B 4652:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 要求事項························································································································· 3
5.1 設計適合試験 ················································································································ 3
5.2 品質適合試験 ················································································································ 5
5.3 再校正 ························································································································· 5
6 校正······························································································································· 5
6.1 校正装置 ······················································································································ 5
6.2 校正温度 ······················································································································ 5
6.3 校正条件 ······················································································································ 5
6.4 校正手順 ······················································································································ 8
6.5 校正例 ························································································································· 8
7 表示······························································································································ 10
附属書A(規定)指示式トルクツール:タイプⅠ ······································································ 11
附属書B(規定)プリセット式トルクツール:タイプⅡ ······························································ 13
附属書C(参考)参考文献 ···································································································· 15
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 16
B 4652:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本計量機器工業連合会(JMIF)及び
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによってJIS B 4650:2002は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4652:2008
手動式トルクツールの要求事項及び試験方法
Hand torque tools-Requirements and test methods
序文
この規格は,2003年に第3版として発行されたISO 6789を基に,対応する部分については対応国際規
格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定され
ていない規定項目(引用規格 JIS Z 8103)を日本工業規格として追加している。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,ねじ締結体の締付け管理に使われる手動式トルクツール(以下,トルクツールという。)の
要求事項,試験方法及び表示について規定する。
この規格は箇条4のトルクツールに,特にISO 1703:1983,“Assembly tools for screws and nuts−
Nomenclature”のNo.258及び259に従った指示式及びプリセット式のトルクレンチに適用できる。
注記1 この規格は,トルクツールの要求事項及び試験方法について規定するものであるが,それら
にかかわる規定は,品質管理の目標値のために示すものであり,この規格によって適合性評
価を行うことは,意図していない。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6789:2003,Assembly tools for screws and nuts−Hand torque tools−Requirements and test
methods for design conformance testing, quality conformance testing and recalibration procedure
(MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していること
を示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8103 計測用語
Guide to the expression of uncertainty in measurement (GUM)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8103によるほか,次による。
2
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
設計適合試験 (design conformance testing)
トルクツールの設計又は仕様変更過程における試験(5.1参照)。
3.2
品質適合試験 (quality conformance testing)
トルクツールの製造工程における試験(5.2参照)。
3.3
校正 (calibration)
計器若しくは測定系の示す値,又は実量器若しくは標準物質の表す値と,標準によって実現される値と
の間の関係を確定する一連の作業。
注記 この規格では,次の定義を適用してもよい。
規定の条件下で,トルクツールによって指示された,又はシグナルを発した値と,校正装置
によって指示された相当値との関係を確定する一連の作業。
3.4
再校正 (recalibration)
定められた使用期間後にトルクツールを校正する作業(5.3参照)。
3.5
指示式トルクツール(タイプⅠ) [indicating torque tool (Type I)]
発生するトルクの値を機械式スケール,ダイヤル又は電気式表示器で指示するツール。
3.6
プリセット式トルクツール(タイプⅡ) [setting torque tool (Type II)]
発生するトルクが指定値に達したときに,例えば,聴覚,視覚,知覚的にシグナルを発するように設定
できるツール。
3.6.1
目盛付きトルク可変形ツール(タイプⅡ:クラスA,クラスD,クラスG)[adjustable graduated torque tool
(Type II, Class A, Class D and Class G)]
使用者が調整可能なように設計されたツールで,調整を容易にするためのスケール又は表示器が付いて
いるもの。
3.6.2
目盛なしトルク可変形ツール(タイプⅡ:クラスC,クラスF)[adjustable non-graduated torque tool (Type
II, Class C and Class F)]
校正装置を使って使用者が調整できるように設計されたツール。
3.6.3
トルク固定形ツール(タイプⅡ:クラスB,クラスE)[torque tool with fixed adjustment (Type II, Class B and
Class E)]
使用者が調整できるように設計されていない,単一トルクに固定されたツール。
3.7
校正装置(calibration device)
トルクツールの校正に使用する装置。
3
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
種類
トルクツールの種類は,次による。
a) タイプⅠ:指示式トルクツール(附属書A参照)
クラスA:ねじりバー形レンチ及びたわみバー形レンチ
クラスB:スケール付きハウジング形レンチ,ダイヤル付きハウジング形レンチ及び表示器付き
ハウジング形レンチ
クラスC:電気指示計付きハウジング形レンチ
クラスD:スケール付きドライバ,ダイヤル付きドライバ及び表示器付きドライバ
クラスE:電気指示計付きドライバ
b) タイプⅡ:プリセット式トルクツール(附属書B参照)
クラスA:目盛付きトルク可変形レンチ及び表示器付きトルク可変形レンチ
クラスB:トルク固定形レンチ
クラスC:目盛なしトルク可変形レンチ
クラスD:目盛付きトルク可変形ドライバ及び表示器付きトルク可変形ドライバ
クラスE:トルク固定形ドライバ
クラスF:目盛なしトルク可変形ドライバ
クラスG:目盛付きたわみバー トルク可変形レンチ
5
要求事項
5.1
設計適合試験
5.1.1
一般
製造業者は,5.1.2〜5.1.7の規定に適合しているかどうか検証するために,トルクツールのサンプルを試
験しなければならない。
5.1.2
角ドライブの割当て
角ドライブの寸法は,トルクツールの最大トルクに関係し,表1の値を満足するよう割り当てる。
注記 例えば,呼び寸法12.5 mmの角ドライブに適用できる最大トルクは,340 N·m以下である。
表1−角ドライブの割当て
最大トルク
N·m
角ドライブの呼び寸法a)
mm
30
6.3
135
10
340
12.5
1 000
20
2 100
25
注a) JIS B 4636-2の角ドライブ呼び寸法に一致している。
5.1.3
測定範囲
この規格に従った要求事項及び試験方法は,トルクツールの最大トルクの20 %〜100 %を規定の測定
範囲とする。
タイプⅠのトルクツールのスケールは,ゼロ位置に印を付けなければならない。
4
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.4
スケール
スケールの目盛線の間隔は,最大値の5 %を超えてはならない。
5.1.5
許容差
5.1.5.1
指示式トルクツール(タイプⅠ)
ツールによって指示されたトルク値の,同時に指示された校正装置の値からの許容差は,表2による。
表2−許容差(タイプⅠ)
クラスa)
最大トルク
10 N·m以下
最大トルク
10 N·m超え
A,D
±6 %
B,C,E
±6 %
±4 %
注a) 電気指示計(クラスC及びE)及び表示器(クラスB及びD)付きトルクツ
ールの場合,許容差は表示器の分解能による誤差を含んでいる。
5.1.5.2
プリセット式トルクツール(タイプⅡ)
スケール又は表示器上でセットしたトルク値(クラスA,D,G),又は公称値(クラスB,E)の,校正
装置の指示値からの許容差は,表3による。
表3−許容差(タイプⅡ,クラスA,B,D,E,G)
クラスa)
最大トルク
10 N·m以下
最大トルク
10 N·m超え
A,B
± 6 %
± 4 %
D,E,G
± 6 %
注a) 表示器(クラスA及びD)付きトルクツールの場合,許容差は表示器の分解
能による誤差を含んでいる。
トルクのセット値の,校正装置の指示値からの許容差は,表4による。
表4−許容差(タイプⅡ,クラスC,F)
クラス
最大トルク
10 N·m以下
最大トルク
10 N·m超え
C
±6 %
±4 %
F
±6 %
クラスC及びFに対しては,トルクのセット値は6.4によって得られる10回の読み値の算術平均に等し
い。
5.1.6
過負荷試験
試験に供するトルクツールはすべて,最大トルク(100 %)にセットした後,各作用方向に最大容量の
125 %まで(タイプⅡのクラスB及びクラスEは公称容量まで)3回の負荷を行わなければならない。こ
れは,限界式トルクツールには適用しない。
過負荷試験後,トルクツールは5.1.5に規定する許容差内になければならない。また,トルクの精度及び
5
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
安全性を損なうような物理的損傷があってはならない。
5.1.7
耐久試験
試験に供するトルクツールは,すべて作用方向に最大容量(タイプⅡのクラスB及びクラスEは公称容
量)で5 000回の繰り返し負荷を行わなければならない。繰り返し速度は,毎分5〜10回とする。
耐久試験後,トルクツールは5.1.5に規定する許容差内になければならない。また,トルクの精度及び安
全性を損なうような物理的損傷があってはならない。
5.2
品質適合試験
すべてのトルクツールは,6.1〜6.4によって試験しなければならない。また,5.1.5の要求事項に従わな
ければならない。
5.3
再校正
5.3.1
校正方法
すべてのトルクツールは,6.1〜6.4によって試験しなければならない。また,5.1.5の要求事項に従わな
ければならない。
注記 5.2で行う品質適合試験が初回の“校正”と考えられるので,ここでは“再校正”という考え方
になっている。再校正は使用者の判断によって行う。
5.3.2
校正周期
トルクツールは,計測器と考えなければならない。使用者が計測器の管理手順を利用する場合には,ト
ルクツールもこの手順に含めなければならない。校正周期は,使用環境条件及び保管条件,並びに要求精
度,使用頻度及び使用中の代表的な負荷値のような因子を基礎として選択しなければならない。校正周期
は,計測器の管理手順に従い,また,再校正で得られたデータを評価して,最適化しなければならない。
使用者が管理手順を利用しない場合には,再校正周期の初期設定値として,12か月又は約5 000回の使
用期間を適用することができる。初めの再校正に対して,有効期間は,使用者が初めてトルクツールを使
用したときから数える。
これらの仕様に加えて,法規及び/又は社内規格を遵守しなければならない。
トルクツールは,5.1.6で与えられる以上の過負荷を受けた場合,修理した場合,又は測定の誤差に影響
を及ぼすかもしれない不適切な取扱いを行った場合には再校正しなければならない。
6
校正
6.1
校正装置
校正装置の計測の最大許容不確かさは指示値の1 %でなければならない。計測の不確かさは,包含係数
k=2として,“計測における不確かさの表現のガイド(GUM)”に従って計算しなければならない。
校正装置は,校正開始前にゼロにセットしなければならない。
6.2
校正温度
校正における温度変動は,±1 ℃を超えてはならない。この温度は,18〜28 ℃の範囲(最大相対湿度は
90 %)になければならない。温度は校正証明書に記載しなければならない。
6.3
校正条件
6.3.1
校正開始前に,次の事項を確認しなければならない。
a) 校正装置は,図1,図2又は図3の方向に設置する。
b) スケール又はダイヤル付きのタイプⅠのトルクツールに対しては,読み取り方向はスケール又はダイ
ヤルに垂直とする(視差補償)。
6
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 指示式トルクツール(タイプⅠ)に対しては,6.4によって試験を行う前に,作用方向に最大値までの
予備負荷を1回行って除荷した後に,指針又は電気的指示をゼロにセットする。他の作用方向に対し
てもこの手順を繰り返す。
d) プリセット式トルクツール(タイプⅡ)に対しては,6.4によって試験を行う前に,それぞれ最大容量
(トルクツールの公称容量)で,作用方向に,測定を行わずに5回の負荷をかけ,慣らしを行ってお
く。他の作用方向に対してもこの手順を繰り返す。
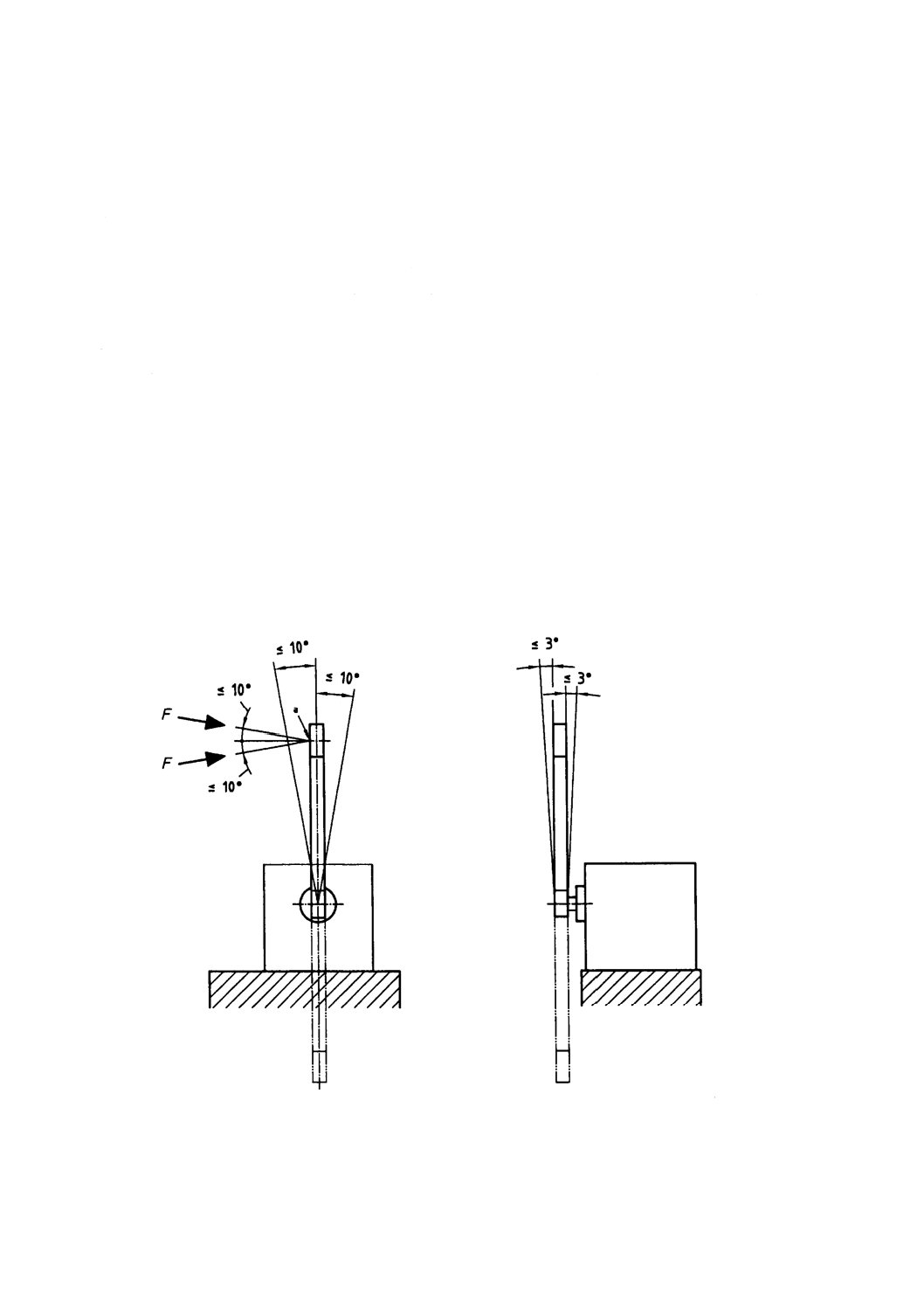
e) 作用力Fは,図1及び図2に規定する範囲内で,グリップの中心又は印が付けられている負荷点で力
を加える。
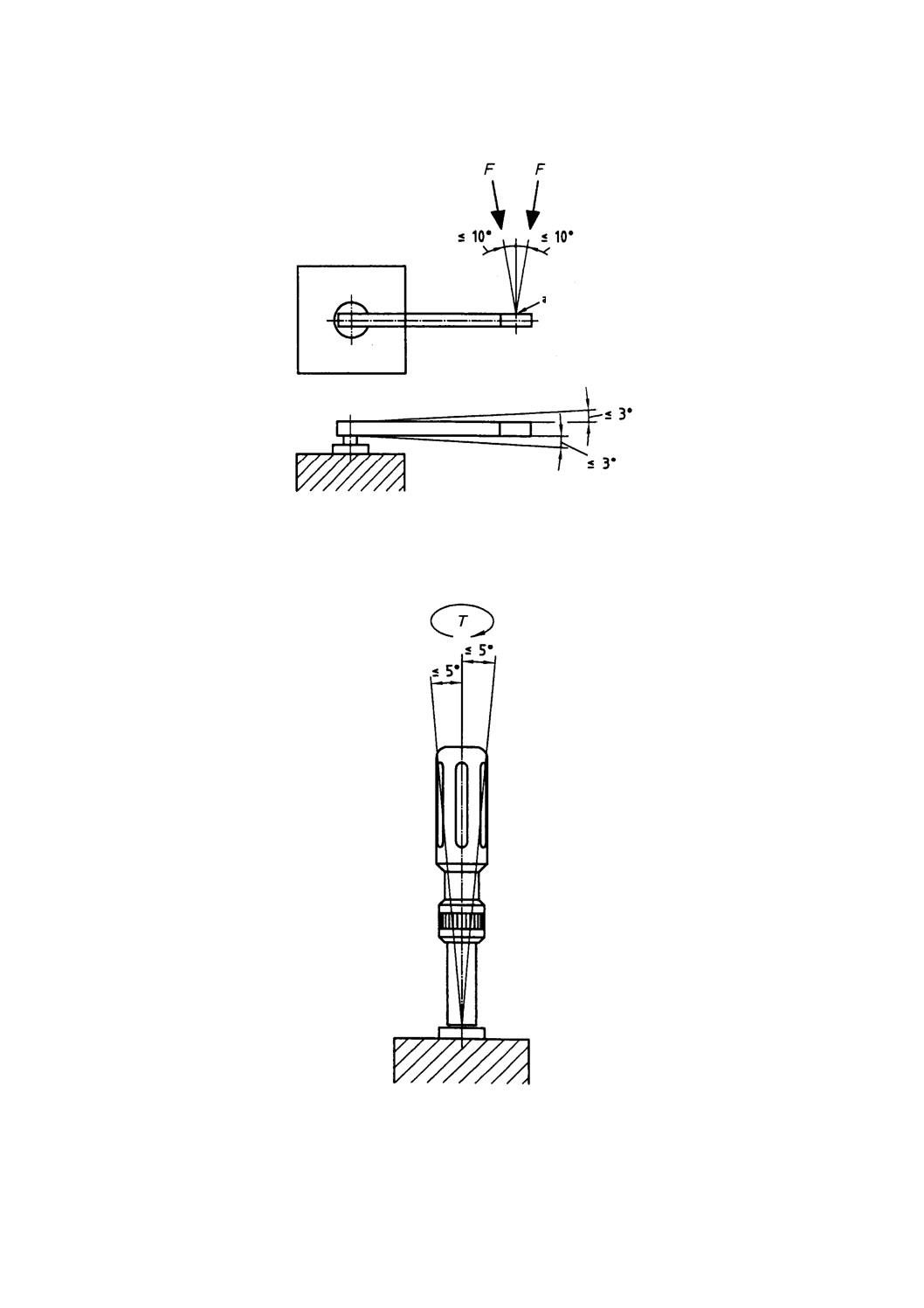
f)
トルクドライバ又はT形トルクレンチに対しては,図3に規定する範囲内で作用トルクTを負荷する。
注記 T形トルクレンチとは,クラスAのねじりバー形レンチに代表されるようなT形状のレンチ
を指す(図A.1参照)。
6.3.2
タイプⅠのトルクツールは,増加力で,個々のトルク値を指示するまで校正装置で負荷しなければ
ならない。タイプⅡのプリセット式トルクツールは,増加力で,個々の目標トルク値のおおよそ80 %ま
で校正装置で負荷しなければならない。80 %から最終の目標トルク値までは,0.5〜4 sの時間でゆっくり
と均一に負荷しなければならない。
タイプⅠのトルクツールに対しては,負荷が測定トルク値を超えた場合,その回の校正をゼロ位置から
やり直さなければならない。
タイプⅡのトルクツールは,クラスB及びクラスEを除き,より低い値から始めて,それぞれの試験値
に調整しなければならない。
注a) 線接触,グリップの中心又は印が付けられている負荷点
図1−垂直位置におけるレンチの試験
)
7
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 線接触,グリップの中心又は印が付けられている負荷点
図2−水平位置におけるレンチの試験
図3−水平及び垂直位置におけるトルクドライバ及びT形トルクレンチの試験
)
8
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
校正手順
トルクツールは,最大トルクの20 %から始め,続けて約60 %,最後に100 %の値(又は,タイプⅡ
のクラスB及びクラス Eのツールに対しては,公称値又はセット値)で試験しなければならない。
最大トルクの20 %の目盛が存在しない場合は,次に低い目盛で許容差を決定しなければならない。
作用方向ごとに,測定回数は次のとおりでなければならない。
タイプⅠ,全クラス:
測定点ごとに連続5回
タイプⅡ,クラスA,D,G: 測定点ごとに連続5回
タイプⅡ,クラスB,E:
公称値又はセット値で5回
タイプⅡ,クラスC,F:
測定点ごとに連続10回
すべての読み値が5.1.5で規定した許容差内になければならない。また,すべての読み値を記録しなけれ
ばならない。
偏差の評価は,次の式によって求める。
100
)
(
(%)
r
r
a
s
×
−
=
x
x
x
A
ここに, As (%): トルクツールの偏差の計算値
xa: トルクツールの指示値
xr: 参照値(校正装置によって決定する。)
6.5
校正例
校正例を,次に示す。
例1 指示式及びプリセット式トルクツール(タイプⅡのクラスC及びクラスFを除く)の偏差の計
算
− ダイヤル,機械式スケール又は表示器の指示値(タイプⅠのクラスA,B,C,D,E),
− 機械式スケール又は表示器のセット値(タイプⅡのクラスA,D,G),又は
− 公称値(タイプⅡのクラスB,E):
m
N
100
a
=
x
− 参照値(校正装置によって決定する。):
xr1 = 104 N・m
xr2 = 96 N・m
xr3 = 103 N・m
xr4 = 99 N・m
xr5 = 101 N・m
− トルクツールの偏差の計算値(%):
%
85
.3
104
100
)
104
100
(
s1
−
=
×
−
=
A
%
17
.4
96
100
)
96
100
(
s2
=
×
−
=
A
%
91
.2
103
100
)
103
100
(
s3
−
=
×
−
=
A
9
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
%
01
.1
99
100
)
99
100
(
s4
=
×
−
=
A
%
99
.0
101
100
)
101
100
(
s5
−
=
×
−
=
A
例2 目盛なしトルク可変形プリセット式トルクツール(タイプⅡのクラスC及びクラスF)の偏差
の計算
− (校正装置によって決定する)10個の参照値の算術平均から求めたセット値:
m
N
2.
100
10
5.
102
5.
100
101
97
98
101
99
103
96
104
10
r10
r2
r1
a
=
+
+
+
+
+
+
+
+
+
=
+
+
=
x
x
x
x
− 参照値(校正装置によって決定する。):
xr1 = 104 N・m
xr2 = 96 N・m
xr3 = 103 N・m
xr4 = 99 N・m
xr5 = 101 N・m
xr6 = 98 N・m
xr7 = 97 N・m
xr8 = 101 N・m
xr9 = 100.5 N・m
xr10 = 102.5 N・m
− トルクツールの偏差の計算値(%):
%
65
.3
104
100
)
104
2.
100
(
s1
−
=
×
−
=
A
%
38
.4
96
100
)
96
2.
100
(
s2
=
×
−
=
A
%
72
.2
103
100
)
103
2.
100
(
s3
−
=
×
−
=
A
%
21
.1
99
100
)
99
2.
100
(
s4
=
×
−
=
A
%
79
.0
101
100
)
101
2.
100
(
s5
−
=
×
−
=
A
%
24
.2
98
100
)
98
2.
100
(
s6
=
×
−
=
A
%
30
.3
97
100
)
97
2.
100
(
s7
=
×
−
=
A
%
79
.0
101
100
)
101
2.
100
(
s8
−
=
×
−
=
A
%
30
.0
5.
100
100
)5.
100
2.
100
(
s9
−
=
×
−
=
A
10
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
%
24
.2
5.
102
100
)5.
102
2.
100
(
s10
−
=
×
−
=
A
7
表示
トルクツールには,少なくとも次の情報を,恒久的,かつ,明確に表示しなければならない。
a) 最大トルク
b) 測定単位
c) 作用方向(ただし,作用方向が片側だけのツール)
d) 製造業者名若しくは販売業者名又はいずれかの商標
e) 校正証明書を添付する場合,トルクツールには製造番号又は識別番号を付さなければならない。必要
な場合は,識別番号は校正機関によって割り当てられなければならない。
11
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
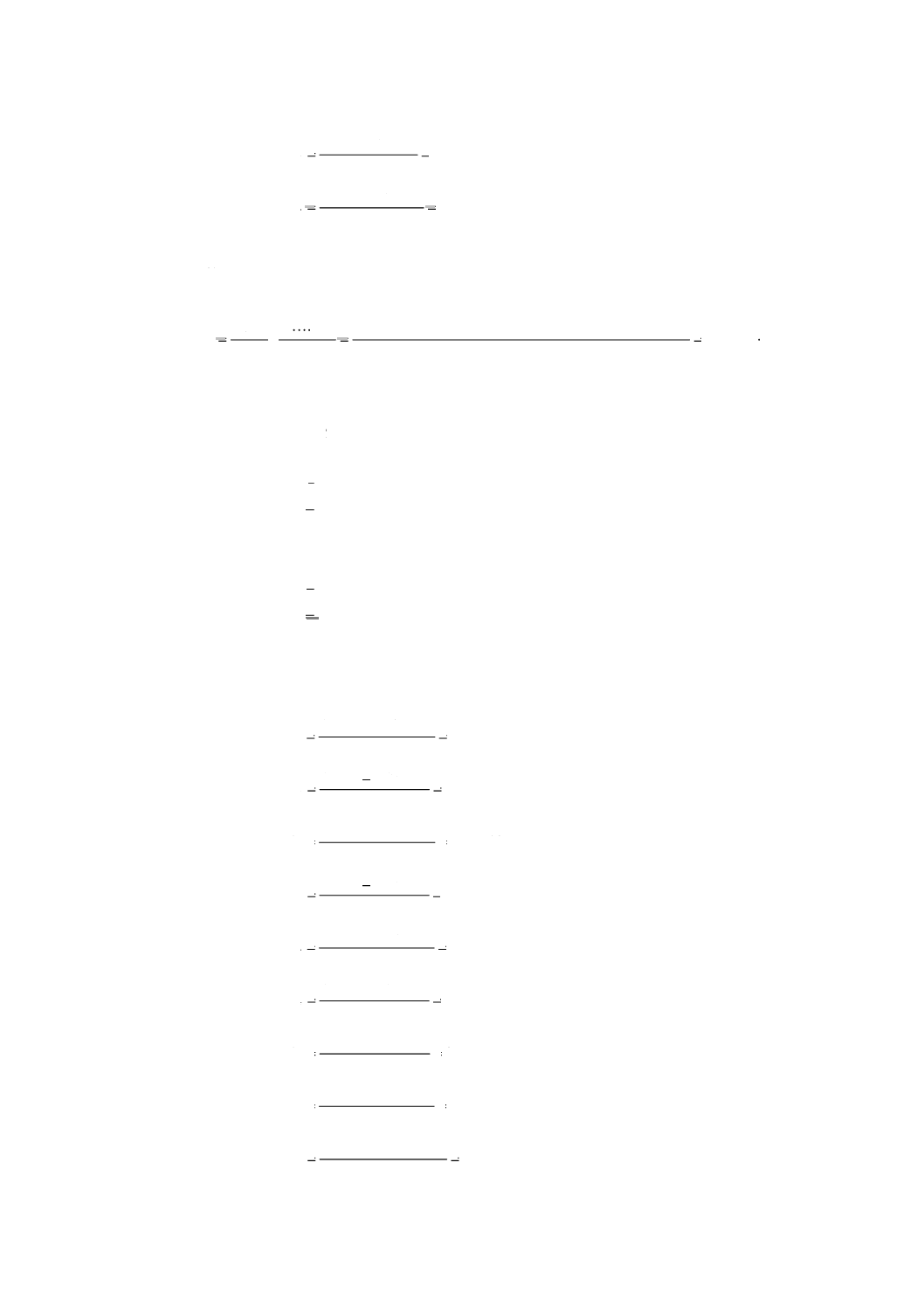
附属書A
(規定)
指示式トルクツール:タイプⅠ
序文
この附属書は,指示式トルクツール(タイプⅠ)の一例を示す。
図A.1−クラスA:ねじりバー形レンチ及びたわみバー形レンチ
図A.2−クラスB:スケール付きハウジング形レンチ,ダイヤル付き
ハウジング形レンチ及び表示器付きハウジング形レンチ
図A.3−クラスC:電気指示計付きハウジング形レンチ
12
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
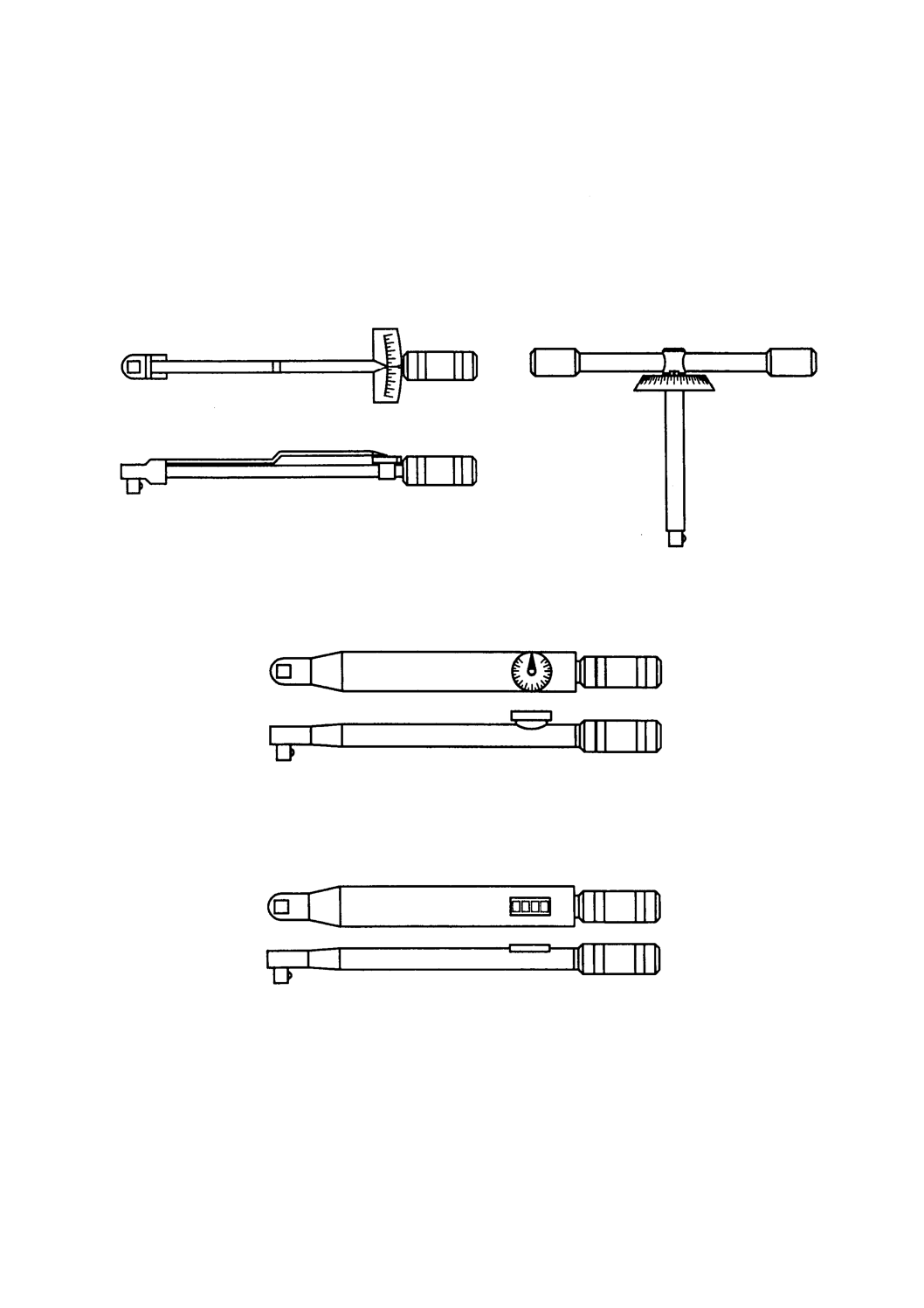
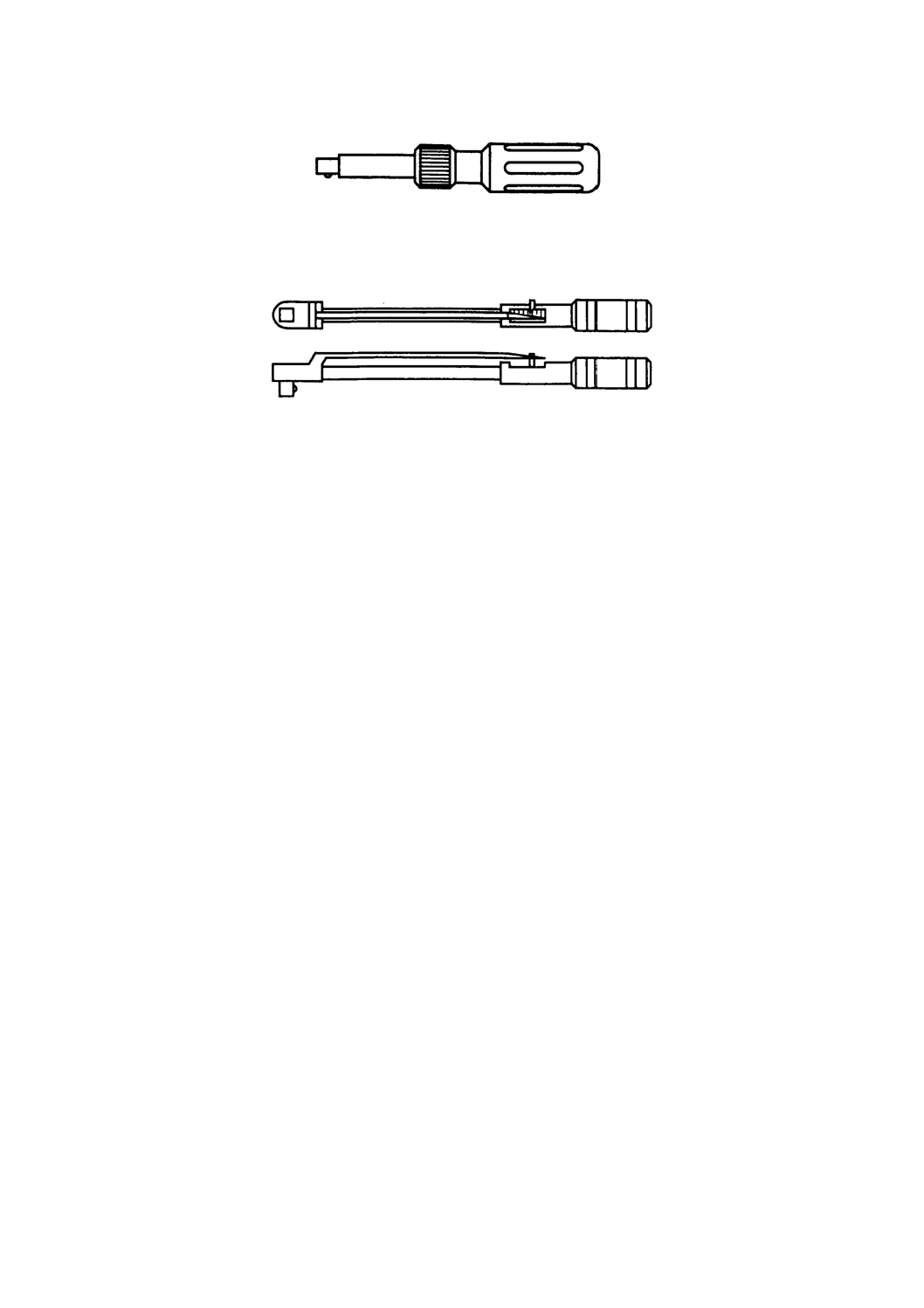
図A.4−クラスD:スケール付きドライバ,ダイヤル付きドライバ及び表示器付きドライバ
図A.5−クラスE:電気指示計付きドライバ
13
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
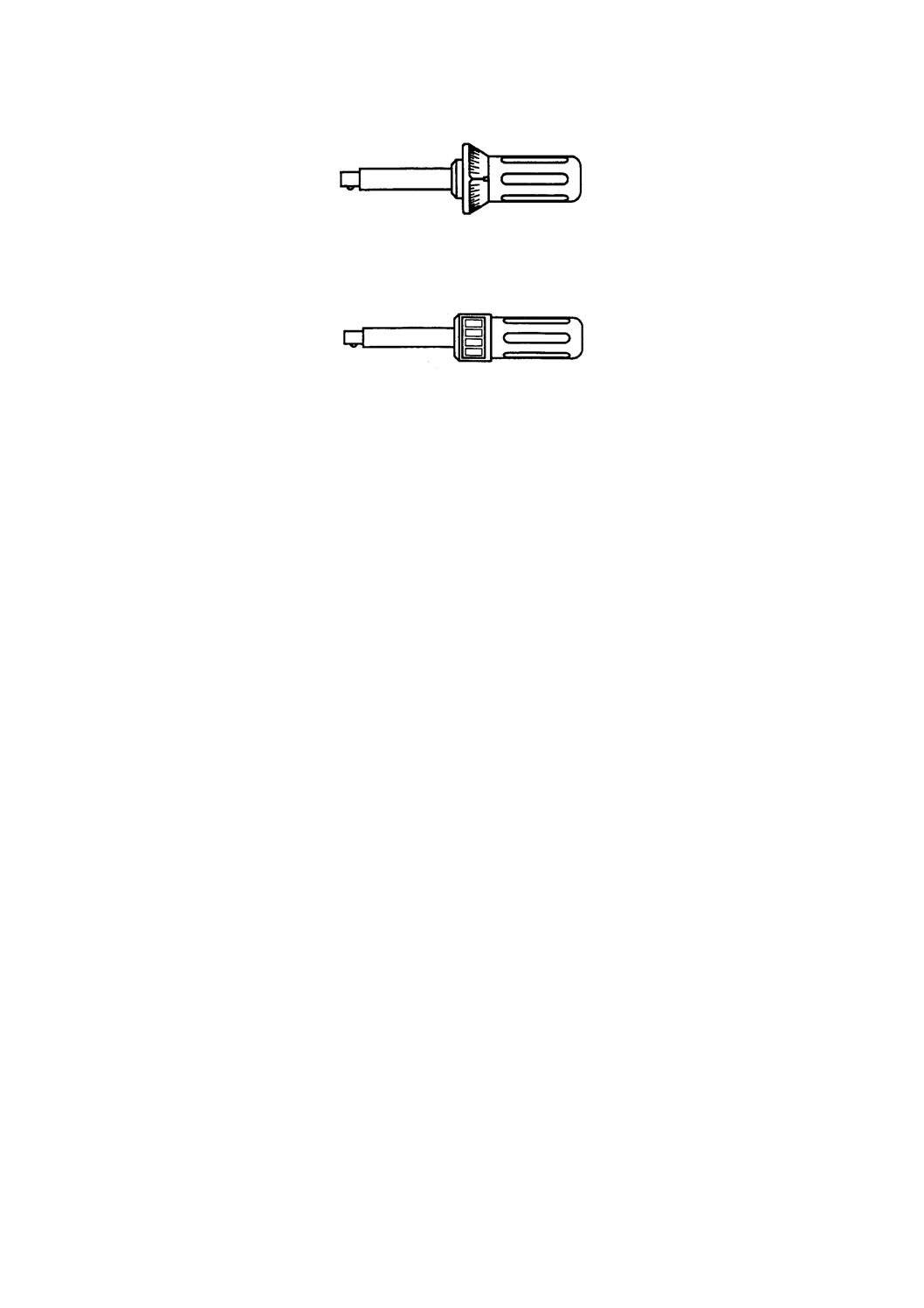
附属書B
(規定)
プリセット式トルクツール:タイプⅡ
序文
この附属書は,プリセット式トルクツール(タイプⅡ)の一例を示す。
図B.1−クラスA:目盛付きトルク可変形レンチ及び表示器付きトルク可変形レンチ
図B.2−クラスB:トルク固定形レンチ
図B.3−クラスC:目盛なしトルク可変形レンチ
図B.4−クラスD:目盛付きトルク可変形ドライバ及び表示器付きトルク可変形ドライバ
図B.5−クラスE:トルク固定形ドライバ
14
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
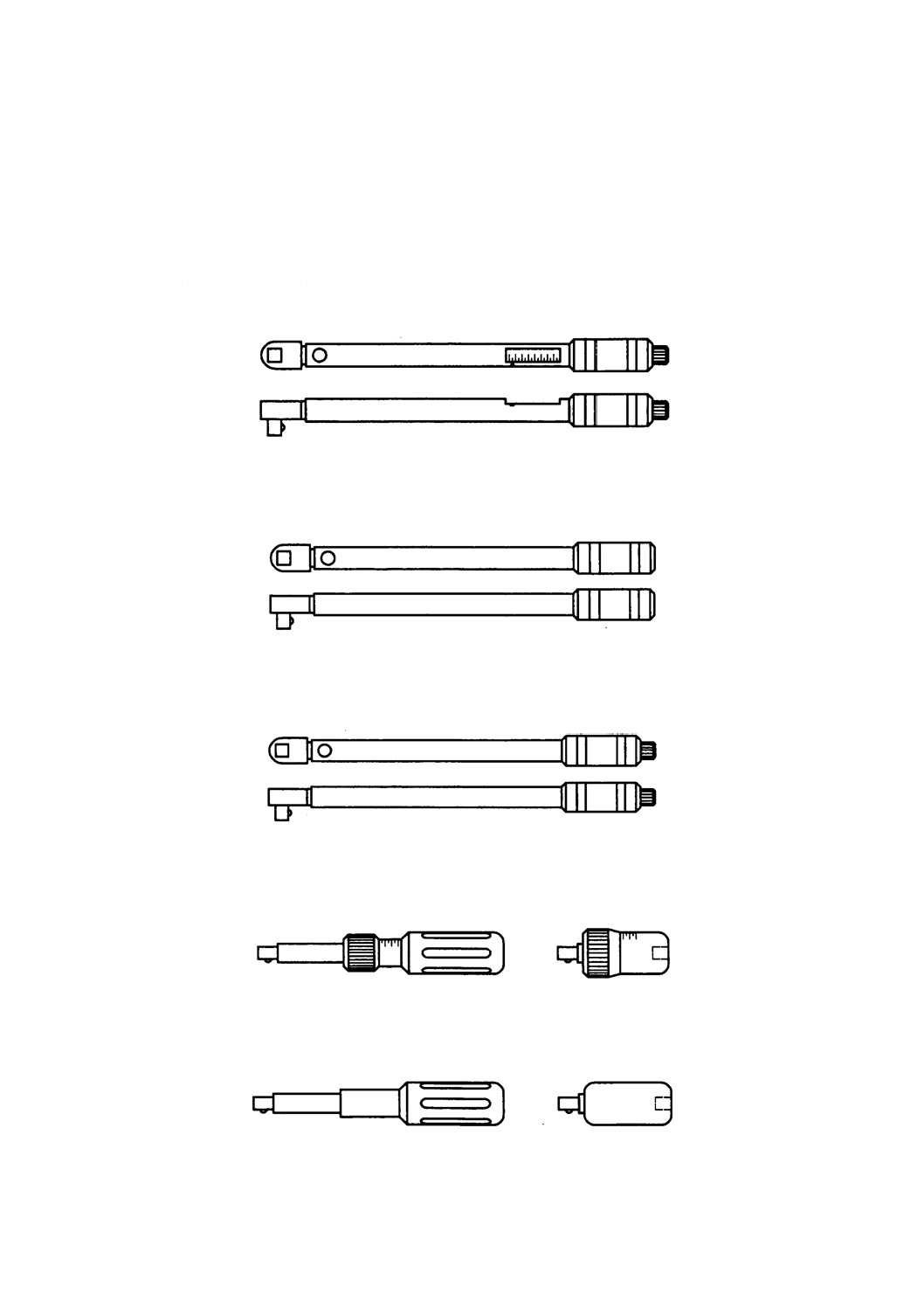
図B.6−クラスF:目盛なしトルク可変形ドライバ
図B.7−クラスG:目盛付きたわみバー トルク可変形レンチ
15
B 4652:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
参考文献
JIS B 4636-2:1998 ソケットレンチ−6.3〜25角ドライブ
JIS Q 9001:2000 品質マネジメントシステム−要求事項
ISO 1703:1983,Assembly tools for screws and nuts−Nomenclature
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS B 4652 手動式トルクツールの要求事項及び試験方法
ISO 6789:2003, Assembly tools for screws and nuts−Hand torque tools−
Requirements and test methods for design conformance testing,quality conformance
testing and recalibration procedure
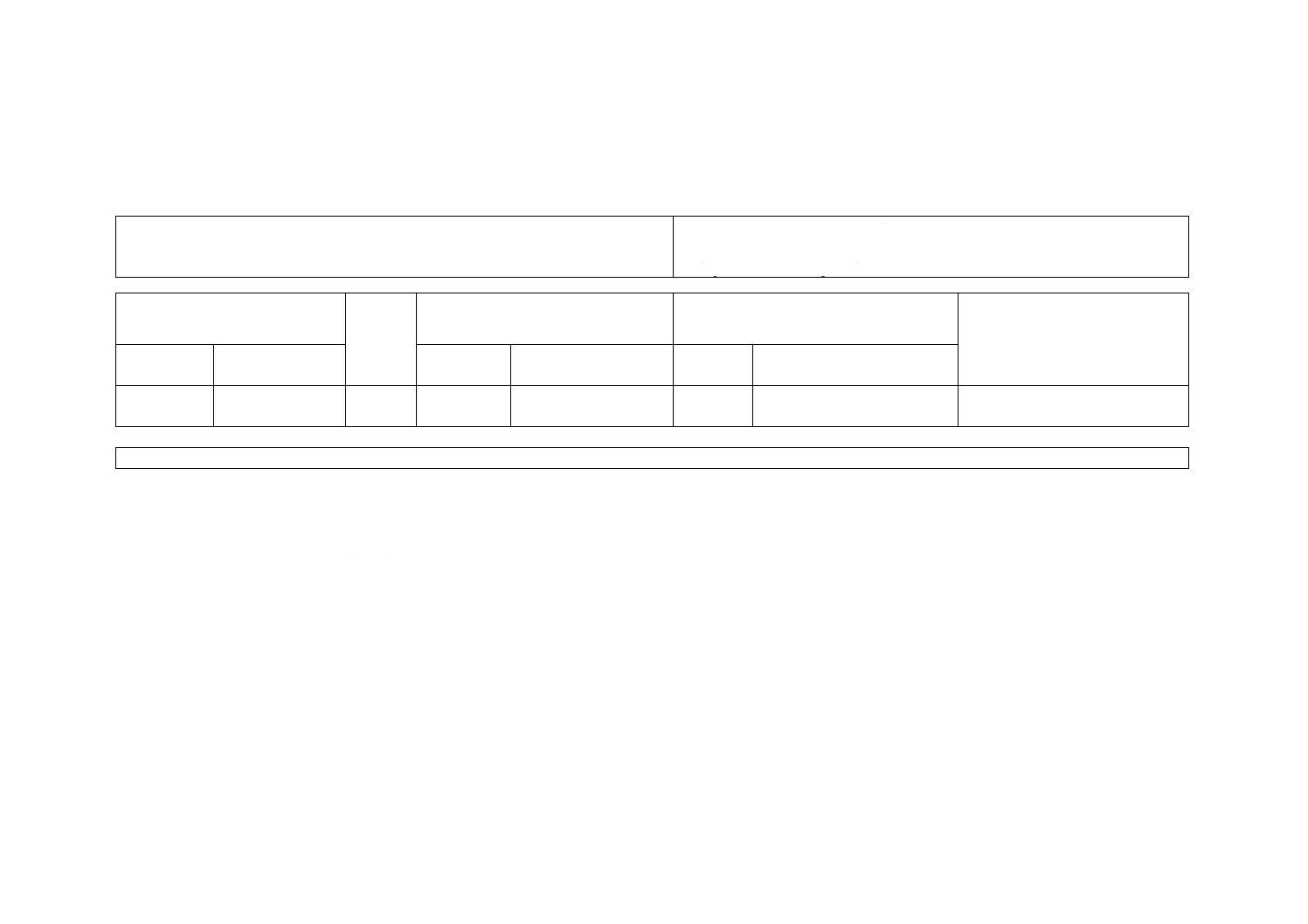
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 定義
3
追加
JIS Z 8103を追加した。
JISの用語を追加した。技術的差異
はない。
JISと国際規格との対応の程度の全体評価:ISO 6789:2003:MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ··············· 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ·············· 国際規格を修正している。
2
B
4
6
5
2
:
2
0
0
8