2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4232-1996
インボリュートフライス
Involute gear milling cutters
1. 適用範囲 この規格は,モジュールmが0.5〜25mm,基準圧力角αが20°であるインボリュート平歯
車及びはすば歯車の歯切りに用いるインボリュートフライス(以下,フライスという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0021 幾何公差の図示方法
JIS B 0102 歯車用語
JIS B 0172 フライス用語
JIS B 0174 歯切工具用語
JIS B 0401 寸法公差及びはめあい
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1701 インボリュート歯車の歯形及び寸法
JIS B 4201 フライス穴
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7725 ビッカース硬さ試験機
JIS B 7726 ロックウェル硬さ試験機
JIS G 4403 高速度工具鋼鋼材
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2245 ロックウェル硬さ試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0102,JIS B 0172及びJIS B 0174による。
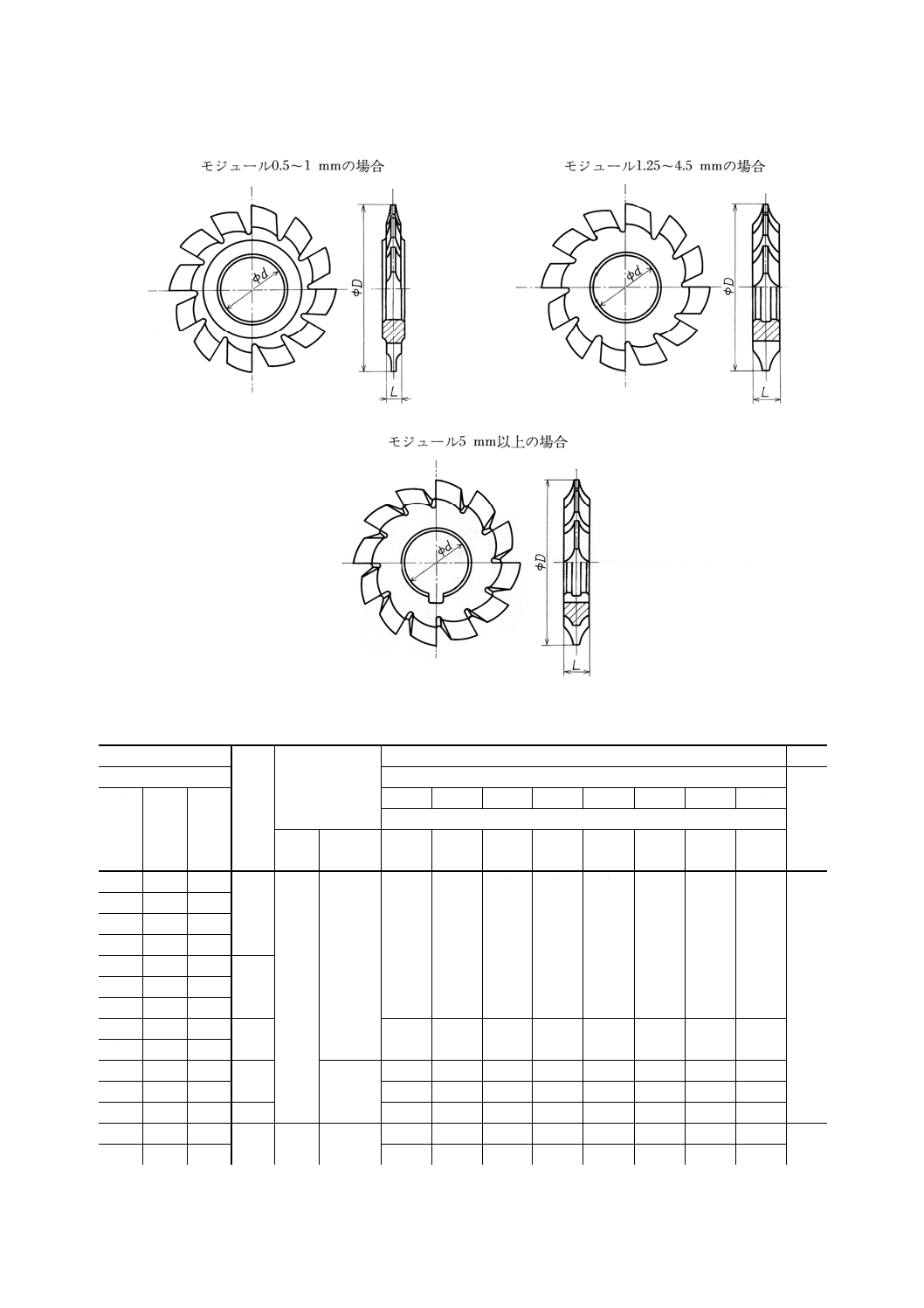
3. 形状・寸法 フライスの形状及び寸法は,表1による。
なお,このフライスの歯形は,合成歯形(インボリュート歯車の歯形とサイクロイド歯形とが合成した
基準ラック歯形)によって創成される歯形とする。参考として,基準圧力角α20°用の成形ゲージの歯形
及び寸法を示す。
2
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
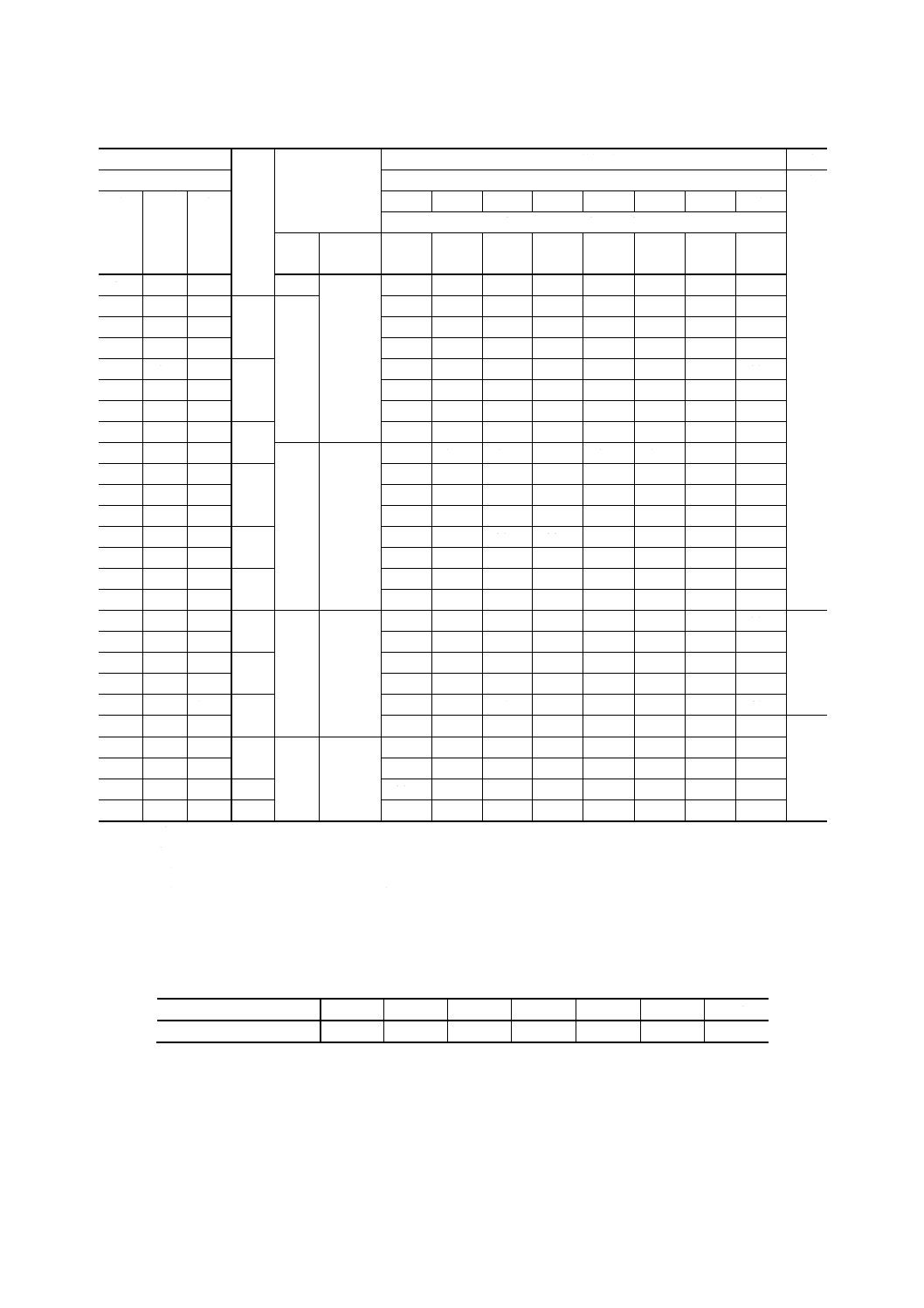
表1 フライスの形状及び寸法
備考 モジュール0.5〜1mmの場合は,ボス付きの例を示す。
単位mm
モジュール m
外径
D
穴径
d
幅 L(最小)
参考
系列(1)
フライスの番号
刃数
Z
1
2
3
8
7
6
5
4
3
2
1
歯切りできる歯車の歯数 z
A式
B式(2) 12〜13 14〜16 17〜20 21〜25 26〜34 35〜54 55〜
134
135〜
ラック
0.5
40
22
22.225
4.4
4.4
4
4
4
3.6
3.6
3.6
12
0.55
0.6
0.65
0.7
45
0.75
0.8
0.9
50
4.8
4.8
4.4
4.4
4.4
4
4
4
1
1.25
56
25.4
5.5
5.5
5.2
5.2
5.2
4.8
4.8
4.8
1.5
6
6
5.5
5.5
5.5
5.2
5.2
5.2
1.75
63
6.5
6.5
6
6
6
5.5
5.5
5.5
2
63
22
25.4
7.5
7
6.5
6.5
6
6
5.5
5.5
10
2.25
8
8
7.5
7
7
6.5
6.5
6.5
3
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
モジュール m
外径
D
穴径
d
幅 L(最小)
参考
系列(1)
フライスの番号
刃数
Z
1
2
3
8
7
6
5
4
3
2
1
歯切りできる歯車の歯数 z
A式
B式(2) 12〜13 14〜16 17〜20 21〜25 26〜34 35〜54 55〜
134
135〜
ラック
2.5
9
8.5
8.5
8
8
7.5
7
7
2.75
71
27
10
9.5
9.5
9
8.5
8
8
7.5
3
11
10.5
10
9.5
9.5
9
8.5
8.5
3.25
12
11.5
11
10.5
10
10
9.5
9
3.5
80
12.5
12
12
11.5
11
10.5
10
10
3.75
13.5
13
12.5
12
11.5
11
11
10.5
4
14.5
14
13.5
13
12.5
12
11.5
11
4.5
90
16.5
15.5
15
14.5
14
13.5
13
12.5
5
32
31.75
18
17.5
17
16
15.5
15
14.5
14
5.5
100
20
19.5
18.5
17.5
17
16.5
16
15
6
22
21
20
19.5
18.5
18
17.5
17
6.5
24
23
22
21
20.5
19.5
19
18
7
112
25.5
24.5
23.5
22.5
22
21
20
19
8
29
28
27
26
25
24
23
22
9
125
32.5
31.5
30.5
29
28
27
26
24.5
10
37
35
34
32
31
30
29
28
11
140
40
38.1
40
39
37
36
35
33
32
30
9
12
44
42
41
39
38
36
35
33
13
160
48
46
44
42
41
39
38
36
14
51
49
47
45
44
42
40
39
15
180
55
53
51
48
47
45
43
41
16
58
56
54
52
50
48
46
44
8
18
200
50
50.8
66
63
61
58
56
54
52
50
20
73
70
67
65
62
60
58
55
22
224
80
77
74
71
69
66
64
60
25
250
91
88
84
81
78
75
72
69
注(1) モジュールの系列は,JIS B 1701による。
(2) B式は,なるべく用いない。
備考1. 外径Dの許容差は,JIS B 0405に規定する公差等級c(粗級)とする。
2. 穴径dの許容差は,JIS B 0401に規定するH6とする。なお,キー溝を必要とするときの寸法及び許容差は
JIS B 4201による。
3. 必要に応じて次の中間番号のフライスを製造することができる。中間番号のフライスの幅は,その最大歯数
に相当する表1中のフライスの幅による。
フライスの番号
7 1/2
6 1/2
5 1/2
4 1/2
3 1/2
2 1/2
1 1/2
歯切りできる歯車の歯数
13
15〜16
19〜20
23〜25
30〜34
42〜54
80〜134
4. 品質
4.1
外観 フライスの外観は,地きず,割れ,有害なまくれ,きず,さびなどの欠点がなく,仕上げは
良好でなければならない。
4
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
表面粗さ フライスの刃部の表面粗さは,6.1の試験を行ったとき,すくい面でJIS B 0601に規定す
る0.80μmRa (3.2μmRy) とする。
4.3
硬さ フライスの刃部の硬さは,6.2の試験を行ったとき,63HRC又は772HV以上とする。
4.4
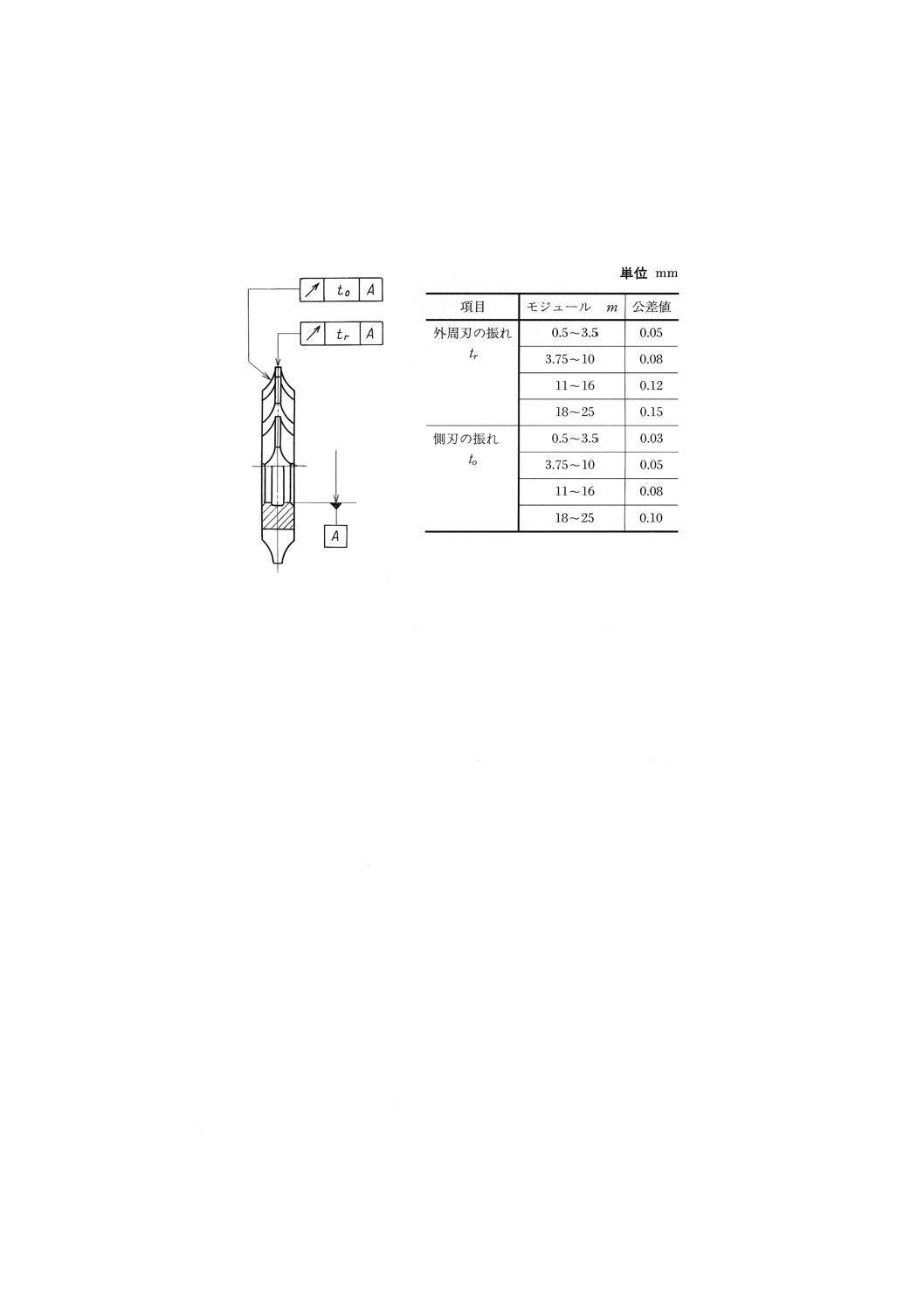
振れ フライスの切れ刃部の振れは,6.3の試験を行ったとき,表2のとおりとする。
表2 刃部の振れの公差値
備考 図示方法は,JIS B 0021による。
5. 材料 フライスの材料は,JIS G 4403に規定するSKH51又はこれと同等以上の性能をもつものとする。
6. 試験方法
6.1
表面粗さ フライスの表面粗さは,目視によってJIS B 0659に規定する比較用表面粗さ標準片を用
いて測定する。
6.2
硬さ フライスの刃部の硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用いてJIS Z 2245
に規定するロックウェル硬さ試験方法によって測定する。ただし,ロックウェル硬さ試験機によって測定
できない場合は,JIS B 7725に規定するビッカース硬さ試験機を用いてJIS Z 2244に規定するビッカース
硬さ試験方法によって測定してもよい。
また,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
6.3
振れ フライスの刃部の振れの測定は,次による。
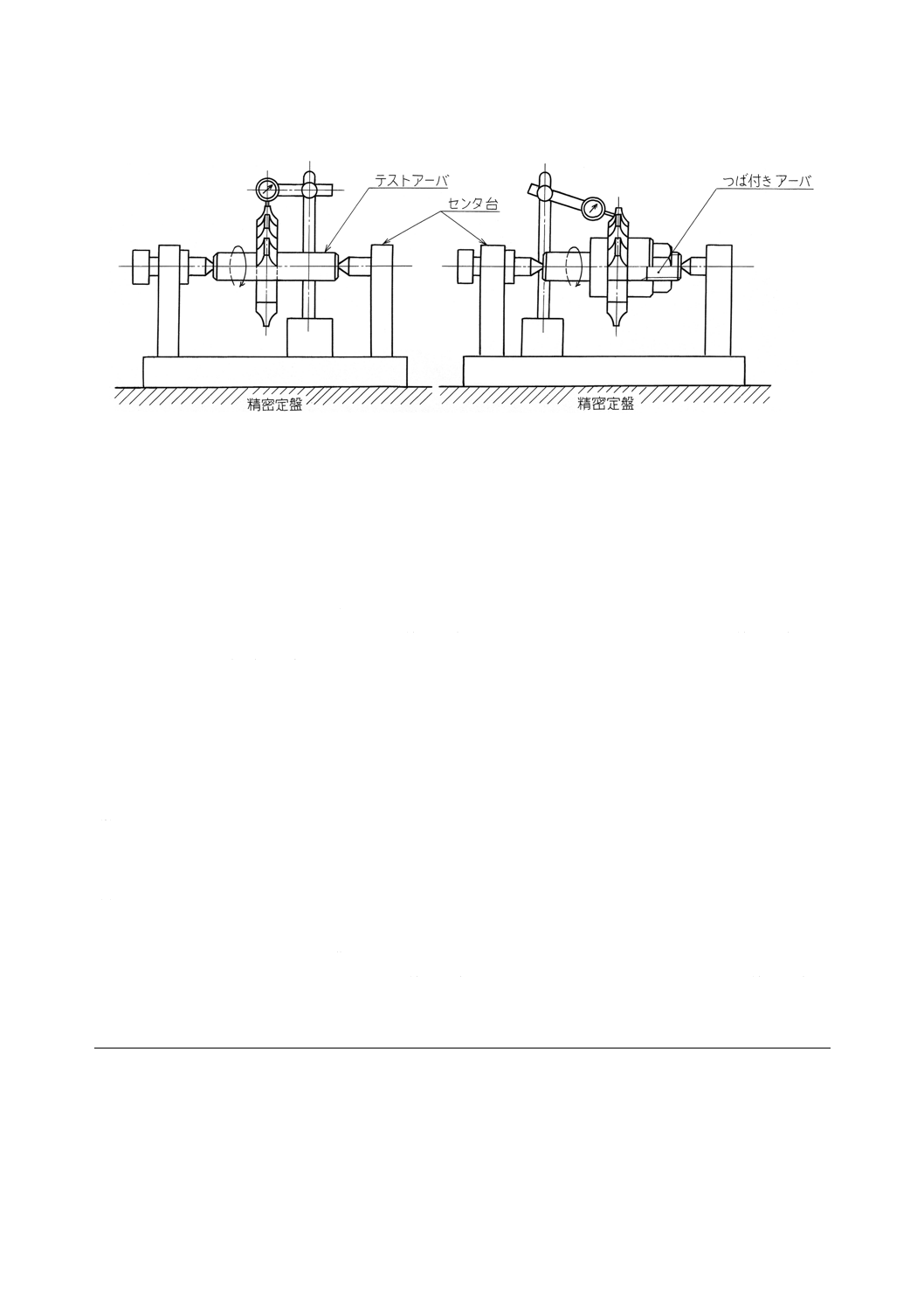
(1) 外周刃の振れ フライスの外周刃の振れは,フライスをテストアーバに緩みのないように挿入し,図
1のように精密定盤の上に置いたセンタ台に取り付け,外周刃に垂直にダイヤルゲージを当て,フラ
イスを矢の方向に回しながらダイヤルゲージの指針の動きを読む。読みの最大値と最小値との差を測
定値とする。
(2) 側刃の振れ フライスの側刃の振れは,フライスをつば付きアーバにナットで締め付け,図2のよう
に精密定盤の上に置いたセンタ台に取り付け,側刃に垂直にダイヤルゲージを当て,フライスを矢の
方向に回しながらダイヤルゲージの指針の動きを読む。読みの最大値と最小値との差を測定値とする。
備考1. 精密定盤は,JIS B 7513に規定する1級とする。
2. ダイヤルゲージは,JIS B 7503による。
5
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 外周刃の振れの測定方法
図2 側刃の振れの測定方法
7. 検査 フライスの検査は,形状・寸法,外観,表面粗さ,硬さ及び振れについて行い,それぞれ3.及
び4.1〜4.4の規定に適合しなければならない。
8. 製品の呼び方 フライスの呼び方は,規格番号又は規格の名称,モジュールm,基準圧力角α,フラ
イスの番号又は歯切りできる歯車の歯数Z及び材料記号(3)による。
例 JIS B 4232 m5 PA20° No.2 SKH51
インボリュートフライス m5 PA20° NT55〜134 SKH51
注(3) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合には
HSS-Coと呼んでもよい。
9. 表示
9.1
製品の表示 フライスには,側面に次の事項を横書きに表示する。
例
(1) モジュール m
:m5
(2) 基準圧力角 α
:PA20°
(3) フライスの番号又は歯切りできる歯車の歯数z
:No.2又はNT55〜134
(4) 仕込み歯丈 h(4)
:D+f 11.25
(5) 材料記号(5)
:SKH51
(6) 製造業者名又はその略号
注(4) 一般にD+fで表す。JIS B 0174参照
(5) 使用材料が,SKH51又はこれと同等の場合は,HSSと,また,SKH55又はこれと同等の場合に
は,HSS-Coと表示してもよい。
9.2
包装の表示 フライスの包装には,規格の名称及び9.1に規定する事項を表示する。
関連規格 ISO 523 Milling cutters−Recommended range of outside diameters
6
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
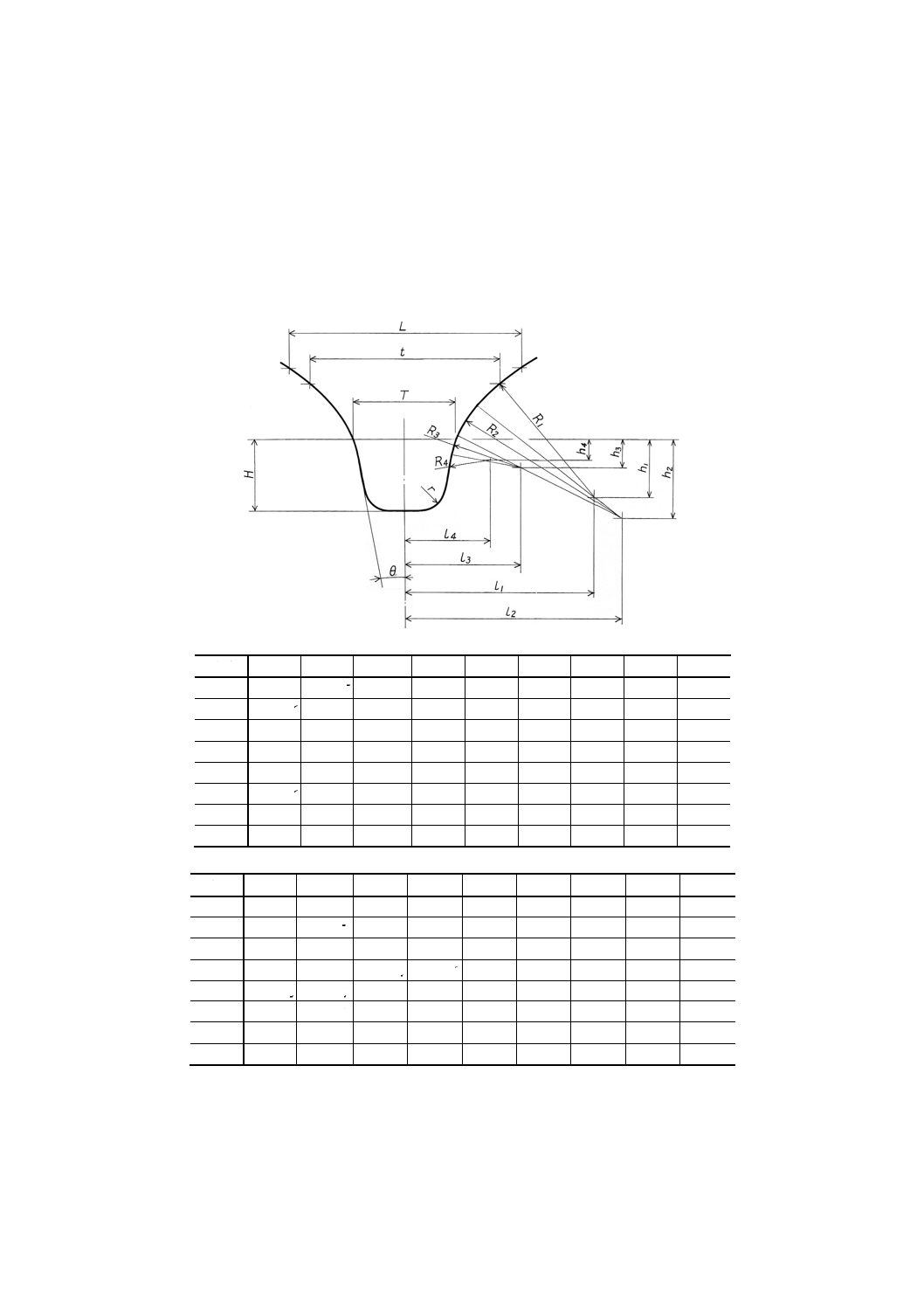
参考 基準圧力角20°用成形ゲージ歯形及び寸法
この参考は,基準圧力角20°用成形ゲージの歯形及び寸法を記載するものであり,規定の一部ではない。
基準圧力角20°用成形ゲージの歯形及び寸法は,参考表1による。
参考表1 基準圧力角20°用の成形ゲージの歯形及び寸法
単位mm
番号
T
H
t
L
R1
h1
l1
R2
h2
1
1.570 8 1.245 5 2.394 0 2.728 4 3.936 7 0.787 6 4.707 3
−
−
2
1.570 6 1.238 9 2.497 0 2.880 4 3.736 7 0.921 8 4.463 3
−
−
3
1.570 2 1.232 5 2.574 8 2.990 6 3.580 3 0.991 4 4.282 6 7.370 6 2.870 6
4
1.569 9 1.226 4 2.660 6 3.114 0 3.456 2 1.080 3 4.119 7 5.836 6 2.380 0
5
1.569 4 1.220 7 2.734 8 3.222 4 3.358 0 1.159 0 3.983 6 4.985 9 2.120 5
6
1.568 6 1.213 9 2.828 2 3.356 6 3.255 1 1.250 5 3.830 5 4.306 5 1.926 7
7
1.567 5 1.206 1 2.928 4 3.501 4 3.157 1 1.348 2 3.671 8 3.798 3 1.796 1
8
1.566 3 1.198 7 3.020 4 3.634 1 3.078 2 1.434 7 3.532 1 3.460 5 1.721 1
番号
l2
R3
h3
l3
R4
h4
l4
r
θ (°)
1
−
23.086 4 8.147 6 22.386 2
−
−
−
0.380
−
2
−
9.405 5 3.468 0 9.528 2
−
−
−
0.440
−
3
7.578 3 5.985 3 2.297 4 6.312 0
−
−
−
0.470
−
4
6.114 3 4.446 3 1.770 2 4.863 6 2.984 2 1.269 4 3.490 0 0.500 11
5
5.297 2 3.591 2 1.477 0 4.058 1 2.131 2 0.976 6 2.686 5 0.550
9
6
4.635 8 2.907 2 1.242 1 3.412 7 1.474 0 0.748 5 2.067 3 0.570
8
7
4.130 7 2.394 2 1.065 7 2.927 7 1.370 1 0.682 6 1.978 0 0.580
9
8
3.785 4 2.052 1 0.947 6 2.603 4 1.020 3 0.556 9 1.648 5 0.590
7.25
7
B 4232-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学
(委員)
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
因 幸二郎
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
沢 畠 英 明
株式会社斎藤ツヰストドリル製作所
日下部 祐 次
株式会社神戸製鋼所
福 永 博 幸
三菱重工業株式会社
三 好 忠 義
オーエスジー株式会社
徳 増 肇
社団法人日本機械工業連合会
大 高 義 穂
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
(関係者)
片 桐 泰 典
株式会社不二越
鳥 居 信 良
株式会社神戸製鋼所
関 口 徹
株式会社不二越
田 中 祐 弌
株式会社神戸製鋼所
吉 年 成 恭
日立ツール株式会社
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会