1
B
4
6
3
1
:
1
9
9
8
解
説
解説付表1 JISと対応する国際規格との対比表
JIS B 4631 : 1998 ラジオペンチ
ISO 5743 : 1988 プライヤ及びニッパ一般的な技術要求事項,ISO 5744 : 1988 ペンチ及びニッパ試験方法,ISO 5745 : 1988,ペンチ及びニ
ッパ寸法及び試験値
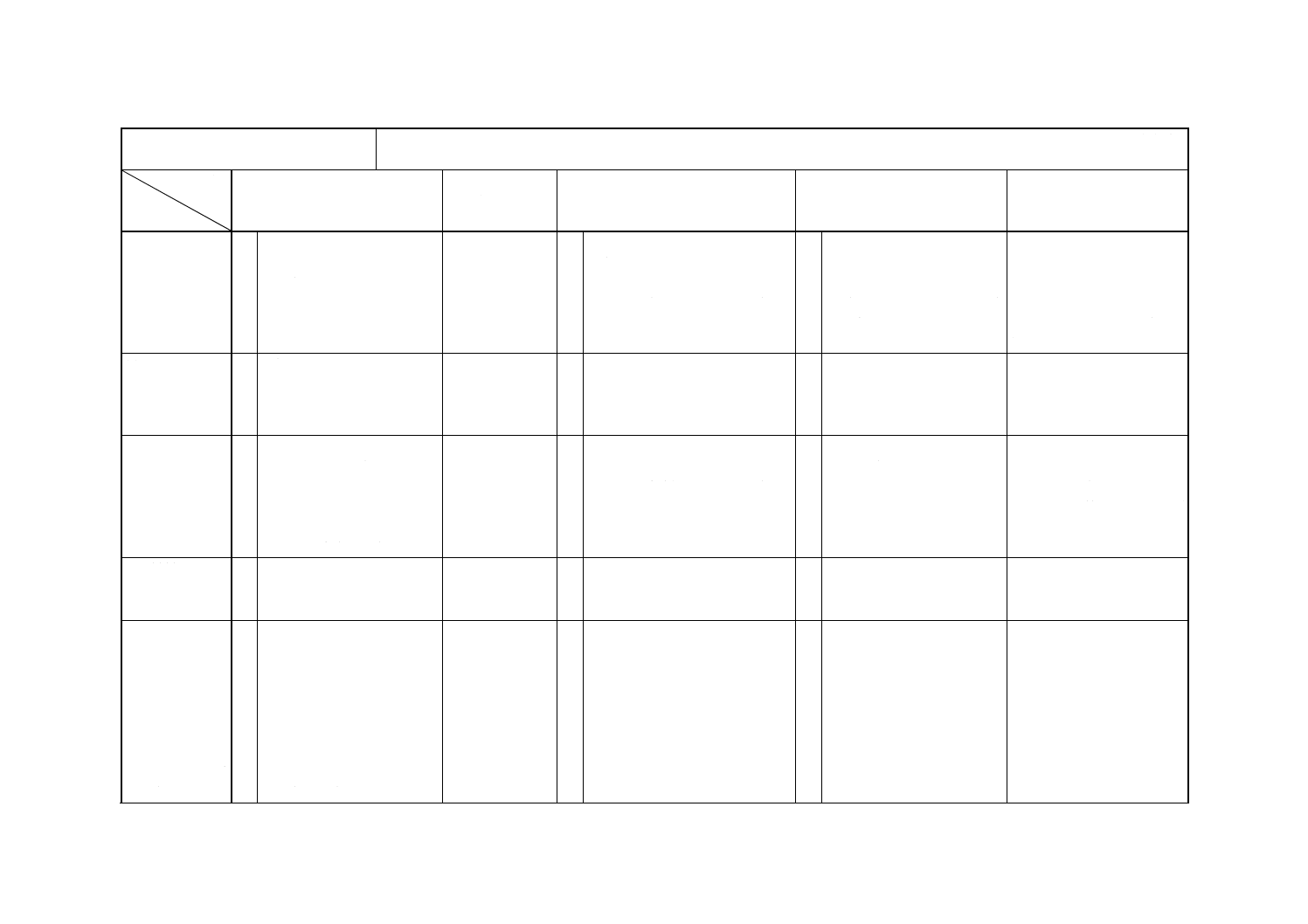
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○ 主に電子機器などの組立に
用いるラジオペンチについ
て規定。
国際規格によるI形ラジオペ
ンチについては,附属書に規
定
ISO 5743
ISO 5744
ISO 5745
○ 一般的な技術要求事項について
規定。
試壌方法について規定。
寸法及び試験値について規定。
ADP 旧JISを本体に,三つの国際
規格のうちラジオペンチに
関するものを一つにし,I形
ラジオペンチとして附属書
に規定。
JISはユーザの使いやすさ
を考慮して,一つの規格とし
た。また,国内の使用実態を
考慮して,附属書方式を採用
したが,次回の見直し時に具
体的な統一方法を検討する。
(2) 形状及び寸
法
○ 本体:長さ160の1種類につ
いて規定。
附属書:長さ140,160,200
の3種類について規定。
ISO 5745
○
ADP 寸法及び許容差が異なる。
(3) 品質
○
ISO 5743
ISO 5745
○ 一般的な技術要求事項について
規定。
寸法及び試験値について規定。
ADP
硬線用と軟線用とは別の刃
にするのが通常で,ISO規定
のように両方とも切れるよ
うに刃を調整するのは困難
である。
(3.1) 切れ味
本体:試険用鉄線及び切断力
を規定。
附属書:試験用鋼線及び切断
力を規定。鋼線切断後の軟ワ
イヤ切断試験を規定。
試験用線材及び切断力が異
なる。
(4) 材料
○ 本体:SK7,S15CK及び規定
する品質と同等以上と規定
附属書:規定なし。
−
− ISOは規定なし。
(5) 試験方法
○
ISO 5744
○
ADP 具体的試験方法が異なる。
(5.1) 変形試険
本体:試験用鉄線を挟み,柄
部に規定荷重を1分間加え,
試験前後の差を測定。
附層書:試験片を挟み,規定
荷重を4回加え,試験前後の
差を測定。
ADP 具体的試験方法が異なる。
(5.2) ねじり試
験
本体:参考に記載。
附属書:規定なし
−
−