1
B 4802 : 1998
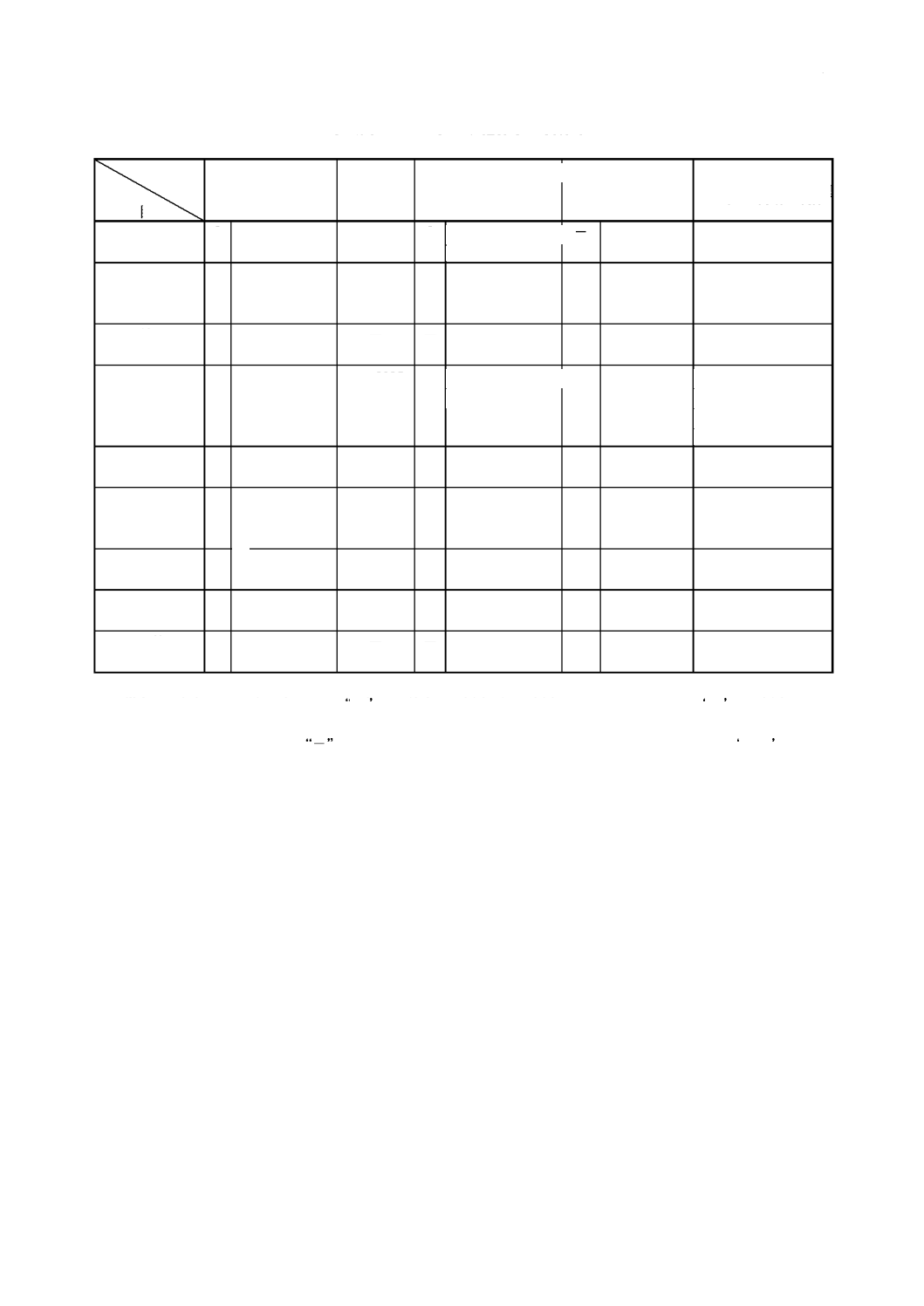
解説
解説表
1
JIS
と国際規格との対比表
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規
格番号
(III)
国際規格の規定内
容
(IV)
JIS
と国際規格
との相違点
(V)
JIS
と国際規格と
の一致が困難な理
由及び今後の対策
(1)
適用範囲
○
木工用丸のこに
ついて規定
ISO 2935
○ 木工用丸のこにつ
いて規定
=
(2)
引用規格
○
この規格で引用
されている規格
について規定
−
−
(3)
品質
○
硬さ,横振れな
どについて規定
−
−
(4)
形状寸法
○
外径,厚さ,穴
径などについて
規定
ISO 2935
○ 外径,厚さ,穴径
について規定
ADP
一部
JIS
系寸
法を存続
使用上混乱するおそ
れがあるため,併存
し,次回見直し時国際
規格へ一本化する。
(5)
材料
○
丸のこの材料に
ついて規定
−
−
(6)
試験方法
○
品質に対応する
項目について規
定
−
−
(7)
呼び方
○
製品の呼び方に
ついて規定
−
−
(8)
表示
○
表示の項目につ
いて規定
−
−
(9)
その他
○
検査項目につい
て規定
−
−
備考
1.
表中の
(I)
及び
(III)
欄にある ○ は,該当する規定項目を規定していることを示し, − は,規定してい
ないことを示す。
2.
表中の
(IV)
欄にある
=
は,
JIS
と国際規格との技術的内容が同等であることを示す。
ADP
は,
JIS
は国際規格を技術的内容の変更なしで採用しているが,
JIS
として必要な規定内容を追加していることを
示す。