2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 5562-1996
(IEC 94-1 : 1981)
磁気テープ録音再生システム
第1部 一般条件及び要求事項
Magnetic tape sound recording and reproducing systems
Part 1 : General conditions and requirements
日本工業規格としてのまえがき
この規格は,1981年第4版として発行されたIEC 94-1 (Magnetic tape sound recording and reproducing systems.
Part 1 : General conditions and requirements) 及びAmendment 1 (1994) を翻訳し,技術的内容及び規格票の様
式を変更することなく作成した日本工業規格である。ただし,修正票 (Amendment) については,編集し
一体とした。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
第1章 一般事項
1. 適用範囲 この規格は,未録音及び録音済磁気録音テープと,それに付随して使用するリール・ツー・
リール,カセット,カートリッジなどの録音再生システムの寸法及び機械的,電気的要求事項に適用する。
この規格は,録音の互換性を保証するために必要な測定方法及び必要許容範囲を含む。
2. 定義
2.1
録音再生関連用語 この規格で用いる主な録音再生関連用語は,IEC 50 (International Electrotechnical
Vocabulary) の第806章 (Recording and reproduction of sound and video) による。
2.2
音響工学・音響システム・機器用語 この規格で用いる主な音響工学用語,音響システム用語及び
機械用語は,それぞれIEC 50の第801章 (Acoustics amd electro-acoustics),第806章及びIEC 268-2 (Sound
system equipment. Part 2 : Explanation of general terms and calculation methods) による。
3. 単位及び記号 量及び単位についての文字記号は,JIS Z 8201(数学記号),JIS Z 8202(量記号,単
位記号及び化学記号)によるほかIEC 27 (Letter symbols to be used in electrical techmology) による。
4. 図 図の表示は,次のJIS,ISO規格及びIEC規格による。
JIS B 0001(機械製図)
JIS B 0021(幾何公差の図示方法)
JIS B 0023(製図−幾何公差表示方式−最大実体公差方式及び最小実体公差方式)
JIS C 0301(電気用図記号)
2
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8318(製図における寸法の許容限界記入方法)
ISO 406 (Technical drawings−Tolerancing of linear and angular dimensions)
ISO 1101 (Technical drawings−Geometrical tolerancing−Tolerancing of form, orientation, location and
run-out−Generalities, definitions, symbols, indications on drawings)
ISO 1660 (Technical drawings−Dimensioning and tolerancing of profiles)
ISO 2692 (Technical drawings−Geometrical tolerancing−Maximum material principle)
IEC 617 (Graphical symbols for diagrams)
参考 この規格の各部分で使用した製図法については,附属書Aを参照。
5. データを図示するための目盛
5.1
概要 図示には等分目盛又は対数目盛の使用が望ましい。等分デシベル目盛は対数目盛と等しい。
二重対数目盛などの他の目盛の使用は避ける。デシベル目盛使用の場合のゼロ基準は,可能な限り定格値
にする。各目盛が直接物理的単位を使用している場合は,等分目盛と対数目盛の組合せは避けることが望
ましい。
縦軸と横軸の表す量が同種のものである場合は,両軸とも同じ単位を使用することが望ましい。
ゼロ点まで無駄な距離のある等分目盛は,できるだけ使用しないこととする。
参考 IEC 263 (Scales and sizes for plotting frequency characteristics and polar diagrams) を参照。
5.2
周波数特性の目盛 グラフは,周波数をヘルツ単位の対数目盛で横軸に,レベルをデシベル単位の
等分目盛で縦軸に描き,縦軸の目盛比は,10周波数分を25dB又は50dBのレベル差で表す。10周波数分
の長さは50mmが望ましい。
また,グラフの大きさを変化しても,目盛比は変更しない。
6. 機械的及び電気的整合の要求事項
6.1
使用するコネクタ IEC 268-11 (Sound system equipment. Part11 : Application of connectors for the
inter-connection of sound system equipment) 及びIEC 268-12 (Sound system equipment. Part12 : Application of
con-nectors for broadcast and similar use) による。
6.2
整合要求事項を満たす望ましい整合値 IEC 268-15 (Sound system equipment. Part15 : Preferred
matching values for the interconnection of sound system components) による。
7. ハイファイ機器及びシステム ハイファイ機器及びシステムの最低電気的要求事項については,IEC
581-4 (High fidelity audio equipment and systems ; Minimum performance requirements. Part4 : Magnetic recording
and reproducing equipment) による。
8. 可燃性 可燃性を規定する場合,磁気テープは,JIS K 7558(安全写真フィルム)及びISO 543
(Photography−Photographic films−Specifications for safety film) に規定する映画用フィルムの可燃性規定に
適合しなければならない。
第2章 機械的要求事項
9. テープの寸法 寸法は,次の表のとおりとする。
3
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テープ幅
テープ厚さ
50.80006
.0
− mm {2.000
00024
.0−
in}
0.055mm以下{0.002 2in以下}
25.40006
.0
−
mm {1.000
00024
.0
−
in}
12.70006
.0
−
mm {0.500
00024
.0
−
in}
6.30006
.0
−
mm {0.248
00024
.0
−
in}
3.81005
.0
− mm {0.150
0002
.0
−
in}
0.020mm以下{0.000 8in以下}
10. テープ速さ 再生時の定格テープ速さは,76.2cm/sから除数2の等比数列の値とする。テープの速さ
と許容範囲は,製造業者が定めた周波数及び電圧による電源で動作したときのレコーダに適用する。
速さ変動(ワウ・フラッタ)は,JIS C 5569(録音再生機器における速さ変動の測定方法) [IEC 386 (Method
of measurement of speed fluctuations in sound recording and reproducing equipment)] によって測定する。
定格テープ速さ及び相対特性は,次の表のとおりとする。
用途
テープキャリヤ
定格テープ速さ
速さ許容範囲
%
ワウ・フラッタ
%以下
対応するJIS及びIEC規格
cm/s
in/s
業務用 リール・ツー・リール
76.2
30
±0.2
0.06
JIS C 5567
38.1
15
±0.2
0.06
19.05
71/2
±0.2
0.1
カートリッジ
19.05
71/2
±0.2
0.15
IEC 94-9
民生用 リール・ツー・リール
19.05
71/2
±2
0.2
JIS C 5567
9.53
33/4
±2
0.3
4.76
17/8
±2
0.4
カートリッジ
9.53
33/4
±2
0.4
IEC 94-8
カセット
4.76
17/8
±2
0.4
JIS C 5568
商業用テープレコードを定格テープ速さで再生する場合の諸特性の許容範囲は,次の表のとおりとする。
テープキャリヤ
定格テープ速さ
再生周波数
許容範囲
%
ワウ・フラッタ
%以下
対応するJIS及びIEC規格
cm/s
in/s
リール・ツー・リール 19.05
71/2
±0.5
0.1
JIS C 5567
9.53
33/4
±0.5
0.2
4.76
17/8
±0.5
0.3
カートリッジ
9.53
33/4
±0.5
0.3
IEC 94-8
カセット
4.76
17/8
±0.5
0.3
JIS C 5568
商業用テープレコード及びカセットの製造業者が製造工程からテープ及びカセットをサンプリングする
ことによってこれらの特性を管理しなければならない。
11. テープの巻取り方向
11.1 リール・ツー・リール スプールの上面が,マーク,ラベル又は非対称構成であることによって区
別されている場合,テープは再生時に反時計方向にほどけるように巻き取られなければならない。
11.1.1 業務用プログラム交換用 磁気コーティングは,リールの中心に面していることとする。
11.1.2 商業用テープレコード及び民生用 磁気コーティングは,リールの中心に面していることとする。
11.2 カセット・カートリッジ 磁気コーティングは,カセット又はカートリッジの前面にある開口部に
面していなければならない。
4
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 各テープキャリヤの録音システムの機械的要求事項及び寸法 JIS C 5567(磁気テープ録音再生シス
テム第6部リール・ツー・リールシステム) [IEC 94-6 (Magnetic tape sound recording and reproducing systems.
Part6 : Reel-to-reel systems)],JIS C 5568(磁気テープ録音再生システム第7部テープレコード用及び民生用
カセット) [IEC 94-7 (Magnetic tape sound recording and reproducing systems. Part7 : Cassette for commercial
tape record sand domestic use)],IEC 94-8 (Magnetic tape sound recording and reproducing systems. Part 8 : Eight
track magnetic tape cartridge for commercial tape records and domestic use) 及びIEC 94-9 (Magnetic tape sound
recording and reproducing systems. Part 9 : Magnetic tape cartridge for professional use) による。
13. 磁気トラックの指定 平常動作時の磁気トラックの指定は,テープが左から右へ動き,磁気コーティ
ングは観察者の反対側に面し,リーダテープが右側にある場合,上端のトラックをNo.1トラック,その下
をNo.2とする。
14. 各テープキャリヤの磁気トラックの配置及び寸法 JIS C 5567 (IEC 94-6),JIS C 5568 (IEC 94-7),IEC
94-8及びIEC 94-9による。
第3章 電気的要求事項
15. 録音閉回路磁束の周波数特性 録音システムの入力を定振幅正弦波とした場合,磁気テープの閉回路
磁束対周波数特性は,二つの曲線の組合せによって生じたものでなければならない。その一つは,時定数
t1のコンデンサと抵抗の並列接続のインピーダンスによって,周波数が高くなるに従って下がっていく曲
線とする。
他の一つは,時定数t2のコンデンサと抵抗の直列接続のインピーダンスによって,周波数が高くなるに
従って下がっていく曲線とする。ただし,時定数t2が無限大で時定数t1の曲線だけを使用してもよい。組
合せ曲線N (dB) は,次の式で定義される。
()
)
4
1
log(
10
4
1
1
log
10
21
2
2
22
2
2
t
f
t
f
dB
N
π
π
+
−
+
=
ここに,
f: 周波数 (Hz)
t1, t2: 時定数 (s)
再生系の周波数特性を設定するにはキャリブレーションテープを使用する。JIS C 5563(磁気テープ録
音再生システム第2部キャリブレーションテープ)[IEC 94-2 (Magnetic tape sound recording and reproducing
systems. Part2 : Calibration tapes)] に規定する磁気テープの閉回路磁束対周波数特性は,上記の要求事項を
満足しなければならない。
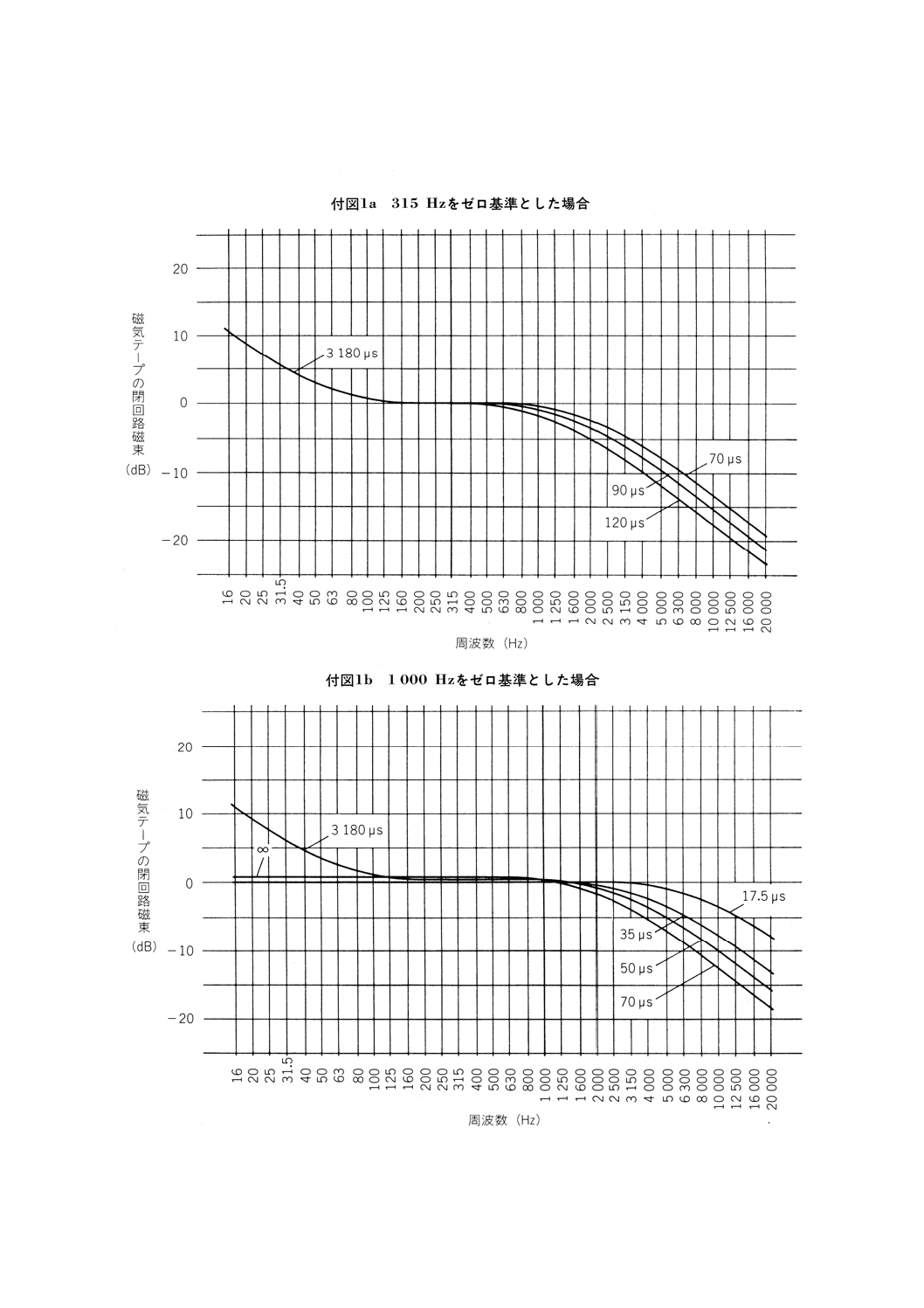
15.1 時定数 使用する時定数は,次の表のとおりとする。
5
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用途
テープキャリヤ
定格テープ速さ
時定数
μs
IEC呼称 対応するJIS及びIEC規格
cm/s
in/s
t1
t2
業務用 リール・ツー・リール
76.2
30
35
∞
IEC 1 JIS C 5567
17.5
∞
IEC 2
38.1
15
35
∞
IEC 1
50
3 180
IEC 2
19.05
71/2
70
∞
IEC 1
50
3 180
IEC 2
カートリッジ
19.05
71/2
50
∞
IEC 94-9
商業用
テープ
レコー
ド及び
民生用
リール・ツー・リール
19.05
71/2
50
3 180
JIS C 5567
9.53
33/4
90
3 180
4.76
17/8
120
3 180
カートリッジ
9.53
33/4
90
3 180
IEC 94-8
カセット
4.76
17/8
120
70
3 180
3 180
JIS C 5568
備考 おおよその相対値は付表1,そのグラフは付図1を参照。
16. 再生周波数特性 各テープ速さにおける再生特性は,15.で規定する閉回路磁束に従って録音されたテ
ープを再生した際に,周波数特性が平たんでなければならない。
17. 録音再生システム特性許容範囲
17.1 業務用プログラム交換
17.1.1 相対録音レベルの許容範囲 磁気テープの録音トラックは,15.に規定する特性で付図2aに示す許
容範囲内で録音しなければならない。
17.1.2 再生機器の周波数特性の許容範囲 15.に規定する相対閉回路磁束をもつ録音トラックを再生する
場合,再生機器の出力は,付図2aに示す許容範囲内でなければならない。
17.1.3 多チャネル録音のチャネル間レベル差 多チャネル録音においては,80Hzから8 000Hzの間のす
べての周波数において,いかなる2チャネル間のレベル差も2dBを超えてはならない。ステレオホニック
録音の2チャネル間のレベル差は1.5dBを超えてはならない。
17.2 商業用テープレコード
17.2.1 相対録音レベルの許容範囲 磁気テープの録音トラックは,15.に規定する特性で,付図2bに示す
許容範囲内で録音しなければならない。
17.2.2 ステレオホニック録音レベルのチャネル間レベル差 ステレオホニック録音においては,125Hzか
ら6300Hzの間のすべての周波数において,2チャネル間のレベル差は3dBを超えてはならない。
17.3 民生用
17.3.1 再生機器の周波数特性の許容範囲 15.に規定する相対閉回路磁束をもつ録音トラックを再生する
場合,再生機器の出力は,付図2cに示す許容範囲内でなければならない。
17.3.2 録音再生機器の周波数特性の許容範囲 録音再生機器の総合周波数特性は,付図2cに示す許容範
囲内であること。この場合,測定には,規定された基準テープ,キャリブレーションテープを用いる。出
力の周波数特性を可変する調整器がある場合には,JIS C 5563 (IEC 94-2) に規定したキャリブレーション
テープを再生した場合に,その調整器は,付図2cの許容範囲内に周波数特性を調整できなければならない。
6
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第4章 テープ及びプログラムの識別
18. テープサイドの識別 テープのベース面は,識別できることが望ましい。
19. プログラムの識別
19.1 業務用プログラム交換
19.1.1 リール・ツー・リールシステム 録音プログラムの開始点は,次のいずれかの方法で識別できるこ
とが望ましい。
a) 非磁性の識別部がある場合は,その後端はプログラムの開始から1秒前にくること。
b) 識別部がない場合は,プログラムの開始1秒前に当たるテープのベース面に目視し得るマーカ(メタ
ルコーティングをしたマーカが望ましい。)を付けること。
少なくとも,プログラムの参照番号及びリール番号は,スプール上に付けておくこと。リーダーテ
ープ上に情報を付ける場合は,テープのベース面上とする。
備考 各リールには,次のような事項を表示することが望ましい。
a) 製作機関
b) プログラムタイトル
c) リール番号
d) 総リール数
e) プログラムの参照番号
f)
プログラムの合計時間
g) テープ速さ(できるだけ目立つように)
h) 録音方式[モノホニック又はステレオホニック](モノ又はステレオと略称してもよい)
i)
最大録音レベル
j)
ノイズリダクション方式(使用している場合)
k) トラック数及び利用方式
l)
再生時定数(IEC 1又はIEC 2)
19.1.2 カートリッジ式 未定。
19.2 商業用テープレコード
19.2.1 リール・ツー・リール 少なくとも,次の情報をリーダーテープ,リール又はリールの箱に表示し
なければならない。
a) トラック数
b) 録音方式[モノホニック又はステレオホニック](モノ又はステレオと略称してもよい)
c) テープ速さ
d) タイトル
e) カタログ番号
f)
サイド表示
g) ノイズリダクションシステム
19.2.2 カセット・カートリッジ 少なくとも,次の情報をカセット・カートリッジに表示しなければなら
ない。
7
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) タイトル
b) カタログ番号
c) 録音方式[モノホニック又はステレオホニックほか](モノ又はステレオと略称してもよい)
d) サイド表示(カセット)
e) ノイズリダクションシステム
20. リール・ツー・リールシステムのリーダーテープの色
20.1 業務用プログラム交換 プログラムの開始部の識別用リーダーテープの色は規定しないが,プログ
ラムの最後を識別する色は,赤とすることが望ましい。
20.2 商業用テープレコード 録音済テープの開始部には,少なくとも0.5mの長さで,テープとは違う色
の付いた非磁性材の識別用リーダーテープを付ける。
20.3 未録音テープ 規定しない。
8
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
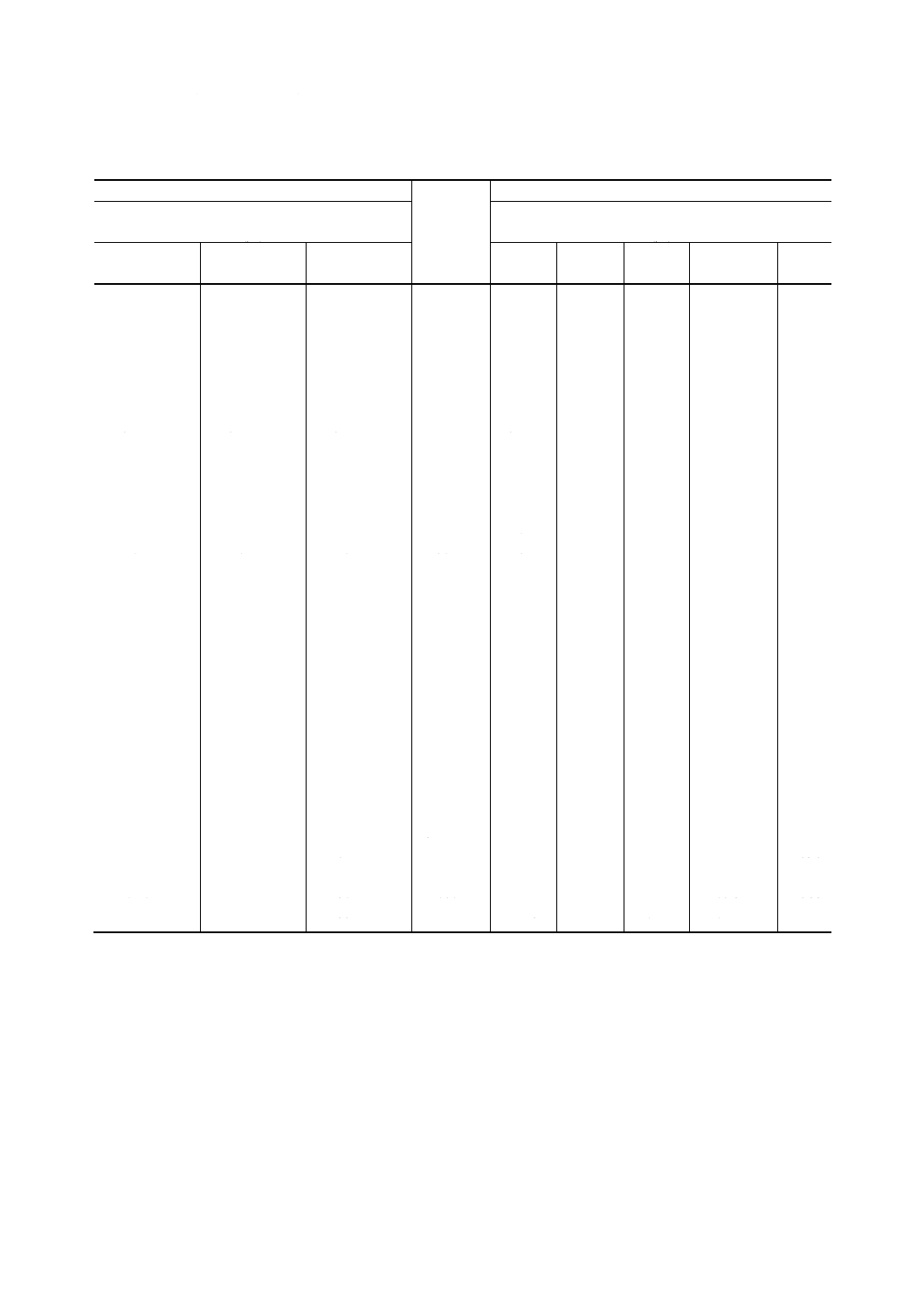
付表1 記録された閉回路磁束の周波数特性
単位dB
315Hzのレベルに対する相対記録レベル
周波数
(Hz)
1 000Hzのレベルに対する相対記録レベル
時定数
(μs)
時定数
(μs)
t1+t2
70+3 180
t1+t2
90+3 180
t1+t2
120+3 180
t1=17.5
t1=35
t1=50
t1+t2
50+3 180
t1=70
+10.3
+10.4
+10.5
16
+0.1
+0.2
+0.4
+10.7
+0.8
+8.6
+8.6
+8.7
20
+0.1
+0.2
+0.4
+9.0
+0.8
+7.0
+7.0
+7.1
25
+0.1
+0.2
+0.4
+7.4
+0.8
+5.4
+5.5
+5.6
31.5
+0.1
+0.2
+0.4
+5.9
+0.8
+4.1
+4.1
+4.2
40
+0.1
+0.2
+0.4
+4.5
+0.8
+3.0
+3.0
+3.1
50
+0.1
+0.2
+0.4
+3.4
+0.8
+2.1
+2.1
+2.2
63
+0.1
+0.2
+0.4
+2.5
+0.8
+1.4
+1.5
+1.5
80
+0.1
+0.2
+0.4
+1.8
+0.8
+0.9
+1.0
+1.1
100
+0.1
+0.2
+0.4
+1.4
+0.8
+0.6
+0.7
+0.7
125
+0.1
+0.2
+0.4
+1.0
+0.8
+0.4
+0.4
+0.5
160
+0.1
+0.2
+0.4
+0.8
+0.7
+0.2
+0.2
+0.3
200
+0.1
+0.2
+0.4
+0.6
+0.7
+0.1
+0.1
+0.1
250
0
+0.2
+0.4
+0.5
+0.7
0
0
0
315
0
+0.2
+0.4
+0.5
+0.7
−0.1
−0.1
−0.2
400
0
+0.2
+0.3
+0.4
+0.6
−0.2
−0.3
−0.4
500
0
+0.2
+0.3
+0.3
+0.6
−0.3
−0.5
−0.7
630
0
+0.1
+0.2
+0.3
+0.4
−0.5
−0.8
−1.2
800
0
+0.1
+0.1
+0.1
+0.3
−0.8
−1.2
−1.8
1 000
0
0
0
0
0
−1.2
−1.7
−2.6
1 250
0
−0.1
−0.2
−0.2
−0.4
−1.8
−2.6
−3.8
1 600
−0.1
−0.3
−0.6
−0.6
−1.0
−2.5
−3.5
−5.0
2 000
−0.2
−0.6
−1.0
−1.0
−1.7
−3.5
−4.7
−6.5
2 500
−0.3
−0.9
−1.7
−1.7
−2.7
−4.7
−6.2
−8.1
3 150
−0.4
−1.5
−2.6
−2.6
−3.9
−6.1
−7.8
−9.9
4 000
−0.7
−2.3
−3.7
−3.7
−5.4
−7.7
−9.5
−11.7
5 000
−1.1
−3.2
−5.0
−5.0
−6.9
−9.4
−11.3
−13.6
6 300
−1.7
−4.5
−6.5
−6.5
−8.6
−11.3
−13.3
−15.6
8 000
−2.4
−5.9
−8.2
−8.2
−10.5
−13.1
−15.2
−17.5
10 000
−3.4
−7.5
−10.0
−10.0
−12.3
−15.0
−17.0
−19.4
12 500
−4.6
−9.1
−11.7
−11.8
−14.2
−17.1
−19.2
−21.5
16 000
−6.1
−11.1
−13.8
−13.8
−16.3
−19.0
−21.1
−23.5
20 000
−7.6
−12.9
−15.7
−15.7
−18.2
9
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 録音された閉回路磁束の周波数特性
10
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
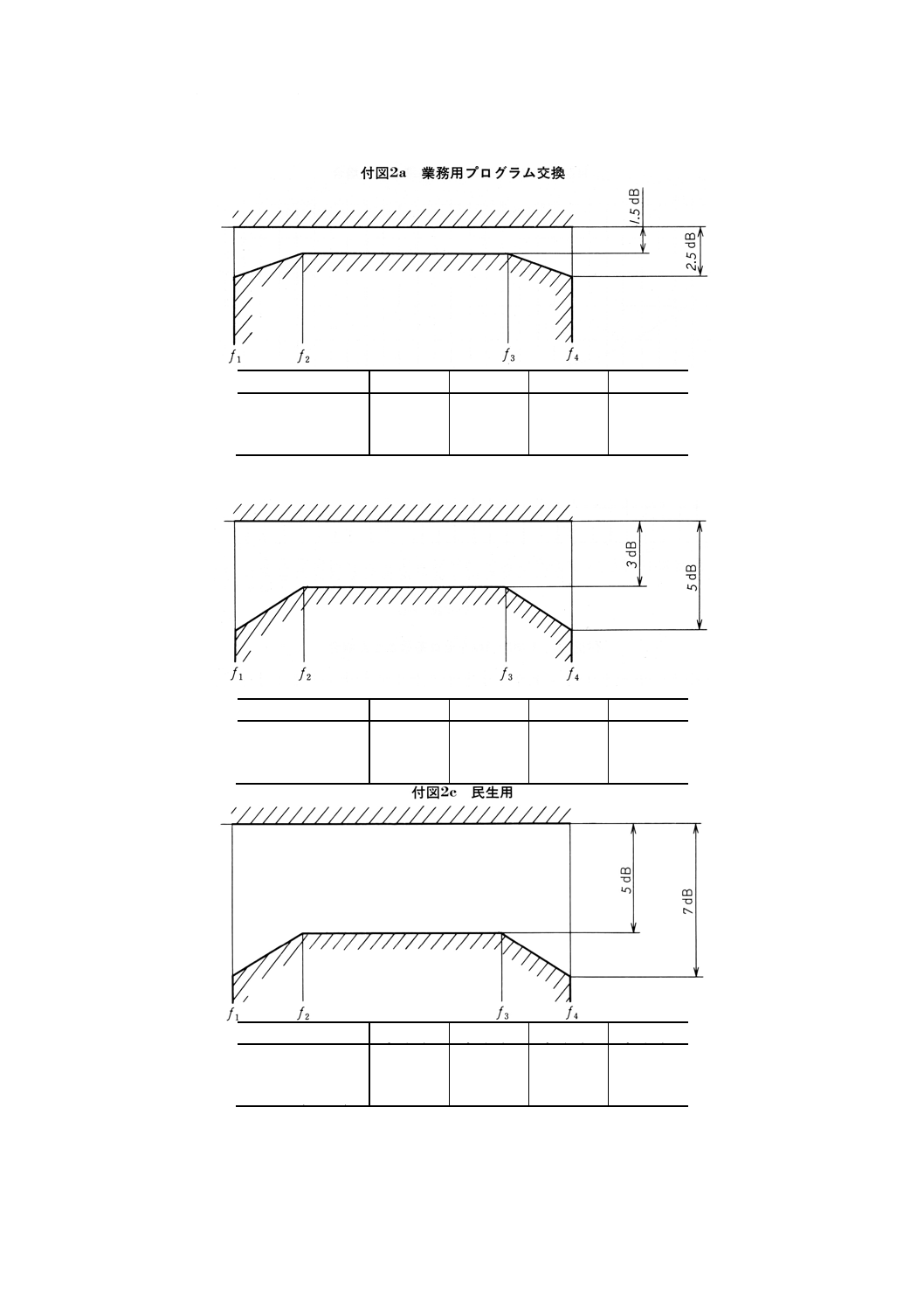
付図2 録音再生システム特性の許容範囲
テープ速さ
f1 (Hz)
f2 (Hz)
f3 (Hz)
f4 (Hz)
76cm/s (30in/s)
40
63
10 000
14 000
38.1cm/s (15in/s)
40
63
10 000
14 000
19.05cm/s (71/2in/s)
40
63
10 000
14 000
付図2b 商業用テープレコード
テープ速さ
f1 (Hz)
f2 (Hz)
f3 (Hz)
f4 (Hz)
19.05cm/s (71/2in/s)
40
80
8 000
14 000
9.53cm/s (33/4in/s)
63
125
6 300
12 500
4.76cm/s (17/8in/s)
80
160
4 000
8 000
テープ速さ
f1 (Hz)
f2 (Hz)
f3 (Hz)
f4 (Hz)
19.05cm/s (71/2in/s)
40
250
4 000
12 500
9.53cm/s (33/4in/s)
63
250
4 000
10 000
4.76cm/s (17/8in/s)
80
250
4 000
6 300
備考 f1及びf4で示された限界周波数は,最低必要条件である。
11
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引用規格
JIS B 0001 機械製図
JIS B 0021 幾何公差の図示方法
JIS B 0023 製図−幾何公差表示方式−最大実体公差方式及び最小実体公差方式
JIS C 0301 電気用図記号
JIS C 5563 磁気テープ録音再生システム第2部キャリブレーションテープ
JIS C 5567 磁気テープ録音再生システム第6部リール・ツー・リールシステム
JIS C 5568 磁気テープ録音再生システム第7部テープレコード用及び民生用カセット
JIS C 5569 録音再生機器における速さ変動の測定方法
JIS K 7558 安全写真フィルム
JIS Z 8201 数学記号
JIS Z 8202 量記号,単位記号及び化学記号
JIS Z 8318 製図における寸法の許容限界記入方法
ISO 406 : 1987 Technical drawings−Tolerancing of linear and angular dimensions
ISO 543 : 1990 Photography−Photographic films−Specifications for safety film
ISO 1101 : 1983 Technical drawings−Geometrical tolerancing−Tolerancing of form, orientation, location
and run-out−Generalities, definitions, symbols, indications on drawings
ISO 1660 : 1987 Technical drawings−Dimensioning and tolerancing of profiles
ISO 2692 : 1988 Technical drawings−Geometrical tolerancing−Maximum material principle
IEC 27 Letter symbols to be used in electrical technology
IEC 50 International Electrotechnical Vocabulary
IEC 94-9 : 1988 Magnetic tape sound recording and reproducing systems. Part 9 : Magnetic tapecartridge for
professional use
IEC 263 : 1982 Scales and sizes for plotting frequency characteristics and polar diagrams
IEC 268-2 : 1987 Sound system equipment. Part 2 : Explanation of general terms and calculationmethods
IEC 268-11 : 1987 Sound system equipment. Part 11 : Application of connectors for the interconnection of
sound system equipment
IEC 268-12 : 1987 Sound system equipment. Part 12 : Application of connectors for broadcast andsimilar use
IEC 268-15 : 1987 Sound system equipment. Part 15 : Preferred matching values for the interconnection of
sound system components
IEC 386 : 1972 Method of measurement of speed fluctuations in sound recording and reproducing equipment
IEC 581-4 : 1979 High fidelity audio equipment and systems ; Minimum performance requirements. Part 4 :
Magnetic recording and reproducing equipment
IEC 617 Graphical symbols for diagrams
対応国際規格
IEC 94-1 : 1981 Magnetic tape sound recording and reproducing systems. Part 1 : General conditions
and requirements
関連規格 IEC 94-2 : 1994 Magnetic tape sound recording and reproducing systems. Part 2 : Calibration tapes
IEC 94-6 : 1985 Magnetic tape sound recording and reproducing systems. Part 6 : Reel-to-reel
12
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
systems
IEC 94-7 : 1986 Magnetic tape sound recording and reproducing systems. Part 7 : Cassette for
commercial tape records and domestic use
IEC 94-8 : 1987 Magnetic tape sound recording and reproducing systems. Part 8 : Eight track
magnetic tape cartridge for commercial tape records and domestic use
13
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)
JIS C 5562 (IEC 94) で使用した製図法の説明
概要
JIS C 5562 (IEC 94-1) の4.には,その中で使用している製図法の解説がなされている関連ISO規格など
が示されている。これらの規格を見る人,及びこのIEC 94の改訂版で使用している形状や位置の公差を
正確に判断しているかどうか,なお疑問のある人にとっては,この附属書(参考)の解説は有用なもので
あると期待する。
統一のため,すべての寸法はメートル法だけを使用し,図はA投影図法(アメリカ式又は三角法と呼ば
れる。)を使用している。
システムの解説
将来IEC 94を改正する際にも,その参考を改正しなくて済むように,IEC 94の中の実例ではなく,仮
定的な例を使用する。
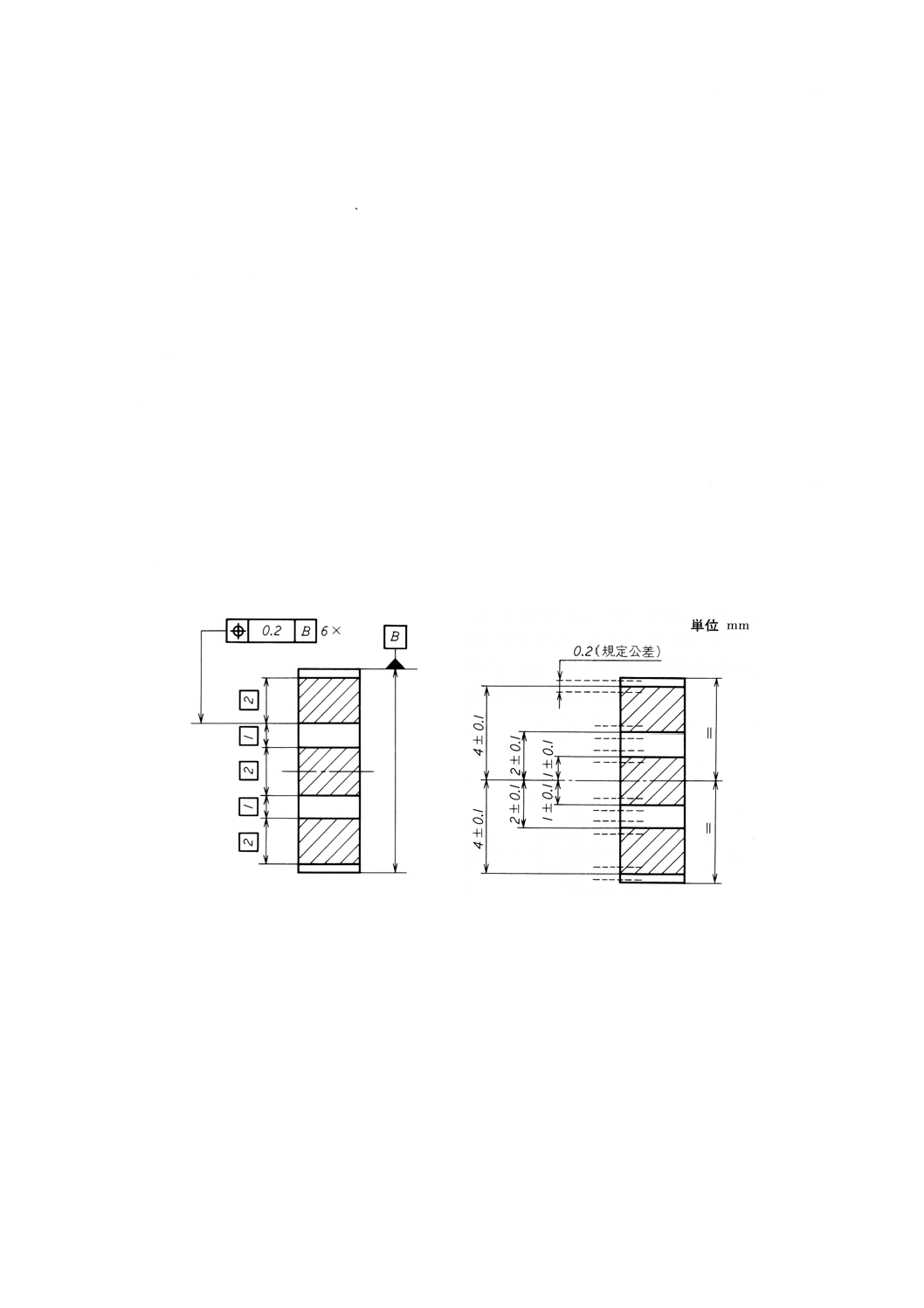
位置公差
図A1a テープ上のトラックパターン
図A1b 図A1aを解釈するための説明図
説明 図A1bは,すべての寸法がテープの中心線を基準に付けられており,かつ,公差をもつ。それらの
位置度に関して左の図では,位置公差で示している。
14
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
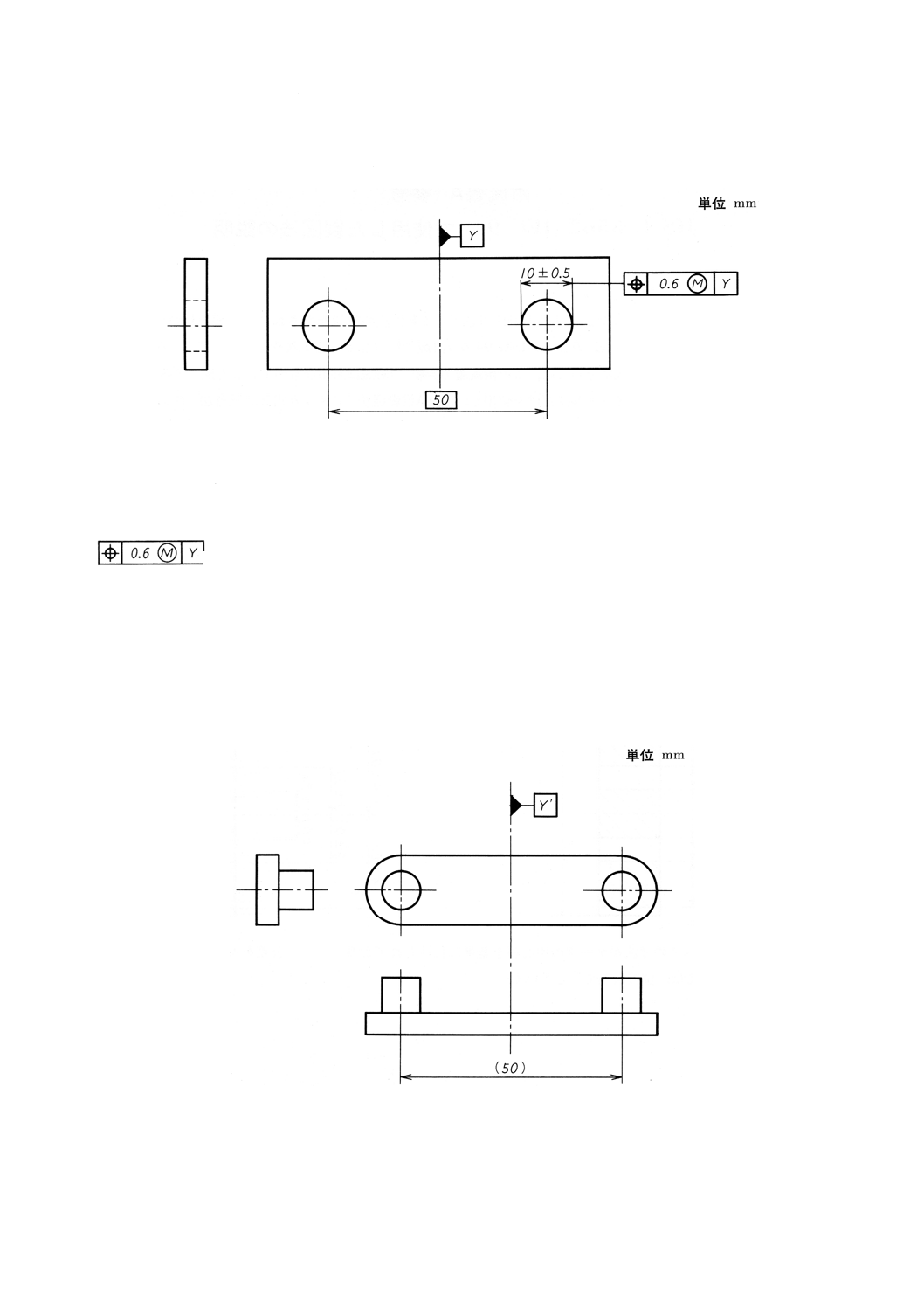
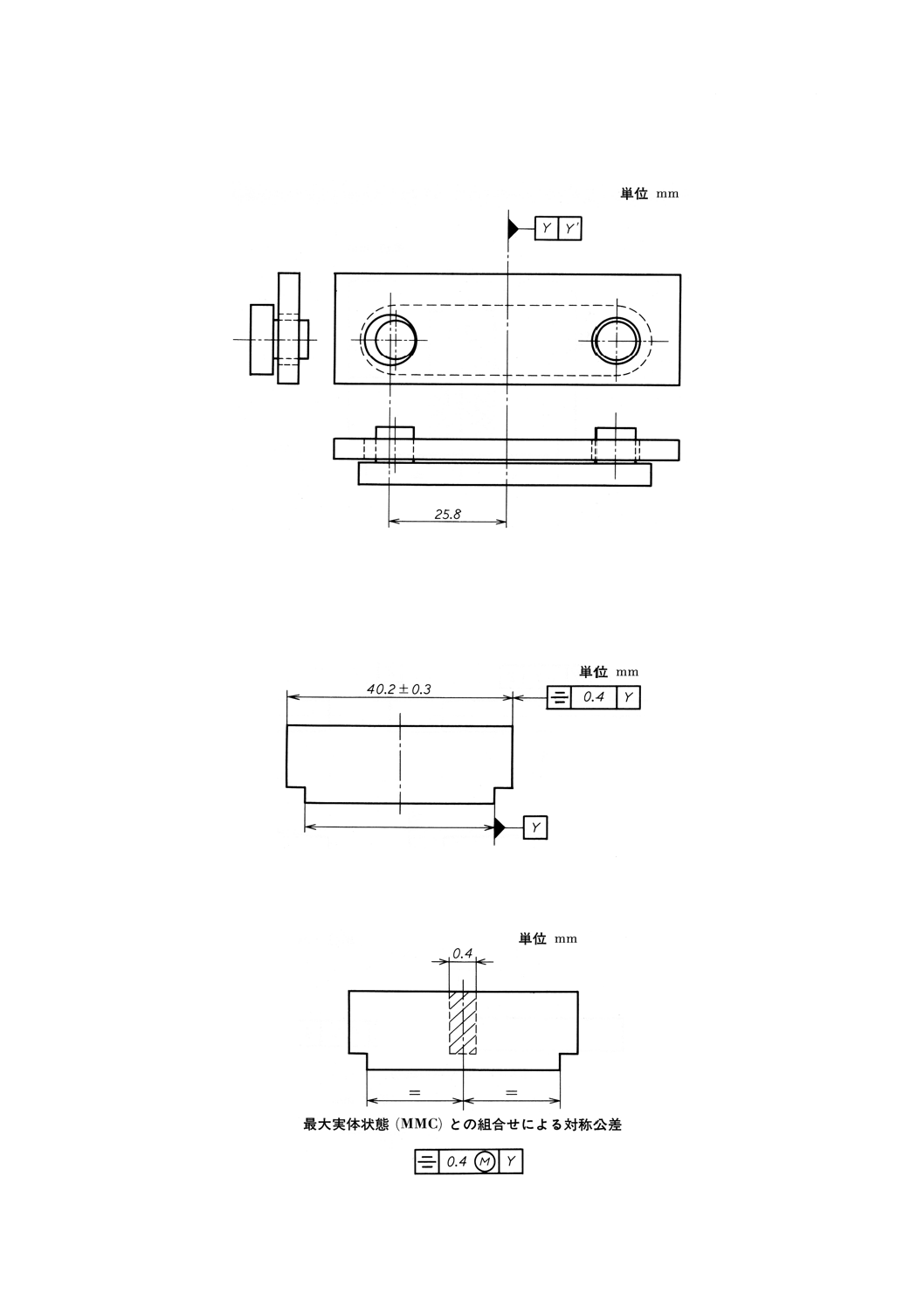
最大実体状態 (MMC) との組合せによる位置公差
図A2a 孔の間隔の公差が孔の大きさに依存している2個の孔をもつ部品の例
最大実体公差方式は,孔の実際の寸法と最小寸法との差がその孔の位置公差に加算できる,ということ
である。言い換えれば,孔が大きければ位置公差も大きくなる。もし,上の図でMが省かれていると,一
つの孔から中心線までの距離は,孔の寸法にかかわりなく,50÷2=25mmで,公差は0.6±0.3,つまり25
±0.3mmとなる。
で,かつ,孔の最小寸法が最小9.5 (10−0.5) mmのときはこの距離は変わらない。しかし,
孔が大きくなると位置決めの正確さはより小さくてよく,極端な場合が孔寸法10.5のときである。この場
合,全位置公差は,0.6+1.0=1.6mmとなる。孔の中心からY中心線への距離は,25+0.8mmとなる。
もちろん,この考え方は,それぞれの孔に別々に適用される。最大実体公差方式では,極端に厳しい公
差を使用しないで済むので,他の部品との連結が必要な場合,特に便利である。
そのような部品のもう一つの例として,図A2bに示すようなものがある。
図A2b 図A2aの部品とはめ合わせる2個のピンをもつ部品の例
15
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A2c 右側の孔がMMC(中心線までの距離25±0.3mm)で開けられ,左側の孔は最大寸法で,かつ,
中心線から最大距離に開けられている。図A2aの部品と図A2bの部品の組立て。
対称公差
図A3a 40.2±0.3mmの寸法は,Yに対し0.4mm以内で対称的な位置にあるべき場合。すなわち,寸法
40.2±0.3mmの中心線は,基準中心線Yのどちら側でもそれぞれ0.2mmの距離内になければな
らない。
ゆえに,実際の寸法が,例えば,40.4mmなら,両端からY基準線までの距離は,最小が20.0mm
で,組合せでは最大20.4mmである
図A3b 図A3aの説明であって,ハッチ部は40.2±0.3mmの寸法の中心線があるべき範囲を示す。
16
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
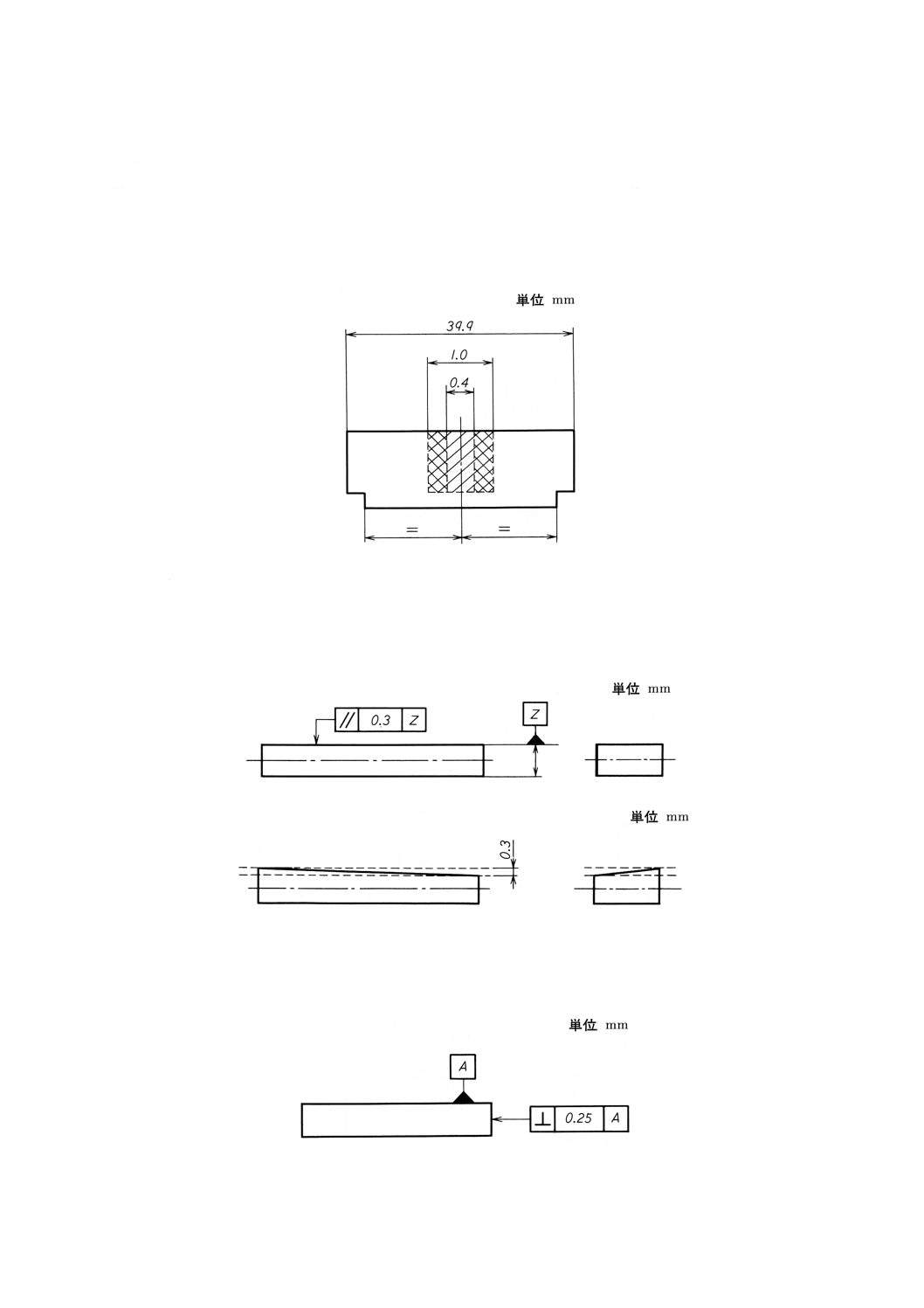
MMCの原則は,位置公差との組合せで既に説明した。それを図A3に適用すると,MMCでは40.5mm
の場合,対称公差は0.4mmとなる。しかし,もしこの寸法が39.9mmなら,その差40.5−39.9=0.6mmを
加算してもよくなり,この場合の公差は1.0mmとなる。こうすると,Y基準線への距離は,例えば,それ
ぞれ19.45mmと20.45mmとなる。
図A3c クロスハッチ部は,最小寸法が39.9mmの場合に,40.2±0.3mmの寸法の中心線の取り得る余
裕の範囲を示す。
平行度公差
図A4a
公差が適用される平面は,互いに0.3mm離れ,かつ,Z基準面に平行な二つの平面間に含まれ
なければならない。この例では,Z基準面は,上側の三つの基準点と下側で対応する三つの点
との中間に位置する三つの点によって定められるとしている。
図A4b 点線は,平面があるべき範囲を示す。
垂直度公差
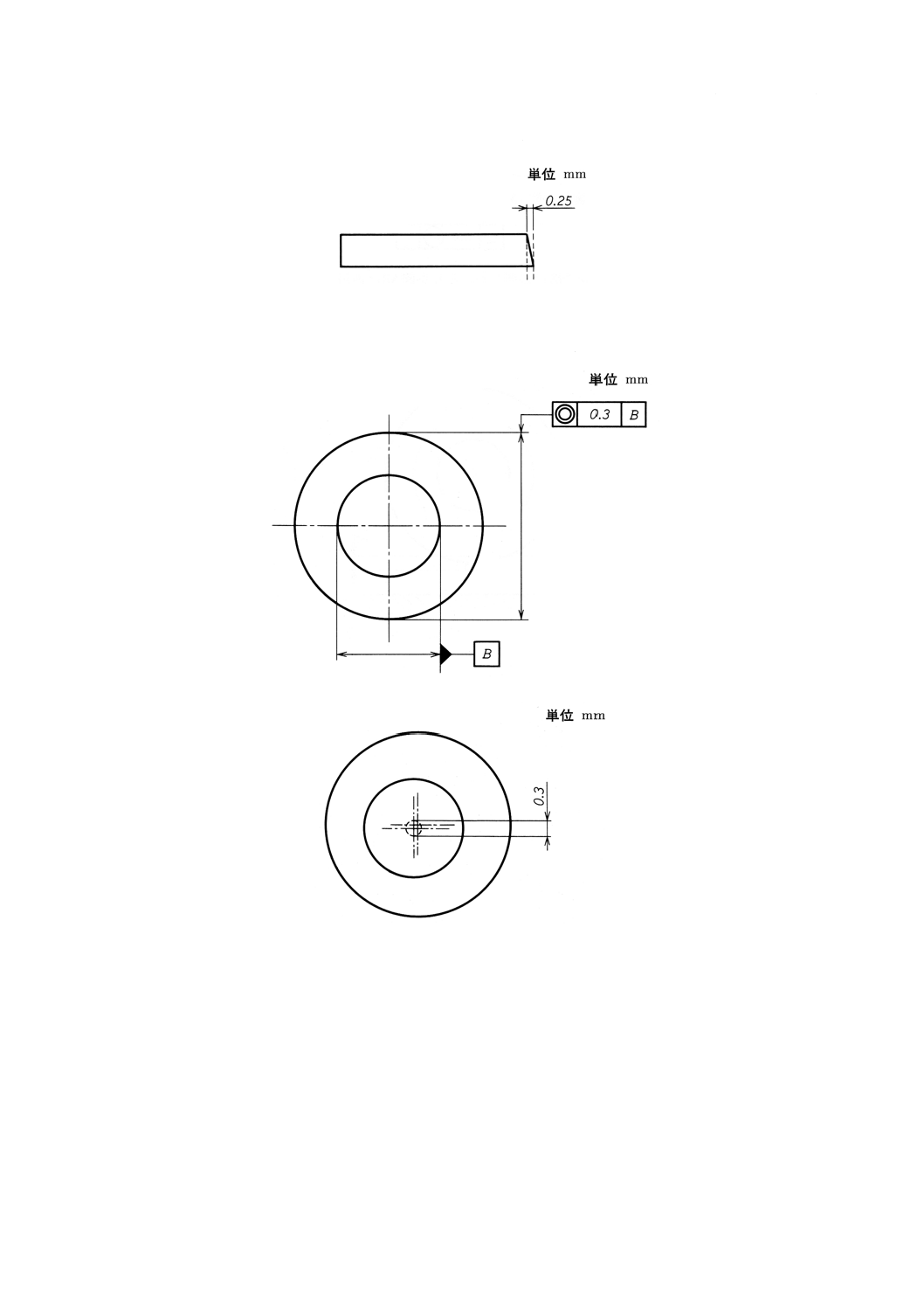
図A5a 公差が与えられる面は,互いに0.25mm離れたA基準面に垂直な二つの面内に含まなければな
らない。
17
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A5b 図A5aの説明
同心度公差
図A6a 外円の中心は,内円の中心と同心の直径0.3mmの円内に含まれなければならない。
図A6b 点線で示す円は,外円の中心が位置すべき範囲を示す。
18
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
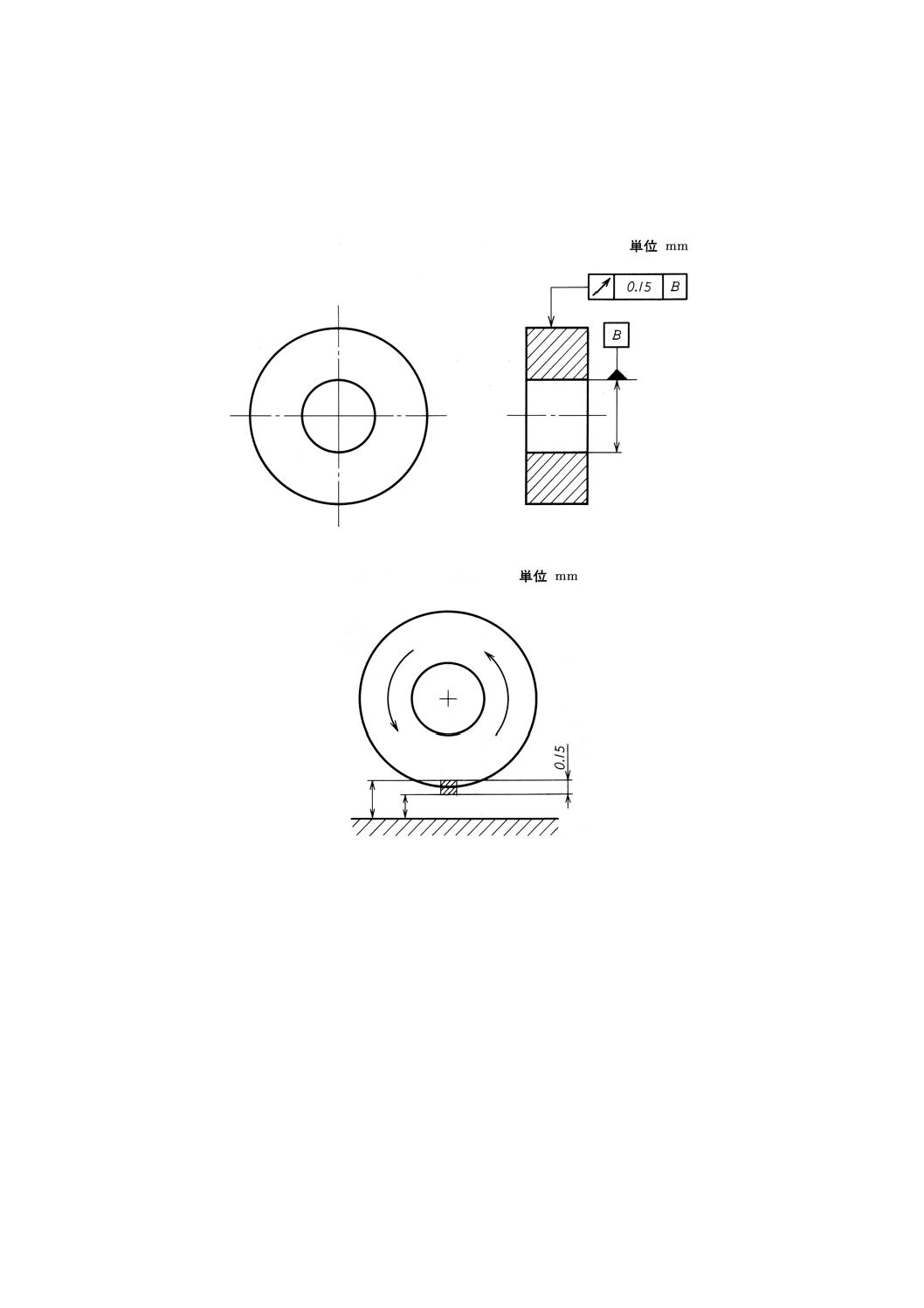
振れ公差
図A7a 面Bの軸の回りを完全に1回転する間の半径振れは,どの測定面においても,0.15mmを超え
てはならない。
半径振れとは,真円度と同心度とを加算したものである。
図A7b 距離の変動は,ある固定点に対して測定する。
19
C 5562-1996 (IEC 94-1 : 1981)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
改正原案作成委員会 構成表
氏名
所属
(委員長)
吉 川 昭吉郎
神奈川工科大学
(幹事)
○ 川 野 則 和
ソニー株式会社
竹田原 昇 司
通商産業省機械情報産業局電子機器課
藤 井 隆 宏
工業技術院標準部
上 條 晃 司
日本放送協会
郷 木 昇
財団法人電波技術協会
岸 野 忠 信
財団法人日本規格協会
岩 下 隆 二
パイオニア株式会社
阿 部 美 春
株式会社エーベックス
小 嶋 正 男
社団法人日本電子機械工業会
小 林 一 磨
株式会社ポニーキャニオン
臼 田 元 大
社団法人日本レコード協会
吉 田 治 憲
株式会社文化放送
○ 西 田 博 光
住友スリーエム株式会社
○ 船 越 正 次
TDK株式会社
○ 安 藤 晴 夫
日立マクセル株式会社
○ 平 川 卓
富士写真フイルム株式会社
(事務局)
○ 木 村 恭 平
社団法人日本記録メディア工業会
備考 ○印は,小委員会委員を兼任。