2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4614-1995
コンビネーションプライヤ
Slip joint combination pliers with cutters
1. 適用範囲 この規格は,つかむ物の大小に応じ,口の開きを変えることができ,かつ,口の奥で線材
を切ることができる刃部をもつ,コンビネーションプライヤ(以下,プライヤという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS G 3532 鉄線
JIS G 4104 クロム鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
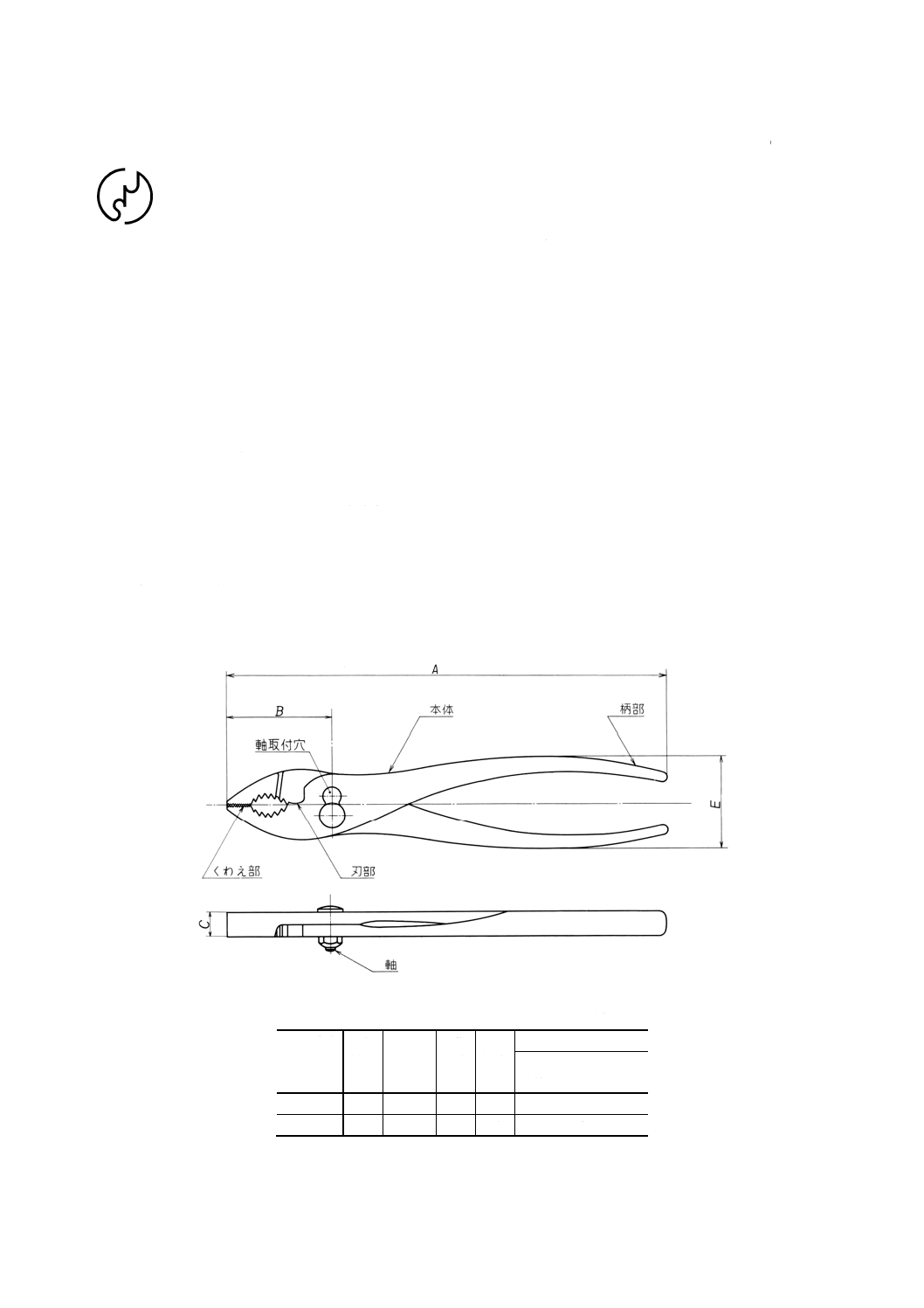
2. 形状・寸法 プライヤの形状及び寸法は,次のとおりとする。
(1) プライヤの形状は,原則として図1による。
(2) プライヤの寸法は,表1による。
図1 形状
表1 寸法
単位mm
呼び寸法
A
最小
B
C
最大
E
最大
参考
切断することができ
る線材の最大直径
150
150
42±3
11
45
3
200
200
45±3
12
50
4
3. 品質
2
B 4614-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
外観 プライヤの外観は,割れ,有害なきず,まくれ,さび,その他使用上有害な欠点がなく,仕
上げの程度は良好でなければならない。
3.2
機能 プライヤの結合部及び刃部の接触面は,すきまが少なく,かつ,本体の穴から穴への移動及
び口幅開きの開閉は,円滑でなければならない。
3.3
切れ味 プライヤの刃部のほぼ中央に表2の試験用鉄線(1)を挟み,柄部に荷重を加えて表2のトル
クを与えたとき,試験用鉄線が切断できなければならない。
注(1) 試験用鉄線は,JIS G 3532のSWM-Nとする。
表2 試験用鉄線及びトルク
単位mm
呼び寸法 試験用鉄線
の線径
トルク
(N・m)
150
2
33.34以下
200
2.6
51.98以下
3.4
機械的性質
3.4.1
変形 プライヤのくわえ部の先端から約2mmの箇所に,厚さ3.2mmの試験用鉄板又は直径3.2mm
の試験用鉄線を挟み,柄部最大幅のところに荷重を加えて表3のトルクを与えたとき,荷重時の変形及び
荷重を除いた後の永久ひずみは,表3に適合しなければならない。
表3 荷重時の変形及び荷重後の永久ひずみ
単位mm
呼び寸法 トルク
(N・m)
荷重時の変形(2) 荷重後の永久ひずみ(3)
150
62.76
2〜6
0.4以下
200
117.68
3〜10
0.5以下
注(2) 荷重時の変形とは,荷重を負荷する位置において,荷重を
加える前の寸法の読みと荷重を加えたときの寸法の読み
との差をいう。
(3) 荷重後の永久ひずみとは,荷重を負荷する位置において,
荷重を加える前の寸法の読みと荷重を除いた後の寸法の
読みとの差をいう。
3.4.2
硬さ プライヤのくわえ部から軸取付穴の部分までの硬さは,43〜55HRCとする。
なお,軸の硬さは,35〜44HRCとする。
4. 材料 プライヤ本体の材料は,JIS G 4104のSCr440,又は3.に規定する品質と同等以上の材料とする。
5. 検査 プライヤの検査は,次による。
(1) 形状・寸法検査 プライヤの形状及び寸法の検査は,直尺,ノギスなどを用いて行い,2.に適合しな
ければならない。
(2) 外観検査 プライヤの外観検査は,目視によって行い,3.1に適合しなければならない。
(3) 機能検査 プライヤの機能検査は,適切な用具又は感触によって行い,3.2に適合しなければならない。
(4) 切れ味検査 プライヤの切れ味検査は,3.3に適合し,また,各部に異常があってはならない。
(5) 変形検査 プライヤの荷重時の変形及び荷重後の永久ひずみの検査は,3.4.1に適合しなければならな
い。
(6) 硬さ検査 プライヤの硬さ検査は,JIS Z 2245によって行い,3.4.2に適合しなければならない。
3
B 4614-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,硬さの測定箇所は,くわえ部及び刃部になるべく近い2か所とする。
6. 製品の呼び方 プライヤの呼び方は,規格番号又は規格名称(4),及び呼び寸法による。
注(4) 規格名称は,プライヤと略してもよい。
例1. JIS B 4614 150
例2. プライヤ 200
7. 表示 プライヤには,適切な箇所に,製造業者名又はその略号を表示する。