B 4120:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 呼び記号の構成要素及び配列順序 ························································································ 4
5 必須記号························································································································· 5
5.1 形状記号 ······················································································································ 5
5.2 逃げ角記号 ··················································································································· 5
5.3 等級記号 ······················································································································ 6
5.4 溝・穴記号 ··················································································································· 7
5.5 切れ刃長さ又は内接円記号 ······························································································ 9
5.6 厚さ記号 ····················································································································· 10
5.7 コーナ記号 ·················································································································· 11
6 任意記号························································································································ 13
6.1 一般 ··························································································································· 13
6.2 主切れ刃の状態記号 ······································································································ 13
6.3 勝手記号 ····················································································································· 13
6.4 補足記号 ····················································································································· 14
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 15
B 4120:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,超硬工具協会
(JCTMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 4120:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。

2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4120:2013
刃先交換チップの呼び記号の付け方
Indexable inserts for cutting tools-Designation
序文
この規格は,2012年に第5版として発行されたISO 1832を基とし,対応国際規格には規定されていな
い用語及び定義並びにコーナ半径0.1 mm以下の呼び記号を追加し,呼び記号の構成及び配列順序,その
他一部の技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,切削用超硬質工具材料を用いる刃先交換チップ(以下,チップという。)の呼び記号の付け
方について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 1832:2012,Indexable inserts for cutting tools−Designation(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS B 0172 フライス用語
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語の定義は,JIS B 0107,JIS B 0170及びJIS B 0172によるほか,次による。
3.1
メートル系
チップ各部の寸法をミリメートル単位で表し,その値を個々に規定した方法で記号として用いた呼称。
3.2
インチ系
チップ各部の寸法をインチ単位の分数で表し,その分数を個々に規定した方法で記号として用いた呼称。
2
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
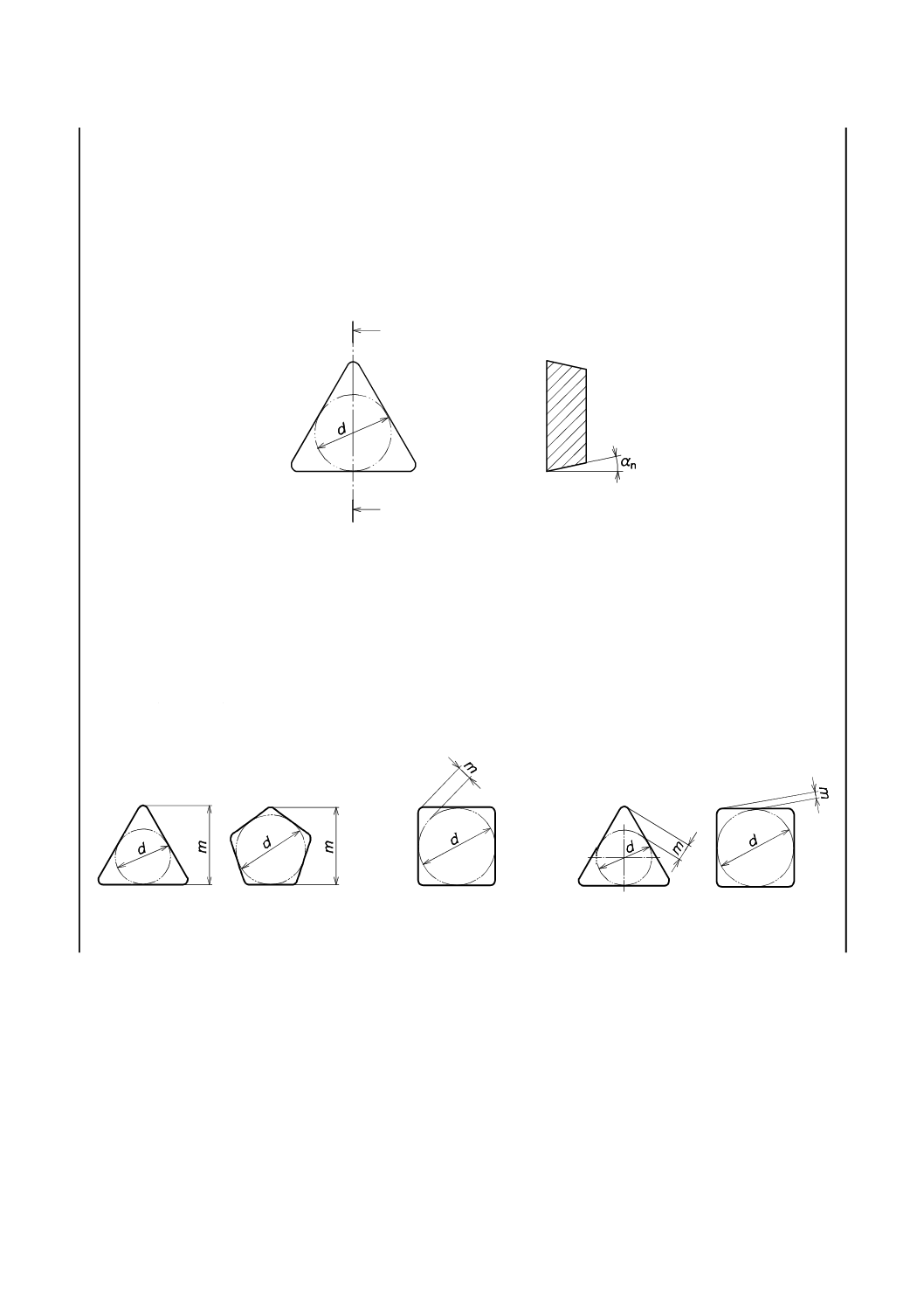
基準内接円直径,d
コーナ高さ及びチップの大きさを定義するための基準とする内接円の直径(図1参照)。
3.4
逃げ角,αn
すくい面の垂線と逃げ面とがなす角度(図1参照)。
図1−基準内接円直径及び逃げ角
3.5
コーナ高さ,m
奇数の辺とコーナのチップでは,チップの1辺から反対のコーナまでの高さ,偶数の辺とコーナのチッ
プでは,基準内接円からコーナまでの高さ,及びさらい刃付きチップでは,基準内接円からさらい刃まで
の高さ(図2参照)。
a) 奇数の辺とコーナの場合
b) 偶数の辺とコーナの場合
c) さらい刃付きチップの場合
図2−コーナ高さ
3
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
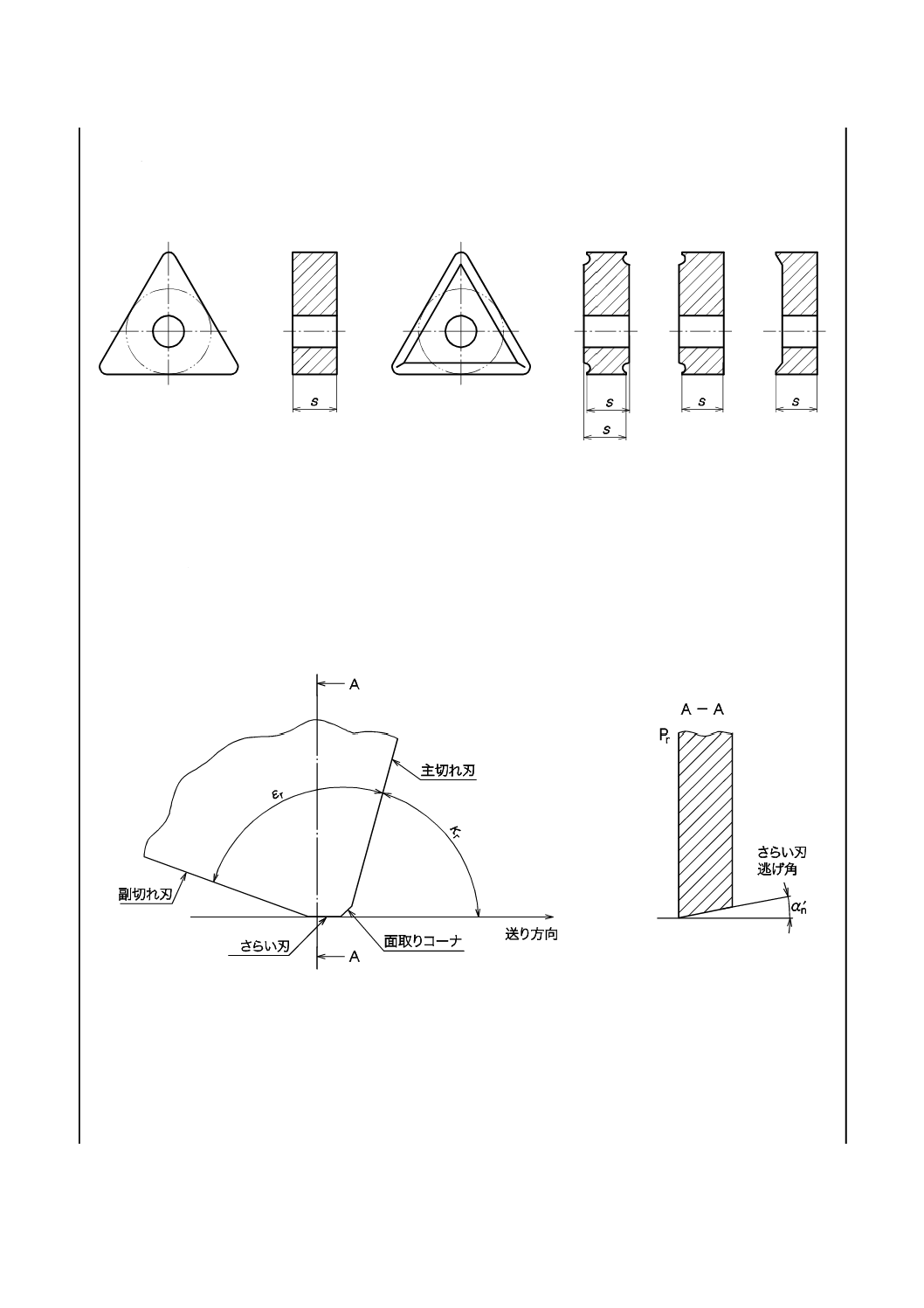
3.6
チップ厚さ,s
チップの下面から切れ刃までの高さ(図3参照)。
図3−チップ厚さ
3.7
さらい刃の切込み角,κr
さらい刃逃げ角,α'n
さらい刃と主切れ刃とがなす角度をさらい刃の切込み角,さらい刃をなすすくい面の垂線と逃げ面とが
なす角度をさらい刃逃げ角とする(図4参照)。
図4−さらい刃の切込み角及びさらい刃逃げ角
3.8
コーナ半径の呼び値
基準寸法を,JIS Z 8401によって小数点以下1位に丸めた値。ただし,基準寸法が0.1 mm未満の場合は
小数点以下2位に丸めた値とする。
4
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
二段角度切れ刃
すくい面側と逃げ面側とを二つの直線で結んだ切れ刃。
3.10
二段複合切れ刃
すくい面側と逃げ面側とを二つの直線で結び,かつ,三つのかどの一つ又は複数を丸めた切れ刃。
注記 工具系基準方式に規定された基準面Prに,チップのベースは平行である。
4
呼び記号の構成要素及び配列順序
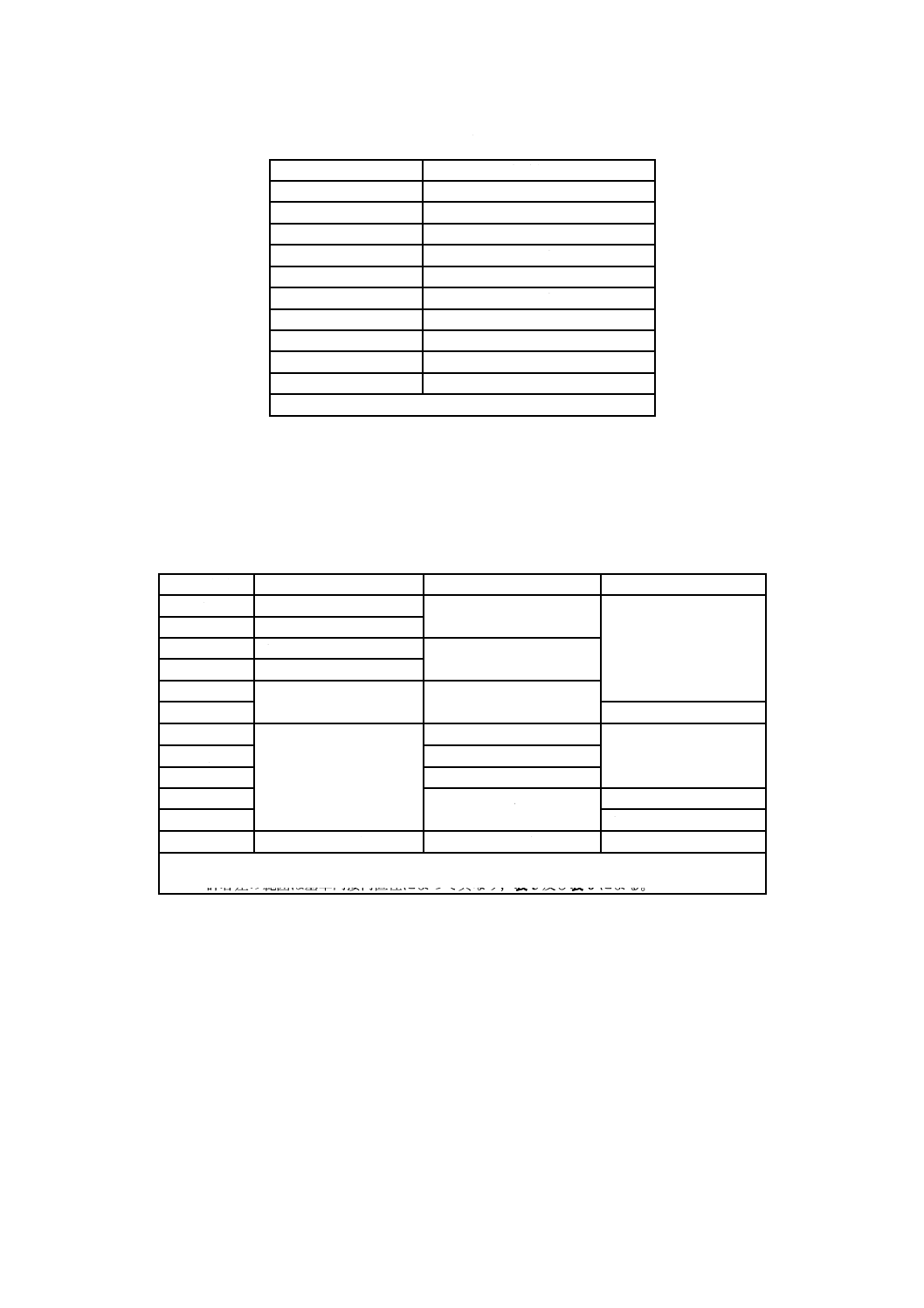
呼び記号の構成要素及び配列順序は,表1による。
表1−呼び記号の構成要素及び配列順序
配列順序
名称
定義
参考
1
a) 形状記号
チップの基本形状を表す文字記号
必須記号
2
b) 逃げ角記号
チップの主切れ刃に対する逃げ角の大きさを表す
文字記号
3
c) 等級記号
チップの寸法許容差の等級を表す文字記号
4
d) 溝・穴記号a)
チップの上下面のチップブレーカ溝の有無,取付
用穴の有無及び穴の形状を表す文字記号
5
e) 切れ刃長さ又は内接円記号 チップの切れ刃の長さ又は基準内接円直径を表す
数字記号
6
f) 厚さ記号
チップの厚さを表す数字記号
7
g) コーナ記号
チップのコーナ半径の大きさ又は特殊コーナを表
す数字又は文字記号
8
h) 主切れ刃の状態記号b)
主切れ刃の状態を表す文字記号
任意記号
9
i)
勝手記号b)
チップの勝手を表す文字記号
10
j)
補足記号c)
製造業者が追加できる記号
注a) Xを使用する場合はe),f) 及びg) でこの規格で規定していない数字又は記号を使用してもよいが,それ
らは略図又は内容が分かるようにしなければならない。
b) 記号を混同するおそれがない場合は,どちらか一方又は両方とも省略してもよい。
c) 製造業者は,チップブレーカの種類などの区別のために1文字又は2文字を追加できる。ただし,この場
合には-(ダッシュ)を置いて区別する。
適用例
a) b) c) d) e) f) g) h) i) - j)
メートル系
T P G N 16 03 08 E N - ・・
インチ系
T P G N 3 2 2 E N - ・・
5
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
必須記号
5.1
形状記号
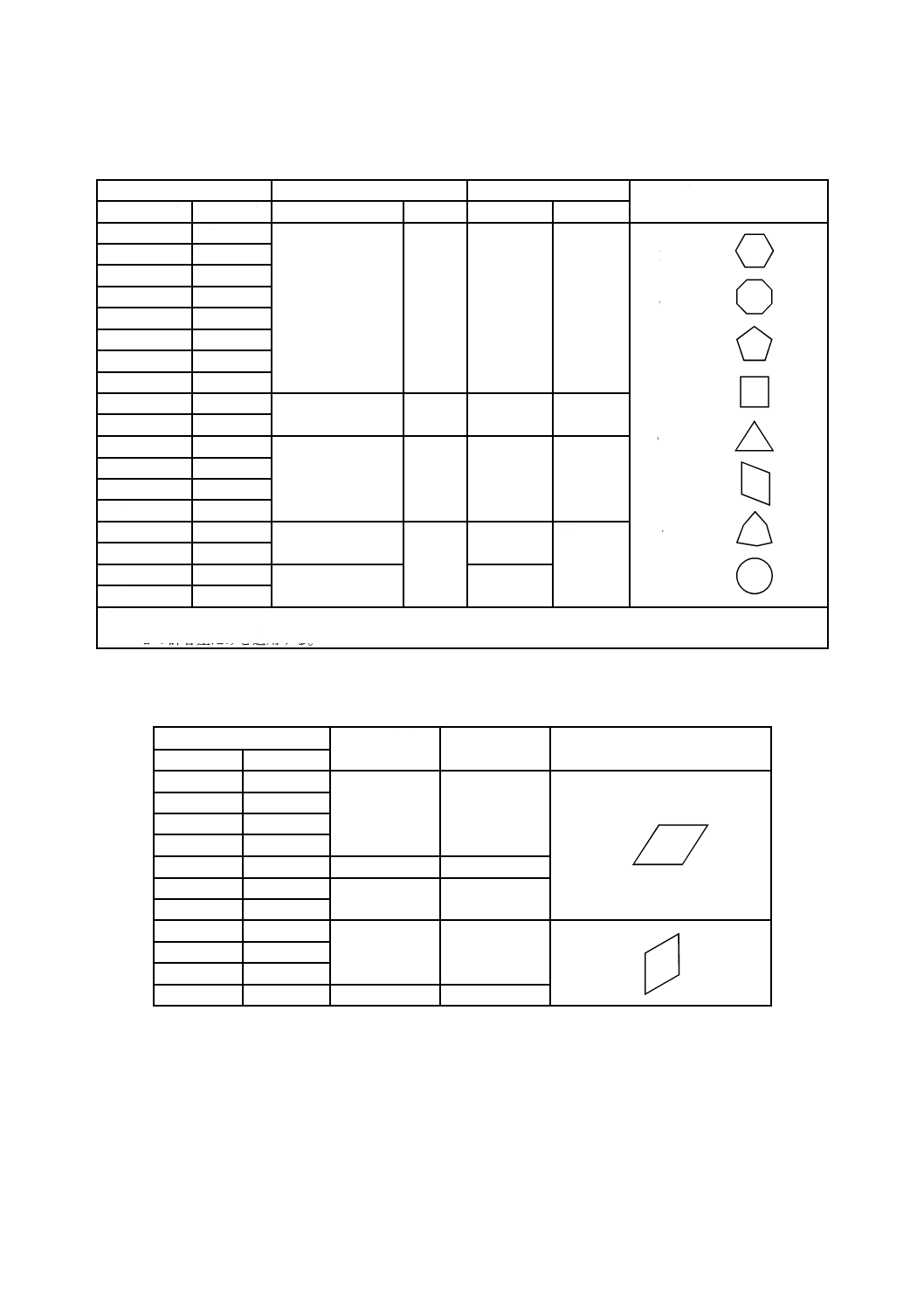
形状記号は,表2による。
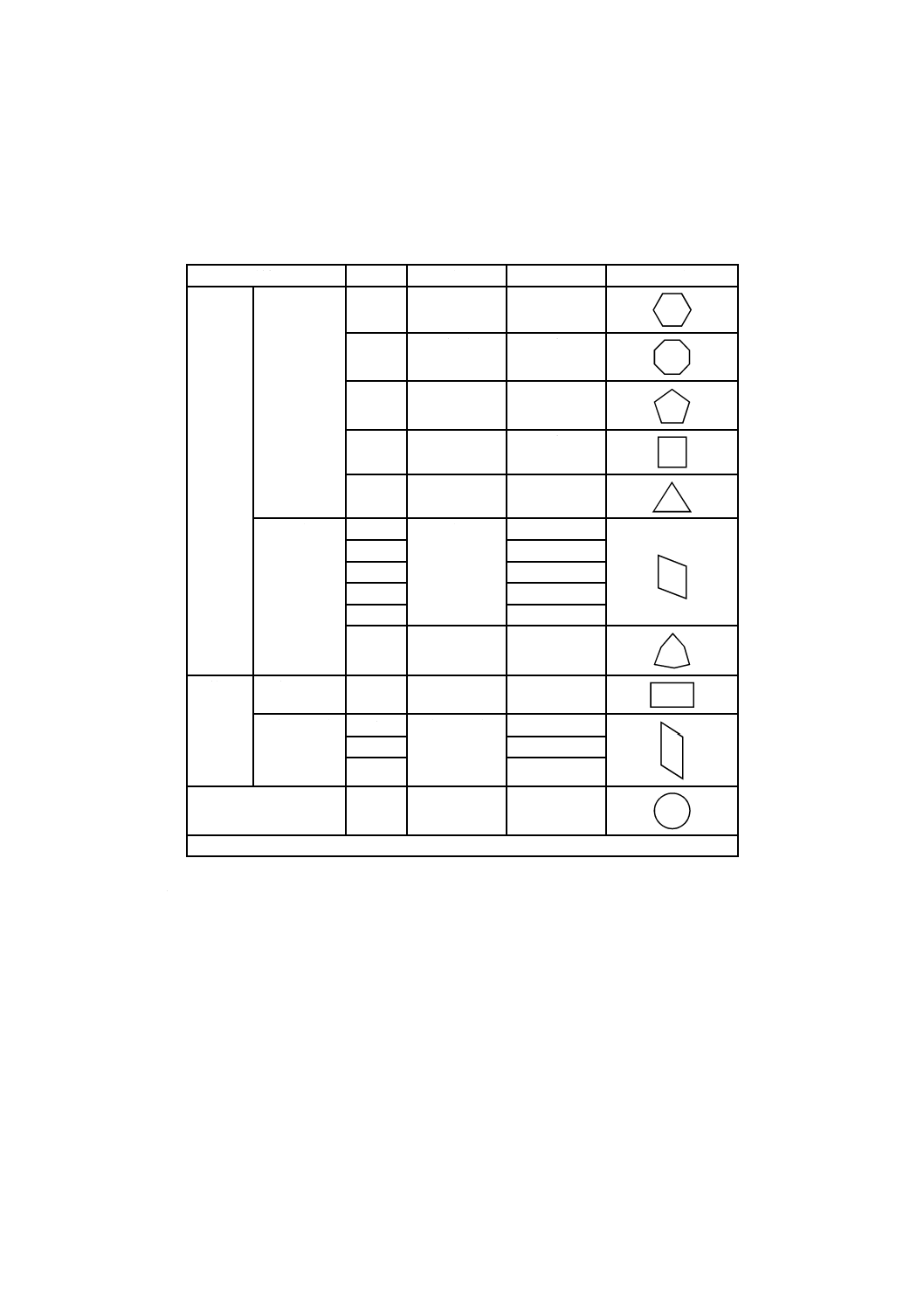
表2−形状記号
種類
記号
形状
刃先角εr
図形
等辺
正多角形
H
正六角形
120°
O
正八角形
135°
P
正五角形
108°
S
正方形
90°
T
正三角形
60°
ひし形及び
等辺不等角
形
C
ひし形
80°a)
D
55°a)
E
75°a)
M
86°a)
V
35°a)
W
六角形
80°a)
不等辺
長方形
L
長方形
90°
平行四辺形
A
平行四辺形
85°a)
B
82°a)
K
55°a)
円形
R
円形
−
注a) 刃先角は,小さい方の角度をいう。
5.2
逃げ角記号
逃げ角記号は,表3による。
6
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−逃げ角記号
記号
逃げ角αn a)
A
3°
B
5°
C
7°
D
15°
E
20°
F
25°
G
30°
N
0°
P
11°
O
その他の逃げ角
注a) 逃げ角は,主切れ刃に対する逃げ角とする。
5.3
等級記号
等級記号は表4によって,記号は級を付けて呼ぶ。その補足として,表5及び表6を用いる。
表4−等級記号
単位 mm
記号(級)
dの許容差
mの許容差
sの許容差
A a)
±0.025
±0.005
±0.025
F a)
±0.013
C a)
±0.025
±0.013
H
±0.013
E
±0.025
±0.025
G
±0.13
J a)
±0.05〜±0.15 b)
±0.005
±0.025
K a)
±0.013
L a)
±0.025
M
±0.08〜±0.2 b)
±0.13
N
±0.025
U
±0.08〜±0.25 b)
±0.13〜±0.38 b)
±0.13
注a) 主として,さらい刃付きチップに適用する。
b) 許容差の範囲は基準内接円直径によって異なり,表5及び表6による。
7
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−刃先角が60°以上のチップの基準寸法別の許容差
単位 mm
基準内接円直径d
dの許容差
mの許容差
適用チップ形状
メートル系
インチ系
J,K,L,M,N(級) U(級) M,N(級) U(級)
4.76
3/16
±0.05
±0.08
±0.08
±0.13
H
O
P
S
T
C,E,M
W
R b)
5.56
7/32
6 a)
−
6.35
1/4
7.94
5/16
8 a)
−
9.525
3/8
10 a)
−
12 a)
−
±0.08
±0.13
±0.13
±0.2
12.7
1/2
15.875
5/8
±0.1
±0.18
±0.15
±0.27
16 a)
−
19.05
3/4
20 a)
−
25 a)
−
±0.13
±0.25
±0.18
±0.38
25.4
1
31.75
1 1/4
±0.15
±0.2
32 a)
−
注a) 円形チップだけに適用する。
b) dの許容差だけを適用する。
表6−刃先角55°(形状D)及び35°(形状V)のM級チップの基準寸法別の許容差
単位 mm
基準内接円直径d
dの許容差
mの許容差
適用チップ形状
メートル系
インチ系
5.56
7/32
±0.05
±0.11
D
6.35
1/4
7.94
5/16
9.525
3/8
12.7
1/2
±0.08
±0.15
15.875
5/8
±0.1
±0.18
19.05
3/4
6.35
1/4
±0.05
±0.16
V
7.94
5/16
9.525
3/8
12.7
1/2
±0.08
±0.25
5.4
溝・穴記号
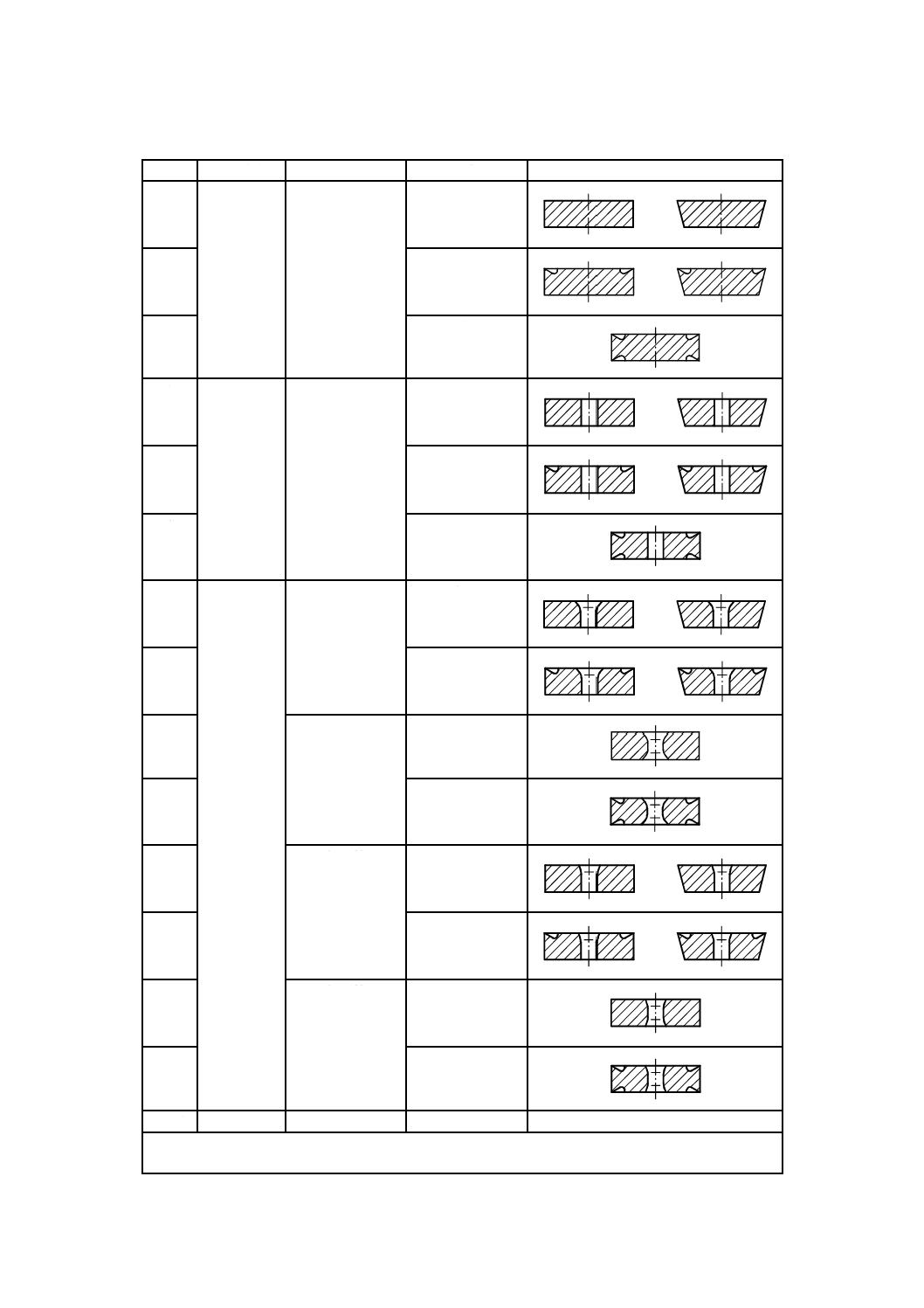
溝・穴記号は,表7による。
8
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−溝・穴記号
記号
穴の有無
穴の形状
チップブレーカ
形状
N
なし
−
なし
R
片面
F
両面
A
あり
円筒穴
なし
M
片面
G
両面
W
あり
一部円筒穴
片面40°〜60°
なし
T
片面
Q
一部円筒穴
両面40°〜60°
なし
U
両面
B
一部円筒穴
片面70°〜90°
なし
H
片面
C
一部円筒穴
両面70°〜90°
なし
J
両面
X a)
−
−
−
−
注a) 不等辺のチップは常にXを使用する。ただし,表1に規定しない形状のチップには使用して
はならない。
9
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
切れ刃長さ又は内接円記号
切れ刃長さ又は内接円記号は,表8による。
表8−切れ刃長さ又は内接円記号
種類
記号
メートル系
インチ系
等辺チップ
小数点以下の数字を切り捨てた辺の長さの値を
使用するa)。
数字が1桁の場合は,0を前におく。
例 辺の長さ
16.5 mm
記号
16
例 辺の長さ
9.525 mm
記号
09
ただし,W形チップの基準内接円直径が4.76
mmの場合は,5.56 mmと区別するためLを前
におく。
例 基準内接円直径
4.76 mm
記号
L3
1/8インチを単位とする分数の分子を使用するa)。
例 基準内接円直径
1/2インチ
記号
4(1/2=4/8)
例 基準内接円直径
5/16インチ
記号
2.5(5/16=2.5/8)
不等辺チップ
チップの主切れ刃又は長い方の辺の長さの値を使用する。溝・穴記号でXを使用した場合は,内容
を明示する。
小数点以下の数字を切り捨てた辺の長さの値を
使用する。
例 主切れ刃の長さ
19.05 mm
記号
19
1/4インチを単位とする分数の分子を使用する。
例 主切れ刃の長さ
3/4インチ
記号
3
円形チップ
小数点以下の数字を切り捨てた辺の長さの値を
使用するa)。
例 主切れ刃の長さ
15.875 mm
記号
15
等辺チップの場合と同一の記号を使用するa)。
注a) 基準寸法と記号との関係を,表9に示す。
10
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−等辺チップ及び円形チップの切れ刃長さ又は内接円記号
基準内接円直径d
形状別切れ刃長さ又は内接円記号
メート
ル系
インチ
系
H
O
P
S
T
C
D
E
M
V
W
R
3.97
−
−
−
−
03
06
−
04
−
−
06
02
−
−
5/32
1.2
4.76
−
−
−
−
04
08
04
05
04
04
08
L3
−
−
3/16
1.5
5.56
−
−
−
−
05
09
05
06
05
05
09
03
−
−
7/32
1.8
6
−
−
−
−
−
−
−
−
−
−
−
−
06
6.35
−
03
02
04
06
11
06
07
06
06
11
04
06
−
1/4
2
7.94
−
04
03
05
07
13
08
09
08
07
13
05
07
−
5/16
2.5
8
−
−
−
−
−
−
−
−
−
−
−
−
08
9.525
−
05
04
07
09
16
09
11
09
09
16
06
09
−
3/8
3
10
−
−
−
−
−
−
−
−
−
−
−
−
10
12
−
−
−
−
−
−
−
−
−
−
−
−
12
12.7
−
07
05
09
12
22
12
15
13
12
22
08
12
−
1/2
4
15.875
−
09
06
11
15
27
16
19
16
15
27
10
15
−
5/8
5
16
−
−
−
−
−
−
−
−
−
−
−
−
16
19.05
−
11
07
13
19
33
19
23
19
19
33
13
19
−
3/4
6
20
−
−
−
−
−
−
−
−
−
−
−
−
20
25
−
−
−
−
−
−
−
−
−
−
−
−
25
25.4
−
14
10
18
25
44
25
31
26
25
44
17
25
−
1
8
31.75
−
18
13
23
31
54
32
38
32
31
54
21
31
−
1 1/4
10
32
−
−
−
−
−
−
−
−
−
−
−
−
32
5.6
厚さ記号
厚さ記号は,表10による。
11
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−厚さ記号
記号
メートル系
インチ系
小数点以下の数字を切り捨てたチップの厚さの値を使用
するa)。
数字が1桁の場合は,0を前におく。
例 チップ厚さ
3.18 mm
記号
03
ただし,厚さが3.97 mmの場合は,3.18 mmと区別する
ためTを前におく。
例 チップ厚さ
3.97 mm
記号
T3
1/16インチを単位とする分数の分子を使用するa)。
例 チップ厚さ
1/8インチ
記号
2(1/8=2/16)
例 チップ厚さ
3/32インチ
記号
1.5(3/32=1.5/16)
長方形,平行四辺形のチップの記号を決めるときは,基準内接円直径の代わりに幅を使用する。幅は,スケッチそ
の他で適用箇所を明確にする。
注a) 厚さ記号を,表11に示す。
表11−厚さ記号
チップ厚さs
記号
メートル系
インチ系
メートル系
インチ系
1.59
1/16
01
1
1.98
5/64
T1
1.2
2.38
3/32
02
1.5
3.18
1/8
03
2
3.97
5/32
T3
2.5
4.76
3/16
04
3
5.56
7/32
05
3.5
6.35
1/4
06
4
7.94
5/16
07
5
9.52
3/8
09
6
12.7
1/2
12
8
5.7
コーナ記号
コーナ記号は,表12,表13及び表14による。
表12−コーナ半径を付けたときのコーナ記号
記号
メートル系
インチ系
コーナ半径の記号は,呼び値を0.1 mm単位で表示するa)。
ただし,数字が1桁の場合は0を前におく。コーナ半径が
0.1 mm未満の場合は呼び値を0.01 mm単位で表示し,記
号の前に00をおく。
コーナが円弧形状でない場合は00を用いる。
例 コーナ半径
0.8 mm
記号
08
例 コーナ半径
0.05 mm
記号
005
下記の記号を使用するa)。
記号
コーナ半径
0
0
1
1/64
2
1/32
3
3/64
4
1/16
6
3/32
8
1/8
X
その他の半径
注a) コーナ半径の基準寸法,呼び値及び記号を,表15に示す。
12
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−さらい刃を付けた場合のコーナ記号
さらい刃の場合は,次の記号を使用する。
記号
切込み角(κr)
A
−
45°
D
−
60°
E
−
75°
F
−
85°
P
−
90°
Z
−
その他の角度
記号
さらい刃逃げ角(α'n)
A
−
3°
B
−
5°
C
−
7°
D
−
15°
E
−
20°
F
−
25°
G
−
30°
N
−
0°
P
−
11°
Z
−
その他の角度
表14−円形チップのコーナ記号
メートル系
インチ系
チップ直径がインチから換算した寸法の場合には,00(ゼロゼロ)を付けて区別する。
チップ直径がメートル寸法の場合には,M0(エムゼロ)を付けて区別する。
0を使用する。
例
基準内接円直径
メートル系
インチ系
12.7 mm,1/2インチ
RCMT120400
RCMT430
12.0 mm
RCMT1204M0
−
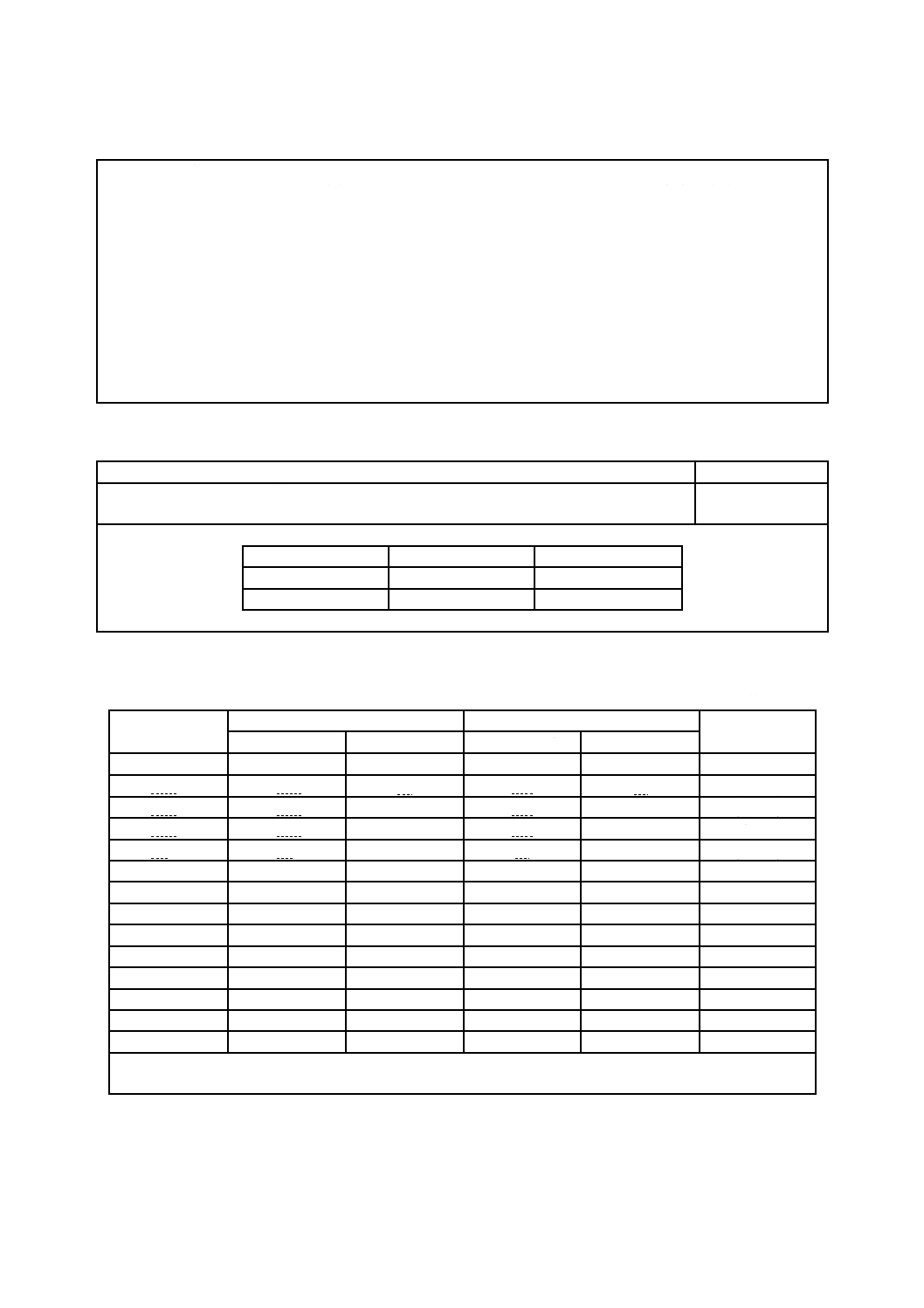
表15−コーナ半径の基準寸法,呼び値,記号及び許容差
単位 mm
基準寸法
呼び値
記号
許容差a)
メートル系
インチ系
メートル系
インチ系
0
0
0
00
0
−
0.03
0.03
−
003
−
(±0.02)
0.05
0.05
−
005
−
(±0.02)
0.08
0.08
−
008
−
(±0.03)
0.1
0.1
−
01
−
(±0.05)
0.203
0.2
1/125
02
Y
±0.1
0.397
0.4
1/64
04
1
±0.1
0.794
0.8
1/32
08
2
±0.1
1.191
1.2
3/64
12
3
±0.1
1.588
1.6
1/16
16
4
±0.1
1.984
2.0
5/64
20
5
±0.1
2.381
2.4
3/32
24
6
±0.1
3.175
3.2
1/8
32
8
±0.1
その他の半径
−
−
−
X
−
コーナが円弧形状でない場合,メートル系記号は,00とする。
注a) 基準寸法0.1 mm以下の許容差は参考値であり,使用者と製造業者の協議により変更することがある。
13
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
任意記号
6.1
一般
任意記号は,主切れ刃の状態記号,勝手記号及び補足記号とし,6.2〜6.4による。
なお,主切れ刃の状態記号及び勝手記号を1文字で表示できる場合は,配列順序8の位置に表示する。
6.2
主切れ刃の状態記号
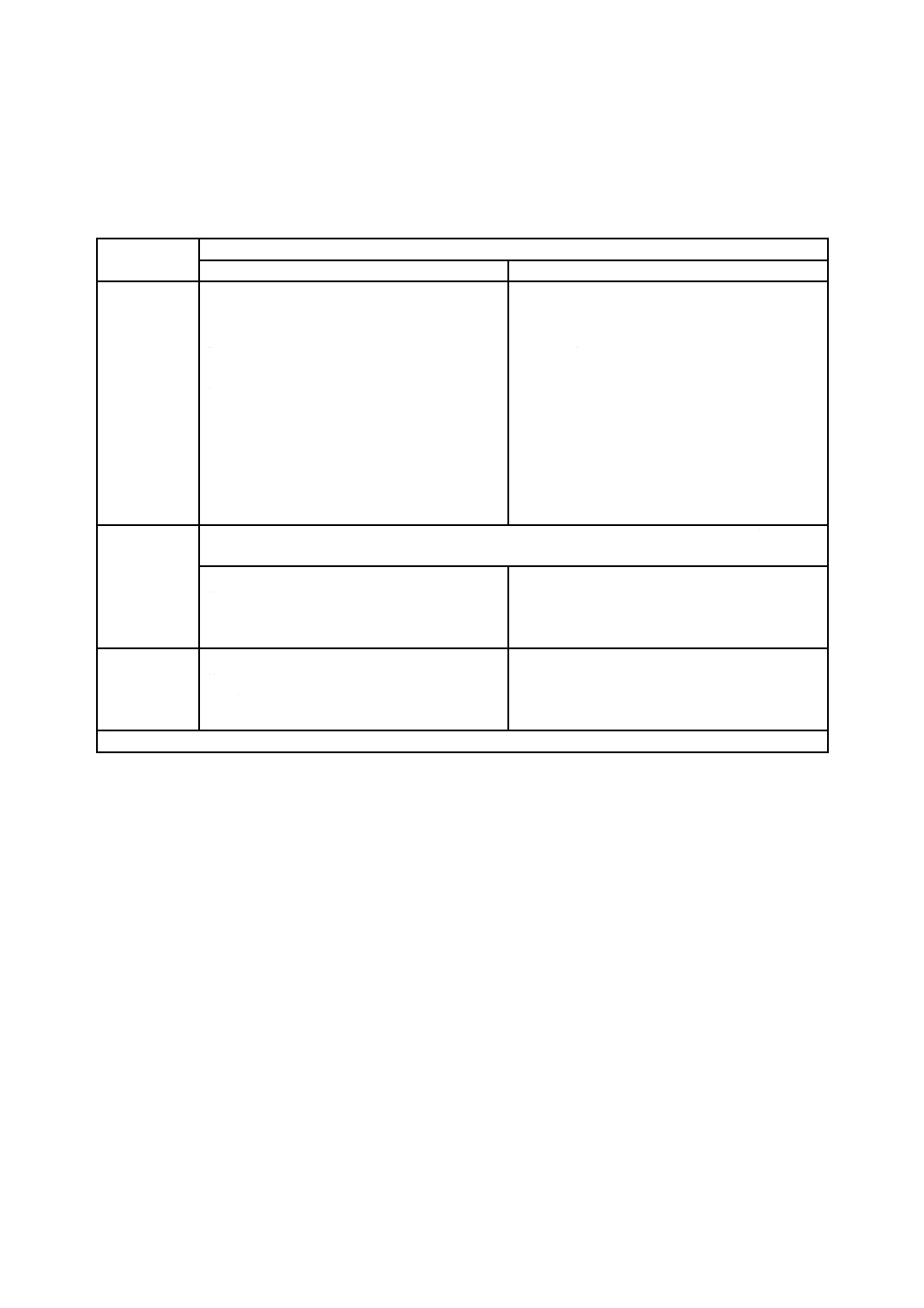
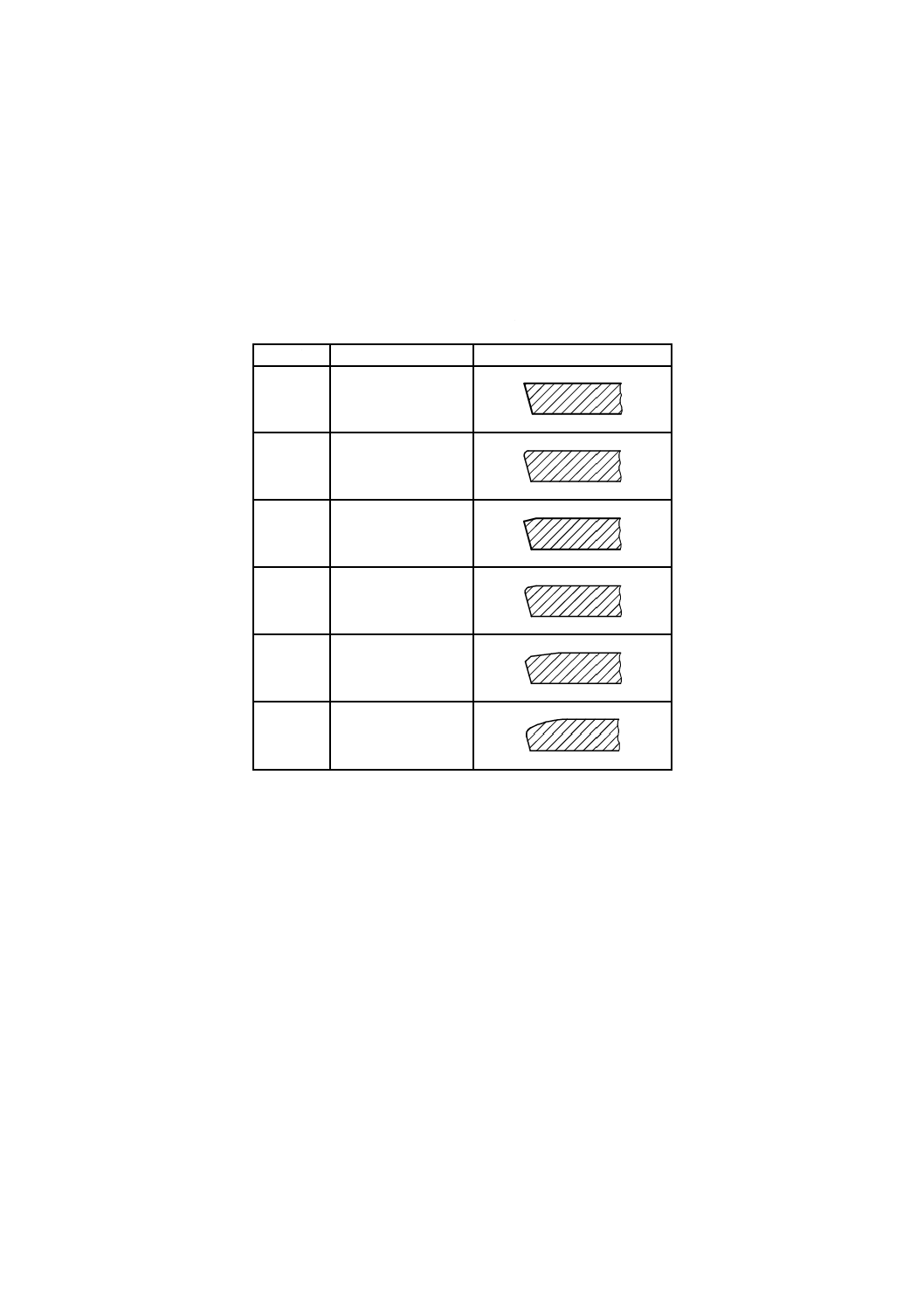
主切れ刃の状態記号は,表16による。
表16−主切れ刃の状態記号
記号
主切れ刃の状態
形状
F
シャープ切れ刃
E
丸切れ刃
T
角度切れ刃
S
複合切れ刃
K
二段角度切れ刃
P
二段複合切れ刃
6.3
勝手記号
勝手記号は,表17による。
14
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
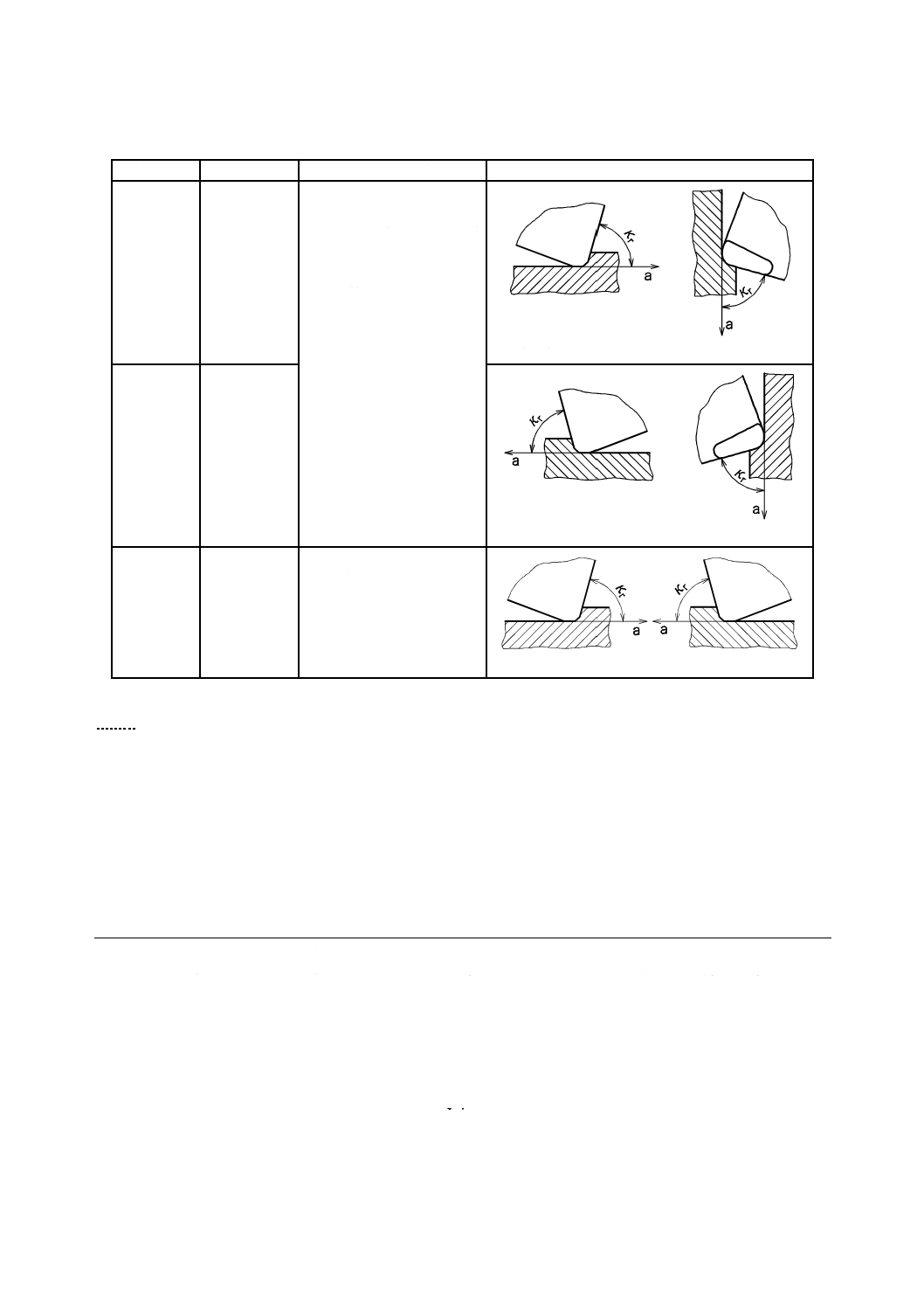
表17−勝手記号
勝手記号
勝手の方向
チップの使用方法
R
右勝手
不等辺及び/又は不等角を
もつチップ並びに非対称な
コーナ及び非対称なチップ
ブレーカをもつチップに対
し,一方向の送り方向だけ
工具を使用できる。
a 送り方向
L
左勝手
a 送り方向
N
勝手なし
対称なコーナ及び対称なチ
ップブレーカをもつチップ
に対し両方向の送り方向で
工具を使用できる。
a 送り方向
6.4
補足記号
補足記号は,製造業者が必要に応じて追加できる。
参考文献 JIS B 4121 刃先交換チップ
注記 対応国際規格:ISO 883:1985,Indexable hardmetal (carbide) inserts with rounded corners,
without fixing hole−Dimensions,ISO 3364:2011,Indexable hardmetal (carbide) inserts with
rounded corners, with cylindrical fixing hole−Dimensions,ISO 6987:2012,Indexable hard
material inserts with rounded corners, with partly cylindrical fixing hole−Dimensions,ISO
9361-1:1991,Indexable inserts for cutting tools−Ceramic inserts with rounded corners−Part
1: Dimensions of inserts without fixing hole,ISO 9361-2:2011,Indexable inserts for cutting
tools−Ceramic inserts with rounded corners−Part 2: Dimensions of inserts with cylindrical
fixing hole(全体評価:MOD)
15
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 4120:2013 刃先交換チップの呼び記号の付け方
ISO 1832:2012 Indexable inserts for cutting tools−Designation
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
切削用超硬質工具
材料を用いる刃先
交換チップ
1
一致
2 引用規
格
3 用語及
び定義
10種類について規
定
−
規定なし
追加
技術的差異はない。
技術的差異はない。
4 呼び記
号の構成
要素及び
配列順序
形状記号など10項
目について規定
3
形状記号など13項目につ
いて規定
変更
ISO規格はISO 16462及びISO
16463の表記に従ってCBN及
びPCDチップの刃先処理量等
の記号を規定。JISは従来の
JISの記号のまま規定。
ISO規格の規定によるとチップの
呼び記号が最大で22桁を超え,
実用的でないために従来のJISと
同じ呼び記号とした。
5 必須記
号
形状記号:16種類を
規定
逃げ角記号:10種類
の規定
等級記号:12種類を
規定
溝・穴記号:15種類
の規定
切れ刃長さ又は内
接円記号:3種類を
規定
4
形状記号:16種類を規定
逃げ角記号:10種類の規
定
等級記号:12種類を規定
溝・穴記号:15種類の規
定
切れ刃長さ又は内接円記
号:3種類を規定
追加
コーナ記号について,JISには
コーナ半径0.1 mm未満の表記
のために0.01 mm単位の表記
を規定し,コーナ半径0.1 mm
以下の基準寸法,呼び値,記号
及び許容差を規定しているが,
ISO規格では規定がない。
コーナ半径については,0.1 mm以
下のチップが日本では広く普及
しているものであり,ISO規格の
不備を補うためにJISに追加規定
した。
2
B
4
1
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
B 4120:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 必須記
号(続き)
厚さ記号:11種類を
規定
コーナ記号:コーナ
半径付きチップは
0.1 mm単位に加え,
コーナ半径0.1 mm
未満では0.01 mm単
位の表記を規定。さ
らい刃を付けた場
合のチップの切込
み角6種類を規定
厚さ記号:11種類を規定
コーナ記号:コーナ半径
付きチップは0.1 mm単
位の表記を規定。さらい
刃を付けた場合のチップ
の切込み角6種類を規定
6 任意記
号
主切れ刃の状態記
号:6種類を規定
勝手記号:3種類を
規定
補足記号:補足記号
を規定
5
主切れ刃の状態記号:6
種類を規定
勝手記号:3種類を規定
追加
技術的差異はない。
技術的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 1832:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
4
1
2
0
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。