1
B 4002
: 19
98
解
説
解説付表
1
JIS
と対応する国際規格との対比表
JIS B 4002
: 1998
ストレートシャンク部をもつ回転工具−シャンク
径及びシャンク四角部の寸法
ISO 237
: 1975
Rotating tools with parallel shanks
−
Diameters of shanks and sizes of driving squares
(工具のシャンク直径
及び四角部)
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国際規格
番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との一致
が困難な理由及び今後の
対策
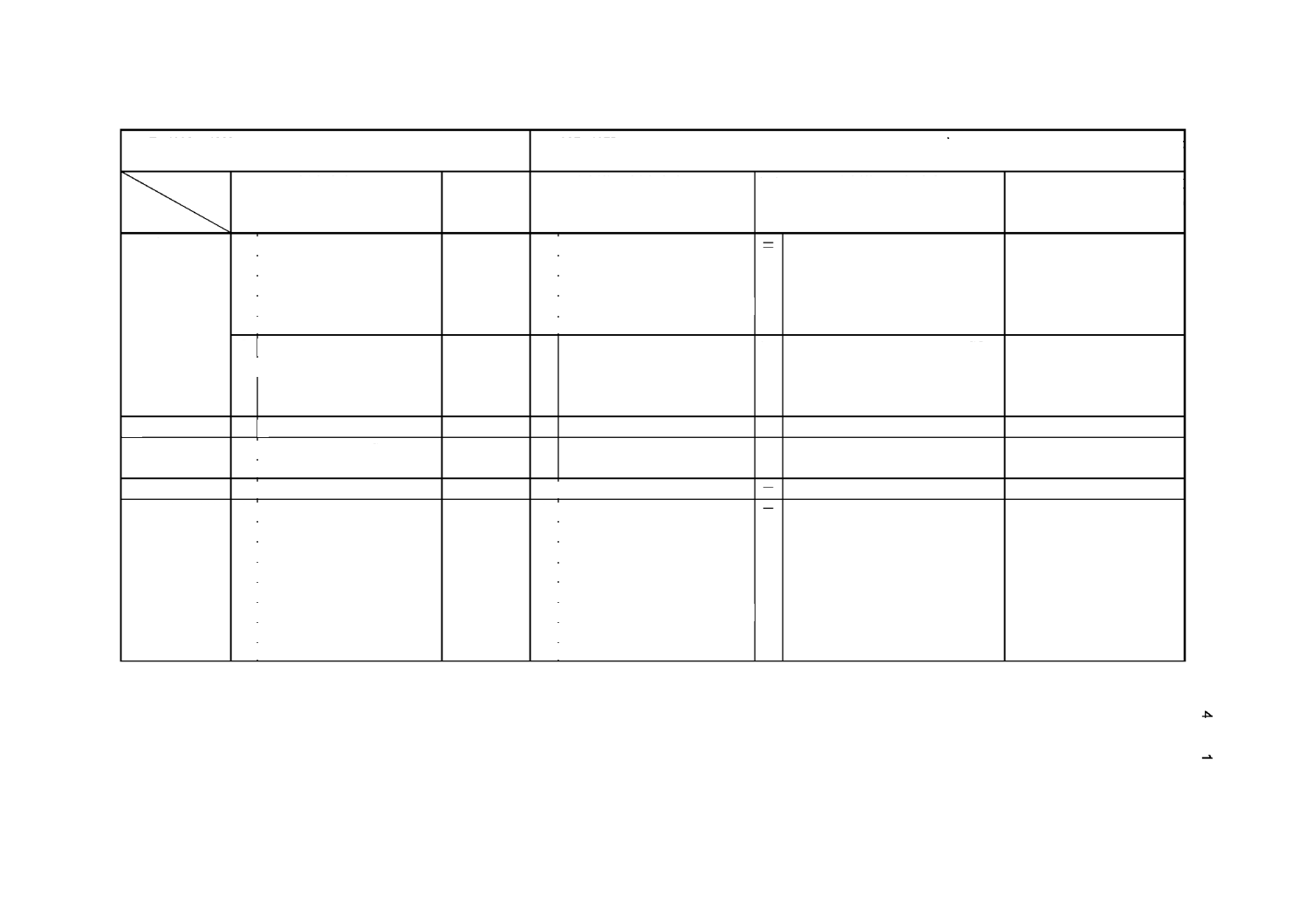
(1)
適用範囲
○ 主系列と副系列がある。
主系列の標準シャンクの直
径には,四角部の二面幅と直
径の比は
0.75
〜
0.85
,副系列
では
0.80
〜
0.85
である。
ISO 237
○ 主系列と到系列がある。
主系列の標準シャンクの直径
には,四角部の二面幅と直径の
比は
0.75
〜
0.85
,副系列では
0.80
〜
0.85
である。
≡
○
J
形シャンク四角部について
は,附属書に示す。
−
ADP J
形シャンク四角部の規定が
ISO
に
はない。
実態によって,
J
形シャンク
四角部は附属書として残す。
今後
5
年以内に削除する方
向で見直す。
(2)
引用規格
○
6
規格を適用
−
(3)
定義
○
JIS B 0173
及び
JIS B 0176
に
よる。
−
(4)
種類・等級
○ 主系列及び副系列の
2
種頬
ISO 237
○ 主系列と副系列の
2
種頬
≡
(5)
形状・寸法
○ 主系列はシャンク径
1.06mm
を超え,
106mm
以下,副系列
はシャンク径
1.06mm
を超
え,
9.5mm
以下
シャンク径の許容差は,高精
度の工具では
h9
,その他の工
具では,
h11
四角部の幅の許
容差は,
h12
ISO 237
○ 主系列はシャンク径
1.06mm
を
超え,
106mm
以下,副系列は
シャンク径
1.06mm
を超え,
9.5mm
以下
シャンク径の許容差は,高精度
の工具では
h9
,その他の工具
では,
h11
四角部の幅の許容差
は,
h12
≡