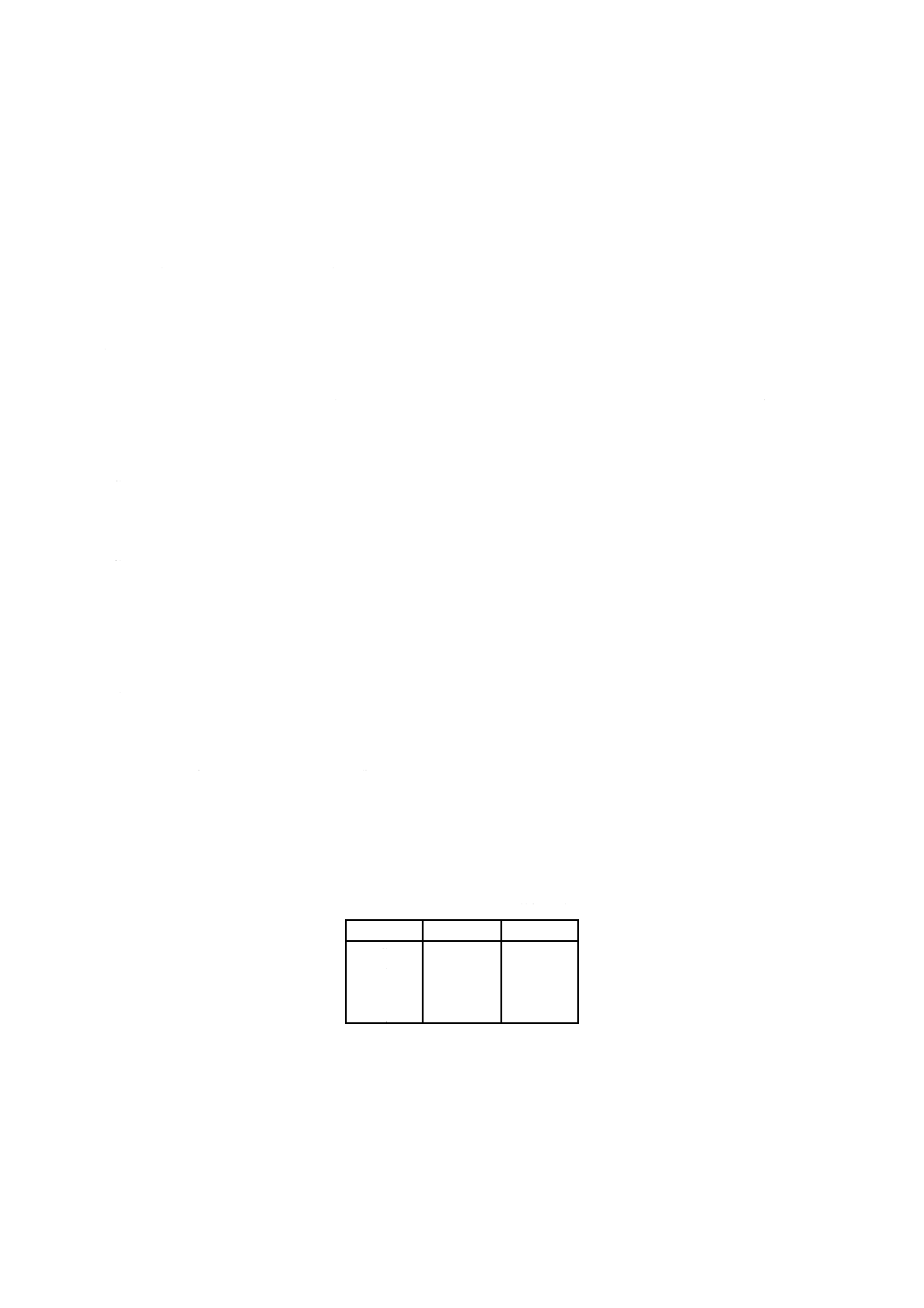
する。混練り操作は,次による。各操作の所要時間は,表4による。
1) 約2分間の混練りで排出温度が,110 ℃になるように密閉式混練機の充てん率,開始温度,ロータ
回転数を調節し,排出ゲートを閉じてロータを回転させ,ラムを上げる。
2) 1段練りで調製した混練物の半分の量,加硫促進剤,硫黄,残りの混練物の順に投入し,ラムを下
げる。
3) 混練物の温度が,110 ℃に達するか,又は混練時間が2分経過したとき,混練物を排出する。
表4−各操作における所要時間
単位 分
操作
所要時間
累積時間
1)
2)
3)
0.0
0.5
最大1.5
0.0
0.5
最大2.0
4) 直ちに混練物を,ロール表面温度(50±5)℃,ロール間げきを0.8 mmに調整した練りロール機に
通す。次に,円筒状に巻き取ったゴムの端をロールにかみ込ませ,ロール間を通過したゴムの先端
6
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
から再び円筒状に巻き取る操作(以下,この操作を“丸め通し”という。)を6回行う。
5) 厚さ約6 mmのシートを作製し,混練物を計量する。質量の変化が総質量の−1.5〜+0.5 %をはずれ
た場合は,そのバッチを廃棄し,練り直さなければならない。加硫特性試験用の試料を採取する。
6) 厚さ約2.2 mmとなるように引張試験用のシートを作製する。引張試験片がリング状試験片の場合,
これに適する厚さにシートを作製する。
7) 混練後,加硫するまで,混練物を2時間〜24時間静置する。可能であればJIS K 6250に規定する,
温度(23±2)℃,相対湿度(50±10)%において状態調節する。
5.2.2.3
A3法 密閉式混練機を1段練り,練りロール機を2段練りに用いる方法
a) 1段練り(密閉式混練機) 5.2.2.2のa)と同じ操作で行う。ただし,混練質量は,標準配合の総質量(単
位g)の2倍以上とする。得られた混練物をマスターバッチとする。
b) 2段練り(練りロール機) 混練中,ロール上のバンクを良好な状態に保つため,ロール間げきは,随
時調整しなければならない。マスターバッチから,配合倍率が標準配合の2倍になるようにはかりと
り,次の操作によって混練りを行う。混練時間は,表5による。
1) 練りロール機のロール表面温度を(50±5)℃,ロール間げきを1.5 mmに調整し,密閉式混練機に
よる混練操作で得たマスターバッチを高速側ロールに巻き付ける。
2) 硫黄及び加硫促進剤を加える。ロール受け皿に落下した配合剤は,すべてバンクに戻す。
3) ロール幅の3/4だけ切り込み,バンクが見えなくなるまでナイフを入れ,ロールからはがれたゴム
をナイフを持たない手で円筒状に巻き取り,バンクがなくなったとき,円筒状のゴムを左右逆転さ
せ,ロールに巻き付ける操作(以下,この操作を“3/4切返し”という。)を左右交互に各3回行う。
切返しの間隔は,約15秒とする。
4) ロールから混練物を切り取り,ロール間げきを約0.8 mmに調整して丸め通しを6回行う。
5) 厚さ約6 mmのシートを作製し,混練物を計量する。質量の変化が総質量部の−1.5〜+0.5 %をはず
れた場合は,そのバッチを廃棄し,練り直さなければならない。加硫特性試験用の試料を採取する。
6) 厚さ約2.2 mmとなるように引張試験用のシートを作製する。引張試験片がリング状試験片の場合,
これに適する厚さにシートを作製する。
7) 混練後,加硫するまで,混練物を2時間〜24時間静置する。可能であればJIS K 6250に規定する,
温度(23±2)℃,相対湿度(50±10)%において状態調節する。
表5−各操作における所要時間
単位 分
操作
所要時間
累積時間
1)
2)
3)
4)
0.0
1.0
2.0
2.0
0.0
1.0
3.0
5.0
5.2.2.4
B法 練りロール機を用いる方法
混練質量は,標準配合の総質量(単位g)の2倍で行う。ロール表面温度は,混練中(50±5)℃を維持
する。混練開始前に酸化亜鉛,ステアリン酸,プロセス油及びカーボンブラックを,ステンレス製角形バ
ットなどの適切な容器中で混ぜておく。混練中ロール上のバンクを良好な状態に保つよう,ロール間げき
を調整する。次の操作によって混練りを行う。混練時間は,表6による。
7
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 練りロール機の表面温度を(50±5)℃,ロール間げきを0.7 mmに調整して,ゴムを高速側ロールに
巻き付ける。
b) あらかじめ混ぜておいたプロセス油,カーボンブラック,酸化亜鉛及びステアリン酸の混合物をロー
ルの幅方向に均一に加えていく。配合No.1,No.2,及びNo.4の場合,プロセス油の一部を残して,
操作c)で加えてもよい。
c) 混合物のほぼ半分の量を投入後,ロール間げきを1.3 mmまで広げて,3/4切返しを左右交互に各1回
行う。残りの混合物をバンクができる状態にして,ロール間げきを開きながら徐々に加える。最終的
にロール間げきを1.8 mmとする。混合物の全量を加え終わったら,3/4切返しを左右交互に各2回行
う。ロール受け皿に落下した配合剤は,すべてバンクに戻す。
d) ロール間げきを1.8 mmに保ったまま,加硫促進剤及び硫黄をロールの幅方向に均一に加える。
e) 3/4切返しを左右交互に各3回行う。切返しの間隔は,約15秒とする。
f)
ロールから混練物を切り取り,ロール間げきを0.8 mmに調整して丸め通しを6回行う。
g) 厚さ約6 mmのシートを作製し,混練物を計量する。質量の変化が総質量部の−1.5〜+0.5 %をはずれ
た場合は,そのバッチを廃棄し,練り直さなければならない。加硫特性試験用の試料を採取する。
h) 厚さ約2.2 mmとなるように引張試験用のシートを作製する。引張試験片がリング状試験片の場合,
これに適する厚さにシートを作製する。
i)
混練り後,加硫するまで,混練物を2時間〜24時間静置する。可能であればJIS K 6250に規定する,
温度(23±2)℃,相対湿度(50±10)%において状態調節する。
表6−各操作における所要時間
単位 分
操作
所要時間
累積時間
a)
b)及びc)
d)
e)
f)
1.0
13.0
3.0
2.0
2.0
1.0
14.0
17.0
19.0
21.0
6
加硫特性試験方法
加硫特性試験方法には,用いる試験機の仕様によって次の二つの方法がある。
警告 試験中にニトロソアミンが発生する可能性があるので,適切な排気装置を備えた作業環境下で,
作業者は適切な保護具を着用することが望ましい。
6.1
ディスク加硫試験機による加硫特性試験方法
JIS K 6300-2の8.[ディスク加硫試験(ISO 3417によるねじり振動式ディスク加硫試験)]に規定する
方法によって行う。得られた加硫曲線の解析を行い,次の項目を測定する。
評価項目:ML,MH,ts1,t'c(50),t'c(90)
次の条件で測定を行う。
− 振動数 :1.7 Hz(100回/分)
− 振幅角度:1°
− 選択感度:MHの値が,フルスケールの少なくとも75 %となるように選択することが望ましい。
注記 ゴムの種類によっては,75 %に達しない場合がある。
8
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− ダイ温度:(160.0±0.3)℃
− 予備加熱:なし
6.2
ダイ加硫試験機による加硫特性試験方法
JIS K 6300-2の9.[ダイ加硫試験A法(ねじり振動式平板ダイ加硫試験)]〜13.[ダイ加硫試験D法(ね
じり振動式トップハットダイ加硫試験)]に規定する方法によって行う。得られた加硫曲線の解析を行い,
次の項目を測定する。
評価項目:ML,MH,ts1,t'c(50),t'c(90)
次の条件で測定を行う。
− 振動数 :1.7 Hz(100回/分)
− 振幅角度:0.5°
− 選択感度:MHの値が,フルスケールの少なくとも75 %となるように選択することが望ましい。
注記 ゴムの種類によっては,75 %に達しない場合がある。
− ダイ温度:(160.0±0.3)℃
− 予備加熱:なし
7
引張試験方法
7.1
試験片の準備
警告 加硫中にニトロソアミンが発生する可能性があるので,適切な排気装置を備えた作業環境下で,
作業者は適切な保護具を着用することが望ましい。
加硫操作は,ISO 2393の箇条8に従って行う。
加硫条件は,加硫温度160 ℃で,10分,20分,30分,40分及び50分の加硫時間の中から,3点を選択
する。中心の加硫時間は,t'c(90)の値に最も近い加硫時間から選択する。得られた加硫ゴムシートは標
準温度で,また,可能であればJIS K 6250に規定される標準湿度で,16時間〜96時間静置後,引張試験
に用いる。
7.2
引張試験
引張試験は,JIS K 6251に規定する方法による。
8
精度
精度に関する評価結果は,附属書JA(参考)に示す。
9
試験報告書
試験報告書には,次の事項が含まれていなければならない。
a) この規格の番号
b) 試料を特定するための必要事項
c) ムーニー粘度測定の温度,時間及び試料の調製方法
d) 揮発分測定に用いた試験方法
e) 灰分測定に用いた試験方法
f)
標準配合に用いた原材料名
g) 混練方法
h) 次の状態調節時間
9
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 混練方法A2法,A3法の1段練りと2段練りとの間の時間
− 用いた混練方法の混練後から加硫開始までの時間
i)
加硫特性試験方法,MHに達した時間及び振幅角
j)
引張試験用試験片の作製時の加硫時間
k) 特記事項
l)
規格にない付帯事項
m) 結果及びそれに用いた単位
n) 試験年月日
10
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
密閉式混練機を用いる2段練り法(A2法)及び
練りロール機を用いる方法(B法)の精度
JA.1 概要
この附属書は,2007年に第5版として発行されたISO 4097の箇条8を翻訳し,内容を変更することな
く作成したものである。室内再現精度(repeatability)及び室間再現精度(reproducibility)の計算は,ISO/TR
9272による。
JA.2 精度の詳細
JA.2.1 密閉式混練機
タイプ2(試験室間)の精度の算出は,試験室間プログラムによって,3種類のゴムについて,8か所の
試験室で,2日間にわたってテストしたものである。テストは,密閉式混練機を用いる方法(A2法)によ
って,国際標準カーボンブラック(IRB No.6)を用い,ディスク加硫試験機による加硫特性を評価した。
JA.2.2 練りロール機
タイプ2(試験室間)の精度の算出は,試験室間プログラムによって,1種類のゴムについて,8か所の
試験室で,3日間にわたってテストしたものである。テストは,練りロール機を用いる方法(B法)によ
って,ディスク加硫試験機による加硫特性を評価した。
JA.3 精度評価結果
室内再現精度及び室間再現精度の評価結果を,表JA.1及び表JA.2に示す。用いた記号の定義は,次に
よる。
r=室内再現精度(repeatability) 測定単位で表示
この値は,同一試験室内で得られた二つの測定結果の差の絶対値が,指定の信頼限界で,この値以下に
収まることが期待される値である。
(r)=室内再現精度 %(百分率)で表示
二つの測定結果は,同一とみなすことのできる試験材料について,同一の方法を用い,同一条件(測定
者,装置及び試験室が同一)の下に,指定の期間内に得られるものである。特に断らない限り,信頼限界
は95 %である。
R=室間再現精度(reproducibility) 測定単位で表示
この値は,異なる試験室間二つの測定結果の差の絶対値が,指定の信頼限界で,この値以下に収まるこ
とが期待される値である。
(R)=室間再現精度 %(百分率)で表示
二つの測定結果は,同一とみなすことのできる試験材料について,同一の方法を用い,異なる条件(測
定者,装置及び試験室が異なる)の下に,指定の期間内に得られるものである。特に断らない限り,信頼
限界は95 %である。
11
K 6395:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
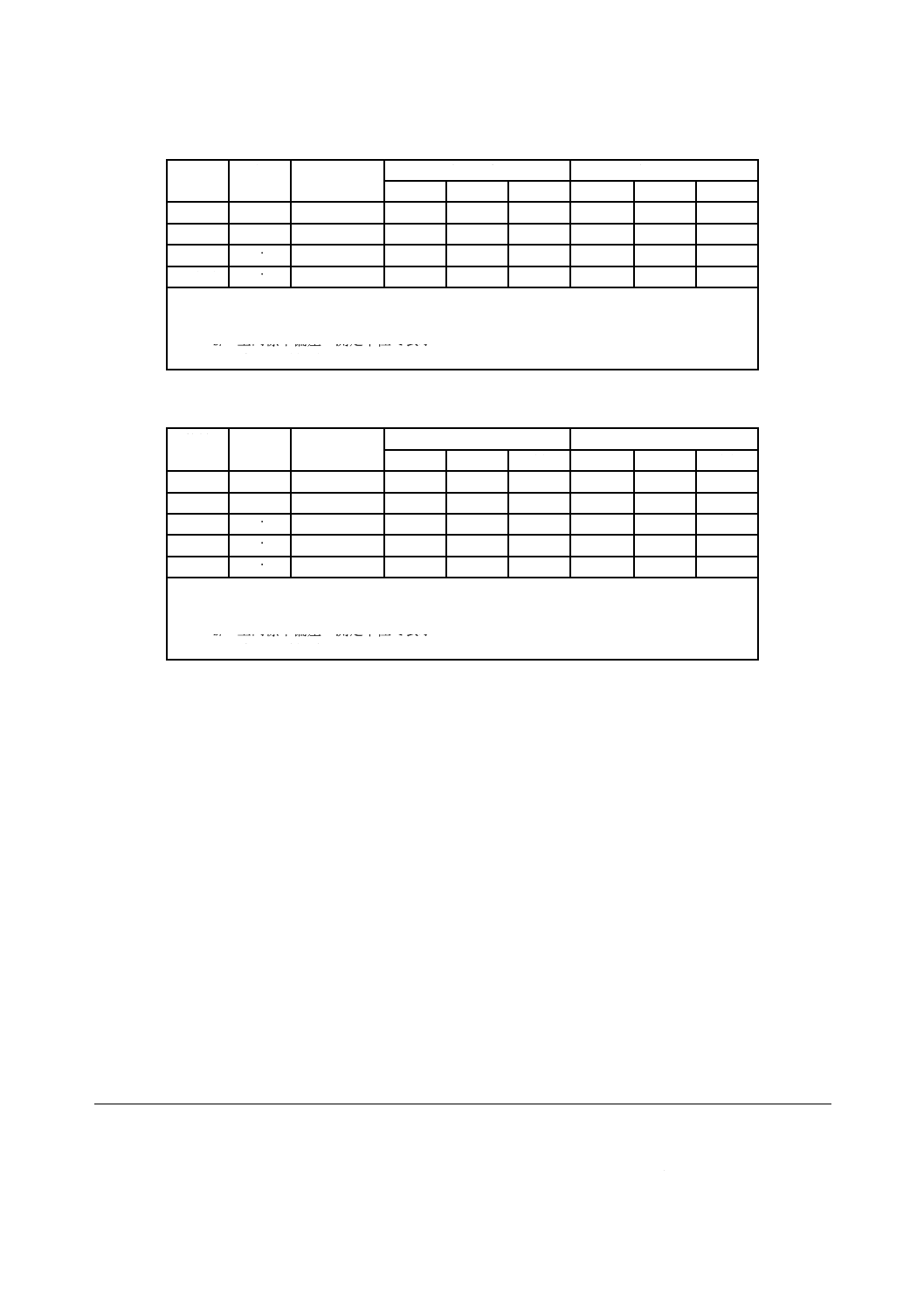
表JA.1−密閉式混練機を用いる2段練り法による各評価項目のタイプ2精度
特性
単位
数値幅a)
試験室内b)
試験室間b)
sr
r
(r)
sR
R
(R)
ML
dN・m
6.7〜12.4
0.50
1.42
14.8
1.24
3.51
36.6
MH
dN・m
32.7〜46.9
1.29
3.65
9.2
3.66
10.4
26.1
ts1
min
2.2〜2.7
0.11
0.31
12.4
0.38
1.08
43.2
t'c(90)
min
12.6〜15.6
0.64
1.81
12.8
1.20
3.40
24.1
注a) 加硫特性の評価には,ディスク加硫試験機を使用した。(r)及び(R)の計算には数値
幅の中央値を用いた。
b) sr=室内標準偏差 測定単位で表示
sR=室間標準偏差 測定単位で表示
表JA.2−練りロール機による各評価項目のタイプ2精度
特性
単位
数値幅a)
試験室内b)
試験室間b)
sr
r
(r)
sR
R
(R)
ML
dN・m
7.00
0.54
1.51
21.57
1.49
4.19
59.86
MH
dN・m
46.09
1.06
2.96
6.42
2.41
6.74
14.62
ts1
min
2.23
0.05
0.14
6.72
0.25
0.69
30.94
t'c(50)
min
4.43
0.18
0.49
11.06
0.27
0.75
16.93
t'c(90)
min
13.47
0.45
1.25
9.28
0.95
2.67
19.82
注a) 加硫特性の評価には,ディスク加硫試験機を使用した。(r)及び(R)の計算には数値
幅の中央値を用いた。
b) sr=室内標準偏差 測定単位で表示
sR=室間標準偏差 測定単位で表示
参考文献 JIS K 6220-2 ゴム用配合剤−試験方法−第2部:有機加硫促進剤及び有機加硫剤
JIS K 6222-1 ゴム用配合剤−硫黄−試験方法
ISO/TR 9272,Rubber and rubber products−Determination of precision for test method standards
附属書JB
(参考)
JISと対応国際規格との対比表
JIS K 6395:2010 合成ゴム−EPDM−試験方法
ISO 4097:2007 Rubber, ethylene-propylene-diene (EPDM)−Evaluation procedure
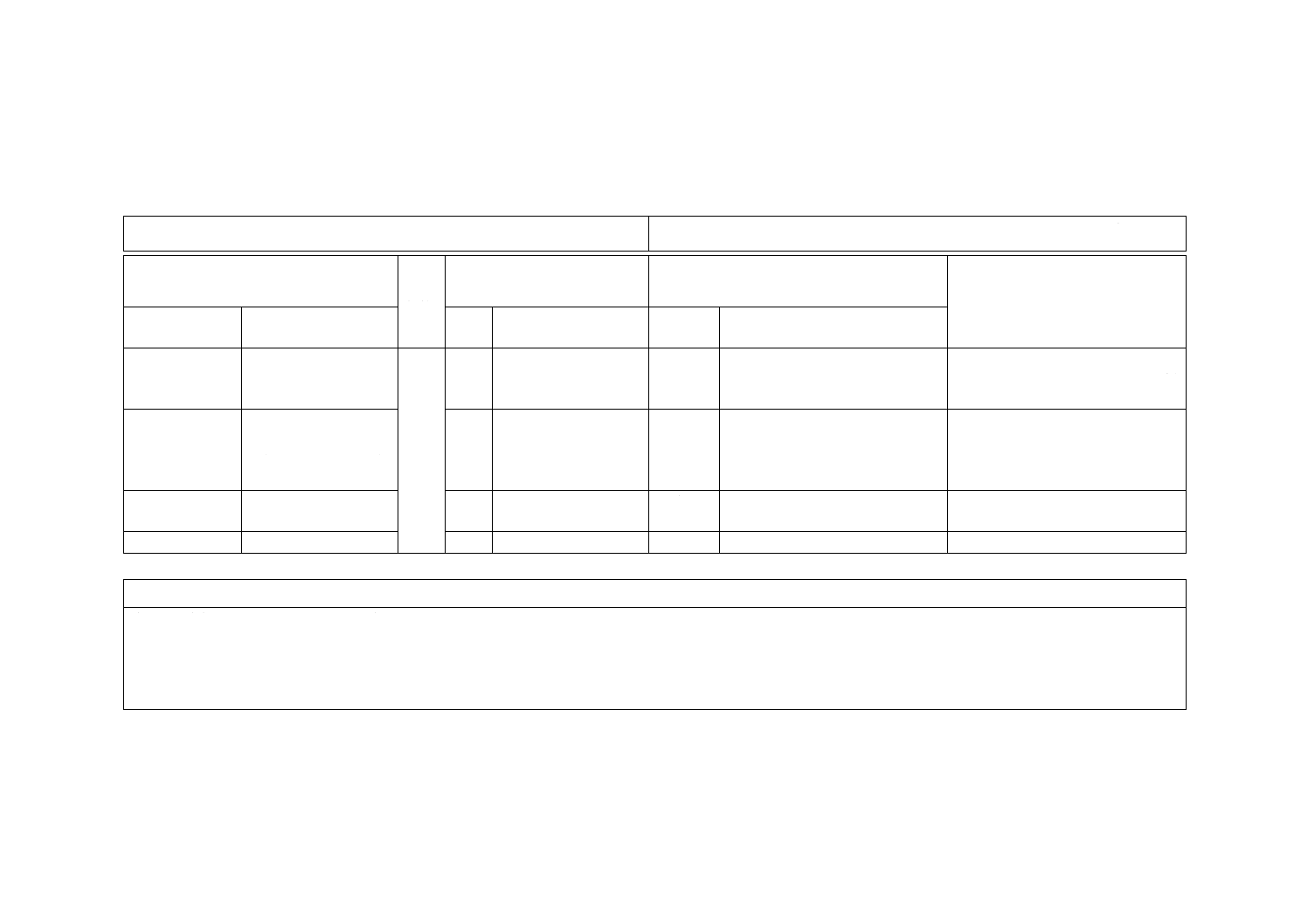
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 原料ゴムの物
理試験方法及び
化学試験方法
4.2 揮発分
4
4.2 Volatile matter
追加
揮発分測定方法として,JIS K
6238-2を加えた。
JIS K 6238-1及びJIS K 6238-2を
ISO 248-1及びISO 248-2として提
案済。
5 混練方法
5.2.2 混練操作
5.2.2.1 A1法 密閉式
混練機を用いる1段練
り法
5
−
5.2.2 Mixing procedures
−
追加
追加
混練方法に,密閉式混練機を用い
る1段練り法を追加し,再分類し
た。
密閉式混練機を用いる1段練り法を
ISO 4097に追加することを提案す
る。
8 精度
8
削除
評価結果を附属書JA(参考)とし
た。
ISO 4097も変更する旨,提案する。
9 試験報告書
9
追加
報告項目に揮発分を追加した。
ISO 4097に追加する旨,提案する。
JISと国際規格との対応の程度の全体評価:ISO 4097:2007,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
K
6
3
9
5
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。