2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4703-1966
鉄工やすり
Files
1. 適用範囲 この規格は,主として金属を手作業で仕上げるときに使用する鉄工ヤスリ(以下,ヤスリ
という。)について規定する。
関連規格:JIS G 4401 (炭素工具鋼)
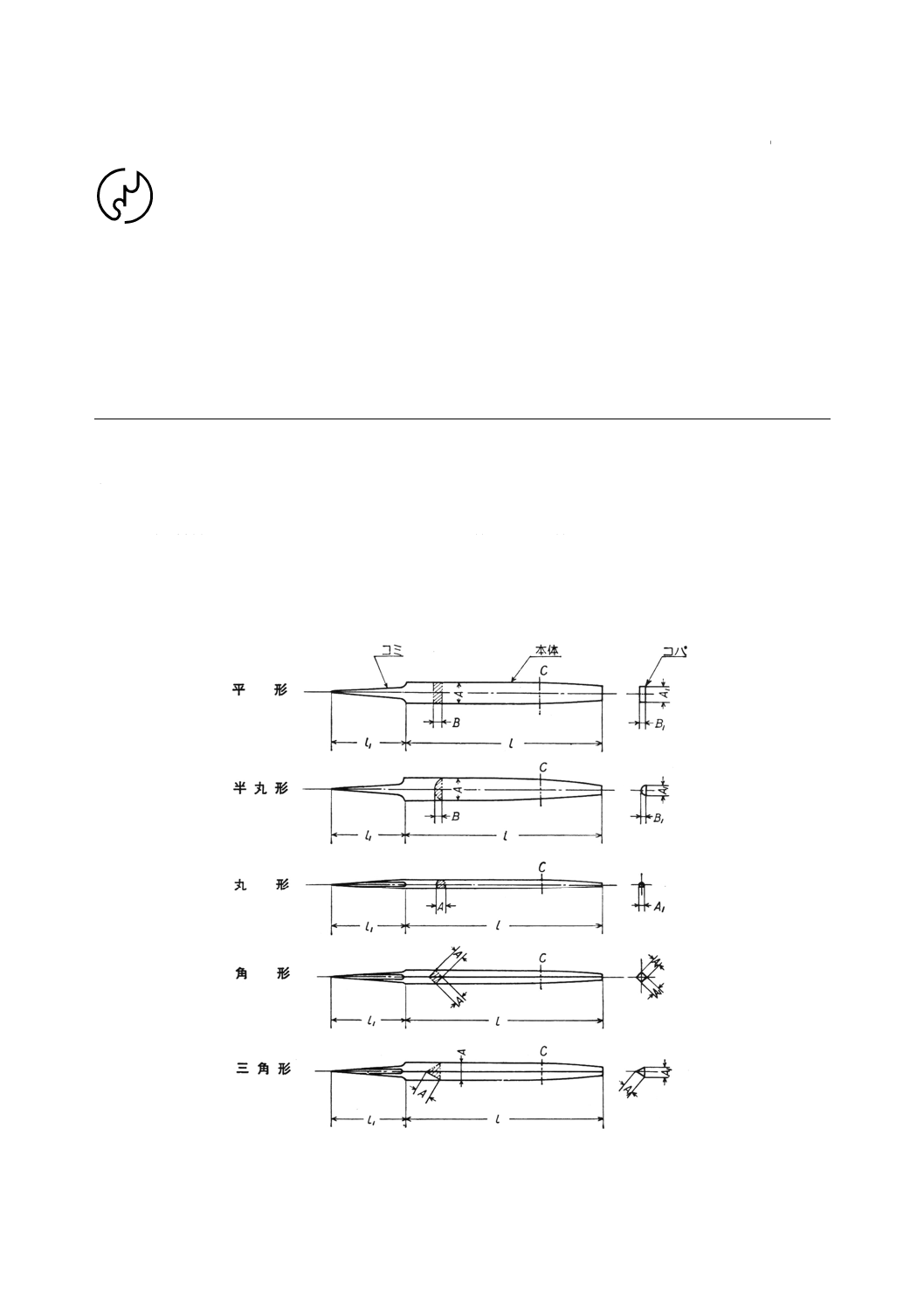
2. 種類 種類は,形状によって,平形,半丸形,丸形,角形および三角形の5種類とする。
3. 材料 材料は,JIS G 4401のSK2またはこれと同等以上の品質をもつものとする。
4
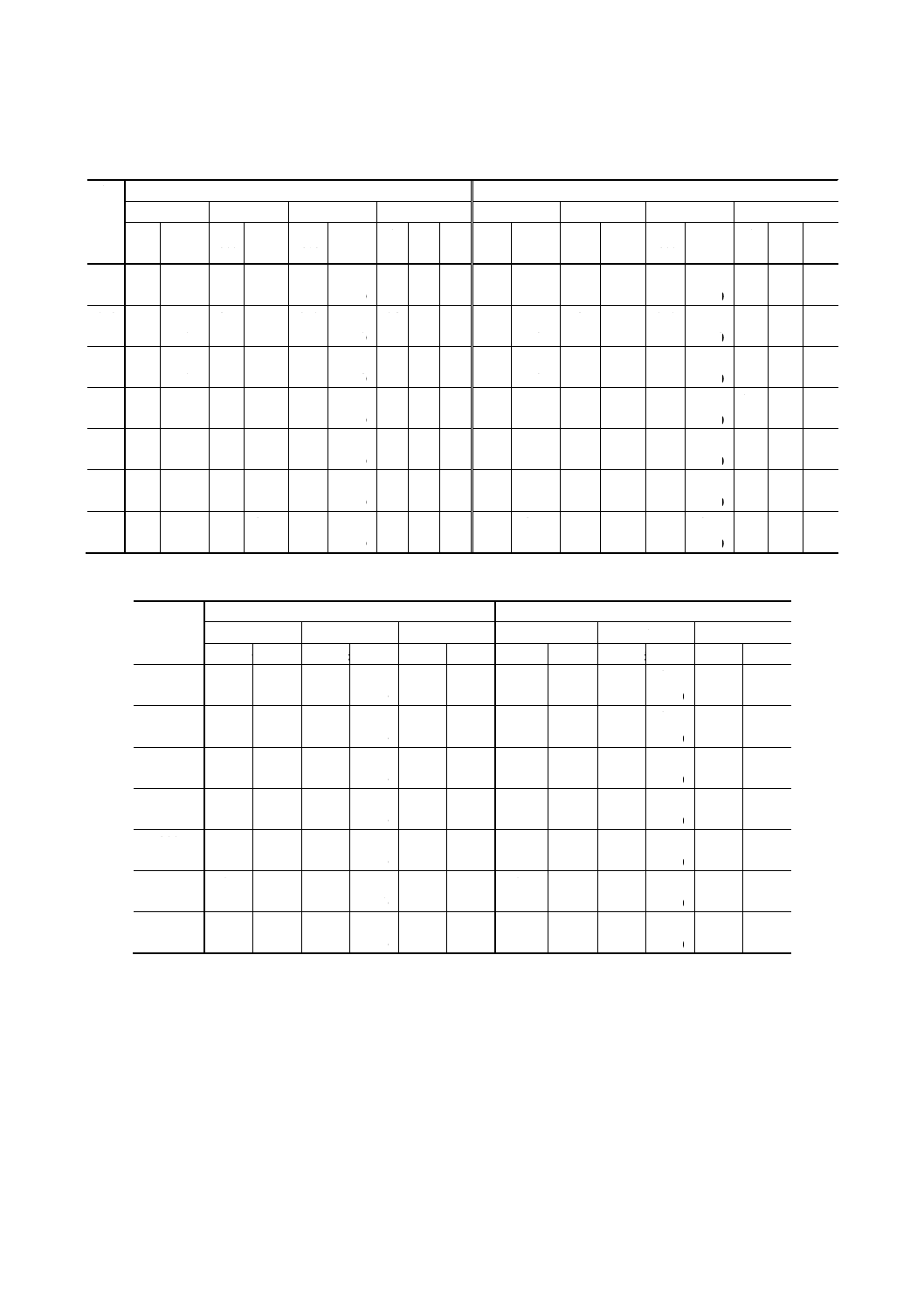
形状および寸法 形状および寸法は,表1による。
表1
2
B 4703-1966
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
単位 mm
呼ビ
寸法
平形
半丸形
幅A
厚サB
l
参考
幅A
厚サB
l
参考
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 A1
B1
l1 基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差 A1
B1
l1
100
11
+0.5
−1
3.5 +0.3
−0.5
100
+ 5
0
10 2
35
11
+0.5
−1
3.5 +0.3
−0.5
100
+ 5
0
5
2
35
150
16
+0.5
−1
4
+0.3
−0.5
150
+ 5
0
14 2.5 45
16
+0.5
−1
4.5 +0.3
−0.5
150
+ 5
0
8.5 3.3
45
200
21
+0.5
−1.5
5
+0.6
−0.8
200
+ 5
0
19 3
55
21
+0.5
−1.5
6
+0.6
−0.8
200
+ 5
0
12
4.3
55
250
25
+0.5
−1.5
6
+0.6
−0.8
250
+ 5
0
22 4
65
25
+0.5
−1.5
7
+0.6
−0.8
250
+ 5
0
15
5.5
65
300
30
+0.5
−1.5
7
+0.6
−0.8
300
+10
0
26 5
75
30
+0.5
−1.5
8.5 +0.6
−0.8
300
+10
0
17
6.5
75
350
34
+0.5
−1.5
7.5 +0.6
−0.8
350
+10
0
30 5.5 85
34
+0.5
−1.5
10
+0.6
−0.8
350
+10
0
19
6.8
85
400
36
+0.5
−1.5
8.5 +0.6
−0.8
400
+10
0
32 6.5 95
36
+0.5
−1.5
11
+0.6
−0.8
400
+10
0
20
7
95
単位 mm
呼ビ寸法
丸形
角形
幅A
l
参考
幅A
l
参考
基準寸法 許容差 基準寸法 許容差
A1
l1
基準寸法 許容差 基準寸法 許容差
A1
l1
100
4
+0.3
−0.5
100
+ 5
0
2.2
35
4
+0.3
−0.5
100
+ 5
0
2.2
35
150
6
+0.3
−0.5
150
+ 5
0
3.3
45
6
+0.3
−0.5
150
+ 5
0
3.3
45
200
8
+0.6
−0.8
200
+ 5
0
4.2
55
8
+0.6
−0.8
200
+ 5
0
4.2
55
250
10
+0.6
−0.8
250
+ 5
0
5.2
65
10
+0.6
−0.8
250
+ 5
0
5.2
65
300
12
+0.6
−0.8
300
+10
0
6.5
75
12
+0.6
−0.8
300
+10
0
6.5
75
350
15
+0.6
−0.8
350
+10
0
8
85
15
+0.6
−0.8
350
+10
0
8.5
85
400
18
+0.5
−1.5
400
+10
0
10
95
18
+0.5
−1.5
400
+10
0
11
95
3
B 4703-1966
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
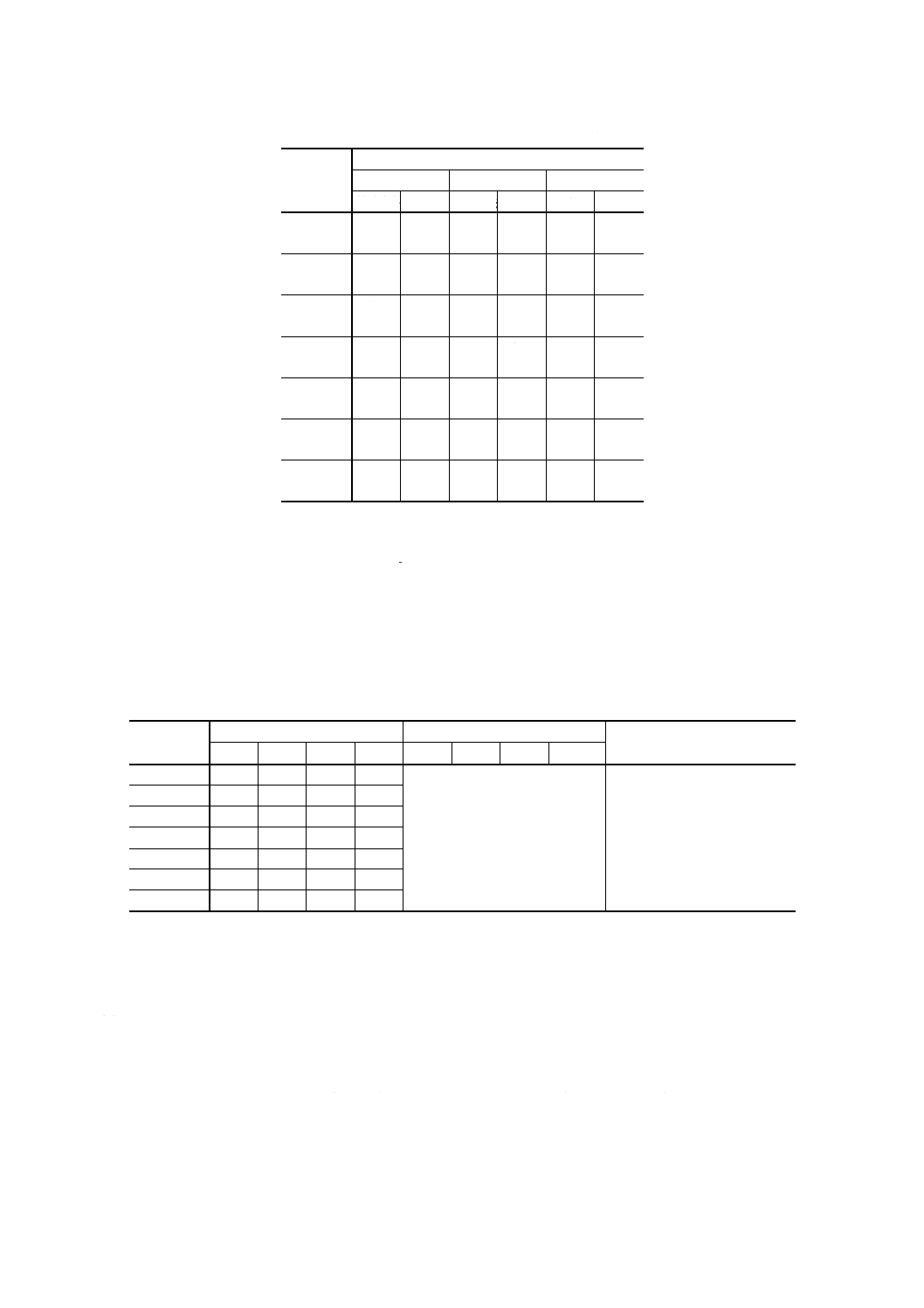
単位 mm
呼ビ寸法
三角形
幅A
l
参考
基準寸法 許容差 基準寸法 許容差
A1
l1
100
9
+0.6
−0.8
100
+ 5
0
4.8
35
150
12
+0.6
−0.8
150
+ 5
0
7
45
200
15
+0.5
−1.5
200
+ 5
0
8.5
55
250
17
+0.5
−1.5
250
+ 5
0
10
65
300
20
+0.5
−1.5
300
+10
0
12
75
350
22
+0.5
−1.5
350
+10
0
13
85
400
25
+0.5
−1.5
400
+10
0
14
95
備考1. AおよびBは,本体の目切リしていない部分で測定したときの基準寸法および許容
差とする。
2. Cから先端の部分はlの約52とし,幅および厚サとも先端に向かい細くする。
5. 目の種類および目数 目の種類は,原則として複目とし,各形とも,荒目,中目,細目および油目の
4種類とする。
なお,目数は25mmの長サについて,表2のとおりとする。
表2
単位 mm
呼ビ寸法
上目(ウワメ)数
下目(シタメ)数
目数の許容差
荒目
中目
細目
油目
荒目
中目
細目
油目
100
36
45
70
110
各目数とも上目数の80〜90%
とする。
±10%
150
30
40
64
97
200
25
36
56
86
250
23
30
48
76
300
20
25
43
66
350
18
23
38
58
400
15
20
36
53
備考1. 単目ヤスリの場合は,この表の上目数を適用する。
2. コバの目数は,上目数と同一の単目にする。
6. 品質
6.1
外観 形状は,曲リ,キズ,割レ,カエリ,その他の有害な欠点がなく,目は規則正しく,仕上ゲ
は良好でなければならない。
6.2
カタサ 目切リ部のカタサは,HRC 62以上でなければならない。
6.3
切レ味および耐久性 切レ味は,全面にわたりむらがなく,良好でなければならない。
また,耐久性は,相当の時間使用しても良好な切削性を長時間維持し,その低下は漸進的でなければな
らない。
4
B 4703-1966
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 切レ味および耐久性に対しては,その良否を数値的に確かめることが望ましい。
7. 検査
7.1
外観 外観の検査は,通常目視により行ない,6.1の規定を満足しなければならない。
7.2
形状および寸法 形状および寸法の検査は,所要精度に適応する測定器具を用いて行ない,4.の規定
を満足しなければならない。
7.3
目の種類および目数 目の種類および目数の検査は,通常目視および所要目数に適応する測定器具
を用いて行ない,5.の規定を満足しなければならない。
7.4
カタサ 目切リ部のカタサの検査は,カタサ試験機または試験棒を用いて行ない,6.2の規定を満足
しなければならない。なお,試験棒を用いてカタサを測定する場合は,少なくともHRC 56〜58カタサを
もつ試験棒により行ない,目切リ部のどの面もどの部分もむらなくかかり,スベリを生じてはならない。
8. 製品の呼び方 鉄工ヤスリの呼び方は,規格番号または規格名称,種類,呼ビ寸法および目の種類に
よる。
例: JIS B 4703
平形100mm荒目
鉄工ヤスリ 平形100mm荒目
9. 表示 適当な箇所に,製造業者名またはその略号を表示する。