K 6256-2:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 試験装置························································································································· 2
6 試験装置の校正 ················································································································ 3
7 試験片···························································································································· 3
7.1 試験片の形状及び寸法 ···································································································· 3
7.2 試験片の作製 ················································································································ 4
7.3 試験片の数 ··················································································································· 5
7.4 状態調節及び試験温度 ···································································································· 6
8 操作方法························································································································· 6
9 試験結果のまとめ方 ·········································································································· 6
9.1 計算 ···························································································································· 6
9.2 剝離状態の種類及び表し方 ······························································································ 6
10 試験報告書 ···················································································································· 7
附属書A(規定)試験装置の校正 ···························································································· 8
附属書B(参考)接着部の粘弾性挙動の解析·············································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
K 6256-2:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ゴム工業会
(JRMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 6256-2:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6256の規格群には,次に示す部編成がある。
JIS K 6256-1 第1部:布との剝離強さ
JIS K 6256-2 第2部:剛板との90°剝離強さ
JIS K 6256-3 第3部:2枚の金属板間の接着強さ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
K 6256-2:2013
加硫ゴム及び熱可塑性ゴム−接着性の求め方−
第2部:剛板との90°剝離強さ
Rubber, vulcanized or thermoplastic-Determination of adhesion strength-
Part 2: Adhesion to a rigid substrate-90° peel method
序文
この規格は,2010年に第4版として発行されたISO 813を基に,技術的内容を変更して作成した日本工
業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,剛板に加硫ゴム又は熱可塑性ゴムを接着した複合体を90°方向に剝離したときの剝離強さ
の求め方について規定する。
この規格は,硬さ85 IRHD以上の加硫ゴム又は熱可塑性ゴムには適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 813:2010,Rubber, vulcanized or thermoplastic−Determination of adhesion to a rigid substrate−
90° peel method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格の利用者は,通常の実験室での作業に精通していることを前提とする。この規格は,
その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。この規格の
利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6250 ゴム−物理試験方法通則
注記 ISO 23529,Rubber−General procedures for preparing and conditioning test pieces for physical test
methods(MOD)
JIS K 6256-1 加硫ゴム及び熱可塑性ゴム−接着性の求め方−第1部:布との剝離強さ
JIS K 6272 ゴム−引張,曲げ及び圧縮試験機(定速)−仕様
2
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 ISO 5893,Rubber and plastics test equipment−Tensile, flexural and compression types (constant
rate of traverse)−Specification(MOD)
JIS Z 8401 数値の丸め方
ISO 18899:2004,Rubber−Guide to the calibration of test equipment
3
用語及び定義
この規格で用いる主な用語の定義は,JIS K 6200及びJIS K 6256-1による。
4
原理
この剝離試験は,1枚の剛板に加硫ゴム又は熱可塑性ゴムを加硫又は接着剤で接着した試験片を用いて
90°方向に剝離し,剛板と加硫ゴム又は熱可塑性ゴムとの接着層の剝離強さを求める方法である。
なお,この試験方法は,加硫ゴム又は熱可塑性ゴムの配合検討,接着剤の開発,接着方法の選択若しく
は開発又は工程管理に用いることができる。
5
試験装置
5.1
引張試験機
引張試験機は,JIS K 6272の4.(試験機の等級分類)に規定する力計測系の等級が1級以上の精度をも
つ試験装置を用いる。電動式で力計を備えたものであり,試験中に,可動側のつかみ具が(50±5)mm/min
の速度で移動できるものとする。
装置は,試験片を滑ることなくつかむことができるつかみ具を備える。
力計は,慣性がないもの(例えば,電子式又は光学式)が望ましい。
5.2
試験ジグ
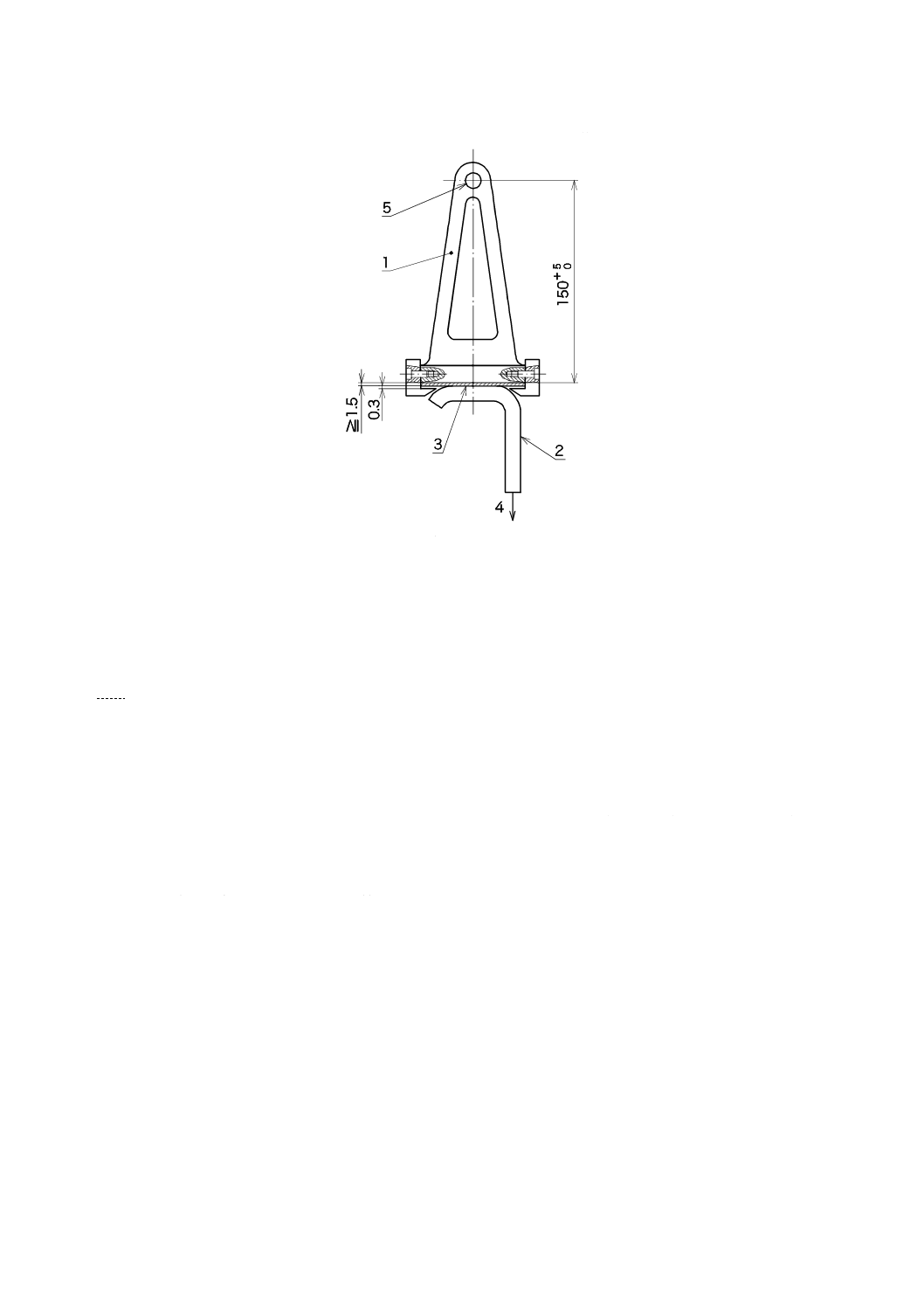
試験ジグは,試験中に試験片の加硫ゴム又は熱可塑性ゴムを引っ張る方向が剛板に対して,できるだけ
90°方向に保つための剛板を,引張試験機に固定するものとする(図1参照)。
3
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−試験ジグ,試験片の取付けの例
5.3
恒温槽
試験室の標準温度以外の温度で試験を行う場合には,JIS K 6250の12.(恒温槽)の恒温槽を用いる。恒
温槽の温度及び許容差は,JIS K 6250の11.2.2(その他の試験温度)による。
6
試験装置の校正
試験装置の校正は,附属書Aによる。
7
試験片
7.1
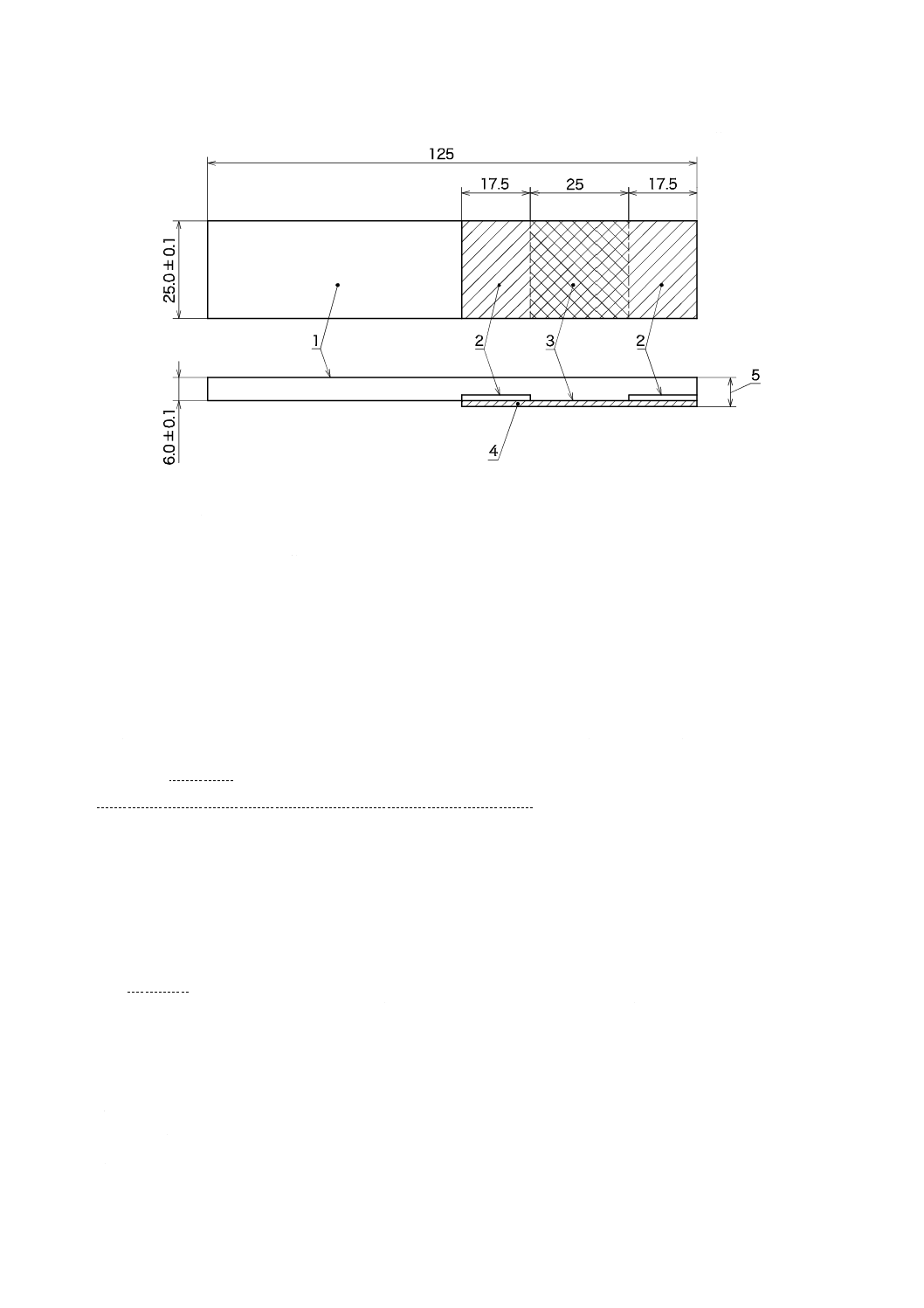
試験片の形状及び寸法
試験片の形状及び寸法を,図2に示す。試験片は,長さ125 mm,幅(25.0±0.1)mm及び厚さ(6.0±
0.1)mmの加硫ゴム又は熱可塑性ゴムを,長さ(60±1)mm及び幅(25.0±0.1)mmの剛板に対し,長さ
25 mm及び幅(25.0±0.1)mmの接着面が剛板のほぼ中央になるように接着したものとする。
剛板は,試験中変形しないような材質及び十分な厚さとし,厚さは少なくとも1.5 mm以上が望ましい。
1
試験ジグ
2
加硫ゴム又は熱可塑性ゴム
3
剛板
4
引張方向
5
引張試験機への接続部分
4
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
加硫ゴム又は熱可塑性ゴム
2
被覆面(セロハン,離型紙などを挟む)
3
接着面
4
剛板
5
加硫ゴム又は熱可塑性ゴムの厚さ+剛板の厚さ
図2−試験片の形状
7.2
試験片の作製
試験片の作製は,次による。
7.2.1
一般
試験片の作製の間,接着面を清浄に保ち,ごみ,水滴及び異物が付着しないように十分注意する。また,
接着面を手で触れてはならない。7.1で規定した試験片を得るために接着面だけが接着するように試験片の
接着面25 mm×25 mm以外の箇所(剛板の両端)には,剛板と未加硫ゴム又は熱可塑性ゴムとの間にセロ
ハン,離型紙などを挿入して,両者が接着しないようにする。接着する未加硫ゴム又は熱可塑性ゴムの表
面を溶媒又は他の方法を用いて清浄にする。接着剤を塗布し,未加硫ゴム又は熱可塑性ゴムと剛板とを合
わせる。合わせたものを剛板が下になるように金型に入れる。複数個の試験片を一度に作製する場合は,
剛板同士を約3 mm離して置く。
注記 接着剤には,プライマを用いる場合と用いない場合とがある。
7.2.2
試験片の作製手順
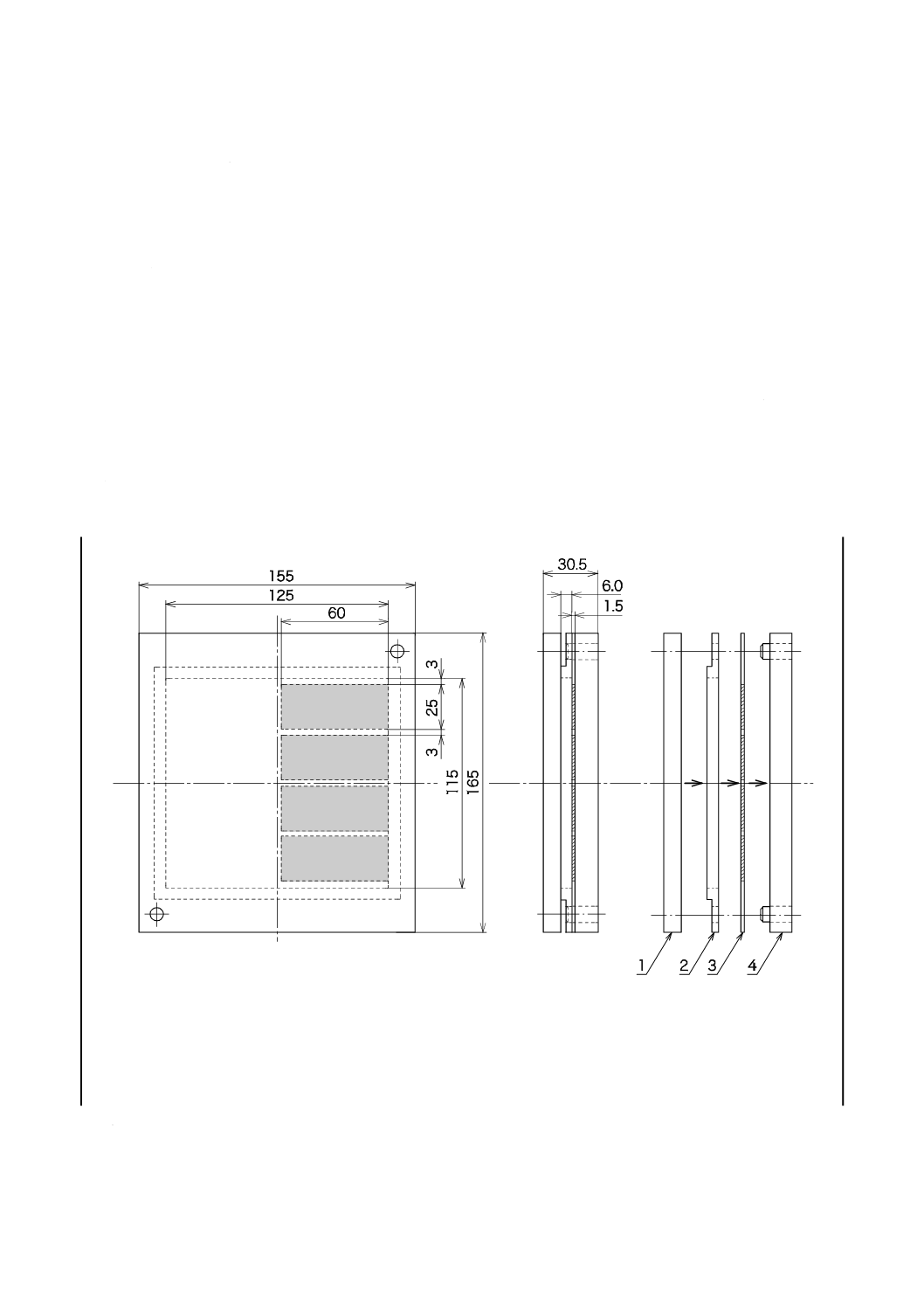
a) 試験片は,1個取り又は多数個取りのいずれの金型を用いて作製してもよい。図3に試験片金型の例
を示す。
b) 同一配合のゴム及び同一の接着剤で複数個の試験片を作製する場合は,多数個取りの金型を用いるこ
とができる。多数個取りの金型の内面寸法は,剛板の縦軸方向に平行な寸法を125 mmとし,横軸方
向に平行な寸法は,1回に作製する試験片の数によって適切に選択する。金型の深さは,ゴムの占め
る部分が(6.00±0.05)mmとなるように剛板の厚さに応じて変えてもよい。
c) 試験片を一つだけ作製する場合には,横軸方向の寸法が試験片の幅によって制限を受けるときを除い
て,多数個取りの金型を用いてもよい。
d) 未加硫ゴム又は熱可塑性ゴムを,金型(長さ125 mm。幅は,作製する試験片の数による。)の深さに
5
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対して十分な厚さの板状に切り取り,試験片を作製するときに剛板と未加硫ゴム又は熱可塑性ゴムと
の間に十分な成形圧力が掛かるようにする。
e) 加熱架橋形の接着剤で接着する場合は,所定の温度,時間及び圧力で金型を加熱することによって,
加硫及び/又は接着を行う。試験片が冷える前に試験片を金型から取り出すときは,接着表面に過度
の応力がかからないように特に注意する。
注記 剛板が熱可塑性物質の場合,加硫ゴム又は熱可塑性ゴムと確実に接着させるために,軟化点
以上の温度に上げる必要があるときがある。また,剛板が熱硬化性ポリマーの場合,試料の
作製工程で硬化反応が起こるが,初期段階では,低粘度のプレポリマーができるときがある。
この場合,金型を用いて圧力を加える。
f)
複数個の試験片を一度に作製したとき,各試験片を小刀,はさみなどの刃物で切り離し,さらに,剛
板の両側の縁についているゴムの端が剛板の端にそろうように,試験片の端をベルトサンダーで削っ
てもよい。このとき,試験片の温度が上がり過ぎないように,また,試験片の幅が規定寸法以下にな
らないように注意する。
g) 加硫したゴムを剛板に加硫接着した場合,接着条件(温度,圧力,表面処理など)は,試験報告書に
記載する。
単位 mm
1
上金型
2
中金型
3
剛板の厚さ調整用スペーサ
4
下金型
図3−試験片金型の例
7.3
試験片の数
試験片の数は,4個とする。
6
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
状態調節及び試験温度
a) 全ての試験片は,JIS K 6250の9.(試験片の状態調節)によって状態調節する。試験片作製に研磨を
含む場合,研磨と試験との間隔は,16時間以上,72時間以内とする。
b) 試験室の標準温度は,JIS K 6250の6.1(試験室の標準温度)による。状態調節した試料から採取した
試験片は,直ちに試験をする。後加工を施した試験片は,試験室の標準温度で最短3時間状態調節を
する。
c) 標準試験温度は,JIS K 6250の11.2.1(標準試験温度及び標準試験湿度)による。その他の試験温度
で試験する場合は,JIS K 6250の11.2.2(その他の試験温度)による。
8
操作方法
a) 剝離操作をする前に鋭利な小刀で剛板から加硫ゴム又は熱可塑性ゴムをきずつけないように約2 mm
剝がし,剝離の起点を作製する。標準温度以外で試験を行う場合,試験片が試験温度に達するのに十
分な時間,恒温槽内に放置する。試験片は,剝離面を試験者の方に向け,引張軸に対して対称形とな
るように,図1のように試験ジグに取り付ける。ゴムの端をつかみ具に取り付ける。つかみ具を(50.0
±5.0)mm/minの速度で剝離が終了するまで移動する。剝離するために必要な最大力を記録する。接
着の粘弾性挙動を調べるためにつかみ具の移動速度を変える場合には,速度を対数的に増加させるこ
とが望ましい(附属書Bを参照)。
b) 自動記録装置によって試験開始から試験終了までの接着力を記録してもよい。
c) 試験中に接着層以外での剝離が生じかけたときは(例えば,構成する材料の厚さ方向で切断しそうな
場合),剛板に向かって小刀で切りきずを付けて接着層の剝離に復帰させるとよい。
9
試験結果のまとめ方
9.1
計算
試験片の剝離強さは,次の式によって算出し,JIS Z 8401によって丸めの幅0.1で表す。
b
F
T
S
S=
ここに,
TS: 剝離強さ(N/mm)
FS: 最大剝離力(N)
b: 剛板の幅(mm)
9.2
剝離状態の種類及び表し方
各試験片について,剝離又は破壊の種類を記録する。剝離又は破壊の種類及び表し方は,次による。
a) 加硫ゴム又は熱可塑性ゴム部の破壊(符号R)
b) 加硫ゴム又は熱可塑性ゴム部と接着剤との界面の剝離(符号RC)
c) 接着剤とプライマとの界面の剝離(プライマを用いた場合)(符号CP)
d) プライマと剛板との界面の剝離(符号PS)
e) 接着剤と剛板との界面の剝離(プライマを用いない場合)(符号CS)
f)
加硫ゴム又は熱可塑性ゴムと剛板との界面の剝離(接着剤を用いない直接接着の場合)(符号D)
g) 剛板の破壊(符号S)
7
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 試験報告書
試験報告書には,次の事項を記録する。
a) 試料
1) 試料及び試験片の詳細(種類,履歴など)
2) 試験片の作製方法の詳細(加硫,成形,裁断など)
3) 成形日
4) 用いた剛板
5) 接着方法についての詳細
b) この規格の番号
c) 試験の詳細
1) 試験室の標準温度
2) 状態調節の時間及び温度
3) 試験条件(温度及び必要な場合は,湿度)
4) 試験片の数
5) 規定の操作方法と異なる場合の操作方法
d) 試験結果
1) 個々の剝離強さ
2) 剝離状態の種類(9.2)
e) 試験年月日
f)
その他必要事項
8
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
試験装置の校正
A.1 点検
校正を行う場合,事前に,校正する項目の現状を,校正報告書又は証明書で記録された点検結果によっ
て確認する。校正が,納入時の状態の校正なのか,異常又は欠陥を修理した後の校正なのかも記録する。
試験装置が,規定した測定値を含め,要求試験精度を満たしていて,公式に校正する必要がない場合も,
そのことを確認する。要求測定値が変化しやすい傾向にある場合は,定期点検の必要性を詳細な校正方法
に記載する。
A.2 校正計画
試験装置の校正及び校正証明書は,この規格の要求事項である。校正頻度については,特に規定されな
い場合,ISO 18899:2004の指針を参考にして各規格使用者の自由裁量で決めてよい。
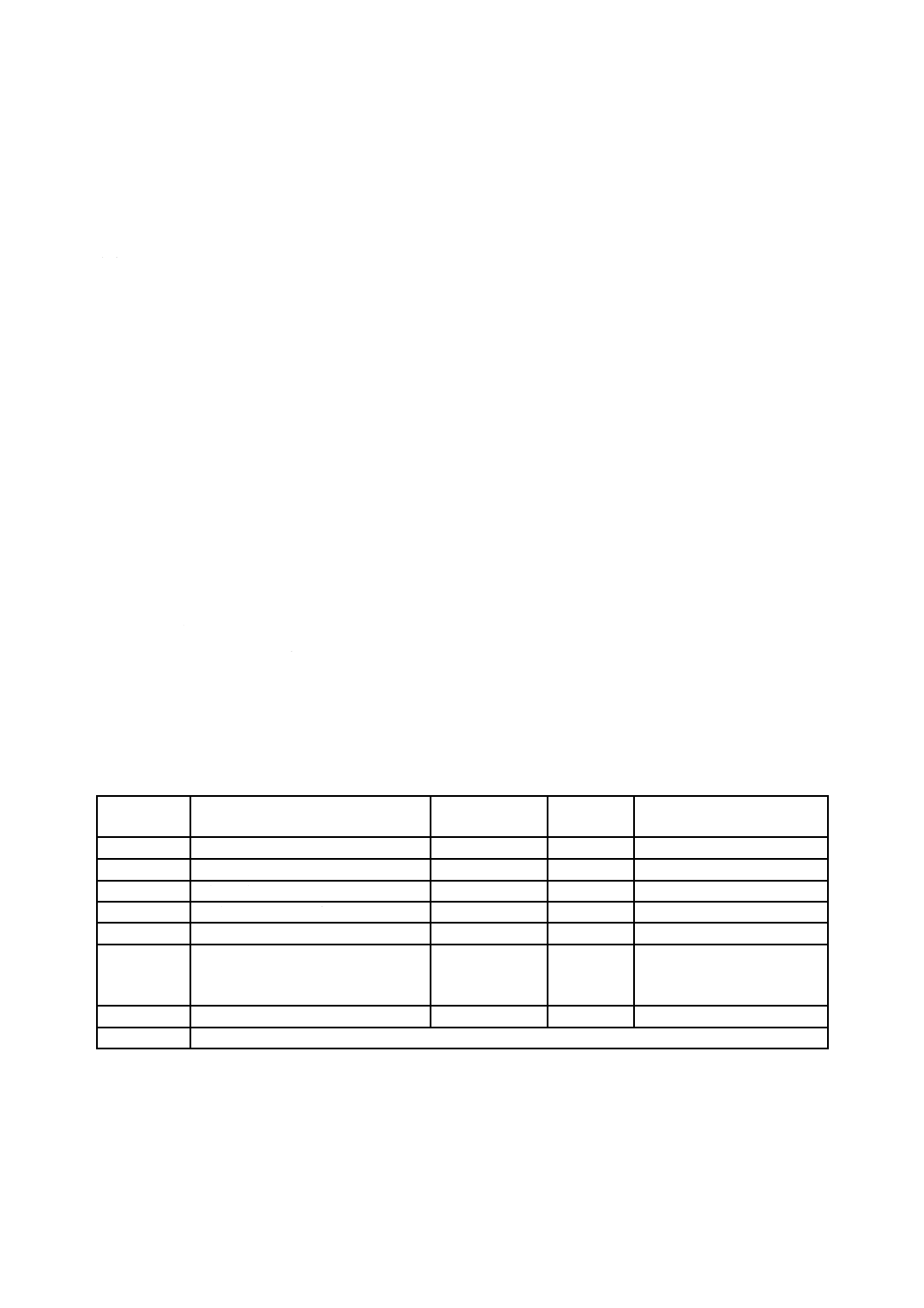
表A.1には,校正計画を規定する要求試験項目及び要求事項を掲載する。要求試験項目及びその測定値
は,試験装置本体,装置の一部,又は補助的な装置にも関連している。
それぞれの測定値についての校正方法は,ISO 18899:2004,その他の発行文書又は詳細に記載された試
験方法を使用してもよい(ISO 18899:2004よりも詳細に規定した校正方法が記載されている場合には,そ
れを用いる。)。
それぞれの項目の校正頻度は,略号で示す。校正計画に用いた記号を,次に示す。
C
確認は必要であるが,測定は不要であるもの。
S
ISO 18899:2004による標準的な校正周期。
U
試験の都度行うもの。
表A.1−校正計画
項目
要求事項
ISO 18899:2004
の箇条番号
校正頻度
注記
試験機
JIS K 6272
−
−
−
力の等級
1級
21.1
S
慣性のない力計が望ましい。
速度
(50±5)mm/min
23.4
S
−
引張り方向
接着層に対してほぼ90°
C
U
図1のようなジグを用いる。
つかみ具
滑らないこと
C
U
−
剛板
長さ(60±1)mm
幅(25.0±0.1)mm
厚さ 十分厚いこと
15.2
15.2
15.2
U
U
U
厚さ(1.5±0.1)mmの金属
が望ましい。
接着面
(25 mm×25 mm)±0.1 mm
15.2
U
−
材料
接着に必要な溶媒
表A.1に記載以外の項目を,次に示す。これらもISO 18899:2004に従い校正を必要とする。
a) 状態調節及び試験温度を監視する温度計
b) 試験片の形状を測定する計測器
9
K 6256-2:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
接着部の粘弾性挙動の解析
接着に関する粘弾性挙動をより理解するためには,凝集破壊から接着破壊への変化が起こる範囲で速度
と温度とをそれぞれ変えて試験を行う。X軸に速度の対数をとり,Y軸に剝離強さをとる。温度ごとの曲
線を同一グラフ上に描く。
注記 ゴムの緩和現象において時間依存性と温度依存性との間におおむね等価性があるとの仮定に基
づき,グラフをWLF(Williams, Landel and Ferry)変換する。ある基準温度で,1本の曲線を描
くことができ,実験では得られないような早い速度範囲の剝離・接着挙動及び破壊の遷移を知
ることができる。データの加工方法は,接着挙動に特有なものではないため,ここでは,詳細
は記載しない。更に情報が必要な場合には,参考文献 [1]〜[4] を参照。
参考文献
[1] ISO 11346,Rubber, vulcanized or thermoplastic−Estimation of life-time and maximum temperature of use
[2] WILLIAMS, M. L., LANDEL, R. F., and FERRY, J. D., The temperature dependence of relaxation
mechanisms in amorphous polymers and other glass-forming liquids, J. Am. Chem. Soc., 77 (1995), p.3701.
[3] FERRY, J. D., Dependence of viscoelastic behaviour on temperature and pressure in Viscoelastic Properties
of Polymers, J, Wiley, New York, 3rd edition, 1980, p264.
[4] AKLONIS, J. J., and MAC KNIGHT W. J., Time-temperature correspondance in Introduction to Polymer
Viscoelasticity, J, Wiley, New York, 2nd edition, 1983, p.46.
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6256-2:2013 加硫ゴム及び熱可塑性ゴム−接着性の求め方−第2部:剛板
との90°剝離強さ
ISO 813:2010 Rubber, vulcanized or thermoplastic−Determination of adhesion to a
rigid substrate−90° peel method
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
追加
用語及び定義の項目を追加。
用語のJIS K 6200及びJIS K 6256-1
を追加。
分かりやすくするためであり,
技術的な差異はない。
5 試験装置 5.2 試験ジグ
4.2
変更
試験ジグの図の向きを90°変更。
分かりやすくするためであり,
技術的な差異はない。
6 試験装置
の校正
−
追加
項目を追加。
分かりやすくするためであり,
技術的な差異はない。
7 試験片
7.2.1 一般
5.2
追加
一般及び試験片の作製手順を追加。
分かりやすくするためであり,
技術的な差異はない。
7.2.2試験片の作製手順
追加
試験片作製金型の例を追加。
分かりやすくするためであり,
技術的な差異はない。
7.4 状態調節及び試験
温度
5.4
追加
JIS K 6256-1に合わせた。
JISとしての整合性を取るため
であり,技術的な差異はない。
8 操作方法
7
追加
試験中の操作について説明を追加。
分かりやすくするためであり,
技術的な差異はない。
9 試験結果
のまとめ方
9.1 計算
−
追加
計算式を追加。
JIS Z 8401による丸めの幅を追加。
分かりやすくするためであり,
技術的な差異はない。
10 試験報
告書
10
変更
JIS K 6256-1に合わせた。
JISとしての整合性を取るため
であり,技術的な差異はない。
JISと国際規格との対応の程度の全体評価:ISO 813:2010,MOD
2
K
6
2
5
6
-2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
2
5
6
-2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。