Z 9020-1:2016 (ISO 7870-1:2014)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 2
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 記号······························································································································· 7
5 概念······························································································································· 7
5.1 管理図 ························································································································· 7
5.2 工程の統計的管理 ·········································································································· 8
5.3 工程の合否判定 ············································································································· 8
5.4 外乱によるドリフトをもつ工程の管理················································································ 8
5.5 異常判定の誤りのリスク ································································································· 8
5.6 データの収集の設計 ······································································································· 9
5.7 計量値データ及び計数値データのための管理図 ··································································· 10
6 管理図のタイプ ··············································································································· 11
7 工程の安定性のための管理図 ····························································································· 11
7.1 一般 ··························································································································· 11
7.2 シューハート管理図及び関連する管理図リストの一部 ·························································· 12
8 工程の合否判定のための管理図 ·························································································· 14
8.1 一般 ··························································································································· 14
8.2 工程の合否判定用管理図(ISO 7870-3参照) ····································································· 14
8.3 修正された工程の合否判定用管理図(修正した限界をもつ。ISO 7870-3参照) ························· 14
9 工程調節························································································································ 14
参考文献 ···························································································································· 16
Z 9020-1:2016 (ISO 7870-1:2014)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS Z 9020-1:2011は
改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 9020の規格群には,次に示す部編成がある。
JIS Z 9020-1 第1部:一般指針
JIS Z 9020-2 第2部:シューハート管理図
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 9020-1:2016
(ISO 7870-1:2014)
管理図−第1部:一般指針
Control charts-Part 1: General guidelines
序文
この規格は,2014年に第2版として発行されたISO 7870-1を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
全ての製造の工程,サービスの工程又は経営の工程は,多くの原因によるばらつきをもつ。その結果,
工程から得た観測値は一定ではない。工程がもつ特性を理解するためにこのばらつきを調査することは,
工程に是正処置をとるための基準を与えることになる。
管理図は,統計的工程管理(SPC)の基本的なツールであり,次の目的に利用可能な簡単なグラフ表示
による手法である。
a) 工程が安定しているか,すなわち,偶然原因による安定したシステムの範囲内で運用し,かつ,偶然
変動が把握できている場合に,“統計的管理状態”であるか否かを示す。
b) 工程の偶然変動の大きさを推定する。
c) 工程が安定状態を維持しているか否か,また,変動が小さくなっているか否かを判断するために,工
程の現状を表すサンプルから得た情報と,偶然変動を反映させた限界とを比較する。
d) 工程の成果を許容できない水準に落とし込む可能性がある変動の異常原因による影響を見つけ,調べ,
その変動を可能な限り減少させるか,又は除去する。
e) トレンド,連,周期などの変動パターンを検出することによって,工程の調節を支援する。
f)
工程が予測可能な安定状態であるか否かを判断する。その結果,工程が仕様書に適合するかどうかを
評価することを可能にする。
g) 工程が製品又はサービスの要求又は測定した特性に対する工程能力を満足することが期待できるかど
うかを判断する。
h) 統計的モデルを用いた予測による工程調節に対してある基準を提供する。
i)
計測システムの性能の評価を支援する。
管理図の大きな長所は,設計及び利用が簡単なことである。管理図は,製造又はサービスの作業者,技
術者,管理者及び経営者に対して工程の挙動をオンラインで知らせる。ただし,工程の状態を信頼でき,
かつ,効率的に示すものであるためには,管理対象とする工程に対する適切な管理図の選択,及び適切な
サンプリングのような計画の段階での注意が必要である。
この規格は,管理図の設計に対して有益となる一般的な概念を提供する。
2
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
適用範囲
この規格は,管理図によるアプローチの要点及び考え方についての一般的な指針を示す。また,この規
格は,シューハート管理図,それに関連する管理図,工程の合否判定を重視する管理図,又はオンライン
での工程調節を重視する管理図を含む多種多様な管理図についても適用する。
この規格は,管理図に関する基本的な原理及び概念を示すものである。また,与えられた状況に対して
最適な管理図の選択を容易にするため,種々の管理図間の関連についても示す。ただし,この規格は,管
理図を用いた統計的管理の方法を規定するものではない。これらの手法は,この規格群の他の規格又はISO
7870規格群の他の規格で規定されている。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7870-1:2014,Control charts−Part 1: General guidelines(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8101-1 統計−用語及び記号−第1部:一般統計用語及び確率で用いられる用語
注記 対応国際規格:ISO 3534-1:2006,Statistics−Vocabulary and symbols−Part 1: General statistical
terms and terms used in probability(IDT)
JIS Z 8101-2 統計−用語及び記号−第2部:統計の応用
注記 対応国際規格:ISO 3534-2:2006,Statistics−Vocabulary and symbols−Part 2: Applied statistics
(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8101-1及びJIS Z 8101-2によるほか,次による。
3.1
管理図(control chart)
連続したサンプルから計算した統計量の値を特定の順序で打点し,その値によって工程の管理を進め,
変動を低減し,維持管理するための管理限界(3.2)を含んだ図。
注記1 通常,時間順又はサンプル番号順に打点する。
注記2 測定値が最終製品又はサービスの特性と相関がある工程変数である場合,管理図は,有効に
機能する。
3.2
管理限界(線)(control limit)
工程特性の安定性の意図したレベルを定義する統計的数値。
注記1 管理図には,一つ又は二つの管理限界がある。
注記2 安定性とは,管理下の工程に対してだけでなく,目標値に対しても表している。
3.3
シューハート管理図(Shewhart control chart)
打点された値の変動が,主として,偶然原因又は異常原因のいずれに起因するのかを見分けることを意
3
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図した,シューハートの管理限界線(3.4)を用いた管理図(3.1)。
3.4
シューハートの管理限界(線)(Shewhart control limit)
偶発原因だけに起因する工程の変動から統計的に定義する管理限界(3.2)。
3.5
工程の合否判定用管理図(acceptance control chart)
主として,打点された値によって工程の変動が規格幅を満たすことを期待できるかどうかを評価するこ
とを意図した管理図(3.1)。
3.6
工程調節用管理図(process adjustment control chart)
工程の予測モデルを用い,変更を行わないのであれば工程の将来の状態を予測し打点するとともに,工
程の偏差を合格判定の限界内に維持できるように変更しなければならない量を求めるための管理図(3.1)。
3.7
計量値管理図(variables control chart)
打点された値が連続尺度のデータを表している管理図(3.1)。
3.8
計数値管理図(attribute control chart)
打点された値が数えられたデータ又は分類されたデータを表している管理図(3.1)。
3.9
c管理図(c chart)
サンプルの大きさが一定の場合に,ある事象の発生数を評価するための計数値管理図(3.8)。
注記 事象の発生数としては,ある分野では,不在者数又は売上げに貢献する顧客数のような計数値
がそれに当たる。品質管理の分野では,事象の発生数はしばしば不適合数として表され,一定
の大きさのサンプル又は一定量の材料と関連付けられる。例えば,織物の100 m2当たりのきず
の数,又は請求書100枚当たりの間違い数がそれに当たる。
3.10
u管理図(u chart)
サンプルの大きさが変動する場合に,単位当たりの発生数を評価するための計数値管理図(3.8)。
注記 発生数としては,ある分野では,不在者数又は売上げに貢献する顧客数のような計数値がそれ
に当たる。品質管理の分野では,発生数はしばしば不適合数として表され,変動するサンプル
の大きさは群の大きさ,又は材料の量の変動に関連付けられる。
3.11
np管理図(np chart)
群の大きさが一定の場合に,所与の分類項目に該当する単位の数を評価するための計数値管理図(3.8)。
注記 品質管理の分野では,通常,不適合品が分類項目となる。
3.12
p管理図(p chart)
比率又はパーセントで表した,サンプルにおける,総単位数当たりの,所与の分類項目に該当する単位
の数を評価するための計数値管理図(3.8)。
注記1 品質管理の分野では,通常,不適合品が分類項目となる。
4
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記2 特に,p管理図は,群の大きさが変動する場合に用いられる。
注記3 打点される値は,比率又はパーセントで表す。
3.13
規準化したp管理図(standardized p chart)
所与の分類項目の割合を規準化した正規変量として表した計数値管理図(3.8)。
3.14
X管理図(X bar control chart),平均値管理図(average control chart)
群の平均値を用いて工程水準を評価するための計量値管理図(3.7)。
3.15
メディアン管理図(median control chart)
群のメディアンを用いて工程水準を評価するための計量値管理図(3.7)。
3.16
移動平均管理図(moving average control chart)
連続するn個の観測値の算術平均を用いて,工程水準を評価するための管理図(3.1)。
注記1 特に,利用できる観測値が群当たり1個だけである場合に,移動平均管理図は,役立つ。例
えば,温度,圧力及び時間のような工程の特性の場合である。
注記2 算術平均の計算に当たっては,(n+1)個の観測値の中で最も古い観測値を現時点の観測値に
置き換える。
注記3 重み付けされない残存効果がn点続くという短所をもつ。
3.17
X管理図(X control chart),個々の測定値の管理図(individuals control chart)
サンプルの個々の測定値を用いて工程水準を評価するための計量値管理図(3.7)。
注記1 通常,この図は,移動範囲管理図(多くの場合,n=2)と併用される。
注記2 X管理図は,平均することで偶然原因による変動を最小化できる利点,又は中心極限定理に
よって正規分布を仮定できる利点を犠牲にしている。
注記3 個々の値は,記号x1,x2,x3…で表現される。
注記4 個々の測定値の管理図の場合,記号Rは移動範囲の値を表す。これは,連続した二つの値の
間の差異の絶対値である。したがって,
|
|
2
1X
X−
,
|
|
3
2
X
X−
などとなる。
3.18
累積和管理図(cumulative sum control chart),CUSUM管理図(CUSUM chart)
測定値の水準のシフト変化を検出するために,連続するサンプルの,参照値からの偏差の累積和を打点
する管理図(3.1)。
注記1 打点される各点の縦軸の値は,一つ前の縦軸の値と,最も新しい測定値,目標値又は管理値
のような参照値との偏差の和を表す。
注記2 参照値が全平均値と等しいとき,水準の変化に対して最も検出力が高い。
注記3 累積和管理図は,管理,診断又は予測の目的で使用することができる。
注記4 管理の目的で使用するときには,グラフ上に描かれるマスク(例えば,Vマスク)によって
解釈できる。累積和の線が,マスクの境界線と接した場合又は交わった場合に,異常と判断
する。
5
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.19
EWMA管理図(EWMA control chart),指数型重み付き移動平均管理図(exponentially weighted moving average
control chart)
指数平滑移動平均を用いることによって工程水準を評価するための管理図(3.1)。
3.20
Z管理図(Z chart)
群単位の規準化された正規変量によって工程を評価するために用いる計量値管理図(3.7)。
3.21
平均の群管理図(group control chart for averages)
群内の特定した原因に対応する最大平均値及び最低平均値を用いて工程平均を評価する計量値管理図
(3.7)。
3.22
範囲の群管理図(group control chart for ranges)
群内の特定した原因に対応する最も大きな範囲を用いて,工程変動を評価する計量値管理図(3.7)。
3.23
最大値及び最小値の管理図(high-low control chart)
群の最大値及び最小値を用いて工程水準を評価する計量値管理図(3.7)。
3.24
トレンド管理図(trend control chart)
群平均の期待される変化からの偏差に関して,工程水準を評価するための管理図(3.1)。
注記1 トレンドは,経験に基づくか,又は回帰分析によって把握することができる。
注記2 トレンドとは,観測値が観測された時間順に打点されている場合に,偶然原因による変動又
は周期的な影響が取り除かれた後に残る,上昇又は下降の傾向である。
3.25
R管理図(R chart),範囲の管理図(range control chart)
群の範囲を用いて変動を評価するための計量値管理図(3.7)。
注記1 群の範囲の値は,群内の最大観測値と最小観測値との差異である記号Rで表す。
注記2 群の範囲値の平均は,記号Rによって表示する。
3.26
s管理図(s chart),標準偏差管理図(standard deviation control chart)
群の標準偏差を用いて変動を評価するための計量値管理図(3.7)。
注記1 群の標準偏差は,記号sで表示する。
注記2 群の標準偏差の平均値は,記号sで表示する。
3.27
移動範囲管理図(moving range control chart)
連続するn個の観測値の範囲を用いて変動を評価するための計量値管理図(3.7)。
注記 範囲の計算に当たっては,(n+1)個の観測値の中で最も古い観測値を現時点の観測値と置き換
える。
3.28
変動係数の管理図(control chart for coefficient of variation)
6
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
群の変動係数によって,変動を評価するための計量値管理図(3.7)。
3.29
多変量管理図(multivariate control chart)
互いに相関をもつ二つ以上の特性の応答を一つの統計量として結合したものを各群に対して用いる管理
図(3.1)。
3.30
多特性計数値管理図(multiple characteristic control chart)
複数の特性に基づいた計数値管理図(3.8)。
3.31
品質スコア管理図(demerit control chart,quality score chart)
認識した重要性に基づき,事象に異なる重み付けがなされている多特性計数値管理図(3.30)。
3.32
工程調節(process adjustment)
入力変数又は出力変数のゆらぎを測定し,他の調節変数を適切に補正することによって,出力である特
性と目標との偏差を減少させる処置。
注記 継続的なモニタリングによって,工程及び工程調節のシステム自体が統計的管理状態(5.2参照)
にあるか否かを判断する。
3.33
調節変数(control variable)
工程の出力値を変化させるために作動信号の働きをもつものとして変動させる,工程の変数。
注記 作動信号は,工程内の測定可能な変化によって引き起こされてもよい。
3.34
自己相関(autocorrelation)
時間順に並べられた観測値系列の内部相関。
3.35
異常原因(special cause)
<工程変動>工程の偶然変動以外の工程変動の原因。
注記1 異常原因は,“突き止められる原因”又は“見逃せない原因”と同義語とみなされることがあ
るが,これらの原因と区別することもある。異常原因は,それが特定されたときにだけ突き
止められる。
注記2 異常原因は,いつも存在するとは限らない特別な状況によって発生する。異常原因の影響を
受ける工程では,時系列変動の大きさが予測できない。
注記3 <…>は,この用語の定義は,この記号の中に示される特定分野だけに適用することを示す。
3.36
偶然原因(random cause,common cause,chance cause)
<工程変動>長期的に工程に固有な変動の原因。
注記1 偶然原因による変動だけに影響を受ける工程では,変動が統計的に求められた限界内である
ことが予測できる。
注記2 これらの原因は,工程改善によって削減する。しかし,これらの特定,低減及び除去の程度
は,技術的な容易性及び経済性に関する費用対効果の分析の対象となる。
7
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
記号
この規格で用いる主な記号は,次による。
n : 群の大きさ
p : 単位の割合又は比率
R : 〈統計的工程管理(SPC)及び抜取検査〉群の範囲
R : 〈SPC及び抜取検査〉群の範囲の平均値
s : 群内の標本標準偏差
s : 群の標準偏差の平均値
X : 個々の値
X : 群の平均値
注記 この規格では,略語が複数の文字を含むことができるのに対し,記号は単一文字だけで構成す
る。この理由は,複数文字を乗算の表示として誤って解釈されることを回避するためである。
5
概念
5.1
管理図
管理図は,工程からのデータをグラフ表示したものである。これによって,工程の変動及び安定性を視
覚的に評価することができる。決められた間隔で,アイテムの規定の大きさの群を取得し,アイテムの特
性又は特徴を決定する。取得したデータを,適切な統計量に集約し,これらの統計量の値を管理図上に打
点する。典型的な管理図は,打点した統計値がその周辺に集まると予期されるレベルを反映する中心線及
び管理限界線と呼ばれる2本の線をもつ。管理限界線は,中心線の両側に置かれ,工程が管理状態にある
場合,統計量の値がランダムに位置することが予期される領域を定義する。
2本の管理限界線は,工程の管理の状態を判断するための基準として使用する。管理限界は,領域を定
義し,領域の幅は工程の偶然変動によって決定する。選ばれた統計量の値が領域内に打点される場合,工
程は統計的管理状態にある。したがって,工程は現状どおりに操業し続けても差し支えないということを
管理図は示している。一方,管理限界外に統計値が打点された場合は,工程が“管理外れ”状態であるこ
とを示す。したがって,管理図は,変動に異常原因が存在し,その結果,工程に対して処置をとる必要性
があるということを示唆している。
工程に対してとることができる処置は,次による。
a) 将来,管理外れの原因の影響を除去,是正又は削減することを視野に入れて,異常原因の源を突き止
めるための調査を行う。
b) 工程調節を行う。
c) リスクを評価し,工程を継続する。
d) 是正処置をとるまで工程を停止するか,又は抑制処置をとる。
e) 異常原因を示すものがよい方向(例えば,工程改善)の場合,異常原因を維持し,可能であれば常に
それを永続化させる。
管理図上に“警戒限界”という更なる限界が置かれる場合がある。打点された観測値の点が警戒限界の
外にはあるが,管理限界の外ではないという場合は,工程に対して“処置”をとる必要はないが,異常原
因が工程に影響を及ぼしているときもあるので工程に一層の注意を払うことが望ましい,ということを示
す。したがって,工程が変化したかどうかをより早く決定するために,次のサンプルまでの間隔を短縮す
る及び/又は次のサンプルの大きさを増大させることが有利となる場合もある。管理図が警戒限界を含む
8
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とき,管理限界を“処置限界”と呼ぶこともある。
工程の管理状態を判断するための選択的な追加ルールとして,データが管理限界範囲内ではあるがいつ
もとは異なる様々なパターンが考案されている。これらのルールは,“異常判定ルール”と呼ばれることが
多く,これらの規則は,JIS Z 9020-2に規定している。
目的が,工程の合否判定であるときは,工程の合否を判定するための判断基準として“合否判定用管理
限界”と呼ばれる更なる限界も必要となることもある。
5.2
工程の統計的管理
管理図は,多くの場合,工程の安定性を判定するために使用する。偶然原因だけの影響を受ける場合,
すなわち,何らかの異常な,予期しない,又は特別な(又は突き止めることができる)原因がシステム内
にない場合,工程は,“統計的管理状態”にあるとみなす(工程は“統計的に管理されている”という。)。
そのような異常原因は,工程が操業されている水準若しくは工程水準の周りの変動の大きさのいずれかに,
又はそれらの両方に同時に影響を及ぼす場合がある。
偶然原因による変動は,ランダムに生起し,通常,ある統計的法則に従う。工程が“統計的管理状態”
にある場合,管理図の本質は,その工程の挙動を高い確率で予測することが可能ということである。一方,
異常(又は見逃せない)原因がシステム内に入ってきた場合,工程はこれらの原因の影響を受けやすくな
り,異常原因の存在又は影響についての情報なしでは結果は予測できない。“統計的管理状態”にないこと
が判明した工程は,“管理外れ”状態であるとみなし,工程を“統計的管理状態”にするための処置が必要
となる。ある種の経済的な現象又は自然現象については,それ自体に介入するための既知の方法はない場
合もあり,その場合,管理図は単に管理の欠如を特定することにだけ役立つ。
5.3
工程の合否判定
工程の安定性のモニタリングに加えて,管理図は,工程の合否を判定するためにも使用することができ
る。工程が統計的管理状態にある場合,あらかじめ設定された判定誤りのリスクを伴った上で,工程の出
力が製品又はサービスの要求事項を満たすか否かを決定することが可能となる。これは,仕様書に定めら
れた許容範囲に比べて工程の変動が小さいときに最も効果的である。そのような状況においては,工程水
準は,一時的に管理外れ状態に転じる場合があるが,全ての製品及びサービスの要求事項は引き続き満た
されている。このとき,管理図は,工程水準の変動にかかわらず,工程の許容可能状態を維持するために
使用する。この場合には,ISO 7870-3に規定されている特定の管理図が必要である。
5.4
外乱によるドリフトをもつ工程の管理
例えば,バッチ内の特定の化学物質の濃縮など,何らかの除去不能な外乱によって工程水準がドリフト
する場合,工程の水準を補正するための変数が存在する。この状況においては,外乱の影響を調節するた
めに,どの時点でどの程度工程を調節することが望ましいかを示す目的で設計された特別な管理図を使用
することができる。このタイプの管理では,多くの場合,工程の変動を著しく減少できる。特に,このタ
イプの管理では,工程を必要以上の頻度で調節(過剰調節)しないことを保証するものである。必要以上
の頻度での調節は,かえって偶然変動を増大させる。
5.5
異常判定の誤りのリスク
限られたサンプルによる打点に対して異常判定ルール(JIS Z 9020-2参照)を適用し,工程の管理の状
態を判断する場合,次の2種類の異常判定の誤りが生じる可能性がある。
一つ目の種類の誤り(第1種の過誤)は,打点した点によって,工程が統計的管理状態になく,工程に
対して処置が必要であるという決定をするが,実際は工程が統計的管理状態にある場合に生じる。したが
って,工程は,“管理外れ”状態であると誤って判断することになる。この種類の誤りが生じるリスクを,
9
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
“アルファ(α)リスク”という。
二つ目の種類の誤り(第2種の過誤)は,工程に影響を及ぼす異常原因が起こっているが,工程からの
データからは,まだ工程が“管理外れ”状態であるという決定をもたらすには至っていない場合に生じる。
管理図が,工程が統計的管理状態ではないということを示すまでは,工程は,“統計的管理状態”であると
誤って判断することになる。この種類の誤りが生じるリスクを,“ベータ(β)リスク”という。
これらの誤りのリスクを管理するため,管理限界,一連の異常判定ルール,及びサンプルの大きさを適
切に設定することが望ましい。
5.6
データの収集の設計
5.6.1
一般
データ収集における最も重要な要素は,検討する特性の選択,及び管理の範囲又は段階の特定である。
データを収集する方法は,偶然原因と異常原因とを効果的に区別するための管理図の効率的な運用にとっ
て根本的に重要である。工程及び収集されるデータの性質を理解した上で,サンプル又は群をどのように
定義するか,並びにそれらの適切なサンプルの大きさ及びサンプリングの頻度を注意深く検討しなければ
ならない。
5.6.2
特性の選択
初めに,管理プログラムが求める特性を決めなければならない。特性には,次の二つの側面が求められ
る。一つは,工程の状態に強く影響することであり,もう一つは製品の品質保証に関係していることであ
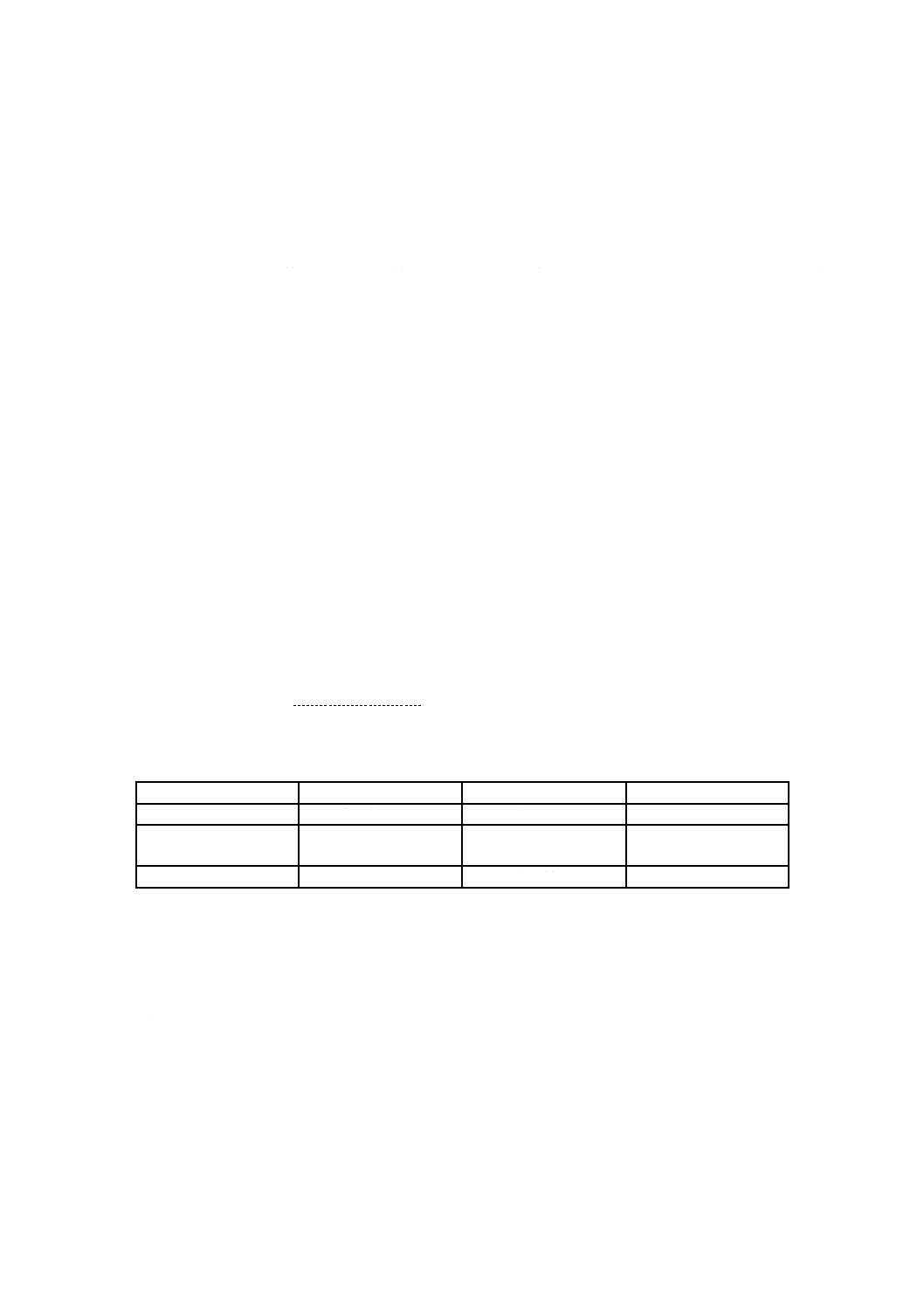
る。次に,特性を選択する一例を示す。FMEA1)の結果及び工程分析に基づく特性を選択する場合の主な項
目を表1に示す。より高い品質レベルを要求される特性であればあるほど,更に管理できる特性が突き止
められる原因により近い特性であればあるほど,管理図のよりよい特性を選択したことになる。表1のよ
うなケースを想定したとき,ロール圧及びヒンジにかかるトルクが管理図の管理特性の候補となる。
注1) FMEAは,“Failure Mode and Effects Analysis”の略で,故障,不都合などの防止を目的に,潜在
的な故障の体系的分析方法である。
表1−特性を選択するための主要事項
重要度(FMEA表から)
製品特性の例
製品の部品特性
工程パラメータの例
9〜10
絶縁体の厚さ
軸の直径
ロール圧
5〜8
動作抵抗
ねじのピッチ
ヒンジにかかる
トルク
2〜4
きず
表面性状
取扱い
5.6.3
測定プロセスの評価
いかなる工程管理活動であっても,それを実施する前に,測定プロセスの妥当性を確認することが極め
て重要である。工程が適切に特性の変動を検出するために,測定プロセス(ISO 22514-7参照)によって
生じる変動を推定しなければならない。この状況下では,製品仕様又は工程の変動に関して(方法,機器
などを含めた)測定プロセスが選択できる必要がある。
5.6.4
群の選択
群は,決められた方法で工程から取得されたアイテムのサンプルである。これらのアイテムの特性から
のデータは,どの統計量(不適合品の数,平均,範囲など)を計算し,管理図上に打点されるかというこ
とによって決定する。
合理的なサンプル又は群は,できる限り均質となるように選択することが望ましい。合理的な群内では,
10
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
変動は偶然原因だけによるものと推測する。これらの原因は,時間に関しての工程に固有な偶然変動を作
り出すものとなる。合理的な群は,群間の変動の異常原因の検出を可能にするために選択する。短期的変
動は,一連の合理的に均質な群内の変動によって測定し,管理図上の管理限界の位置を決定する。一方,
長期的変動は,通常,群間の変化によって評価する。時間的なブロックとして群を構成することは,多く
の場合,時間とともに発生する異常原因の検出を可能にするためのよい基準である。しかしながら,作業
者間の変動,機械間の変動,又は供給者間の変動の検討の必要性などといった他の基準に対しては,時間
の代わりに,作業者間の群,機械間の群又は供給者間の群を定義する。
合理的な群は,その変動の大きさが無視できないような全ての偶然要因を含むことが望ましい。例えば,
ある試験装置に設定された一片の試料の試験結果を繰り返し記録したとしても,その試料の装置における
位置決め,又はサンプルに関する要素は,その変動に含まれない。これらの側面が通常の試験環境に固有
のものである場合,繰り返された測定値は,固有の測定変動の非現実的で小さい推定値を与えることにな
ってしまう。したがって,工程から得られたほとんどの実際の測定値が“管理外れ”を示すことになる。
5.6.5
群の大きさ
群の大きさは,工程内の小さな変化に対する検出力と異常原因を検出しないリスクとの均衡が保たれる
ように選択することが望ましい。群の大きさが大きい場合には費用はかかるが,工程のより精度の高い評
価を提供し,更に効果的なモニタリングが可能になる場合がある。しかしながら,群が大きすぎると,群
の形成期間内に異常原因が生じる機会が多くなり,群内変動が大きくなり,したがって,管理限界が過度
に広げられ,多くの異常原因が検出できない可能性がある。
計数値データは,計量値データに比べて含まれる情報が非常に少ないため,計数値データを取り扱う場
合には,工程の比率における変化を検出するのに必要な群の大きさは,通常,計量値データを使用する群
の大きさに比べて非常に大きくなることがある。
状況によっては,群を形成することが非現実的又は意味がなく,本質的にはサンプルの大きさが1とな
る個々の単位の情報を集めることもある。これは,試験が破壊検査である場合若しくはサンプリングに費
用がかかる場合,又は工程(連続的又はバッチ工程)に対する繰返しの測定の変動が装置若しくは分析エ
ラーだけによる場合である。
5.6.6
サンプリングの頻度
サンプリングの頻度は,統計的管理外れの状態で操業した場合の工程のコストだけではなく,できるだ
け早く検出しなければならない工程の変化の大きさに依存する。検出できる変化が小さければ小さいほど,
管理図において異常を検出するまでに収集の必要がある既定のサンプルの大きさは大きくなる。サンプリ
ング間隔を短縮することは,何らかの工程の欠陥を検出するまでの時間,及び工程が管理外れ状態で操業
し,欠陥製品を生産する時間を減少させることがある。しかしながら,サンプリング間隔を決めるときに
は,サンプリング及び試験のコストを考慮することもできる。また,サンプリング間隔が工程に影響を及
ぼすパラメータと同期化し,工程が特別な状態時(例えば,気温が低い就労時間の開始時,原材料バッチ
の開始時から50個目ごと,又はシフト変更時)だけにサンプリングを行うことを避けることが望ましい。
5.7
計量値データ及び計数値データのための管理図
管理図は,計量値データ又は計数値データのいずれかに対して用いることができる。計量値データは,
管理する特性の大きさを連続的尺度で測定し,記録することによって得られる観測値を表す。計数値デー
タは,各アイテムがもつ特性の発生頻度,又は発生の有無に着目して得られる(分類された若しくは数え
上げられた)観測値を表す。属性をもつ単位数又はアイテムがもつ特性の発生頻度を数える。結果は,頻
度又は比率で表す。
11
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基本的に,管理対象の特性の分布が異なるため,計量値データに対する管理図(計量値管理図ともいう。)
と計数値データに対する管理図(計数値管理図ともいう。)とは異なる。
ほとんどの計量値管理図では正規分布が仮定され,観測値は統計的に独立であると仮定する。この仮定
から,工程の平均レベル又は中心位置,及び工程の変動の両側を管理する目的のために,二つの管理図を
用いる。一つは,標本平均,メディアン,又はサンプルが一つのアイテムしか含まない場合は,単一の測
定された特性自体などのような,位置(中心)に関する尺度を用いたものである。もう一つは,標本標準
偏差,範囲,又は一時点においてサンプルが一つのアイテムしか含まない場合は連続した二つの観測値の
差の絶対値などのような,サンプル内の観測値のばらつき(変動)に関する尺度を用いたものである。計
量値管理図を用いたアプローチが有効となるには,両方の種類の管理図を用いることが必要である。
位置(平均)のための管理図の管理限界間の距離は,ばらつきのための管理図でモニタリングする変動
の関数である。それゆえ,工程の水準(平均)のための管理図を作る場合には,工程がそのばらつきに関
して統計的管理状態にあることを検証することが重要である。
ほとんどの計数値管理図では,一般に二項分布又はポアソン分布のいずれかを仮定する。これらの分布
のいずれも,工程の安定性のためにモニタリングしなければならないのは,一つのパラメータである。し
たがって,計数値データを用いて工程をモニタリングするためには一つの管理図が必要である。一旦,群
の大きさ及びサンプル内の比率又は頻度が決まれば,比率又は頻度の標準偏差は推定できるので,計数値
管理図の管理限界が決定できる。
6
管理図のタイプ
管理図のシステムは,“工程の安定性”及び“工程の合否判定”を目的とした工程の特性に対応する管理
図で構成する。
目的が,工程の安定性の達成又は維持の場合,シューハート管理図(JIS Z 9020-2参照)及び関連する
管理図を用いる。
目的が,工程の合否判定の場合,工程の合否判定用管理図を用いる(ISO 7870-3参照)。ISO 7870-3で
は,工程の合否判定用管理図の使用の妥当性を検証するために,予備的にシューハート管理図を用いるこ
とが望ましいと規定している。工程の群内変動が維持管理されていることが必須となるからである。
これらの一般的なタイプのうち幾つかの管理図については,箇条7及び箇条8で規定する。さらに,箇
条9では別の統計的手法について規定する。これらは,工程を統計的管理状態にする又は維持することが
不可能な場合に適用する。この手法は,工程を可能な限り目標に近付けておくことを目的として,工程の
調節量を予測するものである。
7
工程の安定性のための管理図
7.1
一般
シューハート管理図は,次の二つのタイプに分ける。
一つは,前もって規定した管理限界線をもたない管理図である。この管理図では,管理限界線は図に打
点したサンプル又は群のデータを基に決める。このタイプの管理図では,幾つかの連続した点の変動が,
偶然原因による予測される変動に対して大きいか否かを調べるために用いる。本質的には,このタイプの
管理図は,特に研究開発段階,初期の試作段階,初期生産段階,又はサービス調査において,管理がうま
くいっているかどうかを調べるために用いる。この管理図は,新しい工程,製品又はサービスの変動を,
測定方法の変動も含めた形で,評価する場合に役立つ。この管理図では,管理限界線は打点したデータの
12
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関数であるため,図に現れた異常の解釈に注意しなければならない。
もう一つは,管理図の統計量に対応した標準値を基に管理限界線を決めた管理図である。標準値は,次
のいずれかによって決めることができる。
a) 代表的な過去のデータ(規定した管理限界線がない管理図を用いたときの経験から得られた値)
b) サービスの必要性及び生産コストを考慮した経済的な値
c) 製品規格に定めている望ましい目標値
このタイプの管理図は,統計量の値と標準値とのずれが,偶然変動より大きいかどうかを評価すること
によって,現在操業している工程をモニタリングするために用いる。
できれば,標準値は,上記a) によって決定することが望ましい。なぜならば,工程管理の初期段階に
規定した管理限界線をもたない管理図を使用し,次に標準値を基に管理限界線を決めた管理図を使用する
という方法に対して,工程管理の連続性という合理性を与えるからである。
後者の形態の管理図では,原因系が安定しているかどうかを評価するばかりでなく,経済的な値又は目
標値からみて原因系が適切に設定されているかどうかも評価することに注意しておく必要がある。
7.2
シューハート管理図及び関連する管理図リストの一部
7.2.1
一般
このリストは,三つのカテゴリーに分ける。初めの二つは,いずれも独立した観測値を基に,一つの群
だけから得たデータを使った管理図及び二つ以上の群から累積したデータを使った管理図である。三つ目
は,時間的な独立性が成り立たない観測値のための管理図である。
7.2.2
一つの群のデータを用いた管理図
7.2.2.1
計量値データ
一つの群の計量値データを用いることができる管理図には,次のようなものがある。
a)
R
X−
管理図(データの中心性を表す平均及びデータのばらつきを表す範囲)又は
s
X−管理図(範囲
を標準偏差で置き換える。)。メディアン管理図は,X管理図の平均をメディアンに置き換えたもので
ある。
b) X管理図及び移動範囲管理図(7.2.3参照)
c) 多変量管理図
d) トレンド管理図
e) 最大値及び最小値の管理図
f)
群管理図
g) 変動係数の管理図
h) Z−R管理図
多変量管理図は,複数の関連する特性の平均又は関係(共分散)における変化を検出するために用いる。
管理する複数の特性値を一つにまとめた統計量を打点する管理図がよく用いられる。
7.2.2.2
計数値データ
一つの群の計数値データを用いることができる管理図は,次のようなものがある。
a) p管理図(不適合品率の管理図)
b) np管理図(不適合品数の管理図)
c) c管理図(不適合数の管理図)
d) u管理図(単位当たりの不適合数の管理図)
e) 規準化したp管理図
13
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
品質スコア管理図
g) 二方管理図
h) 不適合数又は不適合品率のX管理図を併用した移動範囲管理図
7.2.3
二つ以上の群のデータを用いた管理図
7.2.3.1
X管理図と併用する移動平均管理図及び移動範囲管理図
ある状況では,個々の観測値をX管理図上に打点する。そのとき,工程の変動を推定し,管理するため
に移動範囲管理図(連続する二つの観測値の差の絶対値)も用いる。場合によっては,X管理図の替わり
に,連続するn回の観測の移動平均を用いてもよい。
7.2.3.2
CUSUM−累積和管理図
個々の観測値,又はX,R,s,pなどの群の統計量と参照値との偏差の累積和を打点する。工程が統計
的管理状態にあるかどうかの判定には,Vマスク法を用いる。この管理図は,持続した効果が強調される
ため,通常のシューハート管理図よりも工程水準の小さな変化に敏感である。時系列に得られるデータの
グラフ化よりは,工程の管理された状態からの逸脱を検出することが主な目的である場合,Vマスク法と
同じ機能を果たすが,図を必ずしも必要としない表形式によるCUSUM法も用いることができる。表形式
によるCUSUM法の管理限界線は,Vマスク法から変換で計算することができる。Vマスク法及び表形式
によるCUSUM法のいずれも,CUSUM管理図は工程平均の変化時点を推定するのに有用である。
7.2.3.3
指数型重み付き移動平均(EWMA)管理図
個々の観測値,群の平均値,群の範囲又は群の標準偏差の現時点から過去の全ての観測値の平均をとる
が,過去に遡ったものほど小さい重みを与える。持続する効果が強調されるため,この管理図はシューハ
ート管理図よりも工程水準の小さな変化に敏感であるが,大きな変化には敏感ではない。
7.2.4
独立でない(自己相関がある)観測値のための管理図
計量値管理図の正当性を説明するときによく用いられる仮定は,統計的管理状態にある工程から得られ
るデータは独立に一定の平均値及び一定の標準偏差をもつ正規分布に従うというものである。工程が統計
的管理状態でないとは,平均及び/又は標準偏差が統計的管理状態の場合とは異なる値に変化したことを
意味する。
管理図に関する最も重要な仮定の一つに,観測値の独立性がある。従来の管理図は,品質特性を表すデ
ータが時間順序に対する連関性,すなわち,自己相関として知られている現象があると,その程度が僅か
であってもうまく機能しない。特に,従来の管理図はデータに相関があれば,誤った結果を与えがちにな
る。都合が悪いことに,製造工程の中には無相関又は独立性の仮定を近似的にも満たさないものがある。
化学工程はその例であり,連続する測定値間又は製品の特性値間にはしばしば高い相関が見られる。また,
製造順に全製品の試験又は測定が自動的に行われているような工程では,データ間に自己相関が生じる場
合がある。
自己相関工程を取り扱う一つの方法は,サンプリングされたデータの相関が弱くなるように,工程から
のサンプリングの頻度を低くすることである。これは簡単な解決策に見えるが,利用可能なデータを非効
率的に使用することになり,工程の真のシフトを検出するのに全てのデータを使用した場合に比べて非常
に長い時間を必要とするデメリットがある。
自己相関工程を取り扱う望ましい方法は,時間に対する“ドリフト”又は“ふらつき”によって生じる
自己相関を,工程に内在している固有のものとして扱うことである。自己相関によって生じたこれらの動
的変化に対して調節したデータをモニタリングする。特に,適切な時系列モデルは,データの自己相関構
造をモデル化するために用いる。この適切な時系列モデルによる修正によって,データから自己相関を除
14
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
去する。修正したデータは残差といい,無相関であるため,管理図上に打点できる。
7.2.5
工程能力
一度工程が,前もって標準値が与えられない管理図によって統計的管理状態になった場合は,その工程
変動を予測でき,また,仕様書で定められた能力であるか否かを評価できる(JIS Z 9020-2及びISO 22514-1
参照)。
8
工程の合否判定のための管理図
8.1
一般
この管理図は,規格限界を超える出力の比率を管理することによって工程の合否を判定するために使用
する。この目的のために二つのXに対する限界線(上側及び下側)を用いた管理図が使用できるが,その
有効性は適切な工程変動があるかどうかによることから,群内変動の管理のためにR管理図(又はs管理
図)の同時使用は必須である点に注意する。
これらの管理図で重要視するのは,シューハートタイプの管理図とは対照的に,工程が一つの標準値の
付近で統計的管理状態であることが必ずしも必要ではなく,群内変動が統計的管理状態を保っている限り,
演えき(繹)的に設定した範囲内の工程水準で操業可能である点である。幾つかの突き止められる原因は,
製品又はサービスの要求と比べて十分小さい工程水準の変化を生じさせ,それらを厳密に管理しても経済
的でないと思われる。すなわち,工程能力が十分に高い場合,あまりに細かい工程の管理は,費用対効果
からみて望ましくない。一方では,工程水準の変化の迅速な検出が必要となるほど工程水準の変化が大き
い場合には,その検出を見逃すリスクについて考慮することが重要である。
工程の合否判定用管理図は,“統計的管理状態”を判定するために使用する管理図の要素ではない仕様書
の値を管理図に用いる点で,シューハート管理図及び関連する管理図とは異なる。
8.2
工程の合否判定用管理図(ISO 7870-3参照)
工程の合否判定用管理図は,工程が合格水準で操業する場合,それを不合格とするリスク,及び工程が
不合格水準で操業するときにそれを合格とする(検出しない)リスクの両方を考慮する。これらの管理図
を設計するための代表的な手順は,次のとおりである。
合格とする工程の範囲を定義する。それは,合格の工程水準及び不合格の一組の工程水準からなる。合
格としなければならない工程を不合格としてしまうαリスク,及び不合格としなければならない工程を合
格としてしまうβリスクについて,規定の水準を満たすよう要求する群のサンプルの大きさを決定する。
これらの基準から特別な管理限界を計算し,工程の作業者の意思決定のために管理図上に示す。
8.3
修正された工程の合否判定用管理図(修正した限界をもつ。ISO 7870-3参照)
修正した工程の合否判定用管理図は,工程が満足のいく水準である場合,不適合率が規定した値を超え
ないことを,与えられた群の大きさの下で,与えられた信頼度で保証することだけを考慮する。
不適合品率が規定の値を超えないように決めた範囲で,工程平均が変動することを許容するように,合
否判定限界を修正する。
9
工程調節
ある種の外乱を取り除けない又は十分に減らせないために,工程を統計的管理状態にすることが不可能
な場合,及びその維持が不可能な場合がある。そのような外乱の原因は未知か,又はそれらの除去には費
用がかかる場合がある。異常原因の特定のための管理図の使用とは対照的に,この場合の焦点は工程を目
標値の周りに維持することである。これには,工程が現在の操業状態を維持できるかどうかを予測するた
15
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
めの種々の複雑な予測モデルの使用,及び工程の目標値からの逸脱を防ぐために調節変数の水準を調節す
ることによる迅速な処置が必要となる。予測モデルの要素が特定の工程に強く依存するため,工程調節用
管理図は特定の応用に応じた個別なものとなる。
これまで記載した管理図とは異なり,工程が現在の状態を続け,かつ,予測される工程の目標値からの
ずれを避けるため,前もって工程の変更を必要とするという仮定の下に,工程の水準の予測値を使用する。
予測モデルがよい場合,このアプローチはばらつきの減少に効果的である。予測モデルが悪い場合,ばら
つきの増加を招きやすい。予測モデルの有効性は,予測値と実測値との差をシューハート管理図上に打点
し,管理図が統計的管理状態を示しているかどうか確認することによって評価することができる。
工程調節の手順は,次による。
a) 予測モデルによる次の観測値の予測
b) 予測値と目標値との差の推定
c) 必要に応じた調節変数の水準の変更による異差の制御。この場合,調節変数は,工程の出力値を変化
させるために作動信号の機能をもつものとして変動させる工程内の変数である。
16
Z 9020-1:2016 (ISO 7870-1:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS Z 9020-2 管理図−第2部:シューハート管理図
注記 対応国際規格:ISO 7870-2,Control charts−Part 2: Shewhart control charts(IDT)
[2] ISO 7870-3,Control charts−Part 3: Acceptance control charts
[3] ISO 7870-4,Control charts−Part 4: Cumulative sum charts
[4] ISO 7870-5,Control charts−Part 5: Specialized control charts
[5] ISO 10012,Measurement management systems−Requirements for measurement processes and measuring
equipment
[6] ISO 11462-1,Guidelines for implementation of statistical process control (SPC)−Part 1: Elements of SPC
[7] ISO 22514-1,Statistical methods in process management−Capability and performance−Part 1: General
principles and concepts
[8] ISO 22514-7,Statistical methods in process management−Capability and performance−Part 7: Capability
of measurement processes
[9] Grant L., & Leavenworth R. Statistical Quality Control. McGraw-Hill, New York, Seventh Edition, 2000
[10] Ishikawa, K. Introduction to Quality Control, 3A Corporation, Tokyo, Japan, 1990
[11] Montgomery D.C. Introduction to Statistical Quality Control. John Wiley and Sons, New York, Fourth
Edition, 2001
[12] Ryan T.P. Statistical Methods for Quality Improvement. John Wiley and Sons, New York, Second Edition,
2000
[13] Shewhart W. A. Economic Control of Quality of Manufactured Product. Van Nostrand, D. Inc., New York,
1931. Republished by American Society for Quality (1980)
[14] Wheeler D.J. Understanding Variation: The Key to Managing Chaos. SPC Press, Tennessee, Second Edition,
1999
[15] Wheeler D. J., & Chambers D.S. Understanding Statistical Process Control. Addison-Wesley Publishing
Company, 2010
[16] Statistical Process Control (SPC), 2nd ed., ASQ and AIAG, 2005
[17] Tanque N.R. The Quality Toolbox. ASQ Quality Press, Second Edition, 2004