1
B 4226
: 19
99
解
説
JIS
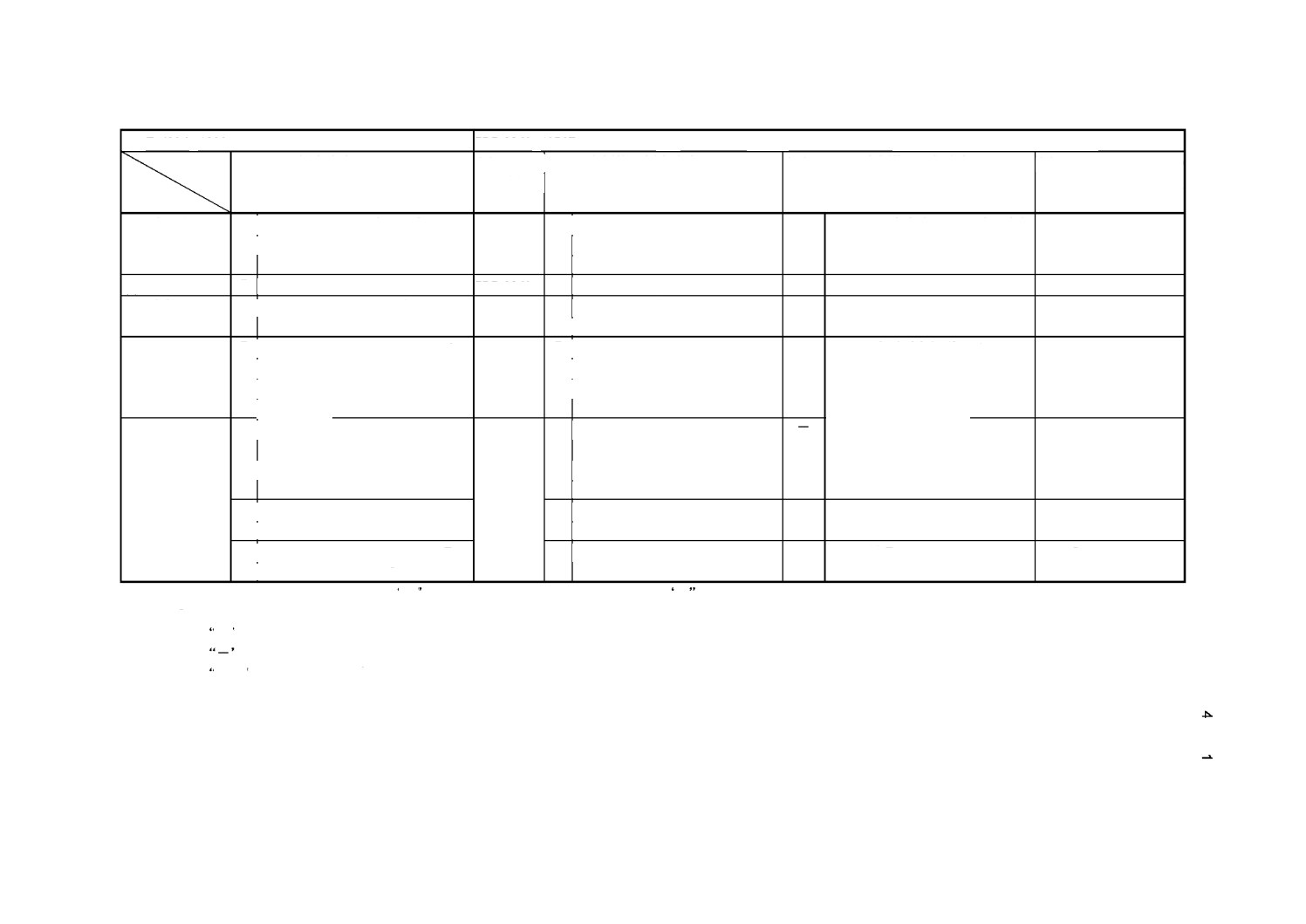
と対応する国際規格との対比表
JIS B 4226
: 1999
総形フライス
ISO 3860
: 1976 Bore cutters with key drive
−
Form milling cutters with constant profile
(キー溝付き総形フライス)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際
規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との
一致が困難な理由及
び今後の対策
(1)
適用範囲
○ 半径
1
〜
20mm
の丸みの加工に用
いる総形フライスについて規定。
ISO 3860
○ (半径
1
〜
20mm
)の丸みの加工
に用いる総形フライスについて
規定。
=
ISO
では適応範囲で明確に半径
を限定していないが,形状・寸法
の項目で規定。
(2)
引用規格
○
JIS
に引用される規格を記載。
ISO 3860
− 規定なし。
(3)
定義
○
JIS B 0172
(フライス用語)
による。
○
ISO 240
及び
ISO 523
の規定あ
り。
(4)
種類
○ 切れ刃の輪郭によって下記の
4
種
類あり。
外丸形,内丸形,片面取り形,両
面取り形。
ISO 3860
○ 切れ刃の輪郭によって下記の
3
種類あり。内丸形,外丸形,片面
取り形。
ADP
ISO
には両面取り形の
1
種類な
し。
ISO
では,種類について適用
範囲で規定しているが,
JIS
では
項目を新たに設けた。
今後
5
年以内に整合化
の方向で見直す。
(5)
形状・寸法
○ 半 径
R
の許容差 外丸形
k11
内丸形
N11
外径の許容差
js16
穴径の許容
差
H7
ISO 3860
○ 半径
R
の許容差 外丸形
k11
内丸形
N11
外径の許容差
js16
穴径の許容差
H7
≡
○ カッタ幅の許容差は,
JlS B 0401
の中級。
○ カッタ幅の許容差は一般公差で
あるが,各国で規定してもよい。
=
○ 穴径に
A
式(ミリサイズ)と
B
式
(インチサイズ)の
2
式あり。
○ 穴径に
A
式(ミリサイズ)だけ。
ADP
ISO
には
B
式(インチサイズ)が
なし。
今後
5
年以内に整合化
の方向で検討する。
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
ADP
(
ADOPTION
の略)
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。
ただし,採用した部分において,
JIS
として必要な規定内容を追加し,又は適用範囲,規定項目及び
/
又は規定内容の一部を不採
用としている。