1
B 4219
: 19
99
解
説
JIS
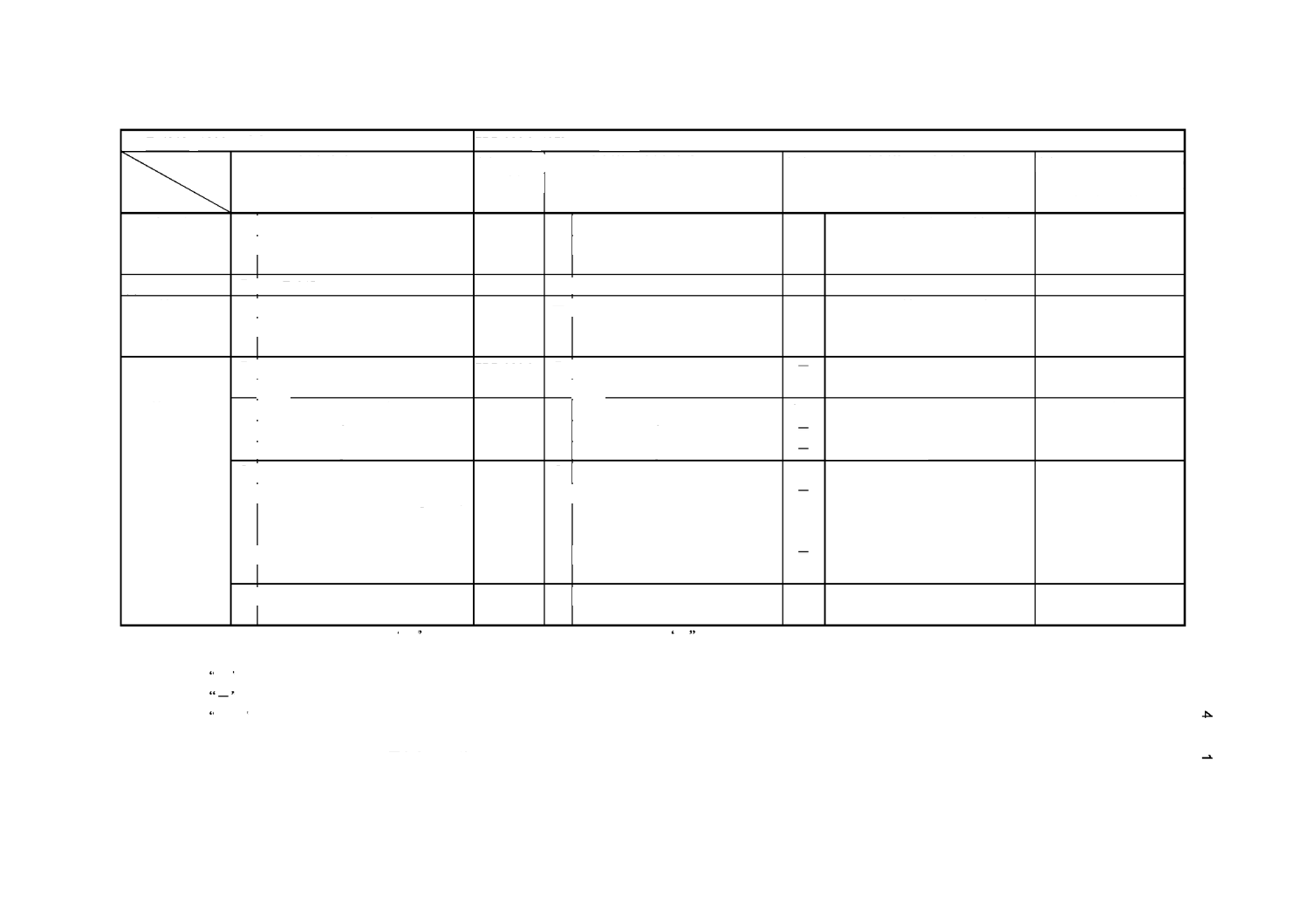
と対応する国際規格との対比表
JIS B 4219
: 1999
メタルソー
ISO 2296
: 1972 Metal slitting saws with fine and coarse teeth
(細目及び並目刃メタルソー)
対比項目
規定項目
(I
)
JIS
の規定内容
(II)
国 際
規 格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との
一致が困難な理由及
び今後の対策
(1)
適用範囲
○ 外径
20-315mm
,幅
0.3-6mm
のメ
タルソーについて規定。
ISO 2296
○ 細目刃と普通刃の
2
種のメタル
ソーについて規定。
=
ISO
では,適用範囲で外径,幅を
規定していないが,形状寸法の項
目で限定。
(2)
用語・記号
○
JIS B 0172
(フライス用語)
による。
− 規定なし。
(3)
種類・等級
○ 刃数により細目刃及び普通刃の
2
種類を規定。
− 規定なし。
ISO
では,種類について適用範囲
で規定しているが,
JIS
では項目
を新たに設けた。
(4)
形状・寸法及
び 寸 法 許 容
差
○ 寸法範囲
外径
20
〜
315mm
ISO 2296
○ 寸法範囲
外径
20
〜
315mm
≡
○ 穴径
A
式
B
式の
2
種類
○ 穴径 メートル系(=
JIS
A
式)
ADP
ISO
はメートル系だけ規定。
B
式は,従来
JIS
方式のインチ系
でこれを追加。
関係者と協議し,今後
5
年以内に整合化の方向
で見直す。
外径許容差
js16
外径許容差
js16
≡
幅許容差
js11
幅許容差
js11
≡
○ 刃ピッチ
○ 刃ピッチ
細目刃:
0.8
,
1
,
1.25
,
1.6
,
2
,
2.5
,
3.2
,
4
,
5
,
6.3
の
10
種
細目刃:
0.8
,
1
,
1.25
,
1.6
,
2
,
2.5
,
3.2
,
4
,
5
,
6.3
の
10
種
≡
普通刃:
2.5
,
3.2
,
4
,
5
,
6.3
,
8
,
10
,
12.5
の
8
種類
普通刃:
2.5
,
3.2
,
4
,
5
,
6.3
,
8
,
10
,
12.5
の
8
種
≡
○ ボス径
d
1
を参考で記載。
○ ボス径は規定。
=
ボス径は,製造者のオプションで
決めて良いとしているため。
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合, −
は規定していない場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
ADP
(
ADOPTION
の略)
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。
ただし,採用した部分において,
JIS
として必要な規定内容を追加し,又は適用範囲,規定項目及び
/
又は規定内容の一部を不採
用としている。