2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4356-1996
ピニオンカッタ
Pinion type cutters
1. 適用範囲 この規格は,モジュールmが0.75〜12mm,基準圧力角αが20°であるインボリュート平
歯車の加工に用いるピニオンカッタ(以下,カッタという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0102 歯車用語
JIS B 0174 歯切工具用語
JIS B 0401 寸法公差及びはめあい
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1701 インボリュート歯車の歯形及び寸法
JIS B 4350 歯切工具−歯形及び寸法
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
JIS B 7519 指針測微器
JIS B 7523 サインバー
JIS B 7531 歯厚ノギス
JIS B 7533 てこ式ダイヤルゲージ
JIS B 7535 流量式空気マイクロメータ
JIS B 7725 ビッカース硬さ試験機
JIS B 7726 ロックウェル硬さ試験機
JIS G 4403 高速度工具鋼鋼材
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0102及びJIS B 0174による。
2
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 種類・等級 カッタの種類は,形状によって,ディスク形,ベル形及びシャンク形の3種類とし,等
級は,精度によって,AA級,A級及びB級の3等級とする。
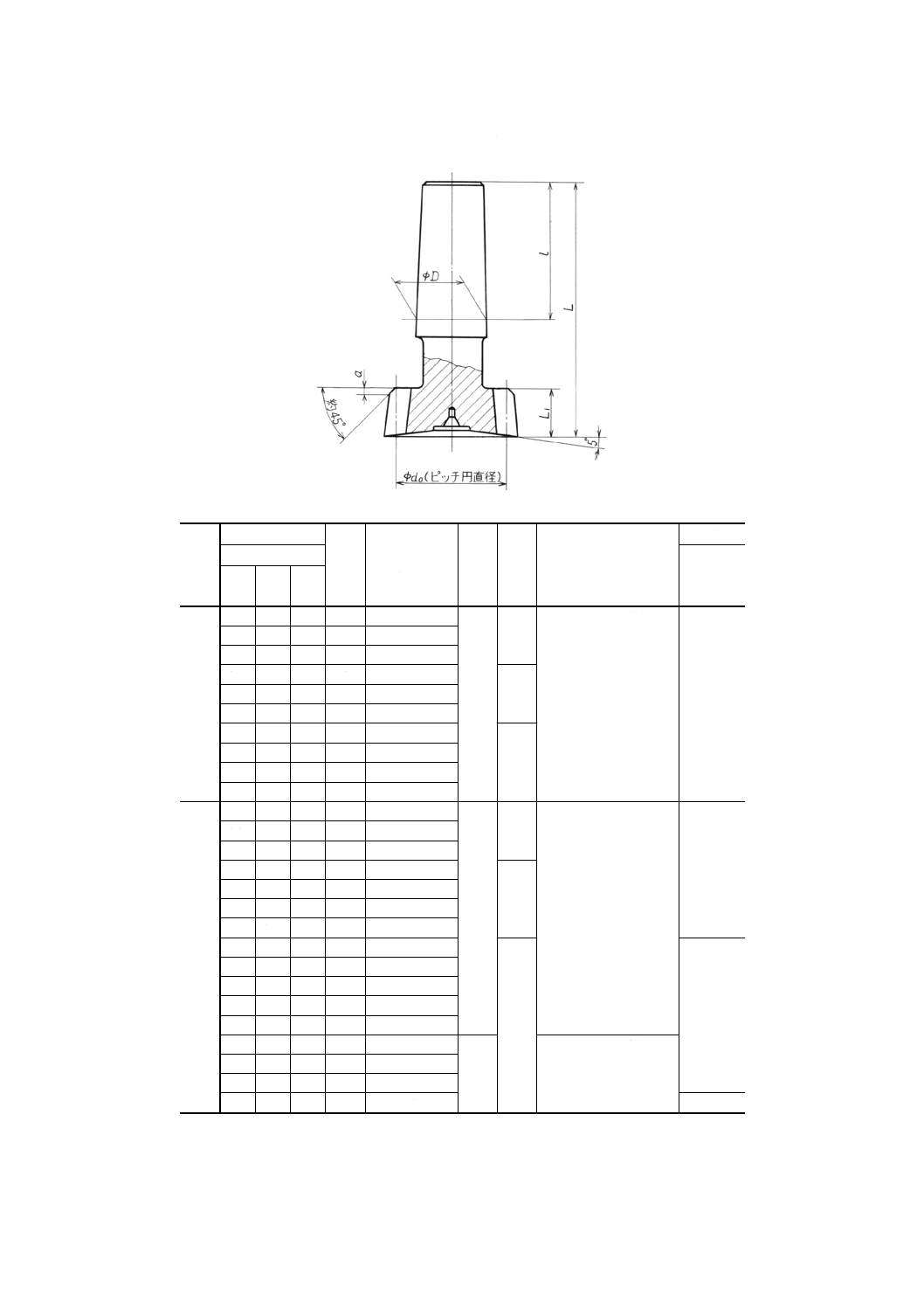
4. 形状・寸法 カッタの形状及び寸法は,表1〜表3による。その歯形は,JIS B 1701に規定する平歯
車を創成できる歯形とし基準ラック歯形は,JIS B 4350による。
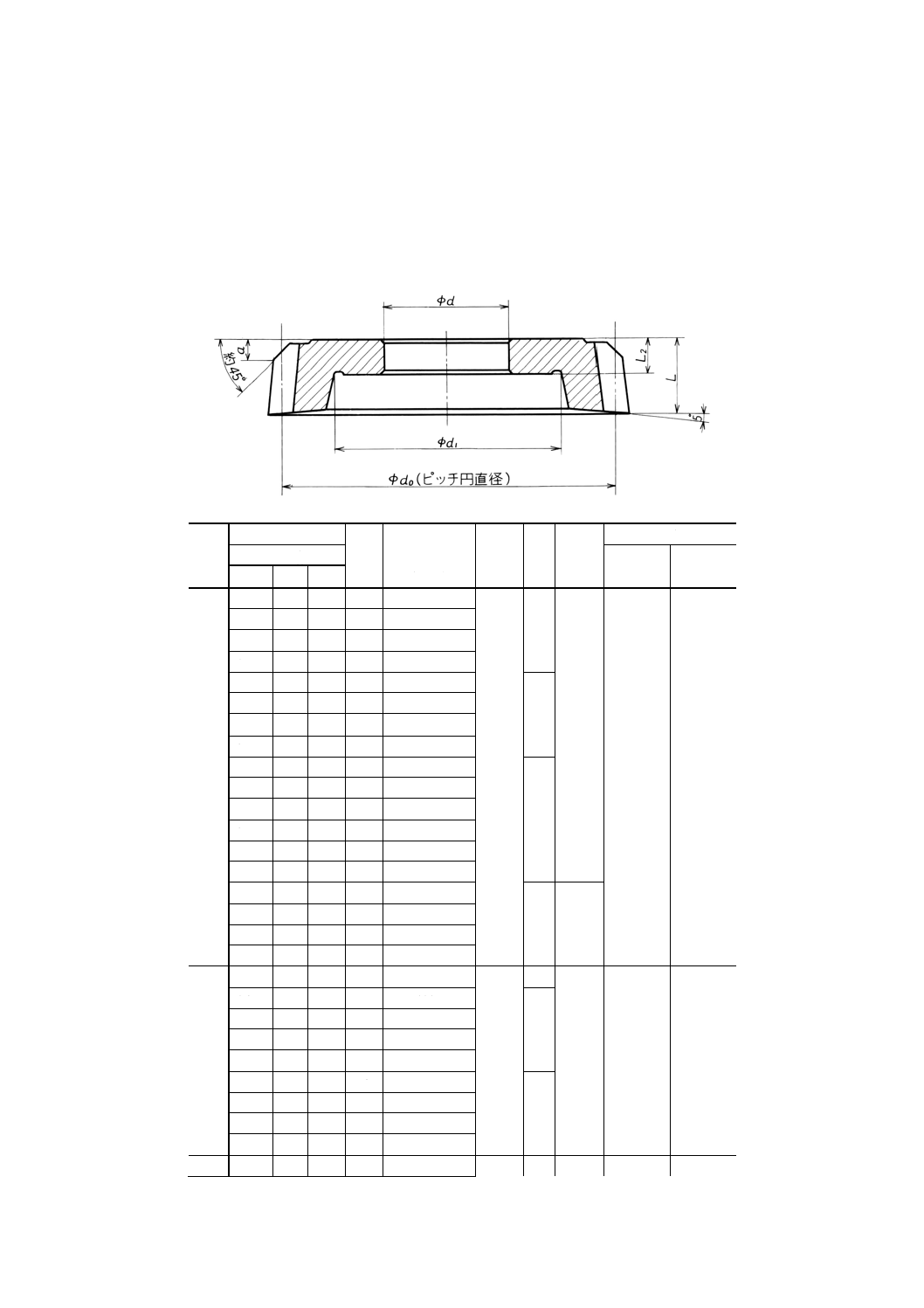
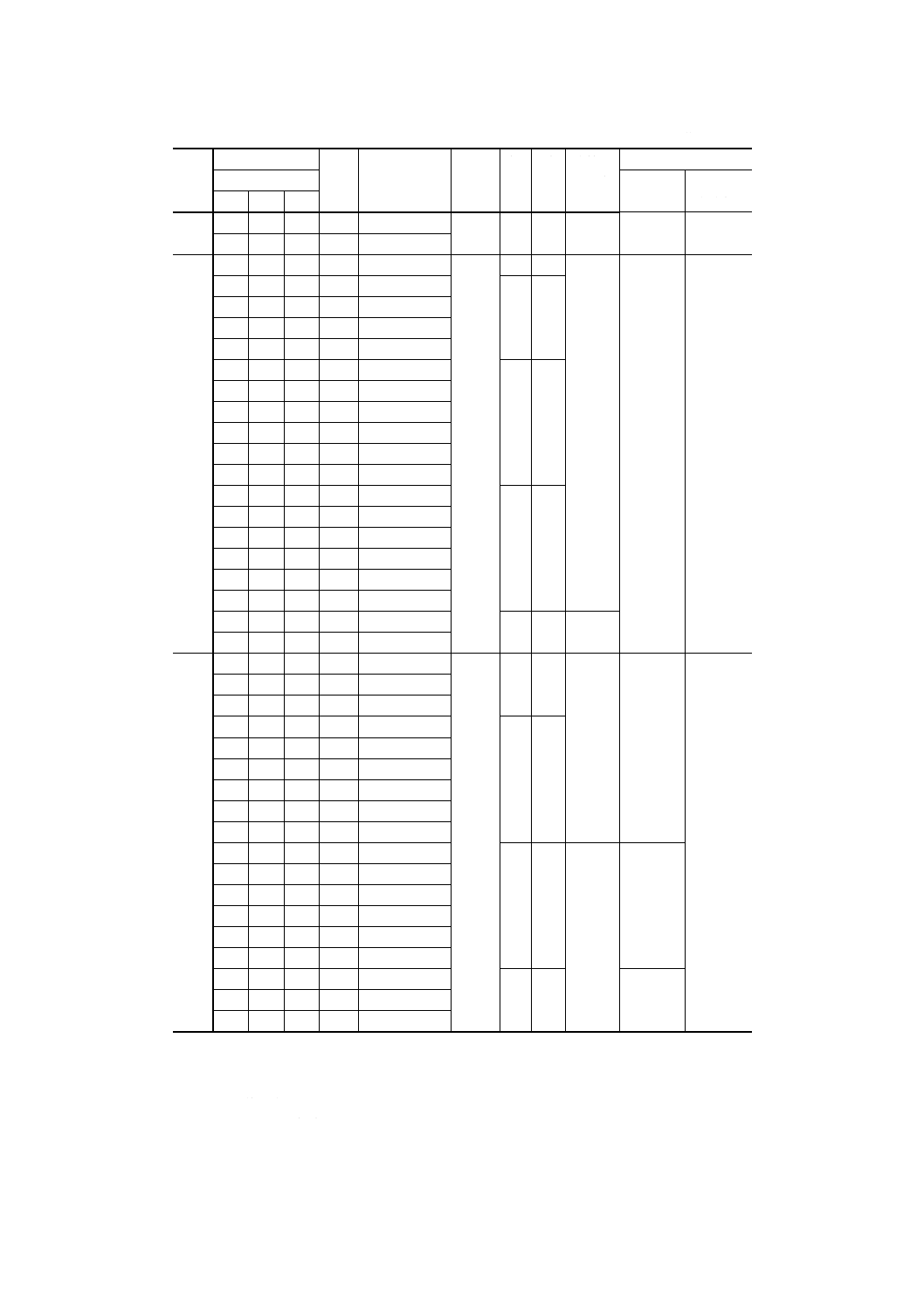
表1 ディスク形
単位mm
呼び
モジュール m
歯数
Z
ピッチ円直径
d0
(m×Z)
穴径d
幅
L
取付面
の厚さ
L2
参考
系列(1)
取付面径
d1
刃幅の面
取長さa
1
2
3
75
0.75
100
75
31.742
16
8
50
3
0.8
94
75.2
0.9
84
75.6
1
75
75
1.25
60
75
18
1.5
50
75
1.75
43
75.25
2
38
76
2.25
34
76.5
20
2.5
30
75
2.75
28
77
3
25
75
3.25
24
78
3.5
22
77
3.75
20
75
22
10
4
19
76
4.5
17
76.5
5
16
80
100
1
100
100
31.742
18
10
65
4.5
1.25
80
100
又は
20
1.5
67
100.5
44.450
1.75
58
101.5
2
50
100
2.25
45
101.25
22
2.5
40
100
2.75
37
101.75
3
34
102
3.25
31
100.75
3
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
呼び
モジュール m
歯数
Z
ピッチ円直径
d0
(m×Z)
穴径d
幅
L
取付面
の厚さ
L2
参考
系列(1)
取付面径
d1
刃幅の面
取長さa
1
2
3
3.5
29
101.5
3.75
27
101.25
24
4
25
100
4.5
23
103.5
5
20
100
5.5
19
104.5
6
17
102
6.5
16
104
28
12
7
15
105
125
1.5
84
126
44.450
22
10
85
4.5
1.75
72
126
2
63
126
2.25
56
126
24
2.5
50
125
2.75
46
126.5
3
42
126
3.25
39
126.75
3.5
36
126
3.75
34
127.5
26
12
4
32
128
4.5
28
126
5
25
125
5.5
23
126.5
6
21
126
6.5
20
130
30
7
19
133
8
17
136
150
1.75
86
150.5
44.450
24
12
95
4.5
2
75
150
2.25
67
150.75
26
2.5
60
150
2.75
55
151.25
3
50
150
3.25
47
152.75
3.5
43
150.5
3.75
40
150
28
14
4
38
152
4.5
34
153
5
30
150
5.5
28
154
6
25
150
6.5
24
156
32
7
22
154
8
19
152
9
17
153
10
15
150
4
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
呼び
モジュール m
歯数
Z
ピッチ円直径
d0
(m×Z)
穴径d
幅
L
取付面
の厚さ
L2
参考
系列(1)
取付面径
d1
刃幅の面
取長さa
1
2
3
175
2
88
176
44.450
26
14
110
4.5
2.25
78
175.5
28
2.5
70
175
2.75
64
176
3
58
174
3.25
54
175.5
3.5
50
175
3.75
47
176.25
30
4
44
176
4.5
39
175.5
5
35
175
5.5
32
176
6
29
174
6.5
27
175.5
34
7
25
175
8
22
176
9
19
171
10
18
180
11
16
176
36
16
12
15
180
注(1) モジュールの系列は,JIS B 1701による。
備考1. 穴径dの許容差は,AA級,A級及びB級の等級に応じ,それぞれJIS B 0401
に規定するH3,H4及びH5とする(許容差の数値は,表4に示す。)。
2. 幅L及び取付面の厚さL2の許容差は,JIS B 0405に規定する公差等級c(粗
級)とする。
3. 底面の逃げの形状及び寸法は,特に規定しない。
5
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
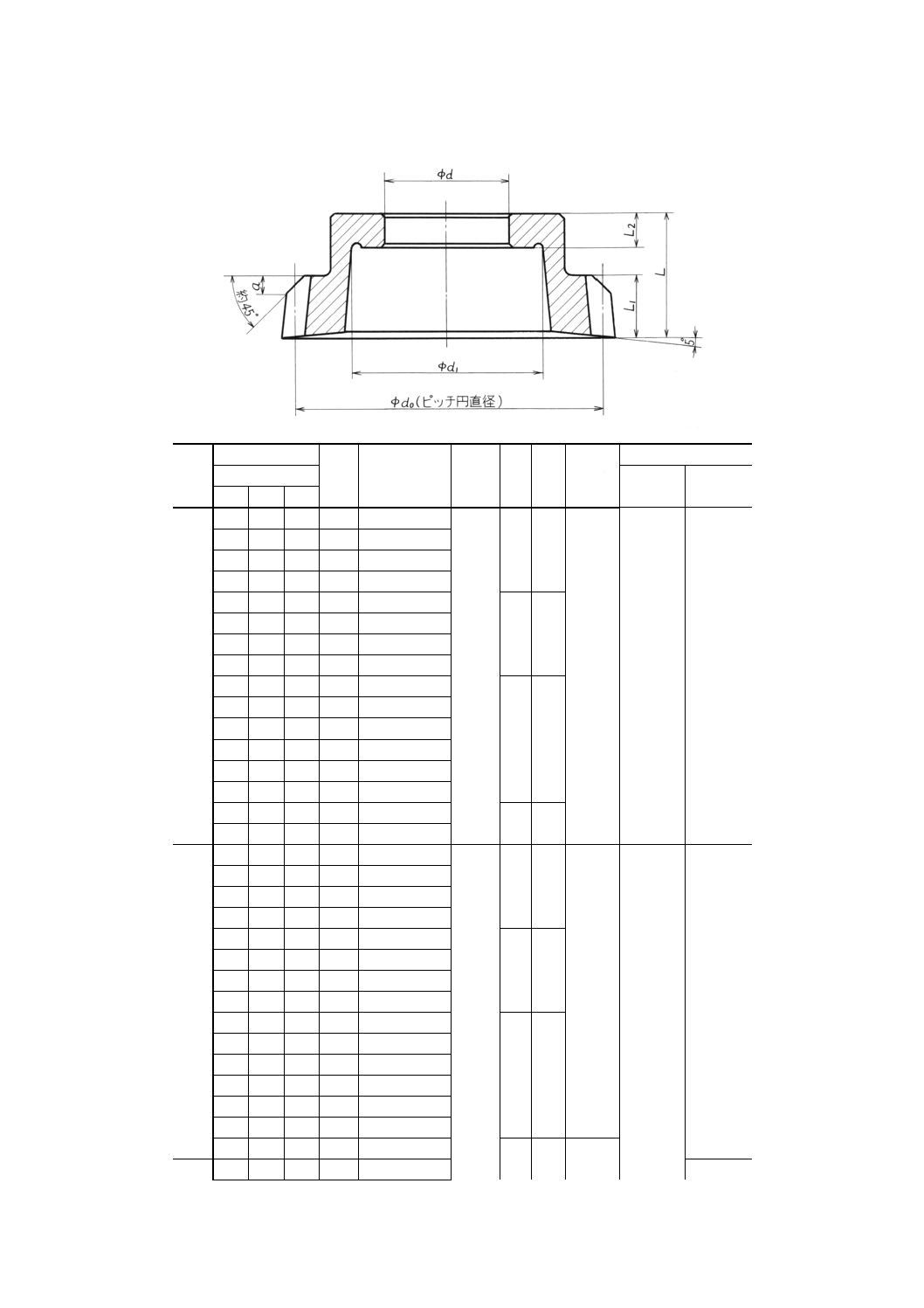
表2 ベル形
単位 mm
呼び
モジュールm
歯数
Z
ピッチ円直径
d0
(m×Z)
穴径
d
幅
L
刃幅
L1
取付面
の厚さ
L2
参考
系列(1)
取付面径
d1
刃幅の面
取長さa
1
2
3
50
0.75
67
50.25
19.050
30
12
8
28
3
0.8
63
50.4
0.9
56
50.4
1
50
50
1.25
40
50
32
14
1.5
34
51
1.75
29
50.75
2
25
50
2.25
23
51.75
34
16
2.5
24
60
2.75
22
60.5
3
20
60
3.25
19
61.75
3.5
18
63
3.75
16
60
38
18
4
15
60
75
0.75
100
75
31.742
34
16
8
50
3
0.8
94
75.2
0.9
84
75.6
1
75
75
1.25
60
75
36
18
1.5
50
75
1.75
43
75.25
2
38
76
2.25
34
76.5
38
20
2.5
30
75
2.75
28
77
3
26
78
3.25
24
78
3.5
23
80.5
3.75
21
78.75
42
22
10
4
20
80
6
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び
モジュールm
歯数
Z
ピッチ円直径
d0
(m×Z)
穴径
d
幅
L
刃幅
L1
取付面
の厚さ
L2
参考
系列(1)
取付面径
d1
刃幅の面
取長さa
1
2
3
4.5
18
81
5
16
80
100
1
100
100
31.742
38
18
10
65
4.5
1.25
80
100
又は
40
20
1.5
67
100.5
44.450
1.75
58
101.5
2
50
100
2.25
45
101.25
42
22
2.5
40
100
2.75
37
101.75
3
34
102
3.25
31
100.75
3.5
29
101.5
3.75
27
101.25
44
24
4
25
100
4.5
23
103.5
5
21
105
5.5
19
104.5
6
18
108
6.5
17
110.5
50
28
12
7
16
112
125
1.5
84
126
44.450
42
22
10
85
4.5
1.75
72
126
2
63
126
2.25
56
126
44
24
2.5
50
125
2.75
46
126.5
3
42
126
3.25
39
126.75
3.5
36
126
3.75
34
127.5
48
26
12
80
4
32
128
4.5
28
126
5
25
125
5.5
23
126.5
6
21
126
6.5
20
130
50
30
75
7
19
133
8
17
136
備考1. 穴径dの許容差は,AA級,A級及びB級の等級に応じ,それぞれJIS B 0401に規
定するH3,H4及びH5とする(許容差の数値は,表4に示す。)。
2. 幅L,刃幅L1及び取付面の厚さL2の許容差は,JIS B 0405に規定する公差等級c
(粗級)とする。
3. 取付面の逃げの形状及び寸法は,特に規定しない。
7
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 シャンク形
単位mm
呼び
モジュールm
歯数
Z
ピッチ円直径
d0
(m×Z)
全長
L
刃幅
L1
シャンクのテーパ
参考
系列(1)
刃幅の
面取長さ
a
1
2
3
25
0.75
34
25.5
80
10
モールステーパ番号2
2
0.8
32
25.6
0.9
28
25.2
1
25
25
12
1.25
20
25
1.5
17
25.5
1.75
15
26.25
15
2
13
26
2.25
12
27
2.5
10
25
38
0.75
51
38.25
100
12
モールステーパ番号3
又はF形テーパ
2
0.8
48
38.4
0.9
43
38.7
1
38
38
15
1.25
31
38.75
1.5
26
39
1.75
22
38.5
2
19
38
18
3
2.25
17
38.25
2.5
16
40
2.75
14
38.5
3
13
39
3.25
13
42.25
125
モールステーパ番号4
3.5
13
45.5
3.75
13
48.75
4
13
52
備考1. 全長L,刃幅L1の許容差は,JIS B 0405に規定する公差等級c(粗級)とする。
2. シャンクは,附属書1による。
8
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 品質
5.1
外観 カッタの外観は,地きず,割れ,有害なまくれ,きず,さびなどの欠点がなく,仕上げは良
好でなければならない。
5.2
表面粗さ カッタの刃部の表面粗さは,7.1に規定する試験を行ったとき,すくい面においてJIS B
0601に規定する0.80μmRa (3.2μmRy) とする。
5.3
硬さ カッタの刃部の硬さは,7.2に規定する試験を行ったとき,63HRC又は772HV以上とする。
5.4
精度 カッタの精度は,7.3に規定する試験を行ったとき,表4及び表5のとおりとする。
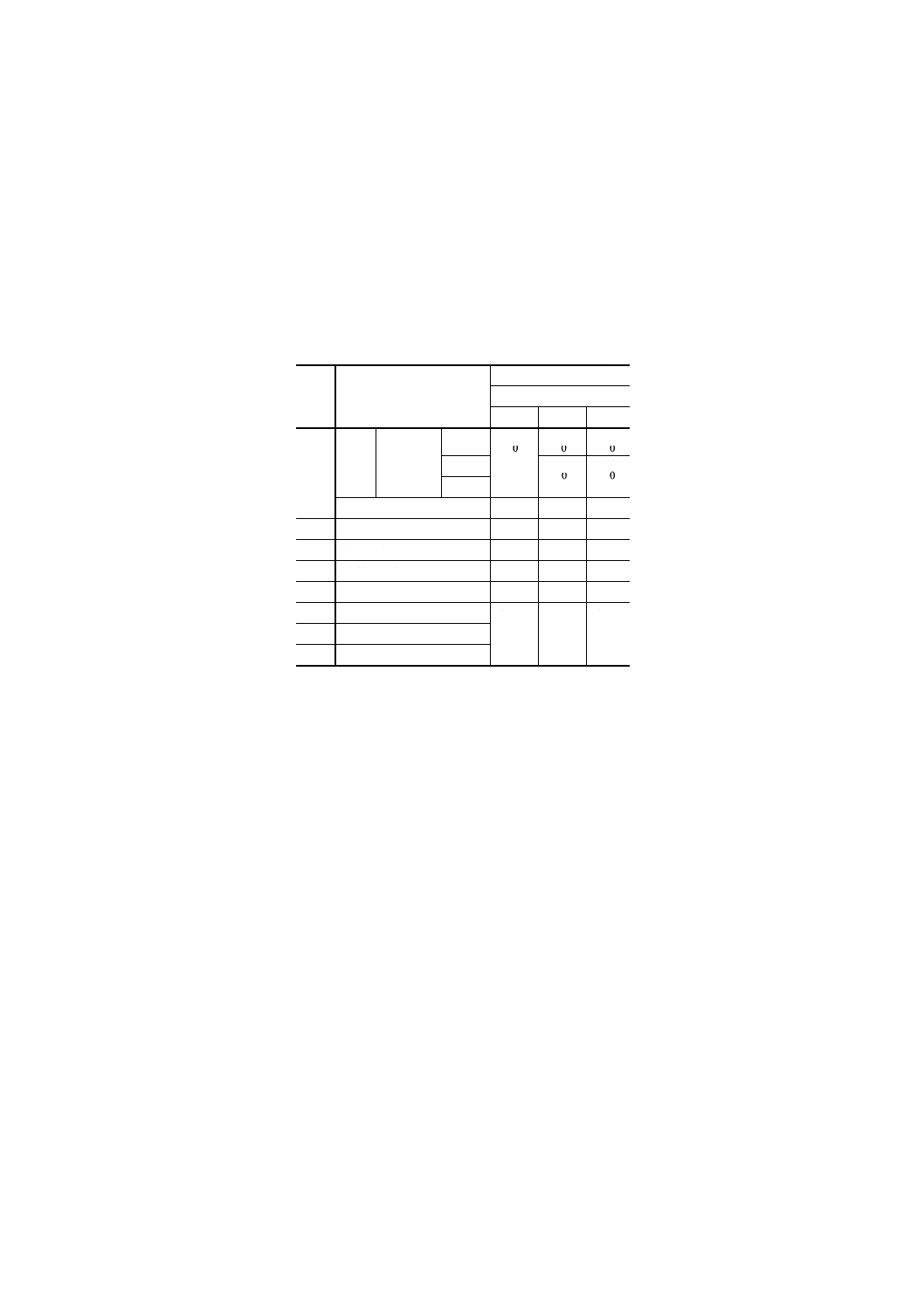
表4 精度
単位μm
番号
項目
公差値又は許容差
等級
AA級
A級
B級
1
穴径
d
基準寸法
(mm)
19.050
40
+
60
+
90
+
31.742
70
+
110
+
44.450
シャンクの振れ
3
4
5
2
外周の振れ
7
10
15
3
底面の振れ
3
4
6
4
取付面の振れ
5
5
7
5
すくい面の振れ
10
16
25
6
すくい角(分)γ
±10
±14
±20
7
側逃げ角(分)θP
8
外周逃げ角(分)θ
備考1. 番号1は,ディスク形及びベル形の場合に
は穴径を,シャンク形の場合にはシャンク
の振れを適用する。
2. 番号3及び番号4は,ディスク形及びベル
形の場合だけに適用する。
9
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
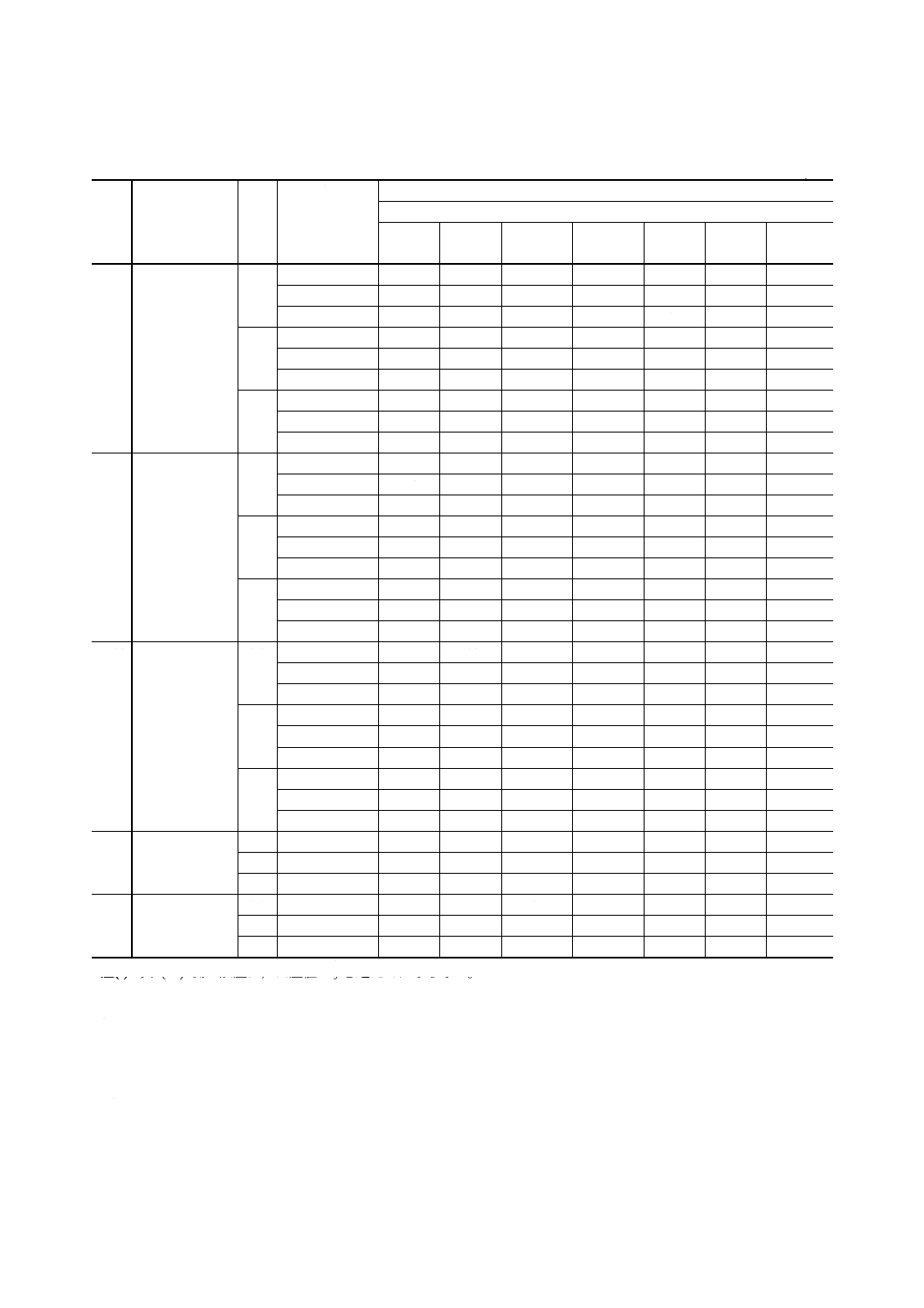
表5 精度
単位μm
番号
項目
等級
呼び
公差値又は許容差
モジュール m
0.75以上
1以下
1を超え
1.6以下
1.6を超え
2.5以下
2.5を超え
4以下
4を超え
6以下
6を超え
10以下
10を超え
12以下
9 歯溝の振れ
AA
25, 38, 50
10
10
10
11
−
−
−
Fr
75, 100
11
11
12
13
14
17
−
125, 150, 175
−
12
13
14
15
18
23
A
25, 38, 50
14
14
15
16
−
−
−
75, 100
16
16
16
18
20
24
−
125, 150, 175
−
18
19
20
22
26
32
B
25, 38, 50
28
28
30
33
−
−
−
75, 100
31
31
33
36
40
48
−
125, 150, 175
−
35
37
40
45
52
65
10 隣接ピッチ誤
AA
25, 38, 50
3
3
4
4
−
−
−
差
75, 100
4
4
4
4
5
6
−
fpu
125, 150, 175
−
4
5
5
6
7
9
A
25, 38, 50
5
5
6
6
−
−
−
75, 100
6
6
6
7
8
9
−
125, 150, 175
−
7
7
8
8
10
13
B
25, 38, 50
10
10
12
13
−
−
−
75, 100
12
12
13
14
16
19
−
125, 150, 175
−
14
15
16
18
21
27
11 累積ピッチ誤
AA
25, 38, 50
10
11
12
12
−
−
−
差
75, 100
12
13
13
14
15
18
−
Fp
125, 150, 175
−
14
15
15
17
20
24
A
25, 38, 50
18
19
21
23
−
−
−
75, 100
21
22
23
25
28
34
−
125, 150, 175
−
25
26
28
32
37
46
B
25, 38, 50
26
28
30
33
−
−
−
75, 100
30
31
33
36
40
48
−
125, 150, 175
−
35
37
40
45
52
65
12 歯形誤差(2)
AA
−
4
4
5
6
8
11
16
ff
A
−
8
9
10
13
16
22
32
B
−
16
18
21
25
32
43
63
13 歯厚 (−)
AA
−
13
13
17
21
27
33
43
S
A
−
21
21
27
33
43
53
67
B
−
33
33
43
53
67
80
95
注(2) 負 (−) 側の誤差は,公差値の31を超えてはならない。
6. 材料 カッタの材料は,JIS G 4403に規定するSKH51又はこれと同等以上の性能をもつものとする。
7. 試験方法
7.1
表面粗さ カッタの表面粗さは,目視によってJIS B 0659に規定する比較用表面粗さ標準片を用い
て測定する。
10
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
硬さ 刃物の刃部の硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用いてJIS Z 2245に
規定するロックウェル硬さ試験方法によって測定する。ただし,ロックウェル硬さ試験機による測定がで
きない場合は,JIS B 7725に規定するビッカース硬さ試験機を用いて,JIS Z 2244に規定するビッカース
硬さ試験方法によって測定してもよい。また,試験機による測定が困難な場合は,やすりによる比較測定
を行ってもよい。
7.3
精度 ディスク形及びベル形の精度は表6によって,シャンク形の精度は表7によって測定する。
なお,使用する測定器具の精度及び性能は附属書2による。
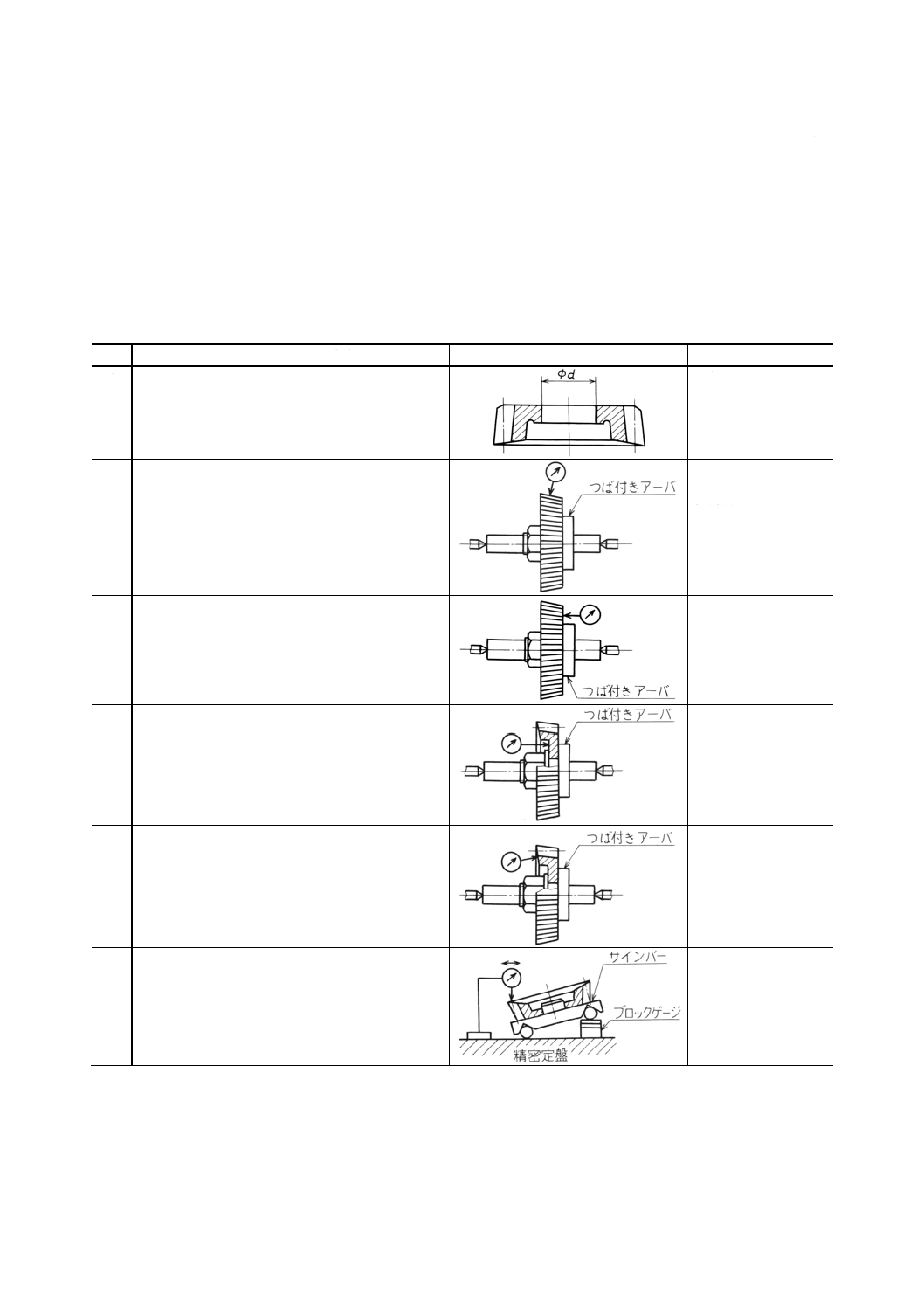
表6 ディスク形及びベル形の精度の試験方法
番号
項目
測定方法
測定方法図
測定器具
1
穴径
d
空気マイクロメータ又は内側測
定具で測定する。
空気マイクロメータ,
内側測定具
2
外周の振れ
つば付きアーバにカッタをはめ
込み,センタ台に取り付けカッ
タの外周面に垂直に測微器を当
て,カッタを回して測定する。
つば付きアーバ,
センタ台,
測微器
3
底面の振れ
つば付きアーバにカッタをはめ
込み,センタ台に取り付けカッ
タの底面の歯底に近い所に測微
器を当て,カッタを回して測定
する。
つば付きアーバ,
センタ台,
測微器
4
取付面の振れ
つば付きアーバにカッタをはめ
込み,センタ台に取り付けカッ
タの取付面に測微器を当てカッ
タを回して測定する。
つば付きアーバ,
センタ台,
測微器
5
すくい面の振
れ
つば付きアーバにカッタをはめ
込み,センタ台に取り付けカッ
タのすくい面に垂直に測微器を
当て,カッタを回して測定する。
つば付きアーバ,
センタ台,
測微器
6
外周すくい角
γf
精密定盤の上ですくい角だけ傾
けたサインバーにカッタを載
せ,スタンドに取り付けた測微
器をカッタの半径方向に全歯丈
だけ動かして測定する。
サインバー,
ブロックゲージ,
測微器,
精密定盤
11
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
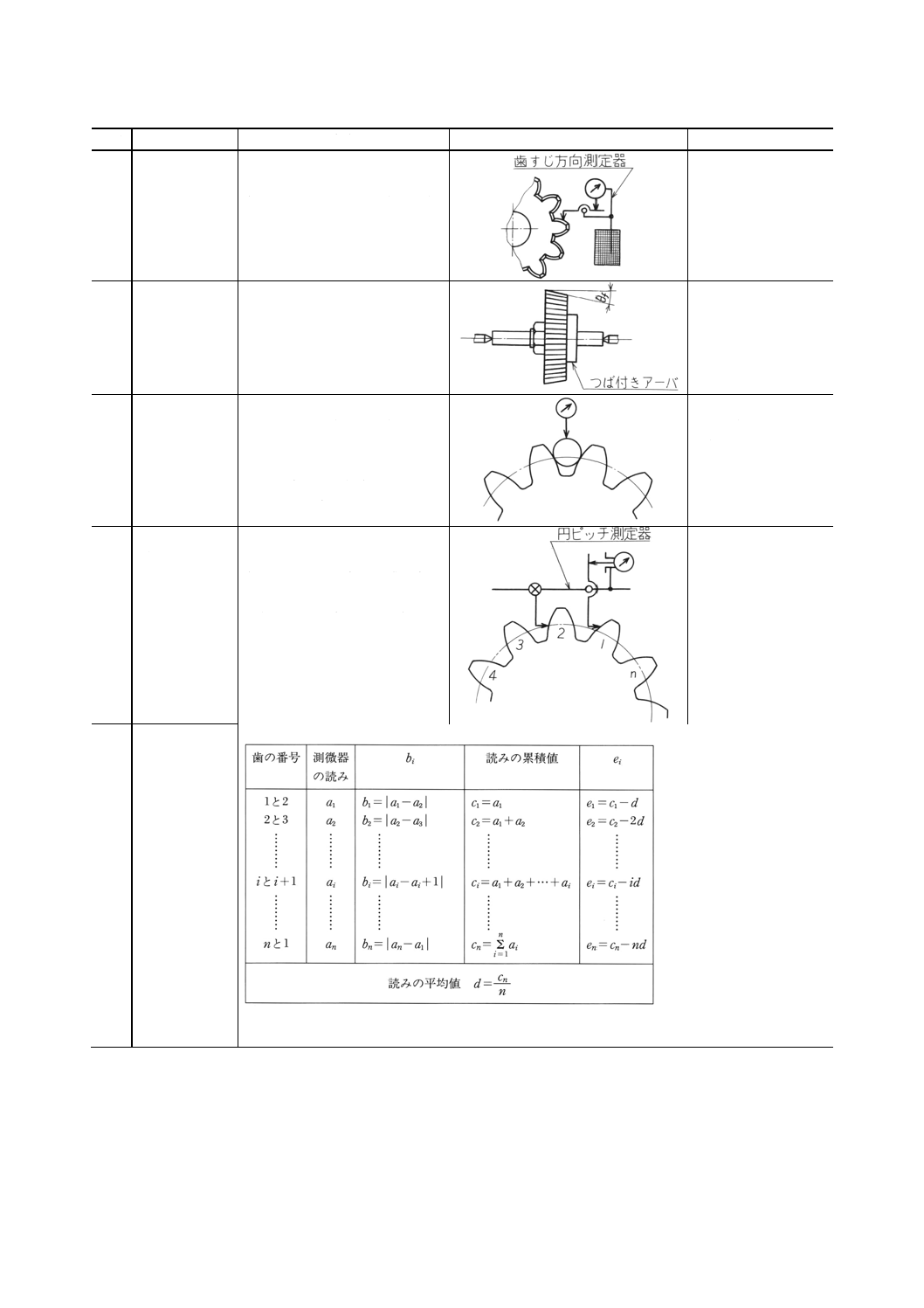
番号
項目
測定方法
測定方法図
測定器具
7
側逃げ角
θp
つば付きアーバにカッタをはめ
込み,歯すじ方向測定器に取り
付けカッタのピッチ円付近に測
定子を当てて測定する。
つば付きアーバ,
歯すじ方向測定器
8
外周逃げ角
θf
つば付きアーバにカッタをはめ
込み,測定顕微鏡に取り付けて
測定する。
つば付きアーバ,
測定顕微鏡
9
歯溝の振れ
Fr
つば付きアーバにカッタをはめ
込み,センタ台に取り付け,カ
ッタのピッチ円付近で両歯面に
接する球状の測定子を歯溝に挿
入し測定子の半径方向の位置を
測微器で測定する。
つば付きアーバ,
センタ台,
測微器
10
隣接ピッチ誤
差
fpu
つば付きアーバにカッタをはめ
込み,円ピッチ測定機器に取り
付けて二つの測定子を隣り合っ
た歯の対応するピッチ円付近に
接触させ,測定子間の距離を測
微器で読む。この測定を全歯数
にわたって行い,次のようにし
て計算する。
つば付きアーバ,
円ピッチ測定器,
測微器
11
累積ピッチ誤
差
Fp
隣接ピッチ誤差の測定値=biの最大値
累積ピッチ誤差の測定値=e1…enの最大値と最小値との差
12
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
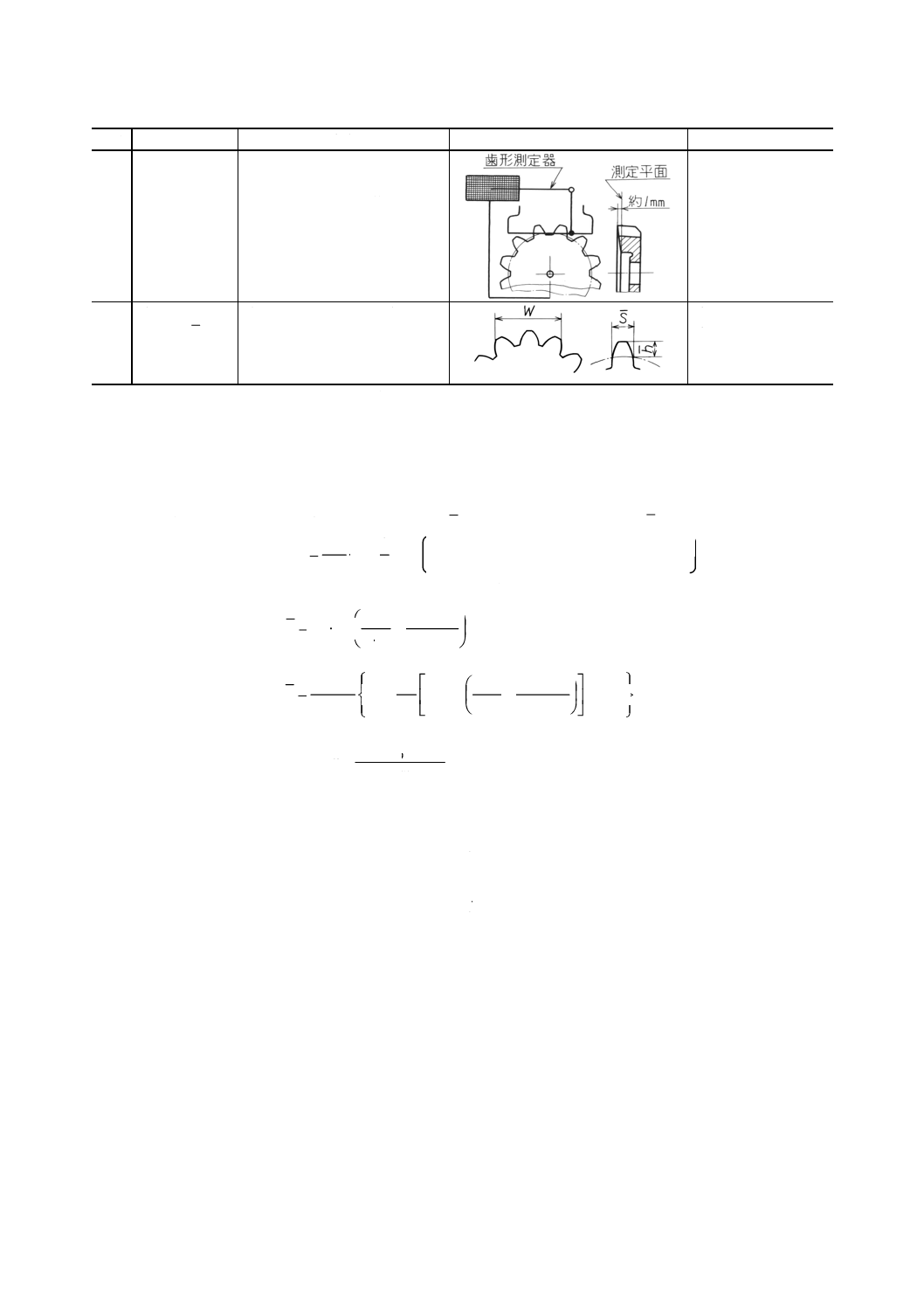
番号
項目
測定方法
測定方法図
測定器具
12
歯形誤差
ff
つば付きアーバにカッタをはめ
込み,歯形測定器に取り付けカ
ッタのすくい面から約1mm隔
たった歯面の軸直角歯形につい
て測定する(3)。
つば付きアーバ,
歯形測定器
13
歯厚
W, S
歯厚マイクロメータ,歯厚ノギ
ス又は測定顕微鏡によって,ま
たぎ歯厚又は弦歯厚を測定する
(4)。
歯厚マイクロメータ,
歯厚ノギス,
測定顕微鏡
注(3) 測定に使用する基礎円の直径dg (mm) は,次の式による。
dg=d0cos [tan−1 (tanα+tanθρ・tanyf)]
ここに,
D0: カッタのピッチ円直径 (mm)
α: 切られる歯車の基準圧力角
θρ: ピッチ円筒上の側逃げ角
γf: 外周すくい角
(4) またぎ歯厚W (mm) ,またぎ歯数Zm,又は弦歯厚S,すくい面に沿った測定高さh (mm) は,次の式による。
2
1
180
−
=
Z
Zm
α
ただし,Zmは小数点以下をJIS Z 8401
の規定によって丸めた整数とする。
W=m・cosα [Z・invα+π (Zm−0.5)] +2m・x・sinα
+
=
Z
x
Z
d
S
α
π
tan
2
2
sin
0
+
+
−
+
=
x
m
Z
x
Z
d
h
h
k
f
α
π
γ
tan
2
2
cos
1
2
cos
1
0
ただし
m
h
d
d
x
k
k
2
2
0−
−
=
ここに,
dk: カッタの実測外径 (mm)
d0: カッタのピッチ円直径 (mm)
hk: 歯末の丈 (mm)
α: 切られる歯車の基準圧力角
γf: 外周すくい角
m: モジュール (mm)
Z: カッタの歯数
備考1. 測定方法及び測定器具は,ディスク形の一例を示したものである。
2. 測定器具は,附属書2による。
13
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
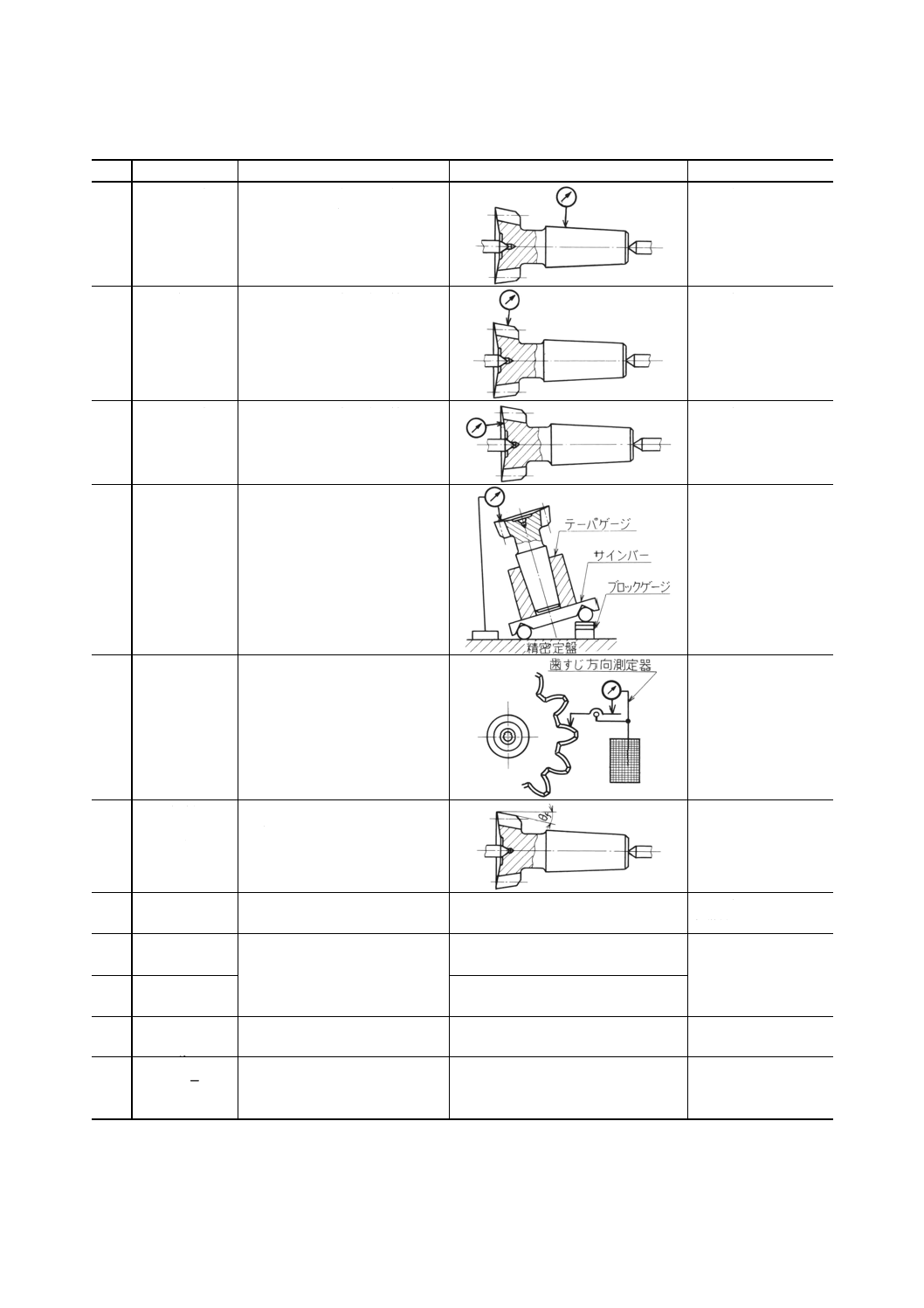
表7 シャンク形の精度の試験方法
番号
項目
測定方法
測定方法図
測定器具
1
シャンクの振れ
カッタをセンタ台に取り付けシャ
ンクの外周に垂直に測微器を当て,
カッタを回して測定する。
センタ台,
測微器
2
外周の振れ
カッタをセンタ台に取り付けカッ
タの外周面に垂直に測微器を当て,
カッタを回して測定する。
センタ台,
測微器
5
すくい面の振れ
カッタをセンタ台に取り付けカッ
タのすくい面に垂直に測微器を当
て,カッタを回して測定する。
センタ台,
測微器
6
外周すくい角
γf
精密定盤の上でテーパゲージには
め込んだカッタをすくい角だけ傾
けたサインバーに載せ,スタンドに
取り付けた測微器をカッタの半径
方向に全歯丈だけ動かして測定す
る。
精密定盤,
サインバー,
ブロックゲージ,
テーパゲージ,
測微器
7
側逃げ角
θρ
カッタを歯すじ方向測定器に取り
付け,カッタのピッチ円付近に測定
子を当てて測定する。
歯すじ方向測定器
8
外周逃げ角
θf
カッタを工具顕微鏡に取り付けて
測定する。
測定顕微鏡
9
歯溝の振れ
Fr
カッタをセンタ台に取り付けて表6
の番号9によって測定する。
表6の番号9参照
センタ台,
測微器
10
隣接ピッチ誤差
fpu
円ピッチ測定機器に取り付けて表6
の番号10及び番号11によって測定
する。
表6の番号10参照
円ピッチ測定器,
測微器
11
累積ピッチ誤差
Fp
表6の番号11参照
12
歯形誤差
ff
カッタを歯形測定機器に取り付け
て表6の番号12によって測定する。
表6の番号12参照
歯形測定器
13
歯厚
W, S
表6の番号13によって測定する。
表6の番号13参照
歯厚マイクロメータ,
歯厚ノギス,
測定顕微鏡
備考1. 測定方法及び測定器具などは一例を示したものである。
2. 測定器具は,附属書1及び附属書2による。
14
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 検査 カッタの検査は,形状・寸法,外観,表面粗さ,硬さ及び精度について行い,それぞれ4.及び
5.1〜5.4の規定に適合しなければならない。
9. 製品の呼び方 カッタの呼び方は,規格番号又は規格の名称,種類,呼び,モジュールm,基準圧力
角α,等級及び材料記号(5)による。
例 JIS B 4356 ベル形100 m3 20°A級 SKH51
ピニオンカッタ ディスク形125 m3 20°A級 SKH51
注(5) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合には
HSS-Coと呼んでもよい。
10. 表示
10.1 製品の表示 カッタには,ディスク形,ベル形は底面に,シャンク形は首部に,次の事項を横書き
に表示する。
例
(1)
モジュール m
:m5
(2)
基準圧力角 α :20°
(3)
歯数 Z
:NT20
(4)
切込み歯丈 h
:D+f 11.25(6)
(5)
等級
:A
(6)
材料記号(7)
:SKH51
(7)
製造業者名又はその略号
注(6) 一般にD+fで表す。JIS B 0174参照。
(7) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合にはHSS-Coと表示
してもよい。
10.2 包装の表示 カッタの包装には,規格の名称及び10.1に規定する事項を表示する。
関連規格 JIS B 0170 切削工具用語(基本)
JIS B 3301 モールステーパゲージ
JIS B 4003 モールステーパ部をもつシャンク及びソケット−形状・寸法
15
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
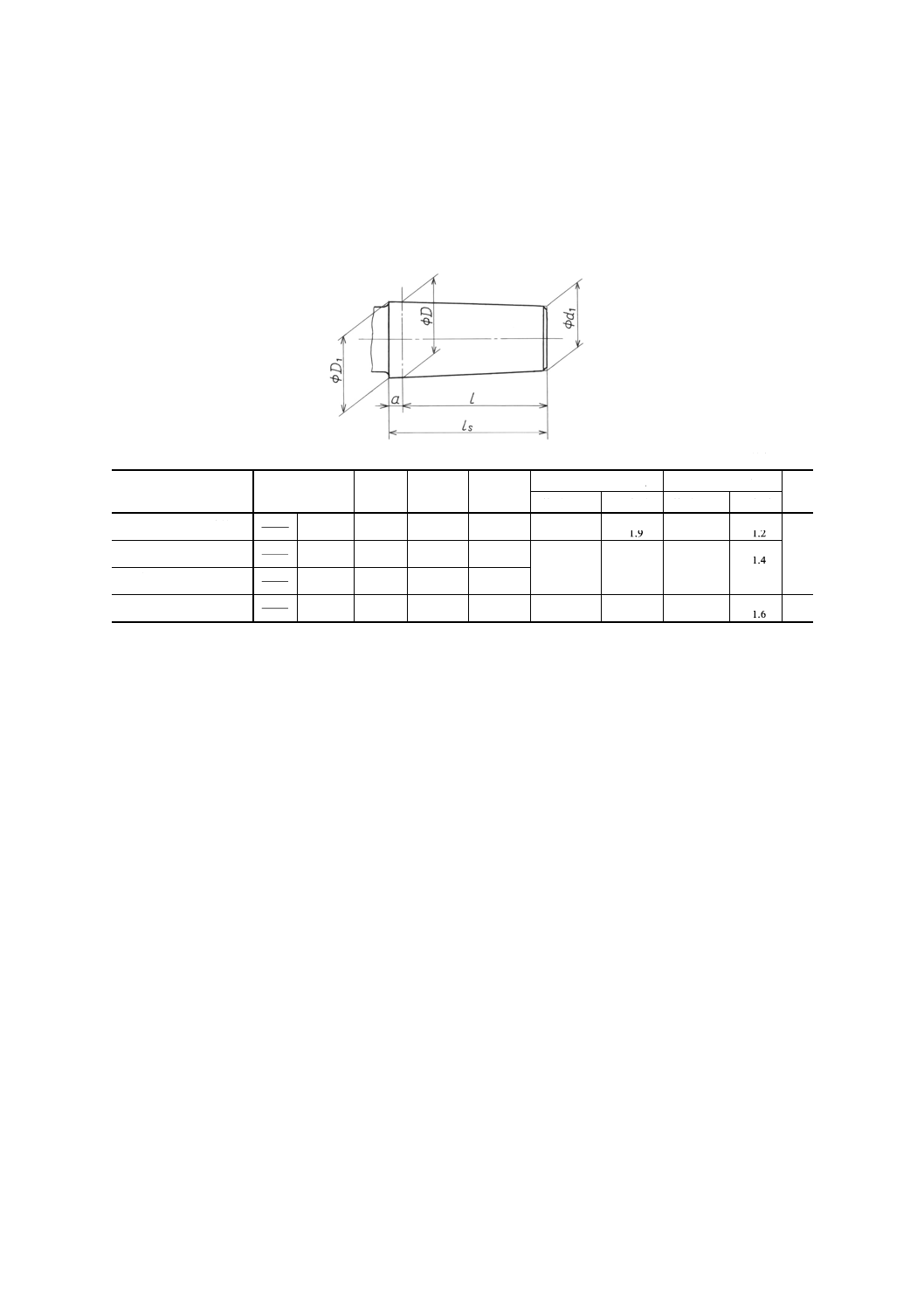
附属書1 テーパシャンク
1. テーパシャンクの形状・寸法 テーパシャンクの形状及び寸法は附属書1表1による。
附属書1表1
単位mm
テーパの種類
テーパ比
基準径 D1(約) d1(約)
シャンクの長さls
基準長さl
a
D
基準寸法
許容差
基準寸法
許容差
モールステーパ番号2
020
.
20
1
0.049 95
17.780
18.0
16.03
40
0
9.1
−
35
0
2.1
−
5
モールステーパ番号3
922
.
19
1
0.050 20
23.825
24.1
21.57
50
0
2.2
−
45
0
4.1
−
F形テーパ
185
.
19
1
0.052 12
26.727
27.0
24.38
モールステーパ番号4
254
.
19
1
0.051 94
31.267
31.6
29.98
60
0
5.2
−
53.5
0
6.1
−
6.5
備考1. テーパ比は分数値を基準とする。
2. テーパは附属書1表2のテーパゲージで検査し,当たりは75%以上とする。
16
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
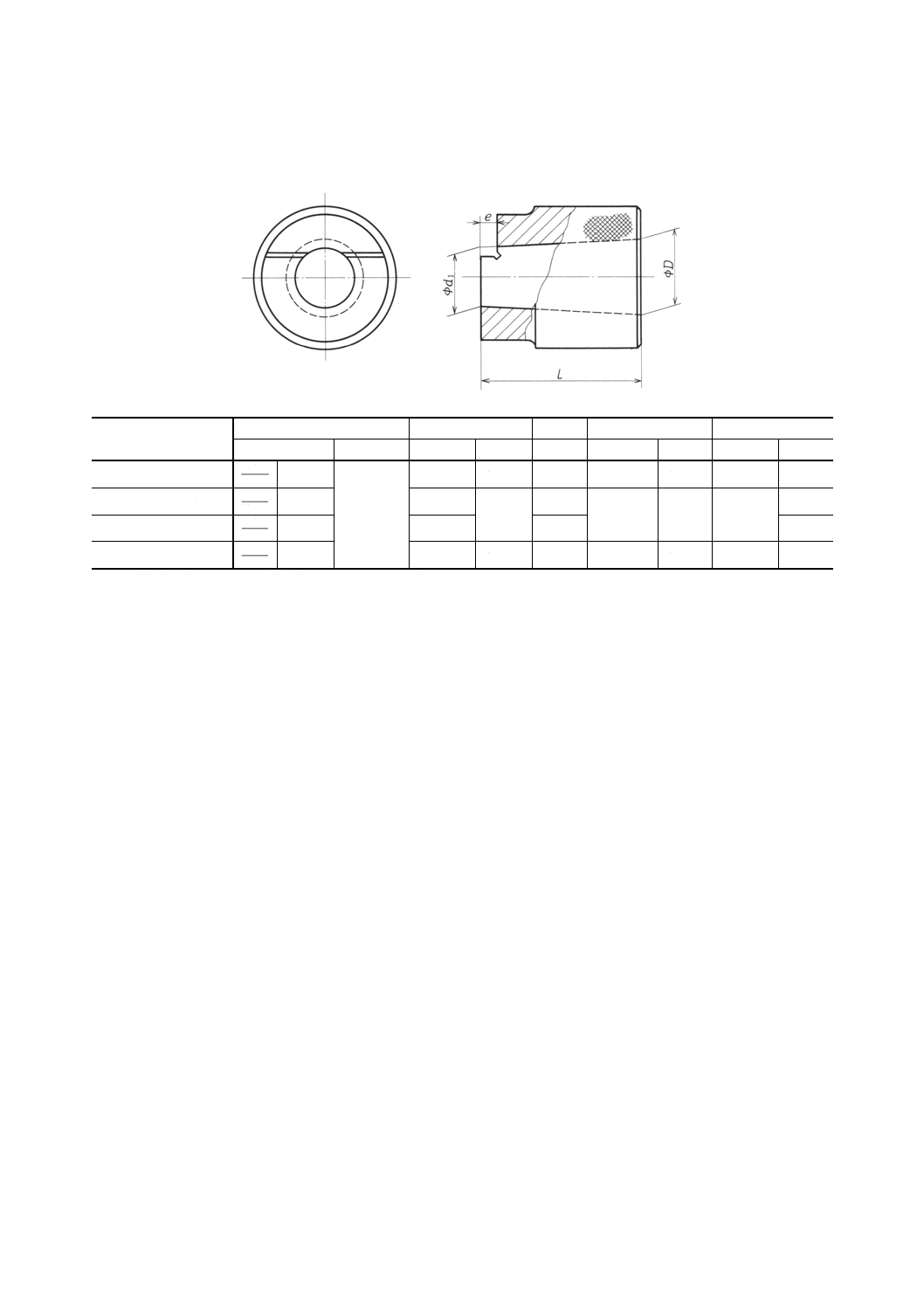
2. テーパゲージ テーパゲージは,附属書1表2による。
附属書1表2
単位mm
テーパの種類
テーパ比
基準径 D
d1
基準長さl
e
基準寸法
許容差(1)
基準寸法
許容差
(約)
基準寸法
許容差
基準寸法
許容差
モールステーパ番号2
020
.
20
1
0.049 95
±0.003
17.780
±0.005
16.03
35
±0.015
1.2
0
024
.0
−
モールステーパ番号3
922
.
19
1
0.050 20
23.825
±0.01
21.57
45
±0.02
1.4
0
028
.0
−
F形テーパ
185
.
19
1
0.052 12
26.727
24.38
モールステーパ番号4
254
.
19
1
0.051 94
31.267
±0.015
29.98
53.5
±0.025
1.6
0
032
.0
−
注(1) 基準長さについての直径差 (D−d1) の寸法差をいう。
17
B 4356-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 測定器具の精度及び性能
1. 適用範囲 この附属書は,ピニオンカッタの測定器具の精度及び性能について規定する。
2. 測定器具の精度及び性能 測定器具の精度及び性能は,次による。
2.1
空気マイクロメータの基準倍率は5 000倍とし,その性能はJIS B 7535の規定による。
2.2
内側測定具の指示の精度は,使用範囲内で0.001mm以下とする。
2.3
つば付きアーバのセンタ穴と円筒部の振れの公差値は,0.003mm,つば部の端面の振れの公差値は,
直径50mmに付き,0.002mmとする。
2.4
測微器の指示の精度は,使用範囲内で0.003mm以下とする。測微器としてダイヤルゲージを使用す
るときは,JIS B 7503に規定するものを,てこ式ダイヤルゲージを使用するときはJIS B 7533に規定する
ものを,また,指針測微器を使用するときは,JIS B 7519に規定するものとする。
2.5
精密定盤の平面度は,JIS B 7513に規定する1級とする。
2.6
サインバーの精度は,JIS B 7523に規定する2級とする。
2.7
ブロックゲージの精度は,JIS B 7506に規定する1級とする。
2.8
測定顕微鏡の性能は,JIS B 7153による。
2.9
歯厚マイクロメータの性能は,JIS B 7502による。
2.10 歯厚ノギスの性能は,JIS B 7531による。
原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学
(委員)
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
因 幸二郎
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
沢 畠 英 明
株式会社斎藤ツヰストドリル製作所
日下部 祐 次
株式会社神戸製鋼所
福 永 博 幸
三菱重工株式会社
三 好 忠 義
オーエスジー株式会社
徳 増 肇
社団法人日本機械工業連合会
大 高 義 穂
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
(関係者)
片 桐 泰 典
株式会社不二越
鳥 居 信 良
株式会社神戸製鋼所
関 口 徹
株式会社不二越
田 中 祐 弌
株式会社神戸製鋼所
年 成 恭
日立ツール株式会社
(事務局)
平 野 武 治
日本工具工業会
西 垣
麻呂
日本工具工業会