1
B 4231-
2 : 1
999
解
説
JIS
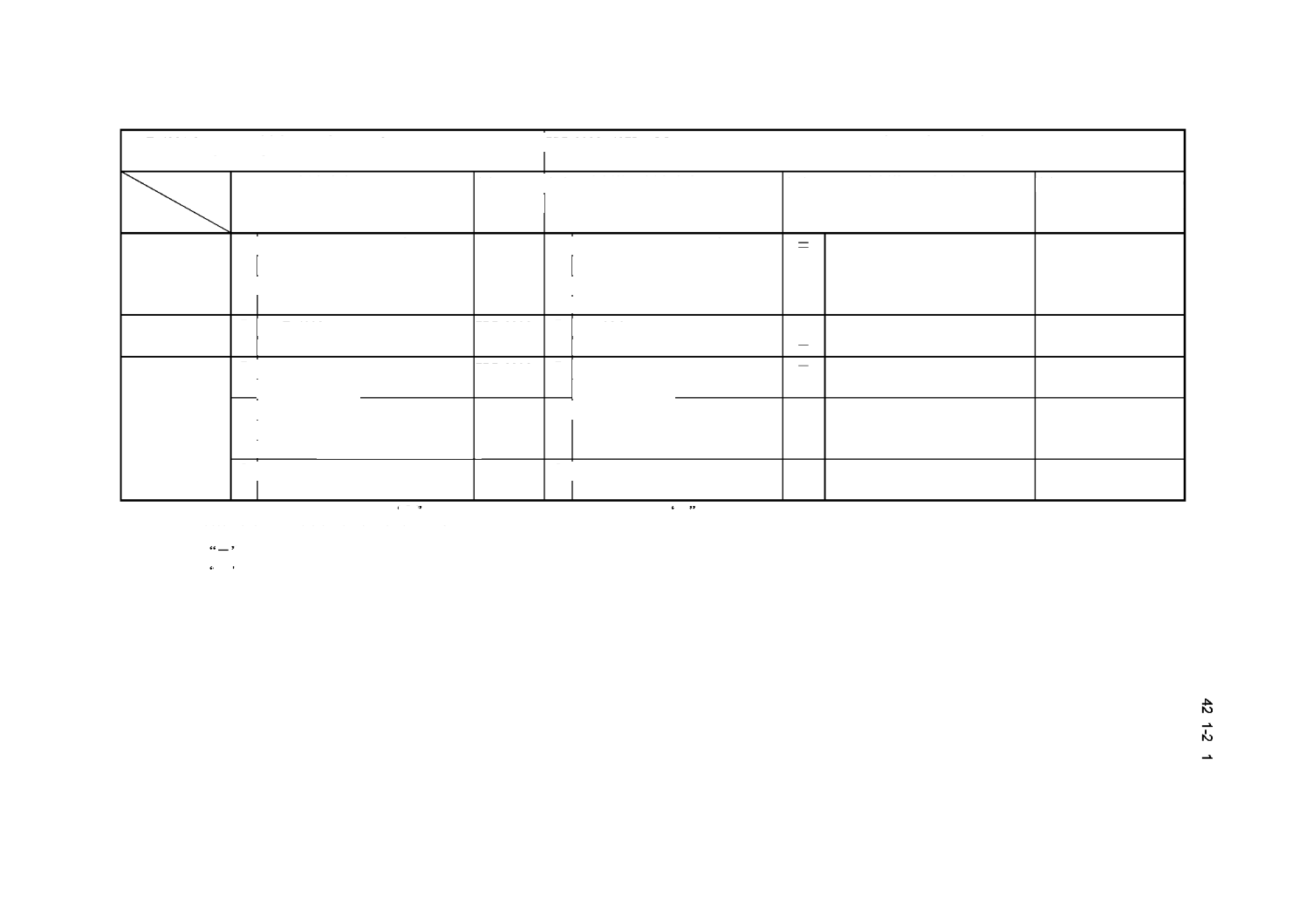
と対応する国際規格との対比表
JIS B 4231
-
2
: 1999
,面取りフライス 第
2
部:テーパシャンク面取
りフライス
ISO 3293
: 1975
,
Morse taper shank countersinks for angles 60
°,
9O
°
and 120
°
inclusive
(角度
60
°,
90
°及び
120
°のストレートシャンク面取りフライス)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際
規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との
一致が困難な理由及
び今後の対策
(1)
適用範囲
○ 外径が
16
〜
80mm
,角度が
60
°,
90
°及び
120
°の面取りフライス
について規定。
ISO 3293
○ 外径が
16
〜
80mm
,角度が
60
°,
90
°及び
120
°のモールステーパ
シャンク面取りフライスについ
て規定。
≡
(2)
引用規格
○
JIS B 4003
ISO 3293
○
ISO 296
=
JIS B 4231-1
ISO 3294
≡
(3)
形状・寸法
○ 外径の寸法範囲
テーパシャンク
16
〜
80mm
ISO 3293
○ 外径の寸法範囲
テーパシャンク
16
〜
80mm
≡
○ 外径,先端径,全長,ボディ長さ
の許容差は
JIS B 0405
に規定する
公差等級
C
(粗級)を参考で記載。
− 規定なし。
○ 角度の許容差は
0
−
1
°
○ 角度の許容差は
0
−
1
°
=
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。