Z 9009 : 1999 (ISO 8422 : 1991)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS Z 9009 : 1962は改正され,この規格に置き換えられる。
今回の改正では,国際規格に整合させるために,ISO 8422 : 1991を基礎として用いた。
JIS Z 9009には,次に示す附属書がある。
附属書A(規定) JIS Z 9015-1の抜取方式に対応する逐次抜取方式
附属書B(規定) 逐次抜取方式のパラメータの求め方
附属書C(規定) OC曲線及び平均サンプルサイズの求め方
附属書D(参考) 参考文献
Z 9009 : 1999 (ISO 8422 : 1991)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 総論 ······························································································································ 1
1.1 適用範囲 ······················································································································ 1
1.2 引用規格 ······················································································································ 2
1.3 定義及び記号 ················································································································ 2
1.4 計数逐次抜取方式の原理·································································································· 4
2. 抜取方式の選択 ··············································································································· 4
2.1 逐次,1回,2回及び多回抜取方式の選択 ··········································································· 4
2.2 小ロットの検査に対する特別留保 ······················································································ 5
2.3 抜取方式の選定 ············································································································· 5
2.4 実施以前の準備 ············································································································· 6
3. 逐次抜取方式の実施 ········································································································ 10
3.1 抜取方式の指定 ············································································································ 10
3.2 サンプルの抜取り ········································································································· 10
3.3 累計カウント ··············································································································· 10
3.4 合否の判定 ·················································································································· 10
3.5 OC曲線及び平均サンプルサイズ ······················································································ 12
3.6 近似の有効性 ··············································································································· 12
附属書A(規定) JIS Z 9015-1の抜取方式に対応する逐次抜取方式 ············································· 18
附属書B(規定) 逐次抜取方式のパラメータの求め方 ······························································ 39
附属書C(規定) OC曲線及び平均サンプルサイズの求め方 ······················································ 41
附属書D(参考) 参考文献 ································································································· 46
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 9009 : 1999
(ISO 8422 : 1991)
計数値検査のための逐次抜取方式
Sequential sampling plans for
inspection by attributes
序文 この規格は,1991年に第1版として発行されたISO 8422, Sequential sampling plans for inspection by
attributesと1993年に発行されたTechnical Corrigendum 1に従って修正したものを翻訳し,技術的内容及び
規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 総論
1.1
適用範囲
1.1.1
この規格は,離散的アイテム(個数を数えられるもの)の計数値検査のための逐次抜取方式及び抜
取検査手順について規定する。
この規格の本文中の抜取方式は,生産者危険点及び消費者危険点を指標としている。
附属書Aは,JIS Z 9015-1中の抜取検査システムを補足するためのものであり,AQL(合格品質水準)
を指標とした逐次抜取方式及び抜取検査手順について規定する。
この規格の目的は,検査結果の逐次審査のための手順を与えることであって,この手順を使用すれば,
悪い品質のロットの不合格という経済的,心理的圧力を通じて,高い合格の確率が得られるような良い品
質のロットの供給という方向へ供給者を誘導することができる。同時に消費者は,悪い品質のロットに対
しては,合格の確率の上限値を規定することによって保護される。
1.1.2
この規格に設定されている抜取方式は,これらに限定されるものではないが,次のような様々な分
野の検査に適用できる。
− 最終アイテム
− 部分品及び原材料
− 作業(オペレーション)
− 工程中の資材
− 保管中の補給品
− 保全操作
− データ又は記録
− 管理手続
この規格は,個数を数えられるアイテムの計数値抜取検査のための抜取方式を含んでいる。この抜取方
式は,不適合の程度が不適合品率(又は不適合品パーセント)又はアイテム当たり(又は100アイテム当
たり)の不適合数で表される場合に使用できる。
2
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この抜取方式は,不適合がランダムに,また,統計的には独立に発生するという仮定に基づいている。
あるアイテム中の一つの不適合の原因が他の不適合をも起こし得るという疑いをもつ十分な理由があるこ
ともある。このような場合には,アイテムを単に適合品と不適合品に分けて考え,複数の不適合数は無視
したほうがよいかもしれない。
附属書Aに示す抜取方式は,本来同一の生産工程からの連続的シリーズのロットに適用することを意図
としている。この規格の本体の抜取方式は,孤立状態のロットの検査にも使用できる。
1.2
引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格のうちで発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS Z 9015-0 計数値検査に対する抜取検査手順−第0部:抜取検査システム序論
備考 ISO 2859-0 : 1995, Sampling procedures for inspection by attributes−Part 0 : Introduction to the
ISO 2859 sampling systemからの引用事項は,この規格の該当事項と同等である。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査のためのAQL指標型抜
取検査方式
備考 ISO/DIS 2859-1.2 : 1997, Sampling procedures for inspection by attributes−Part 1 : Sampling
schemes indexed by acceptable quality level (AQL) for lot-by-lot inspectionが,この規格と一
致している。
JIS Z 8101-1 統計−用語と記号−第1部:確率及び一般統計用語
備考 ISO 3534-1 : 1993(1), Statistics−Vocabulary and symbols−Part 1 : Probability and general
statistical termsからの引用事項は,この規格の該当事項と同等である。
JIS Z 8101-2 統計−用語と記号−第2部 統計的品質管理用語
備考 ISO 3534-2 : 1993(1), Statistics−Vocabulary and symbols−Part 2 : Statistical quality controlからの
引用事項は,この規格の該当事項と同等である。
注(1) ISO 3534-1及びISO 3534-2は,原国際規格が発行された時点では未発行であったが,この規格
では発行年を示した。
1.3
定義及び記号
1.3.1
定義 この規格で用いる主な用語の定義は,次による。これ以外の用語については,JIS Z 9015-1,
JIS Z 8101-1及びJIS Z 8101-2の定義を適用する。参照を容易にするため,一部の用語はこれらの規格か
ら引用してある。また,他の用語は,再定義又は新規に定義してある。
1.3.1.1 累計カウント (cumulative count) (D) ロットからのアイテムの抜取検査を逐次実施するときに,
検査の間に発見した不適合アイテム(又は不適合)の合計個数であり,検査の最初から最終までのアイテ
ムの結果を含む。
1.3.1.2
累計サンプルサイズ (cumulative sample size) (ncum) ロットからの抜取検査を逐次実施すると
きに検査したアイテムの合計個数であり,検査の最初から最終までのアイテムを含む。
1.3.1.3
(逐次抜取検査のための)合格判定値 [acceptance value (for sequential sampling)] (A) 規定され
た抜取方式のパラメータと累計サンプルサイズとから導かれる値。累計カウントを合格判定個数と比較し
て,ロットを合格とするかどうかを判定する。
備考1. 計数値抜取方式では,合格判定値は整数であって合格判定個数という。この規格では,合格
判定個数の用語を使用する。
3
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 整数に丸める前の値を合格判定値A,整数に丸めた後の値を合格判定個数Acと使い分けるよう
に改正される予定である。
1.3.1.4
(逐次抜取検査のための)不合格判定値 [rejection value (for sequential sampling)] (R) 規定さ
れた抜取方式のパラメータと累計サンプルサイズとから導かれる値。累計カウントを不合格判定個数と比
較して,ロットを不合格とするかどうかを判定する。
備考2. 計数値抜取方式では,不合格判定値は整数であって,不合格判定個数という。この規格では,
不合格判定個数の用語を使用する。
参考 整数に丸める前の値を不合格判定値R,整数に丸めた後の値を不合格判定個数Reと使い分ける
ように改正される予定である。
1.3.2
記号 この規格で使用する記号は,次による。
A0:対応する一回抜取検査方式の合格判定個数
A:逐次抜取検査の合格判定個数
At:合格判定個数の打切り値(累計サンプルサイズの打切り値に対応する合格判定個数)
CRQ:消費者危険品質(不適合品率で表す。)
参考
100アイテム当たりの不適合数で表すこともある。
D:累計カウント
g:合格判定個数及び不合格判定個数を決めるために累計サンプルサイズに乗じる係数(合格判定線
及び不合格判定線の傾き)
hA:合格判定個数を決めるために使用する定数(合格判定線の切片)
hR:不合格判定個数を決めるために使用する定数(不合格判定線の切片)
n0:対応する一回抜取検査方式のサンプルサイズ
nav:平均サンプルサイズ
ncum:累計サンプルサイズ
nt:累計サンプルサイズの打切り値
p:ロット又は工程の品質水準(不適合品率又はアイテム当たりの不適合数で表す。)
備考3. 不適合品パーセント又は100アイテム当たりの不適合数に直すには,100倍すればよい。
pA:生産者危険品質水準p=pAのとき,Pa=1−αである。
pR:消費者危険品質水準p=pRのとき,Pa=βである。
Pa:合格の確率
PRQ:生産者危険品質(不適合品率で表す。)
参考 100アイテム当たりの不適合数で表すこともある。
R:逐次抜取検査の不合格判定個数
Rt:累計サンプルサイズの打切り値に対応する不合格判定個数
α:生産者危険(2)
β:消費者危険(2)
λ:一般的な品質水準に対するOC曲線の近似値を求めるための補助変数(附属書C.2.2参照)
注(2) α及びβは,次のような検定をしたとき,それぞれ第1種及び第2種の危険率であると考えてよい。
帰無仮説
H0 : p=pA
対立仮説
H1 : p=pR
参考 原国際規格の“対立仮説H1 : p=pR”は誤りであり,“対立仮説H1 : p>pA”が正しい。したがっ
て,より正しく表現すると,αは帰無仮説H0 : p=pA,対立仮説H1 : p>pAの検定をしたときの
4
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
危険率であり,βはH0 : p=pR,H1 : p<pRの危険率である。
1.4
計数逐次抜取方式の原理 計数逐次抜取方式では,アイテムはランダムに選ばれ,1個ずつ検査して
不適合アイテム数(又は不適合数)の累計カウントを計算する。各アイテムの検査後,検査のその段階で
ロットの判定に十分な情報が得られたかどうかを,累計カウントを使用して検討する。
検査のある段階で,不満足な品質水準のロットを合格とする危険(消費者危険)が十分小さいような累
計カウントになった場合は,ロットを合格としてそのロットからのサンプリングを終了する。
一方に,検査のある段階で,満足な品質水準のロットを不合格とする危険(生産者危険)が十分小さい
累計カウントになった場合は,ロットを不合格と判定してそのロットからのサンプリングは終了する。
累計カウントからは,上記のどちらかの決定を下すことができなかった場合は,もう1個のアイテムを
検査する。この手順は,ロットの合格又は不合格の決定ができるような十分なサンプル情報が蓄積される
まで繰り返す。
2. 抜取方式の選択
2.1
逐次,1回,2回及び多回抜取方式の選択
2.1.1
逐次抜取方式の長所及び短所 平均サンプルサイズは,ある抜取方式のもとで,与えられたロット
又は工程の品質水準に対して起こり得るいろいろなサンプルサイズの平均値である。逐次抜取方式を使用
すれば,2回及び多回抜取方式と同様に,同一のOC曲線をもつ1回抜取方式よりも小さい平均サンプル
サイズが得られる。しかし,逐次抜取方式では,2回及び多回抜取方式よりも大きい平均サンプルサイズ
になることもある。
良い品質のロットに対しては,平均サンプルサイズの節減は50%以上になることもあり,これは2回抜
取方式の場合の最大節減率の37%より大きい。附属書Cには,平均サンプルサイズの近似値を求める方法
を示してある。
一方,2回,多回又は逐次抜取方式を使用すれば,ロットによっては実際の検査個数は,対応する1回
抜取方式よりも大きくなることもある。2回及び多回抜取方式では,検査個数には上限がある。
逐次抜取方式では,一般に検査個数には上限がなく,対応する1回抜取方式よりもかなり大きくなるこ
とがあるだけでなく,ロットサイズを超えることさえあり得る。この規格の逐次抜取方式には,中途打切
りのルール(2.1.3参照)を導入して,検査個数が過大になるのを防いでいる。
逐次抜取方式を使用する場合,個々のロットからの最終的サンプルサイズが事前には分からないので,
サンプルの抜取りに実施上の困難性を伴うかもしれない。その上,2回,多回又は逐次抜取方式を使用す
ると,検査作業のスケジュール作成にも困難が生じ得る。更なる短所は,単純な1回抜取方式に比べ,逐
次抜取方式の実施では検査員が間違いをおかしやすいことである。
平均サンプルサイズが小さいという長所と検査負荷の変動に伴う実施上の短所とを比較すれば,個々の
アイテムの検査費用が検査の諸経費よりも高い場合には,逐次抜取方式が望ましいということになる。
2.1.2
注意 1回,2回,多回及び逐次抜取方式の選択は,ロット検査の開始以前に行わなければならな
い。実際の検査結果が合否判定基準の選択に影響を与えるような場合には,抜取方式の検査特性が大きく
変化することがあるため,一つのロットの検査の期間中は,ある形式の抜取方式から他の方式への切替え
は許されない。
5
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1.3
サンプルサイズの中途打切り 逐次抜取方式は,平均として等価な1回抜取方式よりもずっと経済
的ではあるが,ロットによっては,検査において累計カウントが長い間合格判定個数と不合格判定個数と
の間にとどまり,合格・不合格の判定が非常に遅くなることがある。これは,図式判定法の場合には,折
れ線のランダムな推移が検査続行域にとどまっているのに対応する。こういう状態は,ロットの品質水準
(不適合品比率又はアイテム当たりの不適合数で表したもの)がgに近い場合に起こりやすい。ここに,g
は合格判定線及び不合格判定線の傾きである。
この短所を緩和するために,累計サンプルサイズの最大値ntをサンプリング開始前に設定する。判定よ
り前に累計サンプルサイズがその打切り値ntに達した場合は,検査を中止する。この場合,ロットの合格・
不合格の判定は,サンプリング開始以前に合意したルールによって決める。逐次抜取検査の統計理論の基
になっている原理には反するが,生産者危険及び消費者危険の両方にほとんど影響しないように,この規
格中の中途打切りルールは決めてある。使用する中途打切りルールは,2.4.2に示す。
2.2
小ロットの検査に対する特別留保 この規格の逐次抜取方式の基になっている統計理論では,ロッ
トからサンプルを抜き取るのは“復元サンプリング”,すなわち,各サンプルアイテムは,次のアイテムを
選ぶ前に元に戻すという仮定を基礎にしている。普通は“非復元サンプリング”であるが,累計サンプル
サイズがロットサイズNの1/10以下の場合は,その理論は実用的にはほとんどの場合に適用できる。また,
累計サンプルサイズがロットサイズの1/7以下の場合は,その理論は近似的に適用できる。しかし,1回
抜取方式のときとは違って,逐次抜取方式では,実際に必要となる累計サンプルサイズは事前に分からな
い。
したがって,小ロットの場合には,ロットサイズが十分大きく,規定した生産者危険品質及び消費者危
険品質のもとで中途打切りを伴う逐次抜取方式が,“非復元サンプリング”で実施できることが望ましい。
2.3.2及び2.4.1に示す一般の逐次抜取方式に対しては,ロットサイズが7ntを超えることが望ましい。ここ
に,ntは逐次抜取方式の打切り値である。
備考4. ロットサイズが上記の要求事項を満足するほど大きくない場合には,一般に消費者危険及び
生産者危険は両方とも規定値よりは小さくなるであろう。しかし,対応する1回抜取方式の合
格判定個数が0の場合は,生産者危険は規定値よりわずかに大きくなることがある。
2.3
抜取方式の選定
2.3.1
JIS Z 9015-1に対応する抜取方式 JIS Z 9015-1の抜取方式に対応する逐次抜取方式を必要とする
場合には,附属書Aを使用できる。附属書Aは,合格品質水準 (AQL) 及びサンプル文字を指標とした逐
次抜取方式を含んでいる。これらの逐次抜取方式は,OC曲線を対応するJIS Z 9015-1の抜取方式と実用
上十分に合わせてある。
2.3.2
一般の抜取方式 逐次抜取方式に対する要求事項が,その方式のOC曲線上の2点で規定された場
合には,2.3.2及び2.4.1に示す一般的方法を使用する。高い方の合格の確率に対応する点として生産者危
険点を指定する。また,他方の点として,消費者危険点を指定する。
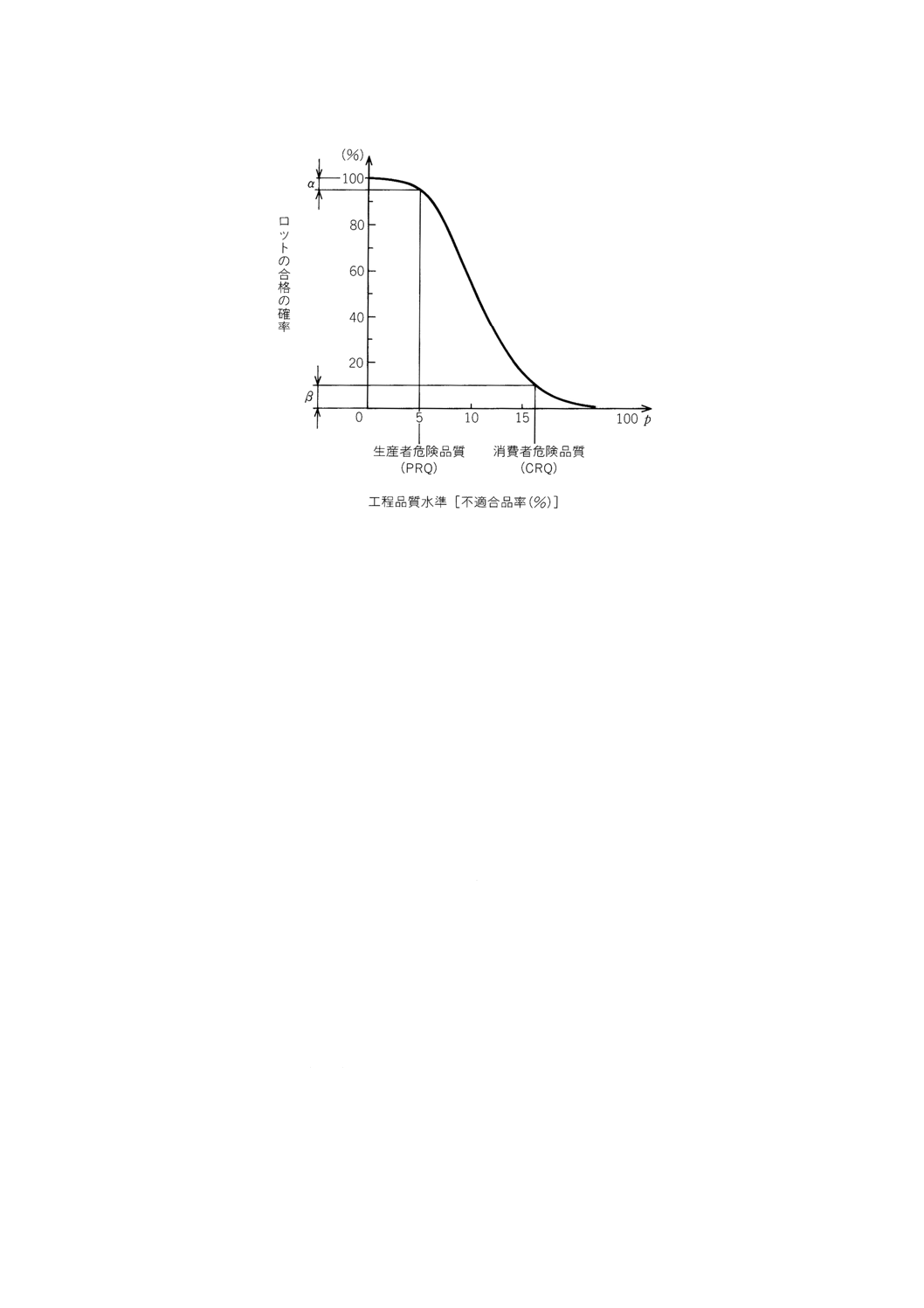
これらの値が事前に決まっていない場合は,逐次抜取方式選定の第1ステップは,この2点を選ぶこと
になる。この目的に対して,生産者危険α=0.05及び消費者危険β=0.10がしばしば使用される(図1参照)。
求める逐次抜取方式が,既存の1回,2回又は多回抜取方式とほぼ同じOC曲線をもつことを要求され
るときには,その抜取方式のOC曲線のグラフ又は表から生産者危険点及び消費者危険点を読み取ること
ができる。そういう抜取方式がないときには,その抜取方式の適用の条件を直接考慮して生産者危険点及
び消費者危険点を決める。
6
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 生産者危険α=0.05及び消費者危険β=0.10の抜取方式のOC曲線
2.4
実施以前の準備
2.4.1
パラメータhA,hR 及びgの求め方 検査の各段階でのロットの合格及び不合格判定基準は,パラ
メータhA,hR 及びgから求める。
生産者危険α=0.05及び消費者危険β=0.10,並びに生産者危険品質及び消費者危険品質の各代表値に対
応するこれらのパラメータの値は,付表1-A及び付表1-Bによる。
附属書Bには,生産者危険点及び消費者危険点の任意の組合せに対するhA,hR及びgの求め方を示す。
例 ある形式のがいし(碍子)は,絶縁電圧の公称値が1 000kVと規定されている。検査機関は,こ
の形式のがいし生産ロットの合否判定のために,サンプルサイズ65,合格判定個数6という1回
抜取方式を使用している。試験電圧の立上げには時間とエネルギーが必要なので,このがいし生
産ロットの合否判定には,将来,逐次抜取方式を使用したほうがよいということになった。逐次
抜取方式は,使用中の1回抜取方式及び類似のOC曲線をもつことが必要である。
1回抜取方式は,次のような特性をもっている。
− 生産ロット中のがいし5%がこの公称絶縁電圧に耐えられない場合には,ロットの合格の
確率は0.95である。
− 生産ロット中のがいしの16%がこの公称絶縁電圧に耐えられない場合には,ロットの合格
の確率は0.10である。
これらの要求事項から,次のようなことが決まる。
a) 生産者危険品質 (PRQ) 5%において,95%のロットの合格が期待される。すなわち,生産者危
険は5%,つまりα=0.05ということになる。
b) 消費者危険品質 (CRQ) 16%において,10%のロットの合格が期待される。すなわち,消費者
危険は10%,つまりβ=0.10ということになる。
この要求内容は,図1のOC曲線のグラフに示されている。
付表1-Aから,この要求事項を満足する逐次抜取方式のパラメータは,次のとおりである。
7
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hA=1.750
hR=2.247
g=0.095 7
附属書Bに与えられた手順を用いて計算した場合にも,同じ値が得られる。
2.4.2
累計サンプルサイズの打切り値の決め方
2.4.2.1
標準的手順
a) 逐次抜取方式及び等価な1回抜取方式のサンプルサイズn0が既知の場合は,累計サンプルサイズの打
切り値は,nt=1.5n0から得られた値を直近の整数に切り上げて求める。
b) 等価な1回抜取方式のサンプルサイズが未知の場合は,不適合品率検査の場合の累計サンプルサイズ
の打切り値は,次の式から得られた値を整数に切り上げて求める。
)
1(
2
g
g
h
h
n
R
A
t
−
=
また,100アイテム当たりの不適合数検査の場合のntは,次の式から得られた値を直近の整数に切
り上げて求める。
g
h
h
n
R
A
t
2
=
2.4.2.2
小ロットに対する打切り ntの値がロットサイズを超えた場合で,その逐次抜取方式を使用する
ときは,サンプルサイズの打切り値ntはロットサイズに等しい数とする。
2.4.2.3
例 不適合品率検査のための逐次抜取方式で,パラメータがhA=1.750,hR=2.247,g=0.095 7
の場合を考える。これは,2.4.1に与えた例で求めたものである。この抜取方式は,n0=50,A0=6という
1回抜取方式に対応するものとして選ばれている。
したがって,累計サンプルサイズの打切り値は,nt=98となる。
対応する1回抜取方式が未知な場合には,打切り値は,2.4.2.1 b)によって求める。hA,hR及びgの値
を2.4.2.1 b)の式に代入すれば,累計サンプルサイズの打切り値は,nt=91となる。
2.4.3
数値判定法及び図式判定法の選択 この規格には,逐次抜取方式の実施のために2種類の判定法を
規定する。すなわち,数値判定法及び図式判定法である。
数値判定法は,正確であって,合否の判定に疑問の余地を残さないという長所がある。
図式判定法は,シリーズのロットの検査に適している。合否判定図は,1回作成すれば繰り返し使える
からである。
しかし,この方法は,点をプロットしたり直線を引いたりすることに起因する不正確性をもっている。
一方,この方法は,検査したアイテムの増加に伴うロット品質の情報の増加を視覚的に示すという長所が
ある。すなわち,情報は,検査続行域内での折れ線の進行で示され,その線がこの領域の境界線に到達す
るか又はそれと交差するまで続く。
合否の判定に関する限り,数値判定法が標準的な方法である(3.4.2の備考参照。)。
2.4.3.1
数値判定法 累計サンプルサイズncumが1からnt−1までの各値に対して,次の値を求め,端数
を切り捨てて直近の整数としたものを合格判定個数Aとする。
gncum−hA ··············································································· (2.1)
また,ncumの各値に対して,次の値を求め,端数を切り上げて直近の整数としたものを不合格判定個数
Rとする。
gncum+hR ··············································································· (2.2)
8
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
累計サンプルサイズの打切り値に対する合格判定個数Atは,次の式によって求め,端数を切り捨てて整
数としたものである。
At=gnt
対応する不合格判定個数Rtは,次の式によって求める。
Rt=At+1
式(2.1)が負の値を与える場合には,累計サンプルサイズが小さ過ぎてロットの合格の判定ができないこ
とを示す。逆に,式(2.2)が累計サンプルサイズより大きい場合には,累計サンプルサイズが小さ過ぎて,
不適合品率検査ではロットの不合格の判定ができないことを示す。
式(2.1)及び(2.2)で与えられる値は,丸める前に小数点以下3けたまで求める。
ロットの合格の判定ができる最小の累計サンプルサイズは,hA/gの端数を切り上げて直近の整数として
求める。
不適合品率検査で,ロットの不合格の判定ができる最小の累計サンプルサイズは,hR/ (1−g) を切り上
げて直近の整数として求める。
例 2.4.1の例で取り上げた逐次抜取方式で,パラメータがhA=1.750,hR=2.247,g=0.095 7のもの
に対して,2.4.2.3の例で累計サンプルサイズの打切り値は,nt=98となっている。これに対応す
る合格判定個数は,gnt=9.38の端数を切り捨てた整数となる。したがって,合格判定個数Atは9
となり,不合格判定個数Rtは10となる。
合格判定個数Aに対する式は,次のようになり,端数を切り捨てて整数としたものになる。
0.095 7ncum−1.750
また,不合格判定個数Rに対する式は,次のようになり,端数を切り上げて整数としたものに
なる。
0.095 7ncum+2.247
累計サンプルサイズncum=1,2,…,97に対応する合格及び不合格判定個数は,ncumの値を上
記の式に代入してその結果を上記の方法で丸める。その結果を図2に示す。
累計サンプルサイズ
ncum
gncum−hA
[式(2.1)]
合格判定個数
A
gncum+hR
[式(2.2)]
不合格判定個数
R
1
−1.654
*
2.343
**
2
−1.559
*
2.438
**
3
−1.463
*
2.534
3
4
−1.367
*
2.630
3
5
−1.272
*
2.726
3
6
−1.176
*
2.821
3
7
−1.080
*
2.917
3
8
−0.984
*
3.013
4
9
−0.889
*
3.108
4
10
−0.793
*
3.204
4
11
−0.697
*
3.300
4
12
−0.602
*
3.395
4
13
−0.506
*
3.491
4
14
−0.410
*
3.587
4
15
−0.315
*
3.683
4
16
−0.219
*
3.778
4
17
−0.123
*
3.874
4
18
−0.027
*
3.970
4
9
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
累計サンプルサイズ
ncum
gncum−hA
[式(2.1)]
合格判定個数
A
gncum+hR
[式(2.2)]
不合格判定個数
R
19
0.068
0
4.065
5
20
0.164
0
4.161
5
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
97
7.533
7
11.530
12
98
−
9
−
10
*
累計サンプルサイズが小さ過ぎて,合格の判定はできない。
**
累計サンプルサイズが小さ過ぎて,不合格の判定はできない。
図2 2.4.3.1の例で取り上げた逐次抜取方式のための合否判定表(検査記録用紙)
2.4.3.2
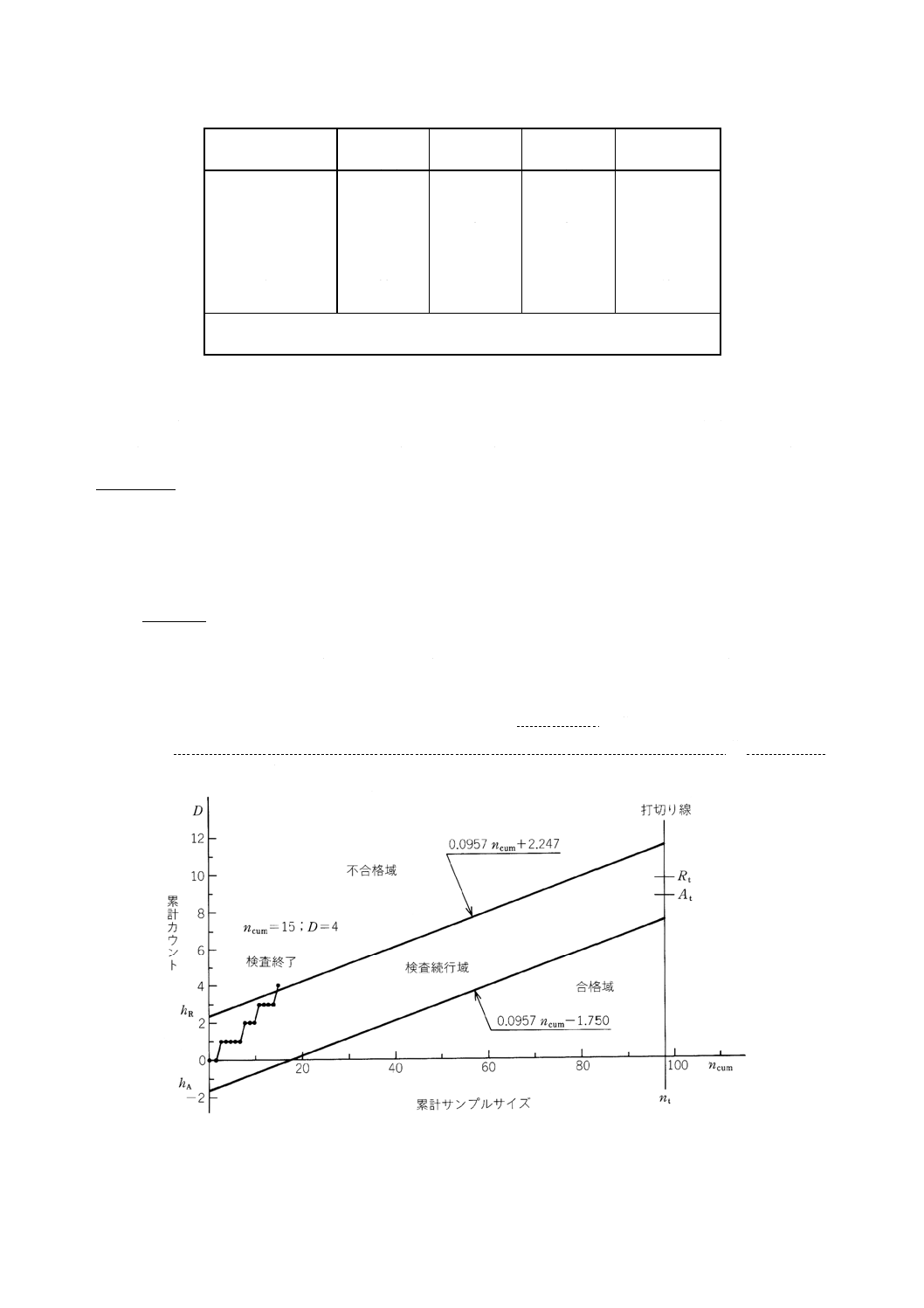
図式判定法 図3に示すようなグラフ(合否判定図)を作成する。グラフの横軸は累計サンプル
サイズ,縦軸は累計カウントとする。また,式(2.1)及び(2.2)で与えられる値は,共通の傾斜gをもつ2本
の直線になる。切片が−hAである下側の直線を合格判定線と呼ぶ。また,切片がhRである上側の直線を不
合格判定線と呼ぶ。
累計サンプルサイズがntの所に打切り線を追加する。
これらの線によって,図は三つの領域に分かれる。
− 合格域は合格判定線の下側の領域(線上を含む。)及び打切り線上で点 (nt ; At) より下側の部分(そ
の点を含む。)である。
− 不合格域は不合格判定線の上側の領域(線上を含む。)及び打切り線上で点 (nt ; Rt) より上側の部分
(その点を含む。)である。
− 検査続行域は,合格判定線と不合格判定線とに挟まれた帯状の領域であり,打切り線より左側の部
分である。
参考 この規格では,グラフ上の点の座標を慣用の (x, y) ではなく (x ; y) とセミコロンで区切って表
記している。これは,原国際規格から転載した図・表中で小数点としてコンマ (,) を用いてお
り,それと混合を避けるためである。
図3 2.4.3.2の例の逐次抜取方式に対する合否判定図
例 2.4.1の例で取り上げた逐次抜取方式に対する合否判定図を図3に示す。パラメータはhA=1.750,
10
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hR=2.247,g=0.095 7となっている。合否判定図を作成するには,グラフ用紙を用いて,横軸は
累計サンプルサイズncum,縦軸は累計カウントDとする。合格判定線は,(0 ; −hA) の点及び (ncum ;
gncum−hA) の全点を通る直線である。ncum=97を選ぶと,gncum−hA=7.533となる。グラフ用紙に,
2点 (0 ; −1.750) 及び (97 ; 7.533) をプロットし,この2点を直線で結ぶ。
同様に不合格判定線は,(0 ; hR) 及び (ncum ; gncum+hR) の各点を通る直線であり,ncum=97に対
応して2点 (0 ; 2.247) 及び (97 ; 11.530) をプロットし,この2点を直線で結ぶ。最後に打切り線
として,ncum=98の所に縦線を記入する(2.4.2.3の例参照)。
合格域の境界は合格判定線であり,また,打切り線上で点 (98 ; 9) 以下の部分も合格域に含ま
れる。不合格域の境界は不合格判定線であり,また,打切り線上で点 (98 ; 10) 以上の部分も不合
格域に含まれる。検査続行域の境界は,合格判定線,不合格判定線及び打切り線である。
3. 逐次抜取方式の実施
3.1
抜取方式の指定 1回,2回,多回及び逐次抜取方式の選択は,ロットの検査の開始以前にしておか
なければならない。
逐次抜取方式の実施以前に,検査員はhA,hR,g,nt及びAtの指定値を抜取検査の文書に記録しなけれ
ばならない。
3.2
サンプルの抜取り 個々のサンプルアイテムは,ロットからランダムに抜き取り,抜き取った順に1
個ずつ検査しなければならない。便宜上,数個のアイテムを引き続くサンプルとして1度にまとめて抜き
取った場合には,各サンプル中のアイテムの検査の順序は,ロット中の元の位置とは関係なく決めなけれ
ばならない。
3.3
累計カウント
3.3.1
不適合品率検査 各アイテムの検査後,適合品は0,不適合品は1として検査結果を記録する。次
に,それまでにこのロットからのサンプル中に発見された不適合品の累計個数を累計カウントDとして記
録する。
3.3.2
100アイテム当たりの不適合数検査 各アイテムの検査後,そのアイテムに発見された不適合数を
検査結果として記録する。次に,それまでにこのロットからのサンプル中に発見された不適合数の累計を
累計カウントDとして記録する。
3.4
合否の判定
3.4.1
数値判定法
a) 累計カウントDが対応する合格判定個数A以下ならば,ロットは合格とする。
b) 累計カウントDが対応する不合格判定個数R以上ならば,ロットは不合格とする。
c) a)及びb)の両方とも満足が得られなければ,もう1個のアイテムを抜き取って検査する。
累計サンプルサイズが打切り値ntに達した場合には,合格判定個数の打切り値At及び不合格判定個
数の打切り値Rt=At+1を使用して,上記a)及びb)のルールを適用する。
例 パラメータがhA=1.750,hR=2.247,g=0.095 7の逐次抜取方式に対しては,2.4.3.1の例で合格判
定個数及び不合格判定個数が求めてある。
あるロットからのサンプルで,最初の15個のがいしのうち,3番目,8番目,11番目及び15
番目のがいしが公称絶縁電圧の規定値を満足しなかったと仮定する。この検査結果を表の形で示
したのが図4である。
11
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
累計サンプルサイズ
ncum
検査結果
合格判定個数
A
累計カウント
D
不合格判定個数
R
1
0
*
0
**
2
0
*
0
**
3
1
*
1
3
4
0
*
1
3
5
0
*
1
3
6
0
*
1
3
7
0
*
1
3
8
1
*
2
4
9
0
*
2
4
10
0
*
2
4
11
1
*
3
4
12
0
*
3
4
13
0
*
3
4
14
0
*
3
4
15
1
*
4
4
16
*
4
17
*
4
18
*
4
19
0
5
20
0
5
・
・
・
・
・
・
・
・
・
97
7
12
98
9
10
*
累計サンプルサイズが小さ過ぎて,合格の判定はできない。
**
累計サンプルサイズが小さ過ぎて,不合格の判定はできない。
図4 3.4.1の例のデータに対する合否判定表(検査記録用紙)
15個のがいしの検査後,累計カウントは不合格判定個数と同じになったので,ロットは不合格とし,検
査は終了する。
一方,他のロットからのサンプル中で最初の19個のがいしが全部公称絶縁電圧の規定値を満足した場合
は,19個のがいしの検査後,累計カウント (0) は合格判定個数と同じになったので,ロットは合格となり,
検査は終了したはずである。
あるロットの検査中に,98番目のアイテムの検査以前に検査が終了しなかった場合は,98番目のアイテ
ムの検査後,検査は終了する。98番目のアイテムの検査後,累計カウントが9個以下ならばロットは合格
とする。また累計カウントが10個以上ならば,ロットは不合格とする。
3.4.2
図式判定法 2.4.3.2によって作成した合否判定図に,点 (ncum ; D) をプロットする。
a) 点が合格域に入れば,ロットを合格とする。
b) 点が不合格域に入れば,ロットを不合格とする。
c) 点が検査続行域にあれば,もう1個のアイテムを抜き取って検査する。
検査結果の傾向を見やすくするため,図上で引き続く点の間を折れ線で結ぶとよい。
注意 点が合格判定線又は不合格判定線に接近した場合は,合否の判定は数値判定法によらなければ
ならない。
例 パラメータがhA=1.750,hR=2.247,g=0.095 7の不適合品率検査のための逐次抜取方式に対して
12
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,合否判定図の作り方は2.4.3.2の例で示してある。
前の例と同様に,あるロットからのサンプル中で,最初の15個のがいしのうち,3番目,8番
目,11番目及び15番目のがいしが公称絶縁電圧の規定値を満足しなかったと仮定する。図3に
示すように,合否判定図の上に点 (ncum ; D) を順次プロットし,折れ線で結ぶ。点 (15 ; 4) は明
らかに不合格域に入ったので,15番目のアイテムの検査後検査は終了し,ロットは不合格となる。
3.5
OC曲線及び平均サンプルサイズ
3.5.1
OC曲線 OC曲線は,ある抜取方式に対して合格するロットの割合の期待値(合格の確率)を工
程品質水準の関数として示すものである。
2.3.2及び2.4.1に規定した方法を使用した場合には,合格の確率Paは,工程品質水準がPRQのときには
近似的に1−αであり,また,工程品質水準がCRQのときには近似的に消費者危険βである(この近似の有
効性については3.6参照。)。
3.5.2
平均サンプルサイズ 平均サンプルサイズは,ある抜取方式の下で,ある工程品質水準に対して起
こり得るいろいろなサンプルサイズの平均値である。附属書Cに,平均サンプルサイズの近似値を求める
方法を示す。
3.6
近似の有効性 附属書Bに規定した手順は,付表1-A及び付表1-B中の抜取方式の計算に使用され
ている。この手順は,簡単に適用でき,しかもほどほどの精度が得られるという長所がある。
a) この手順で求めた抜取方式の生産者危険及び消費者危険の実際の値は,α及びβの公称値とはかなり違
う場合があるが,実際の危険率の合計はα+βを超えないといえる。この欠点は,逐次抜取方式に固有
なものではない。生産者危険点及び消費者危険点で指定されるあらゆるタイプの計数抜取方式におい
て,実際の危険率が公称値と一致することはまれである。これは,サンプルサイズ及び不適合の尺度
が計数値だからである。
b) 附属書Cに示した平均サンプルサイズの近似値は,その抜取方式の平均サンプルサイズを過小に推定
する傾向があり,特に,近似値が小さいときには近似値と真値との差が顕著である。この傾向は,抜
取方式の中途打切りをしたとしてもあまり変わらない。
1
3
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1-A 生産者危険α=0.05及び消費者危険β=0.10に対する逐次抜取方式のパラメータ(不適合品率検査,主抜取表)
PRQ パラメ
ータ
CRQ(消費者危険品質水準)
0.80
1.00
1.25
1.60
2.00
2.50
3.15
4.00
5.00
6.30
8.00
10.00
12.50
16.00
20.00
25.00
31.50
0.100
hA
1.079
0.974
0.887
0.808
0.747
0.694
0.647
0.604
0.568
0.535
0.504
0.478
0.454
0.429
0.408
0.388
0.367
hR
1.385
1.250
1.139
1.037
0.959
0.891
0.830
0.775
0.729
0.687
0.647
0.614
0.583
0.551
0.524
0.498
0.472
g
0.003 37
0.003 91
0.004 56
0.005 43
0.006 37
0.007 50
0.008 91
0.010 7
0.012 7
0.015 2
0.018 5
0.022 2
0.026 7
0.033 0
0.040 2
0.049 4
0.061 6
0.125
hA
1.208
1.078
0.973
0.878
0.806
0.746
0.691
0.642
0.602
0.565
0.531
0.502
0.475
0.448
0.425
0.403
0.381
hR
1.551
1.384
1.249
1.127
1.035
0.957
0.887
0.825
0.773
0.726
0.682
0.644
0.610
0.575
0.546
0.518
0.489
g
0.003 64
0.004 21
0.004 90
0.005 80
0.006 79
0.007 97
0.009 44
0.011 3
0.013 4
0.016 0
0.019 4
0.023 2
0.027 9
0.034 4
0.041 9
0.051 3
0.063 8
0.160
hA
1.393
1.223
1.089
0.972
0.885
0.812
0.748
0.691
0.645
0.602
0.564
0.531
0.501
0.471
0.446
0.422
0.398
hR
1.789
1.570
1.399
1.247
1.136
1.042
0.960
0.887
0.828
0.774
0.724
0.682
0.644
0.605
0.572
0.542
0.511
g
0.003 98
0.004 59
0.005 31
0.006 27
0.007 31
0.008 55
0.010 1
0.012 0
0.014 2
0.017 0
0.020 5
0.024 5
0.029 4
0.036 2
0.043 9
0.053 6
0.066 6
0.200
hA
1.617
1.392
1.221
1.075
0.970
0.883
0.808
0.742
0.689
0.641
0.597
0.561
0.528
0.494
0.466
0.440
0.414
hR
2.076
1.787
1.568
1.381
1.245
1.134
1.037
0.952
0.884
0.823
0.767
0.720
0.677
0.635
0.599
0.565
0.532
g
0.004 33
0.004 98
0.005 74
0.006 75
0.007 84
0.009 15
0.010 8
0.012 8
0.015 1
0.018 0
0.021 6
0.025 7
0.030 8
0.037 8
0.045 8
0.055 9
0.069 2
0.250
hA
1.926
1.615
1.390
1.204
1.074
0.968
0.878
0.801
0.739
0.684
0.635
0.594
0.557
0.520
0.489
0.460
0.432
hR
2.473
2.074
1.785
1.546
1.378
1.243
1.128
1.028
0.949
0.879
0.815
0.762
0.715
0.667
0.628
0.591
0.555
g
0.004 73
0.005 41
0.006 22
0.007 29
0.008 44
0.009 81
0.011 5
0.013 6
0.016 0
0.019 0
0.022 8
0.027 1
0.032 4
0.039 7
0.047 9
0.058 3
0.072 1
0.315
hA
2.403
1.937
1.622
1.374
1.207
1.075
0.966
0.873
0.800
0.736
0.679
0.632
0.591
0.549
0.515
0.483
0.452
hR
3.085
2.487
2.083
1.764
1.549
1.381
1.240
1.121
1.028
0.945
0.872
0.812
0.758
0.705
0.661
0.620
0.580
g
0.005 21
0.005 93
0.006 79
0.007 92
0.009 14
0.010 6
0.012 4
0.014 6
0.017 1
0.020 2
0.024 2
0.028 7
0.034 2
0.041 8
0.050 3
0.061 1
0.075 3
0.40
hA
3.229
2.441
1.961
1.610
1.385
1.214
1.076
0.962
0.875
0.799
0.732
0.678
0.630
0.583
0.545
0.509
0.475
hR
4.146
3.134
2.518
2.067
1.778
1.559
1.382
1.236
1.123
1.026
0.940
0.871
0.809
0.749
0.700
0.654
0.610
g
0.005 77
0.006 55
0.007 47
0.008 67
0.009 96
0.011 5
0.013 4
0.015 7
0.018 4
0.021 7
0.025 8
0.030 5
0.036 3
0.044 1
0.053 0
0.064 2
0.079 0
0.50
hA
4.759
3.224
2.437
1.917
1.606
1.381
1.205
1.064
0.958
0.868
0.790
0.727
0.673
0.619
0.576
0.537
0.498
hR
6.110
4.140
3.129
2.461
2.062
1.774
1.548
1.366
1.231
1.114
1.014
0.934
0.863
0.795
0.740
0.689
0.640
g
0.006 38
0.007 22
0.008 19
0.009 47
0.010 8
0.012 5
0.014 5
0.016 9
0.019 7
0.023 2
0.027 5
0.032 4
0.038 4
0.046 6
0.055 8
0.067 4
0.082 7
0.63
hA
9.357
4.834
3.256
2.390
1.926
1.611
1.377
1.196
1.064
0.953
0.860
0.786
0.723
0.662
0.613
0.568
0.526
hR
12.013
6.206
4.180
3.069
2.472
2.069
1.768
1.535
1.366
1.224
1.104
1.009
0.928
0.849
0.787
0.729
0.675
g
0.007 12
0.008 01
0.009 05
0.010 4
0.011 9
0.013 6
0.015 7
0.018 3
0.021 2
0.024 9
0.029 4
0.034 6
0.040 8
0.049 4
0.059 0
0.071 0
0.086 8
0.80
hA
9.999
4.994
3.210
2.425
1.946
1.614
1.371
1.200
1.062
0.947
0.858
0.783
0.712
0.656
0.605
0.557
hR
12.837
6.411
4.122
3.113
2.499
2.073
1.760
1.541
1.363
1.215
1.102
1.006
0.914
0.842
0.777
0.715
g
0.008 96
0.010 1
0.011 5
0.013 1
0.014 9
0.017 2
0.020 0
0.023 1
0.026 9
0.031 7
0.037 1
0.043 7
0.052 6
0.062 6
0.075 1
0.091 6
1.00
hA
9.976
4.729
3.201
2.417
1.925
1.589
1.364
1.188
1.046
0.939
0.850
0.767
0.702
0.644
0.590
1
4
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
PRQ パラメ
ータ
CRQ(消費者危険品質水準)
0.80
1.00
1.25
1.60
2.00
2.50
3.15
4.00
5.00
6.30
8.00
10.00
12.50
16.00
20.00
25.00
31.50
hR
12.808
6.071
4.110
3.103
2.472
2.040
1.751
1.525
1.343
1.205
1.091
0.984
0.901
0.827
0.757
g
0.011 2
0.012 8
0.014 4
0.016 4
0.018 8
0.021 7
0.025 0
0.029 0
0.034 1
0.039 7
0.046 6
0.055 9
0.066 4
0.079 4
0.096 5
1.25
hA
8.990
4.713
3.189
2.386
1.890
1.580
1.348
1.168
1.036
0.929
0.830
0.755
0.688
0.627
hR
11.543
6.052
4.095
3.063
2.426
2.028
1.731
1.500
1.331
1.193
1.066
0.969
0.884
0.805
g
0.014 2
0.016 0
0.018 0
0.020 6
0.023 7
0.027 2
0.031 4
0.036 7
0.042 7
0.049 9
0.059 7
0.070 6
0.084 1
0.101 8
1.60
hA
9.908
4.943
3.247
2.392
1.917
1.586
1.343
1.171
1.036
0.915
0.824
0.745
0.674
hR
12.721
6.346
4.169
3.072
2.461
2.036
1.724
1.504
1.330
1.175
1.058
0.957
0.865
g
0.017 9
0.020 2
0.022 9
0.026 2
0.029 9
0.034 5
0.040 1
0.046 4
0.054 0
0.064 3
0.075 8
0.089 9
0.108 4
2.00
hA
9.863
4.830
3.154
2.376
1.888
1.553
1.329
1.157
1.008
0.899
0.806
0.723
hR
12.663
6.202
4.049
3.051
2.424
1.994
1.706
1.485
1.294
1.154
1.035
0.928
g
0.022 4
0.025 3
0.028 9
0.032 8
0.037 6
0.043 6
0.050 3
0.058 2
0.069 0
0.081 0
0.095 8
0.115 0
2.50
hA
9.467
4.637
3.131
2.335
1.843
1.535
1.311
1.123
0.989
0.878
0.780
hR
12.155
5.953
4.019
2.998
2.367
1.971
1.683
1.441
1.269
1.127
1.001
g
0.028 1
0.031 9
0.036 1
0.041 2
0.047 5
0.054 6
0.063 0
0.074 3
0.086 9
0.102 3
0.122 3
3.15
hA
9.089
4.677
3.100
2.289
1.832
1.521
1.274
1.104
0.967
0.850
hR
11.669
6.005
3.980
2.939
2.353
1.953
1.635
1.417
1.242
1.091
g
0.035 6
0.040 1
0.045 5
0.052 2
0.059 7
0.068 6
0.080 5
0.093 7
0.109 9
0.130 7
4.00
hA
9.637
4.705
3.060
2.295
1.827
1.481
1.256
1.083
0.938
hR
12.372
6.040
3.929
2.947
2.346
1.902
1.613
1.390
1.204
g
0.044 8
0.050 7
0.057 8
0.065 8
0.075 2
0.087 9
0.101 8
0.118 7
0.140 6
5.00
hA
9.193
4.484
3.013
2.255
1.750
1.445
1.220
1.039
hR
11.803
5.757
3.868
2.895
2.247
1.855
1.566
1.333
g
0.056 3
0.063 9
0.072 4
0.082 4
0.095 7
0.110 3
0.128 1
0.150 9
6.30
hA
8.753
4.482
2.987
2.162
1.714
1.406
1.171
hR
11.238
5.754
3.835
2.776
2.201
1.805
1.503
g
0.071 2
0.080 2
0.090 8
0.104 9
0.120 4
0.139 0
0.162 9
8.0
hA
9.184
4.535
2.871
2.132
1.675
1.352
hR
11.792
5.822
3.686
2.737
2.151
1.735
g
0.089 7
0.101 0
0.116 0
0.132 3
0.152 0
0.177 1
10.0
hA
8.958
4.177
2.776
2.049
1.585
hR
11.501
5.363
3.564
2.631
2.035
g
0.112 1
0.128 0
0.145 2
0.166 0
0.192 2
1
5
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
PRQ パラメ
ータ
CRQ(消費者危険品質水準)
0.80
1.00
1.25
1.60
2.00
2.50
3.15
4.00
5.00
6.30
8.00
10.00
12.50
16.00
20.00
25.00
31.50
備考 PRQ及びCRQは,不適合品率 (%) で表示してある。
1
6
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1-B 生産者危険α=0.05及び消費者危険β=0.10に対する逐次抜取方式のパラメータ(100アイテム当たりの不適合数検査,主抜取表)
PRQ パラメ
ータ
CRQ(消費者危険品質水準)
0.80
1.00
1.25
1.60
2.00
2.50
3.15
4.00
5.00
6.30
8.00
10.00
12.50
16.00
20.00
25.00
31.50
0.100
hA
1.083
0.978
0.891
0.812
0.751
0.699
0.653
0.610
0.575
0.543
0.514
0.489
0.466
0.444
0.425
0.408
0.391
hR
1.390
1.255
1.144
1.042
0.965
0.898
0.838
0.784
0.739
0.698
0.660
0.628
0.599
0.570
0.546
0.523
0.502
g
0.003 37
0.003 91
0.004 55
0.005 41
0.006 34
0.007 46
0.008 84
0.010 6
0.012 5
0.015 0
0.018 0
0.021 5
0.025 7
0.031 3
0.037 6
0.045 1
0.054 6
0.125
hA
1.213
1.083
0.978
0.883
0.812
0.751
0.698
0.650
0.610
0.574
0.541
0.514
0.489
0.464
0.444
0.425
0.407
hR
1.557
1.390
1.255
1.134
1.042
0.965
0.896
0.834
0.784
0.737
0.695
0.660
0.628
0.596
0.570
0.546
0.523
g
0.003 64
0.004 21
0.004 89
0.005 79
0.006 76
0.007 93
0.009 37
0.011 2
0.013 2
0.015 8
0.018 9
0.022 5
0.026 9
0.032 7
0.039 2
0.046 9
0.056 7
0.160
hA
1.399
1.228
1.095
0.978
0.891
0.819
0.755
0.699
0.654
0.613
0.575
0.544
0.517
0.489
0.466
0.446
0.426
hR
1.796
1.577
1.406
1.255
1.144
1.051
0.970
0.898
0.840
0.787
0.739
0.699
0.663
0.628
0.599
0.572
0.547
g
0.003 98
0.004 58
0.005 30
0.006 25
0.007 29
0.008 51
0.010 0
0.011 9
0.014 1
0.016 7
0.020 0
0.023 8
0.028 3
0.034 4
0.041 1
0.049 2
0.059 3
0.200
hA
1.624
1.399
1.228
1.083
0.978
0.891
0.817
0.751
0.699
0.653
0.610
0.575
0.544
0.514
0.489
0.466
0.445
hR
2.085
1.796
1.577
1.390
1.255
1.144
1.048
0.965
0.898
0.838
0.784
0.739
0.699
0.660
0.628
0.599
0.571
g
0.004 33
0.004 97
0.005 73
0.006 73
0.007 82
0.009 11
0.010 7
0.012 7
0.014 9
0.017 7
0.021 1
0.025 1
0.029 7
0.036 1
0.043 0
0.051 4
0.061 9
0.250
hA
1.936
1.624
1.399
1.213
1.083
0.978
0.889
0.812
0.751
0.698
0.650
0.610
0.575
0.541
0.514
0.489
0.466
hR
2.485
2.085
1.796
1.557
1.390
1.255
1.141
1.042
0.965
0.896
0.834
0.784
0.739
0.695
0.660
0.628
0.598
g
0.004 73
0.005 41
0.006 21
0.007 27
0.008 42
0.009 77
0.011 4
0.013 5
0.015 9
0.018 7
0.022 4
0.026 4
0.031 3
0.037 9
0.045 1
0.053 7
0.064 6
0.315
hA
2.415
1.949
1.633
1.385
1.218
1.087
0.978
0.886
0.814
0.751
0.696
0.651
0.612
0.573
0.542
0.515
0.489
hR
3.101
2.502
2.097
1.778
1.564
1.395
1.255
1.137
1.045
0.965
0.894
0.836
0.785
0.736
0.696
0.661
0.628
g
0.005 20
0.005 93
0.006 78
0.007 91
0.009 12
0.010 5
0.012 3
0.014 5
0.016 9
0.020 0
0.023 8
0.028 0
0.033 1
0.039 9
0.047 4
0.056 4
0.067 7
0.40
hA
3.248
2.457
1.976
1.624
1.399
1.228
1.091
0.978
0.891
0.817
0.751
0.699
0.654
0.610
0.575
0.544
0.516
hR
4.170
3.154
2.537
2.085
1.796
1.577
1.401
1.255
1.144
1.048
0.965
0.898
0.840
0.784
0.739
0.699
0.662
g
0.005 77
0.006 55
0.007 46
0.008 66
0.009 94
0.011 5
0.013 3
0.015 6
0.018 2
0.021 4
0.025 4
0.029 8
0.035 2
0.042 3
0.050 1
0.059 5
0.071 2
0.50
hA
4.790
3.248
2.457
1.936
1.624
1.399
1.223
1.083
0.978
0.889
0.812
0.751
0.699
0.650
0.610
0.575
0.543
hR
6.150
4.170
3.154
2.485
2.085
1.796
1.570
1.390
1.255
1.141
1.042
0.965
0.898
0.834
0.784
0.739
0.698
g
0.006 38
0.007 21
0.008 19
0.009 46
0.010 8
0.012 4
0.014 4
0.016 8
0.019 5
0.022 9
0.027 1
0.031 7
0.037 3
0.044 7
0.052 9
0.062 6
0.074 8
0.63
hA
9.424
4.873
3.286
2.415
1.949
1.633
1.399
1.218
1.087
0.978
0.886
0.814
0.754
0.696
0.651
0.612
0.575
hR
12.099
6.256
4.218
3.101
2.502
2.097
1.796
1.564
1.395
1.255
1.137
1.045
0.967
0.894
0.836
0.785
0.739
g
0.007 12
0.008 01
0.009 05
0.010 4
0.011 9
0.013 6
0.015 7
0.018 2
0.021 1
0.024 6
0.029 0
0.033 9
0.039 7
0.047 5
0.056 0
0.066 2
0.078 9
0.80
hA
10.089
5.044
3.248
2.457
1.976
1.643
1.399
1.228
1.091
0.978
0.891
0.819
0.751
0.699
0.654
0.613
hR
12.953
6.476
4.170
3.154
2.537
2.109
1.796
1.577
1.401
1.255
1.144
1.051
0.965
0.898
0.840
0.787
g
0.008 96
0.010 1
0.011 5
0.013 1
0.014 9
0.017 1
0.019 9
0.022 9
0.026 7
0.031 3
0.036 4
0.042 6
0.050 7
0.059 6
0.070 3
0.083 6
1.00
hA
10.089
4.790
3.248
2.457
1.962
1.624
1.399
1.223
1.083
0.978
0.891
0.812
0.751
0.699
0.653
hR
12.953
6.150
4.170
3.154
2.519
2.085
1.796
1.570
1.390
1.255
1.144
1.042
0.965
0.898
0.838
1
7
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
PRQ パラメ
ータ
CRQ(消費者危険品質水準)
0.80
1.00
1.25
1.60
2.00
2.50
3.15
4.00
5.00
6.30
8.00
10.00
12.50
16.00
20.00
25.00
31.50
g
0.011 2
0.012 8
0.014 4
0.016 4
0.018 7
0.021 6
0.024 9
0.028 8
0.033 7
0.039 1
0.045 5
0.054 1
0.063 4
0.074 6
0.088 4
1.25
hA
9.120
4.790
3.248
2.436
1.936
1.624
1.392
1.213
1.083
0.978
0.883
0.812
0.751
0.698
hR
11.709
6.150
4.170
3.127
2.485
2.085
1.787
1.557
1.390
1.255
1.134
1.042
0.965
0.896
g
0.014 2
0.016 0
0.018 0
0.020 6
0.023 6
0.027 1
0.031 2
0.036 4
0.042 1
0.048 9
0.057 9
0.067 6
0.079 3
0.093 7
1.60
hA
10.089
5.044
3.323
2.457
1.976
1.643
1.399
1.228
1.095
0.978
0.891
0.819
0.755
hR
12.953
6.476
4.267
3.154
2.537
2.109
1.796
1.577
1.406
1.255
1.144
1.051
0.970
g
0.017 9
0.020 2
0.022 9
0.026 2
0.029 8
0.034 3
0.039 8
0.045 8
0.053 0
0.062 5
0.072 9
0.085 1
0.100 3
2.00
hA
10.089
4.956
3.248
2.457
1.962
1.624
1.399
1.228
1.083
0.978
0.891
0.817
hR
12.953
6.363
4.170
3.154
2.519
2.085
1.796
1.577
1.390
1.255
1.144
1.048
g
0.022 4
0.025 3
0.028 9
0.032 7
0.037 5
0.043 3
0.049 7
0.057 3
0.067 3
0.078 2
0.091 1
0.107 0
2.50
hA
9.741
4.790
3.248
2.436
1.936
1.624
1.399
1.213
1.083
0.978
0.689
hR
12.506
6.150
4.170
3.127
2.485
2.085
1.796
1.557
1.390
1.255
1.141
g
0.028 1
0.031 9
0.036 1
0.041 1
0.047 3
0.054 1
0.062 1
0.072 7
0.084 2
0.097 7
0.114 5
3.15
hA
9.424
4.873
3.248
2.415
1.949
1.633
1.385
1.218
1.087
0.978
hR
12.099
6.256
4.170
3.101
2.502
2.097
1.778
1.564
1.395
1.255
g
0.035 6
0.040 0
0.045 4
0.052 0
0.059 3
0.067 8
0.079 1
0.091 2
0.105 5
0.123 1
4.00
hA
10.089
4.956
3.248
2.457
1.976
1.624
1.399
1.228
1.091
hR
12.953
6.363
4.170
3.154
2.537
2.085
1.796
1.577
1.401
g
0.044 8
0.050 6
0.057 7
0.065 5
0.074 6
0.086 6
0.099 4
0.114 6
0.133 3
5.00
hA
9.741
4.790
3.248
2.457
1.936
1.624
1.399
1.223
hR
12.506
6.150
4.170
3.154
2.485
2.085
1.796
1.570
g
0.056 2
0.063 8
0.072 1
0.081 9
0.094 6
0.108 2
0.124 3
0.144 0
6.30
hA
9.424
4.873
3.286
2.415
1.949
1.633
1.399
hR
12.099
6.256
4.218
3.101
2.502
2.097
1.796
g
0.071 2
0.080 1
0.090 5
0.104 1
0.118 6
0.135 7
0.156 6
8.0
hA
10.089
5.044
3.248
2.457
1.976
1.643
hR
12.953
6.476
4.170
3.154
2.537
2.109
g
0.089 6
0.100 8
0.115 4
0.131 0
0.149 2
0.171 5
10.0
hA
10.089
4.790
3.248
2.457
1.962
hR
12.953
6.150
4.170
3.154
2.519
g
0.112 0
0.127 7
0.144 3
0.163 7
0.187 4
備考 PRQ及びCRQは,100アイテム当たりの不適合率 (%) で表示してある。
18
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) JIS Z 9015-1の抜取方式に対応する逐次抜取方式
A.1 序論 この附属書には,JIS Z 9015-1に与えられている抜取方式のシステムを補足する逐次抜取方式
を含んでいる。JIS Z 9015-1では,1回,2回及び多回という三つの形式の抜取方式を付表2,3及び4に
示す。この附属書では,第4の形式,すなわち,逐次抜取方式を附属書A付表2-A〜付表2-Dに示すが,
使用するAQL及びサンプル文字は,JIS Z 9015-1と同じである。
A.2 JIS Z 9015-1との関係 JIS Z 9015-1に与えられている抜取方式のシステムを補足するために,この附
属書の抜取方式を使用するときには,JIS Z 9015-1のすべてのルールを適用するが,唯一の例外として,
11.の合否判定基準だけはこの附属書のA.5に示す逐次抜取方式のための合否判定基準に置き換える。
A.3 1回,2回,多回及び逐次抜取方式の選択 本体2.1参照。
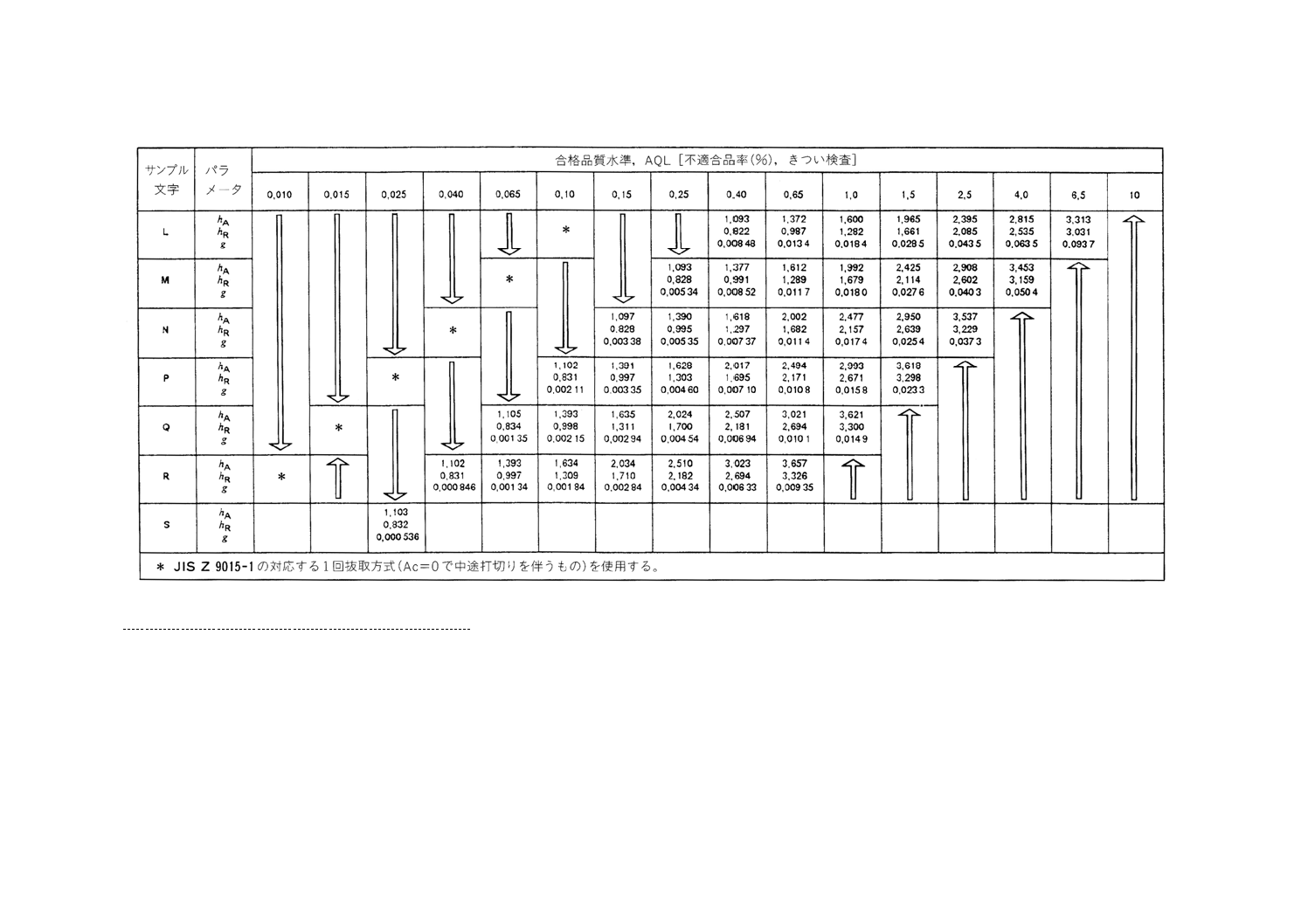
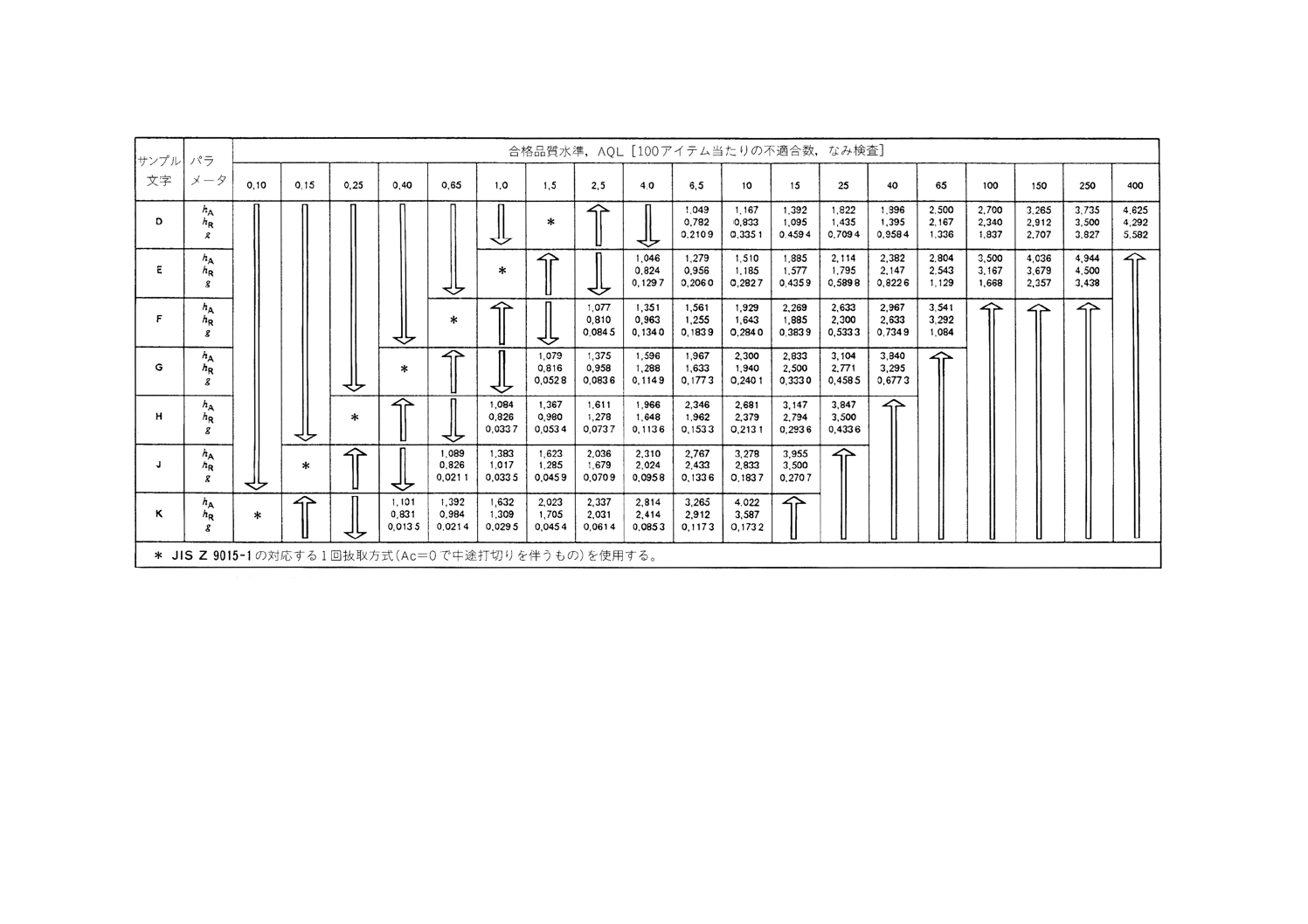
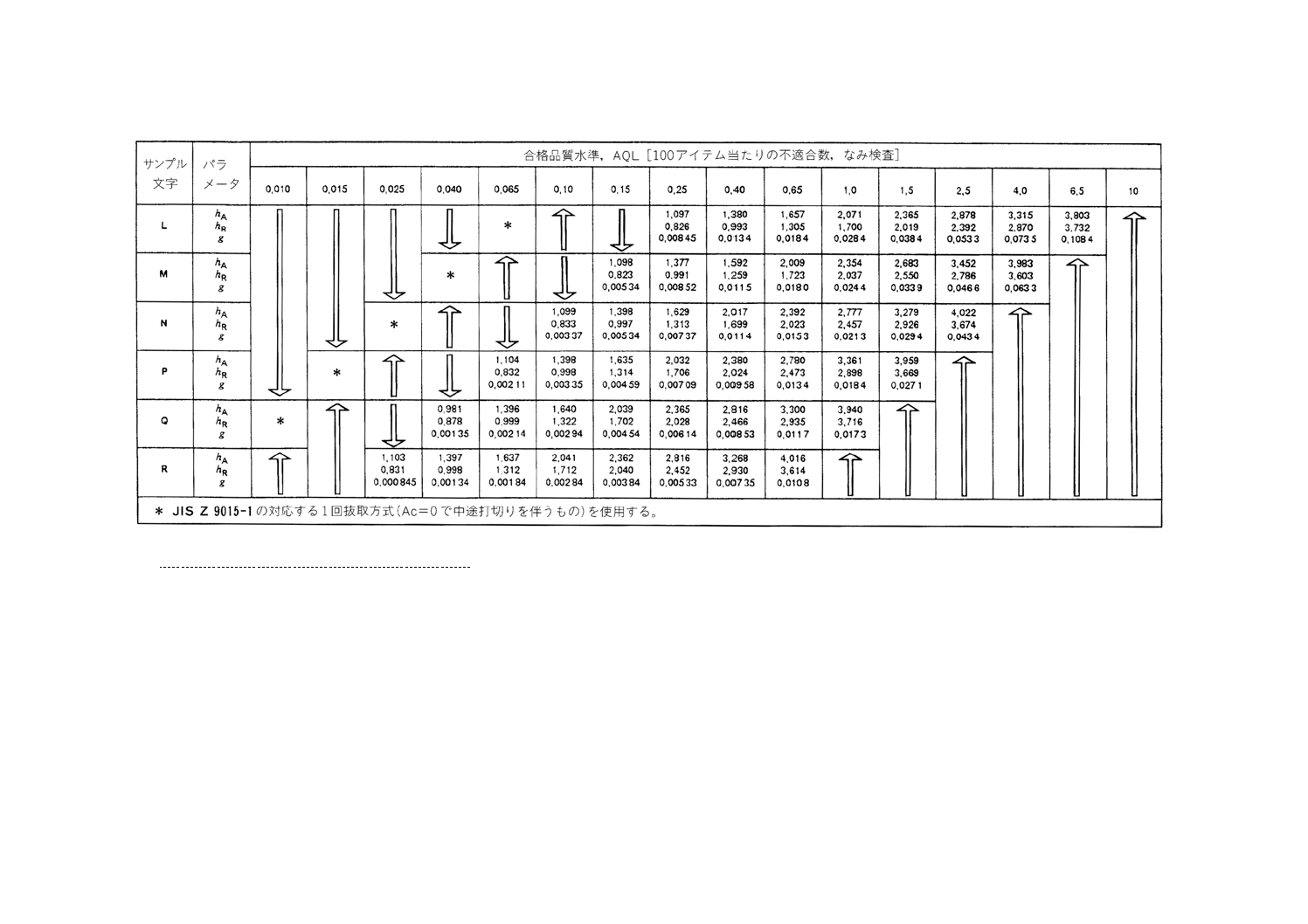
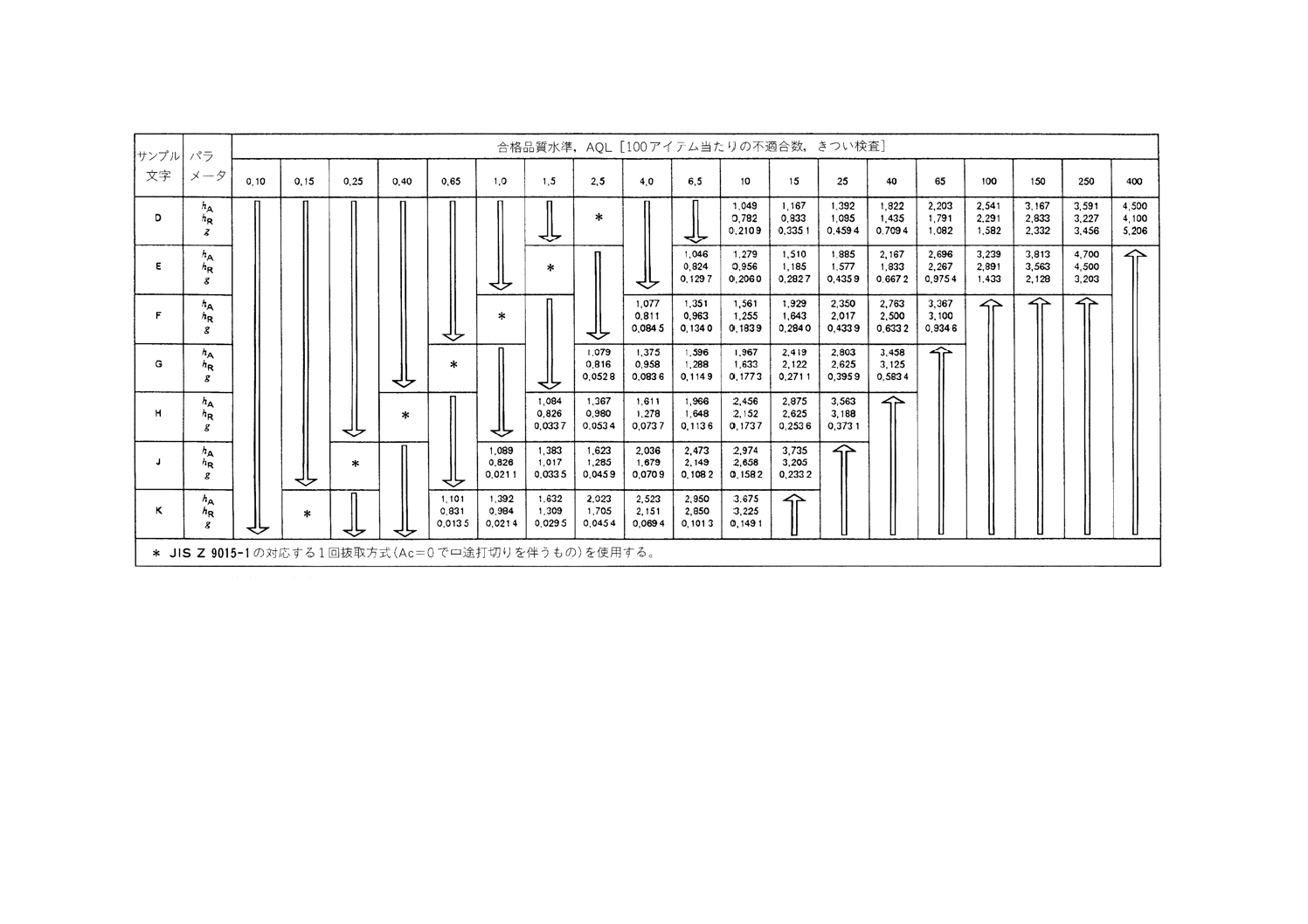
A.4 抜取方式の求め方 附属書A付表2-A〜付表2-Dから抜取方式を求めるには,AQL及びサンプル文字
を指標として使用する。
不適合品率検査に対する抜取方式は,附属書A付表2-A(なみ検査)及び附属書A付表2-B(きつい検
査)に示す。100アイテム当たりの不適合数検査に対する抜取方式は,附属書A付表2-C(なみ検査)及
び附属書A付表2-D(きつい検査)に示す。
これらの付表に,逐次抜取方式のパラメータhA,hR及びgを示す(本体2.4.1参照)。附属書A付表3-A
〜附属書A付表3-Dに,この附属書の逐次抜取方式に対する累計サンプルサイズの打切り値nt及びこれに
対応する合格判定個数Atを示す。
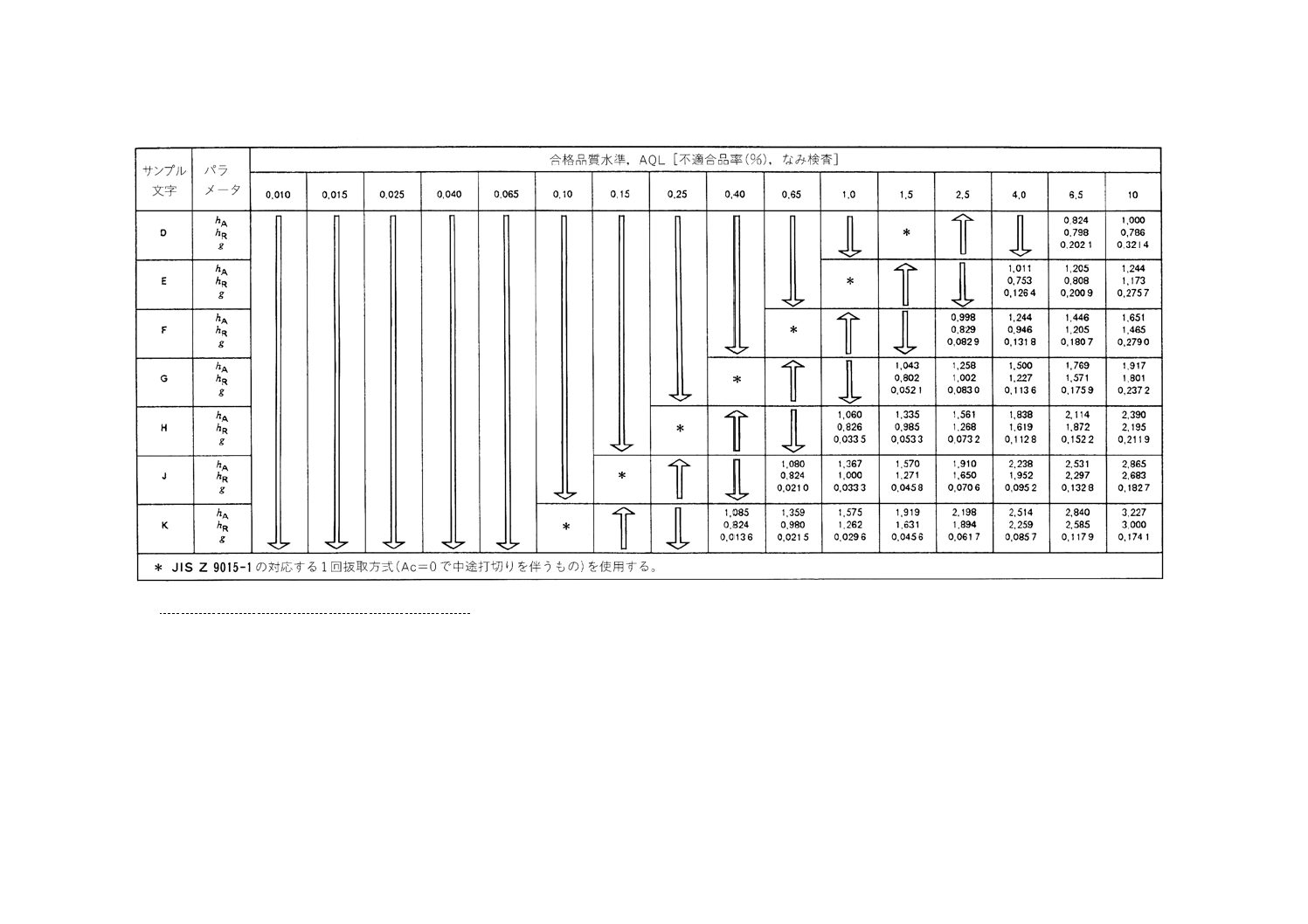
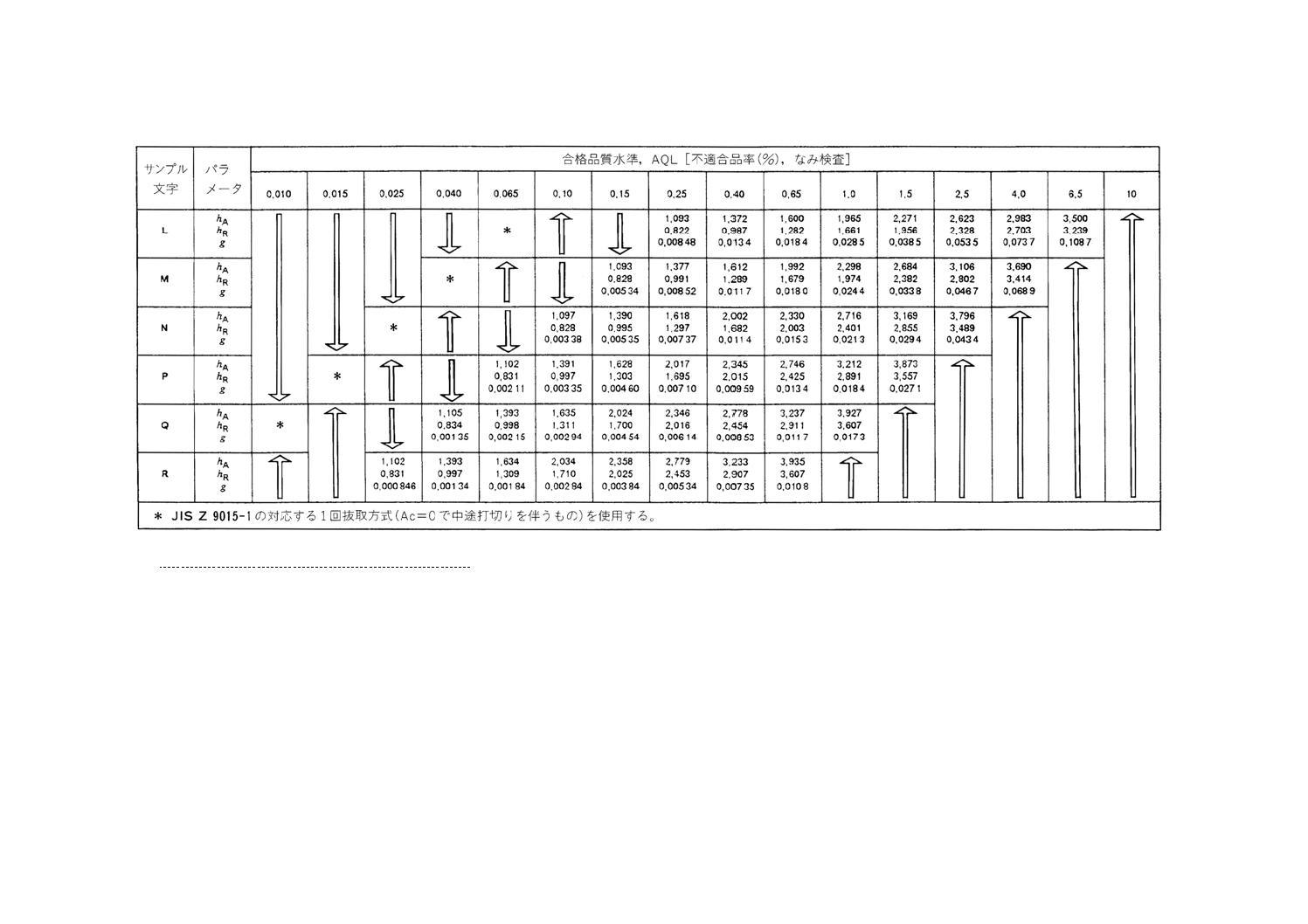
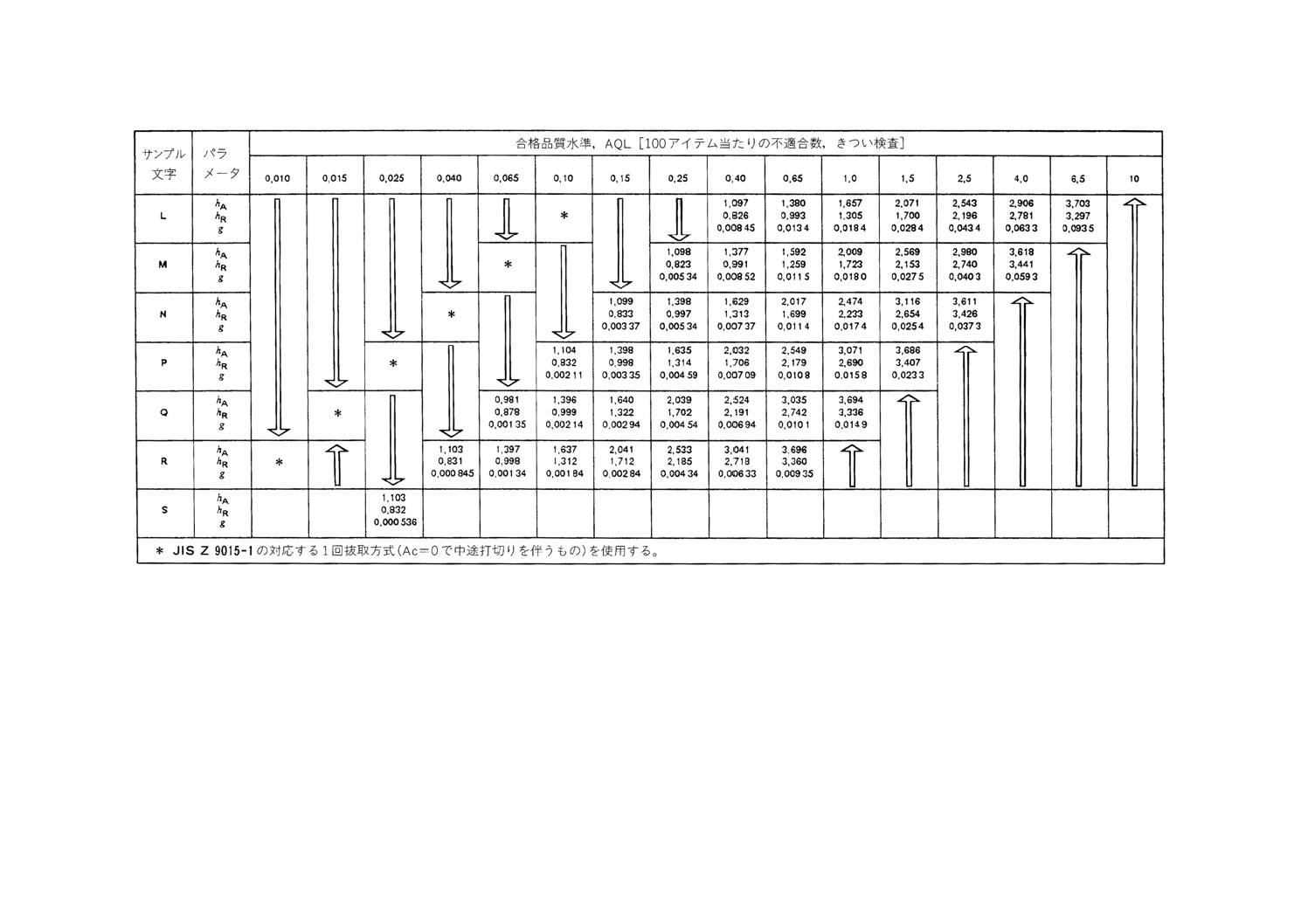
示されたAQLとサンプル文字との組合せに対する抜取方式がないときは,表中の矢印に従って使用す
る抜取方式を求める。
一部のAQLとサンプル文字との組合せに対しては,表の該当は星印 (*) になっているが,その場合は
その組合せに対応する合格判定個数0の1回抜取方式を使用する。このような場合は,逐次抜取方式は中
途打切りを行う1回抜取方式と等価なので,複雑な逐次抜取方式の代わりに簡単な1回抜取方式を使用す
るほうがよい。その場合には中途打切りのルールは,不適合品が1個でも発見された場合は,直ちにロッ
トを不合格とする。
A.5 合否の判定 ロットの合否の判定には,本体の3.1,3.2,3.3及び3.4に従って適切な抜取方式を使用
する。
A.6 切替えルール JIS Z 9015-1に規定されている抜取方式の代わりに,この附属書の逐次抜取方式を使
用するときには,JIS Z 9015の9.に規定されている切替えルールを適用する。ただし,唯一の例外として,
この附属書の逐次抜取方式は,ゆるい検査には適用できない。
19
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.7 補足情報
A.7.1 OC曲線 この附属書の抜取方式は,OC曲線を対応するJIS Z 9015-1の1回抜取方式と実用上十分
に合わせてある。したがって,JIS Z 9015-1の表10に与えてあるOC曲線及びその表が,この附属書の抜
取方式に対するOC曲線を求めるときに使用できる。
A.7.2 平均サンプルサイズ 逐次抜取方式に対する平均サンプルサイズの値を附属書A付表4-A〜附属書
A付表4-Dに示す。
各抜取方式に対して,四つの工程品質水準に対応する平均サンプルサイズの正確な値を附属書A付表4
に示す。平均サンプルサイズを図示するために選んだ四つの工程品質水準は,次のとおりである。
a) 0.00 工程が完全で,全数が適合品の場合に対応する。
b) pA
その抜取方式でロットの合格の確率が90%になるような工程品質水準である。
c) pR
その抜取方式でロットの合格の確率が10%になるような工程品質水準である。
d) g
実質上可能な最悪の場合で,工程の平均的な不適合品比率(又はアイテム当たりの不適合数)
がその抜取方式のパラメータgに等しいときである。
(不適合品率又は100アイテム当たりの不適合数で表す場合には,100gとなる。)
個々の抜取方式に対するpA及びpRの値は,JIS Z 9015-1の表10に不適合品率又は100アイテム当たり
の不適合数で示されてある。
不適合品率検査の場合には,全アイテムが不適合品というような極端な工程品質水準に対応する平均サ
ンプルサイズは,hR/ (1−g) の端数を切り上げて整数としたものとなる。
100アイテム当たりの不適合数検査の場合には,100アイテム当たりの不適合数が無限大というような仮
想的な工程品質水準に対応する平均サンプルサイズは,常に1である。
表に示してない工程品質水準に対応する平均サンプルサイズの値は,その抜取方式に対して表に示して
ある値の間を内挿して見いだすことができる。
2
0
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表2−A なみ検査に対する逐次抜取方式のパラメータ(不適合品率検査,主抜取表)
参考 この表は,数値の小数点をコンマで表してある。
2
1
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 この表は,数値の小数点をコンマで表してある。
2
2
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表2-B きつい検査に対する逐次抜取方式のパラメータ(不適合品率検査,主抜取表)
参考 この表は,数値の小数点をコンマで表してある。
2
3
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 この表は,数値の小数点をコンマで表してある。
2
4
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表2-C なみ検査に対する逐次抜取方式のパラメータ(100アイテム当たりの不適合品率検査,主抜取表)
参考 この表は,数値の小数点をコンマで表してある。
2
5
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 この表は,数値の小数点をコンマで表してある。
2
6
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表2-D きつい検査に対する逐次抜取方式のパラメータ(100アイテム当たりの不適合品率検査,主抜取表)
参考 この表は,数値の小数点をコンマで表してある。
2
7
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 この表は,数値の小数点をコンマで表してある。
2
8
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表3-A なみ検査の逐次抜取方式に対する打切り値(不適合品率検査)
サンプル文字 1回抜取方式
のサンプル
サイズ
n0
累計サンプ
ルサイズの
打切り値
nt
合格判定個数の打切り値,At
合格品質水準,AQL[不適合品率 (%) ,なみ検査]
0,025
0,040
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
D
8
12
*
2
3
E
13
20
*
2
4
5
F
20
30
*
2
3
5
8
G
32
48
*
2
3
5
8
11
H
50
75
*
2
3
5
8
11
15
J
80
120
*
2
3
5
8
11
15
21
K
125
188
*
2
4
5
8
11
16
22
32
L
200
300
*
2
4
5
8
11
16
22
32
M
315
473
*
2
4
5
8
11
16
22
32
N
500
750
*
2
4
5
8
11
15
22
32
P
800
1 200
2
4
5
8
11
16
22
32
Q
1 250
1 875
2
4
5
8
11
15
21
32
R
2 000
3 000
2
4
5
8
11
16
22
32
*
JIS Z 9015-1の対応する1回抜取方式(Ac=0で中途打切りを伴うもの)を使用する。
参考 この表は,数値の小数点をコンマで表してある。
2
9
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表3-B きつい検査の逐次抜取方式に対する打切り値(不適合品率検査)
サンプル文字 1回抜取方式
のサンプル
サイズ
n0
累計サンプ
ルサイズの
打切り値
nt
合格判定個数の打切り値,At
合格品質水準,AQL[不適合品率 (%) ,きつい検査]
0,025
0,040
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
D
8
12
*
2
E
13
20
*
2
4
F
20
30
*
2
3
5
G
32
48
*
2
3
5
8
H
50
75
*
2
3
5
8
12
J
80
120
*
2
3
5
8
12
18
K
125
188
*
2
4
5
8
13
19
28
L
200
300
*
2
4
5
8
13
19
28
M
315
473
*
2
4
5
8
13
19
28
N
500
750
*
2
4
5
8
13
19
28
P
800
1 200
*
2
4
5
8
12
18
27
Q
1 250
1 875
2
4
5
8
13
18
27
R
2 000
3 000
2
4
5
8
13
18
28
S
3 150
4 725
2
*
JIS Z 9015-1の対応する1回抜取方式(Ac=0で中途打切りを伴うもの)を使用する。
参考 この表は,数値の小数点をコンマで表してある。
3
0
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表3-C なみ検査の逐次抜取方式に対する打切り値(100アイテム当たりの不適合数検査)
サンプ
ル文字
1回抜取方式
のサンプル
サイズ
n0
累計サンプ
ルサイズの
打切り値
nt
合格判定個数の打切り値,At
合格品質水準,AQL[100アイテム当たりの不適合数,なみ検査]
0,02
5
0,04
0
0,06
5
0,10 0,15 0,25 0,40 0,65 1,0
1,5
2,5
4,0
6,5
10
15
25
40
65
100 150 250 400
D
8
12
*
2
4
5
8
11
16
22
32
45
66
E
13
20
*
2
4
5
8
11
16
22
33
47
68
F
20
30
*
2
4
5
8
11
15
22
32
G
32
48
*
2
4
5
8
11
15
22
32
H
50
75
*
2
4
5
8
11
15
22
32
J
80
120
*
2
4
5
8
11
16
22
32
K
125
188
*
2
4
5
8
11
16
22
32
L
200
300
*
2
4
5
8
11
15
22
32
M
315
473
*
2
4
5
8
11
16
22
32
N
500
750
*
2
4
5
8
11
15
22
32
P
800
1 200
2
4
5
8
11
16
22
32
Q
1 250
1 875
2
4
5
8
11
15
22
32
R
2 000
3 000
2
4
5
8
11
15
22
32
*
JIS Z 9015-1の対応する1回抜取方式(Ac=0で中途打切りを伴うもの)を使用する。
参考 この表は,数値の小数点をコンマで表してある。
3
1
Z
9
0
0
9
:
1
9
9
9
(I
S
O
8
4
2
2
:
1
9
9
1
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表3-D きつい検査の逐次抜取方式に対する打切り値(100アイテム当たりの不適合数検査)
サンプ
ル文字
1回抜取方式
のサンプル
サイズ
n0
累計サンプ
ルサイズの
打切り値
nt
合格判定個数の打切り値,At
合格品質水準,AQL[100アイテム当たりの不適合数,きつい検査]
0,025 0,040 0,065 0,10 0,15 0,25 0,40 0,65
1,0
1,5
2,5
4,0
6,5
10
15
25
40
65
100
150
250
400
D
8
12
*
2
4
5
8
12
18
27
41
62
E
13
20
*
2
4
5
8
13
19
28
42
64
F
20
30
*
2
4
5
8
13
18
28
G
32
48
*
2
4
5
8
13
19
28
H
50
75
*
2
4
5
8
13
19
27
J
80
120
*
2
4
5
8
12
18
27
K
125
188
*
2
4
5
8
13
19
28
L
200
300
*
2
4
5
8
13
18
28
M
315
473
*
2
4
5
8
13
19
28
N
500
750
*
2
4
5
8
13
19
27
P
800
1 200
*
2
4
5
8
12
18
27
Q
1 250
1 875
2
4
5
8
13
18
28
R
2 000
3 000
2
4
5
8
13
18
28
S
3 150
4 725
2
*
JIS Z 9015-1の対応する1回抜取方式(Ac=0で中途打切りを伴うもの)を使用する。
参考 この表は,数値の小数点をコンマで表してある。
32
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表4-A なみ検査の逐次抜取方式に対する平均サンプルサイズ(不適合品率検査)
サンプル
文字
品質水準p
(不適合品
比率)
合格品質水準,AQL[不適合品率 (%) ,なみ検査]
0,025 0,040 0,065 0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
D
0,00
5
4
pA
6,0
5,9
g
6,5
6,6
pR
4,1
4,6
E
0,00
8
6
5
pA
9,8
8,6
8,3
g
10,3
9,4
9,9
pR
6,4
6,4
6,7
F
0,00
13
10
8
6
pA
15,5
13,8
13,3
12,5
g
15,6
14,7
15,4
15,4
pR
9,2
9,4
10,0
10,6
G
0,00
21
16
14
11
9
pA
24,8
22,2
21,5
20,4
19,1
g
24,7
23,6
2,40
24,2
23,5
pR
14,4
14,8
15,3
16,0
16,0
H
0,00
32
26
22
17
14
12
pA
37,8
35,6
33,7
31,6
30,8
29,8
g
37,7
37,2
37,2
37,0
37,2
37,2
pR
21,9
22,9
23,0
23,9
24,7
25,4
J
0,00
52
41
35
28
24
20
16
pA
61,2
56,4
53,9
51,1
50,0
48,3
46,7
g
60,7
58,7
59,1
59,1
59,3
59,2
58,9
pR
34,8
35,9
36,6
37,8
38,8
39,6
40,2
K
0,00
80
64
54
43
36
30
25
19
pA
93,8
87,2
81,8
76,6
73,2
69,8
65,4
60,1
g
92,7
90,2
89,1
87,8
86,1
84,4
81,0
76,3
pR
52,8
54,7
54,6
55,4
55,6
55,5
54,3
52,3
L
0,00
129
103
87
69
59
50
41
33
pA
152
141
133
125
120
116
109
103
g
150
145
145
143
141
139
134
130
pR
84,9
87,8
88,1
89,9
90,3
91,1
89,2
88,1
M
0,00
205
162
138
111
95
80
67
54
pA
241
221
211
200
192
186
179
171
g
237
227
229
229
225
224
221
215
pR
135
137
139
143
144
146
146
145
N
0,00
326
260
220
177
152
128
108
88
pA
383
354
335
317
311
298
289
280
g
377
365
363
362
364
358
355
351
pR
213
220
220
226
232
233
235
236
P
0,00
522
415
354
285
245
206
175
143
pA
613
566
540
513
499
481
470
458
g
605
583
586
584
584
577
577
574
pR
342
351
355
365
372
375
380
385
Q
0,00
820
649
556
446
383
326
276
227
pA
965
886
850
804
779
765
742
728
g
952
912
924
916
910
919
909
912
33
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
サンプル
文字
品質水準p
(不適合品
比率)
合格品質水準,AQL[不適合品率 (%) ,なみ検査]
0,025 0,040 0,065 0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
pR
539
549
559
573
580
596
599
611
R
0,00
1 303
1 040
889
716
615
521
440
363
pA
1 531
1 419
1 357
1 293
1 252 1 221
1 178
1 159
g
1 508
1 461
1 473
1 475
1 464 1 465
1 441
1 449
pR
853
879
892
921
932
949
949
970
備考1. pA (Pa=0.90) 及びpR (Pa=0.10) の値は,JIS Z 9015-1の表10に示してある。
2. p=1.0(不適合品率100%)に対する平均サンプルサイズは, (1−hR) /gを整数に切り上げた値である。
参考 この表は,数値の小数点をコンマで表してある。
附属書A付表4-B きつい検査の逐次抜取方式に対する平均サンプルサイズ(不適合品率検査)
サンプル
文字
品質水準p
(不適合品
比率)
合格品質水準,AQL[不適合品率 (%) ,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
D
0,00
5
pA
6,0
g
6,5
pR
4,1
E
0,00
8
6
pA
9,8
8,6
g
10,3
9,4
pR
6,4
6,4
F
0,00
13
10
8
pA
15,5
13,8
13,3
g
15,6
14,7
15,4
pR
9,2
9,4
10,0
G
0,00
21
16
14
11
pA
24,8
22,2
21,5
20,4
g
24,7
23,6
24,0
24,2
pR
14,4
14,8
15,3
16,0
H
0,00
32
26
22
17
13
pA
37,8
35,6
33,7
31,6
30,4
g
37,7
37,2
37,2
37,0
37,2
pR
21,9
22,9
23,0
23,9
24,9
J
0,00
52
41
35
28
22
18
pA
61,2
56,4
53,9
51,1
49,3
47,0
g
60,7
58,7
59,1
59,1
59,6
58,4
pR
34,8
35,9
36,6
37,8
39,3
39,4
K
0,00
80
64
54
43
34
27
21
pA
93,8
87,2
81,8
76,6
71,8
67,5
61,2
g
92,7
90,2
89,1
87,8
85,3
82,7
76,8
pR
52,8
54,7
54,6
55,4
55,5
55,0
52,3
L
0,00
129
103
87
69
56
45
36
pA
152
141
133
125
119
112
105
g
150
145
145
143
141
137
131
pR
84,9
87,8
88,1
89,9
90,8
90,6
88,5
M
0,00
205
162
138
111
88
73
59
pA
241
221
211
200
188
182
174
34
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
サンプル
文字
品質水準p
(不適合品
比率)
合格品質水準,AQL[不適合品率 (%) ,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10
g
237
227
229
229
223
222
217
pR
135
137
139
143
144
146
146
N
0,00
326
260
220
177
143
117
95
pA
383
354
335
317
307
294
283
g
377
365
363
362
363
357
352
pR
213
220
220
226
233
234
235
P
0,00
522
415
354
285
231
190
155
pA
613
566
540
513
496
478
465
g
605
583
586
584
586
580
578
pR
342
351
355
365
376
380
386
Q
0,00
820
649
556
446
361
299
243
pA
965
886
850
804
774
754
723
g
952
912
924
916
916
916
897
pR
539
549
559
573
587
600
597
R
0,00
1 303
1 040
889
716
579
478
392
pA
1 531
1 419
1 357
1 293
1 242
1 203
1 168
g
1 508
1 461
1 473
1 475
1 467
1 460
1 449
pR
853
879
892
921
940
954
964
S
0,00
2 059
pA
2 419
g
2 384
pR
1 347
備考1. pA (Pa=0.90) 及びpR (Pa=0.10) の値は,JIS Z 9015-1の表10に示してある。
2. p=1.0(不適合品率100%)に対する平均サンプルサイズは, (1−hR) /gを整数に切り上げた値である。
参考 この表は,数値の小数点をコンマで表してある。
35
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表4-C なみ検査の逐次抜取方式に対する平均サンプルサイズ
(100アイテム当たりの不適合数検査)
サン
プル
文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[100アイテム当たりの不適合数,なみ検査]
0,40 0,65
1,0
1,5
2,5
4,0
6,5
10
15
25
40
65
100
150
250
400
D
0,00
5
4
4
3
2
2
2
2
1
1
pA
6,0
5,5
6,0
5,3
5,3
5,6
5,6
5,6
5,6
5,8
g
6,2
5,9
6,5
6,3
6,2
7,0
6,7
6,7
6,6
6,8
pR
3,8
3,9
4,2
4,1
4,2
4,5
4,5
4,5
4,5
4,6
E
0,00
9
7
6
5
4
3
3
3
2
2
pA
10,7
9,6
9,1
8,9
8,2
7,8
8,2
8,3
8,1
8,5
g
10,8
10,1
10,1
10,4
9,7
9,5
10,0
10,4
10,1
10,4
pR
6,4
6,3
6,5
6,8
6,4
6,4
6,7
7,0
6,9
7,0
F
0,00
13
11
9
7
6
5
5
4
pA
15,4
14,9
13,6
13,2
13,0
12,5
12,3
12,1
g
15,4
15,5
15,1
15,5
15,6
15,5
15,1
15,3
pR
9,0
9,5
9,4
10,0
10,1
10,2
10,1
10,4
G
0,00
21
17
14
12
10
9
7
6
pA
24,9
23,3
21,8
21,0
20,6
21,8
19,5
19,4
g
24,8
24,1
24,2
24,2
24,4
27,3
24,2
24,3
pR
14,3
14,7
14,9
15,3
15,7
17,3
16,1
16,4
H
0,00
33
26
22
18
16
13
11
9
pA
38,8
35,7
33,9
32,2
32,2
31,0
30,0
29,9
g
38,5
37,0
37,2
36,8
37,9
37,4
36,8
37,9
pR
22,0
22,5
22,9
23,3
24,3
24,3
24,5
25,5
J
0,00
52
42
36
29
25
21
18
15
pA
61,3
57,9
54,5
52,3
51,1
50,1
48,5
47,4
g
60,7
60,2
59,4
60,1
59,9
60,5
59,7
59,9
pR
34,7
36,3
36,2
37,7
38,3
39,1
39,5
40,4
K
0,00
82
65
56
45
39
33
28
24
pA
96,7
88,9
85,9
81,5
79,6
77,8
76,0
75,5
g
95,8
91,7
93,6
93,6
93,4
93,6
93,8
95,1
pR
54,5
55,4
56,7
58,7
59,6
60,8
61,8
63,5
参考 この表は,数値の小数点をコンマで表してある。
サンプ
ル文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[不適合品率 (%) ,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
L
0,00
130
104
90
73
62
54
45
36
pA
153
142
137
132
126
124
120
118
g
151
146
150
151
148
149
148
148
pR
85,6
88,4
90,7
94,0
94,5
96,7
97,1
99,1
M
0,00
205
162
139
113
97
81
73
58
pA
241
221
208
206
198
195
189
186
g
237
227
225
235
233
235
232
232
pR
135
137
136
147
149
152
153
156
N
0,00
327
262
222
178
156
131
112
93
pA
385
358
339
320
318
307
300
297
36
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
サンプ
ル文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[不適合品率 (%) ,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
g
380
369
369
365
372
368
368
373
pR
215
222
223
229
237
238
242
249
P
0,00
524
417
357
287
248
209
182
147
pA
616
570
546
518
504
491
484
473
g
608
587
593
590
590
590
593
593
pR
344
354
358
368
376
382
390
397
Q
0,00
806
651
558
449
386
330
281
229
pA
976
890
855
808
786
773
753
743
g
958
917
931
921
918
929
924
929
pR
545
551
563
575
584
602
608
622
R
0,00
1305
1043
891
719
617
527
445
370
pA
1533
1424
1361
1299
1261
1230
1191
1173
g
1511
1466
1478
1481
1474
1475
1458
1467
pR
854
881
894
924
937
955
958
981
備考1. pA (Pa= : 0.90) 及びpR (Pa=0.10) の値は,JIS Z 9015-1の表10に示してある。
2. p=∞に対する平均サンプルサイズは,常に1である。
参考 この表は,数値の小数点をコンマで表してある。
37
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A付表4-D きつい検査の逐次抜取方式に対する平均サンプルサイズ
(100アイテム当たりの不適合数検査)
サンプ
ル文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[100アイテム当たりの不適合数,きつい検査]
0,40 0,65
1,0
1,5
2,5
4,0
6,5
10
15
25
40
65
100
150
250
400
D
0,00
5
4
4
3
3
2
2
2
1
pA
6,0
5,5
6,0
5,3
5,2
5,4
5,8
5,6
5,8
g
6,2
5,9
6,5
6,3
6,3
6,7
7,1
6,5
6,8
pR
3,8
3,9
4,2
4,1
4,2
4,5
4,7
4,4
4,5
E
0,00
9
7
6
5
4
3
3
2
2
pA
10,7
9,6
9,1
8,9
8,0
8,1
8,2
8,3
8,5
g
10,8
10,1
10,1
10,4
9,5
10,0
10,2
10,2
10,6
pR
6,4
6,3
6,5
6,8
6,4
6,8
6,9
6,9
7,2
F
0,00
13
11
9
7
6
5
4
pA
15,4
14,9
13,6
13,2
12,8
12,3
12,1
g
15,4
15,5
15,1
15,5
15,3
15,3
15,4
pR
9,0
9,5
9,4
10,0
10,0
10,2
10,3
G
0,00
21
17
14
12
9
8
6
pA
24,9
23,3
21,8
21,0
20,4
19,6
19,1
g
24,8
24,1
24,2
24,2
24,6
24,0
24,0
pR
14,3
14,7
14,9
15,3
15,9
15,9
16,1
H
0,00
33
26
22
18
15
12
10
pA
38,8
35,7
33,9
32,2
31,8
30,8
29,7
g
38,5
37,0
37,2
36,8
38,1
37,2
37,2
pR
22,0
22,5
22,9
23,3
24,7
24,2
25,1
J
0,00
52
42
36
29
23
19
16
pA
61,3
57,9
54,5
52,3
50,3
49,0
48,4
g
60,7
60,2
59,4
60,1
59,7
59,7
60,3
pR
34,7
36,3
36,2
37,7
38,5
39,2
40,2
K
0,00
82
65
56
45
37
30
25
pA
96,7
88,9
85,9
81,5
78,5
78,6
73,6
g
95,8
91,7
93,6
93,6
93,1
97,2
91,4
pR
54,5
55,4
56,7
58,7
59,6
63,4
61,0
参考 この表は,数値の小数点をコンマで表してある。
サンプ
ル文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[100アイテム当たりの不適合数,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
L
0,00
130
104
90
73
59
47
40
pA
153
142
137
132
127
121
119
g
151
146
150
151
151
148
148
pR
85,6
88,4
90,7
94,0
96,6
97,1
98,2
M
0,00
205
162
139
113
93
75
62
pA
241
221
208
206
197
192
189
g
237
227
225
235
234
233
236
pR
135
137
136
147
150
152
157
N
0,00
327
262
222
178
144
122
98
pA
385
358
339
320
313
303
298
38
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
サンプ
ル文字
品質水準p
(アイテム
当たりの不
適合数)
合格品質水準,AQL[100アイテム当たりの不適合数,きつい検査]
0,025 0,040 0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
g
380
369
369
365
372
369
370
pR
215
222
223
229
239
242
246
P
0,00
524
417
357
287
235
194
159
pA
616
570
546
518
503
487
481
g
608
587
593
590
595
591
597
pR
344
354
358
368
381
386
396
Q
0,00
806
651
558
449
364
301
248
pA
976
890
855
808
781
765
737
g
958
917
931
921
924
930
914
pR
545
551
563
575
591
608
607
R
0,00
1 305
1 043
891
719
583
481
396
pA
1 533
1 424
1 361
1 299
1 249
1 214
1 183
g
1 511
1 466
1 478
1 481
1 476
1 474
1 468
pR
854
881
894
924
945
963
974
S
0,00
2 060
pA
2 422
g
2 385
pR
1 349
備考1. pA (Pa=0.90) 及びpR (Pa=0.10) の値は,JIS Z 9015-1の表10に示してある。
2. p=∞に対する平均サンプルサイズは,常に1である。
参考 この表は,数値の小数点をコンマで表してある。
39
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) 逐次抜取方式のパラメータの求め方
B.1 序論 この附属書は,生産者危険点及び消費者危険点が与えられたときの逐次抜取方式のパラメータ
hA,hR及びgの求め方を規定する。この手順は,付表1-A及び付表1-Bに生産者危険点と消費者危険点と
の組合せが与えられていないときに使用する。
B.2 使用者が決めるべき値 生産者危険点及び消費者危険点は,次の四つの値で決める。
pA:生産者危険品質水準(不適合品率又はアイテム当たりの不適合数で表す。)
α:生産者危険(ロットの不合格の割合で表す。)
pR:消費者危険品質水準(不適合品率又はアイテム当たりの不適合数で表す。)
β:消費者危険(ロットの合格の割合で表す。)
B.3 不適合品率検査 逐次抜取方式のパラメータhA,hR及びgは,次の式によって求める。
[
]
{
}
)]
1(
[
)]
1(
[
lg
)
1(
lg
R
A
A
R
A
p
p
p
p
h
−
−
−
=
β
α
[
]
{
}
)]
1(
[
)]
1(
[
lg
)
1(
lg
R
A
A
R
R
p
p
p
p
h
−
−
−
=
α
β
[
]
{
}
)]
1(
[
)]
1(
[
lg
)
1(
)
1(
lg
R
A
A
R
R
A
p
p
p
p
p
p
g
−
−
−
−
=
計算を簡単にするためには,まず,次の補助的な量を求めるとよい。
X=lg (pR/pA)
Y=lg [(1−pA) / (1−pR)]
次に,hA,hR及びgは,次の式によって求める。
[
]
Y
X
hA
+
−
=
β
α)
1(
lg
[
]
Y
X
hR
+
−
=
α
β)
1(
lg
Y
X
Y
g
+
=
B.4 100アイテム当たりの不適合数検査 逐次抜取方式のパラメータhA,hR及びgは,次の式によって求
める。
[
]
)
lg(
)
1(
lg
A
R
A
p
p
h
β
α
−
=
[
]
)
lg(
)
1(
lg
A
R
R
p
p
h
α
β
−
=
)
lg(
)
(
29
434
.0
A
R
A
R
p
p
p
p
g
−
=
40
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.5 丸め方 hA及びhRは,丸めて小数点以下3けたまで求める。gは,丸めて小数点以下4けたまで求め
る。
B.6 例
例1. 不適合品率検査のための逐次抜取方式で,pA=0.05,α=0.05,pR=0.14,β=0.10が要求された。
上記の値をB.3中の式に代入すると,次のようになる。
X=lg (14/5) =0.447 2
Y=lg (95/85) =0.043 23
これから,hA=1.994,hR=2.560及びg=0.088 1となる。
例2. 100アイテム当たりの不適合数検査のための逐次抜取方式で,pA=0.20,α=0.05,pR=0.50,β
=0.10が要求された。
上記の値をB.4中の式に代入すると,hA=2.457,hR=3.154及びg=0.327 4となる。
41
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(規定) OC曲線及び平均サンプルサイズの求め方
C.1 序論 この附属書は,逐次抜取方式のOC曲線及び平均サンプルサイズの近似値を求めるのに使用す
る式を示す。
C.2 OC曲線の近似
C.2.1 特定の品質水準に対する近似 抜取方式を本体の2.4.1によって求めた場合には,PRQに対応する合
格の確率は近似的にPa=1−αとなり,また,CRQに対応する合格の確率は近似的にPa=βとなる(附属書
Aに与えられている抜取方式に対しても,α=0.10及びβ=0.10とすれば,この関係は成り立つ。)。
さらに,工程品質水準が0の場合には,Pa=1となる。不適合品率検査で工程品質水準が100%の場合,
すなわち,全アイテムが不適合品の場合にはPa=0となり,また,100アイテム当たりの不適合数検査で
アイテム当たりの不適合数が無限大の場合には,Pa=0となる。
OC曲線上の第5の点は,簡単に求められる。工程品質水準pがgに等しい場合には,合格の確率は近
似的にPa=hR/ (hA+hR) となる。(生産者危険及び消費者危険に同一の値を選んだ場合,すなわち,α=β
の場合には,品質水準p=gはその抜取方式の判別困難品質水準であり,Pa=0.50である。)
C.2.2 一般の品質水準に対する近似 OC曲線の中間の値を求めるためには,補助変数λを適切に選び,こ
れを次の式に代入して,工程品質水準p及びこれに対する合格の確率Paを求める。
a) 不適合品率検査の場合
[
]
[
]λ
λ
λ
)
1
/(
)
1(
)
/
(
)
1
/(
)
1(
1
A
R
A
R
A
R
p
p
p
p
p
p
p
−
−
−
−
−
−
=
b) 100アイテム当たりの不適合数検査の場合
1
)
/
(
)
(
−
−
=
λ
λ
A
R
A
R
p
p
p
p
p
両方の場合には,合格の確率は近似的に次のようになる。
[
]
[
][
]λ
λ
λ
α
β
α
β
α
β
)
1
/(
/)
1(
1
/)
1(
−
−
−
−
−
=
p
生産者危険点は,補助変数λを1として求められる。また,消費者危険点は,補助変数λを−1として求
められる。OC曲線の中間の値はλの中間の値を使用して求める。λ=0の場合には,上記の式は使えないが,
λ=0は,p=gで,合格の確率Pa=hR/ (hA+hR) に対応する。
例1. 不適合品率検査のための逐次抜取方式で,pA=0.05,α=0.05,pR=0.14,β=0.10の場合を考え
る。
B.6の例1.で,パラメータはhA=1.994,hR=2.560及びg=0.088 1となっている。
品質水準g=0.088 1で,これに対応する合格の確率は,次のようになる。
Pa=2.560/ (1.994+2.560)
=0.562
λを0.5に選んだ場合,工程品質水準は不適合品率6.7% (p=0.067) であり,これに対応する
合格の確率はPa=0.828となる。
λを−0.5に選んだ場合,工程品質水準は不適合品率11.3% (p=0.113) であり,これに対応す
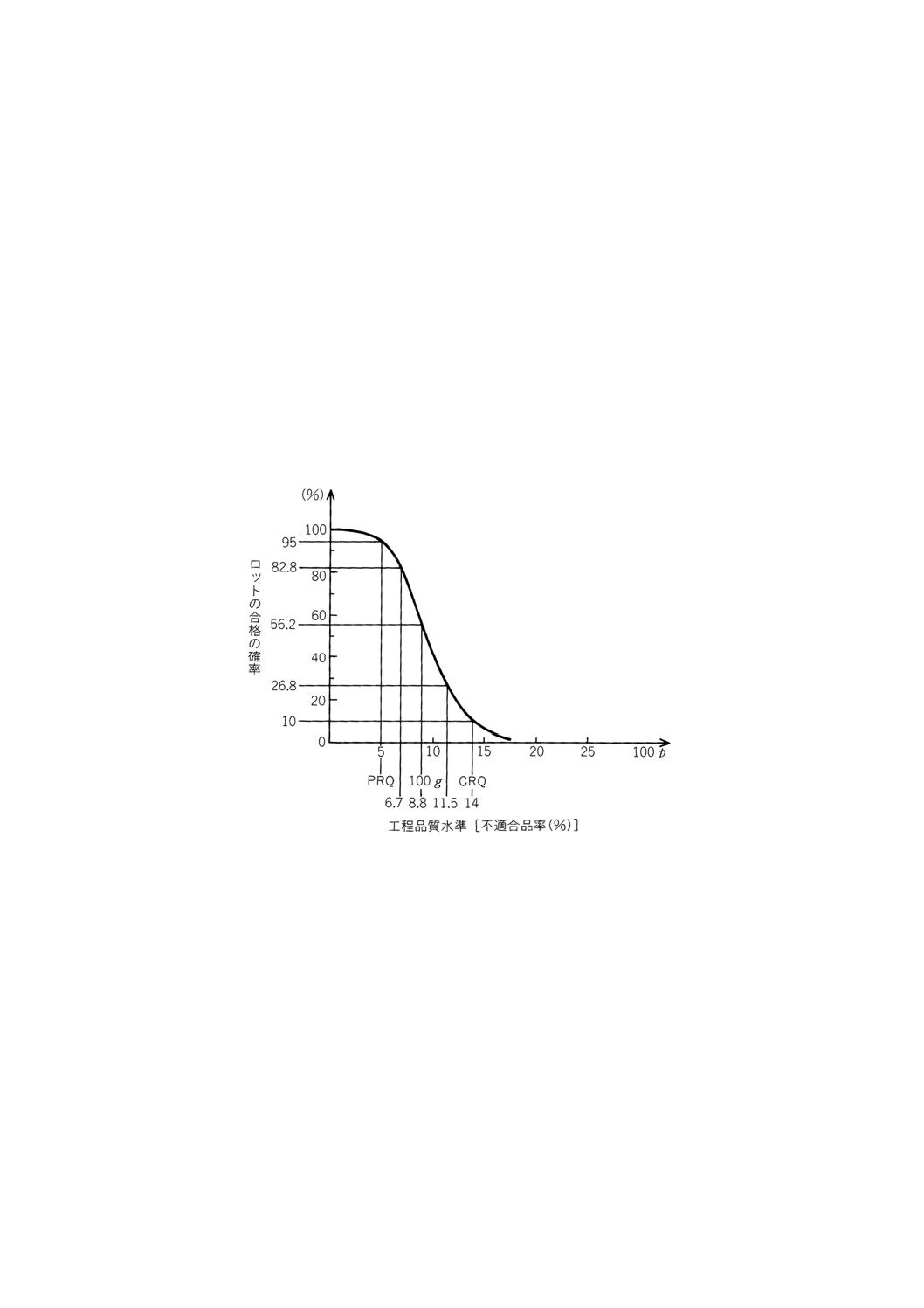
42
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る合格の確率はPa=0.268となる。
OC曲線の略図を,図C.1に示す。
例2. 100アイテム当たりの不適合数検査のための逐次抜取方式で,pA=0.20,α=0.05,pR=0.50,β
=0.10の場合を考える。
B.6中の例2.で,パラメータはhA=2.457,hR=3.154及びg=0.327 4となっている。
品質水準gは,100アイテム当たりの不適合数32.7で,これに対応する合格の確率は,次の
ようになる。
Pa=3.154/(2.457+3.154)
=0.562
λを0.5に選んだ場合,工程品質水準は100アイテム当たりの不適合数25.8で,これに対応す
る合格の確率はPa=0.828となる。λを−0.5に選んだ場合,工程品質水準は100アイテム当た
りの不適合数40.8で,これに対応する合格の確率はPa=0.268となる。
OC曲線の略図を図C.2に示す。
図C.1 例1.の逐次抜取方式に対するOC曲線
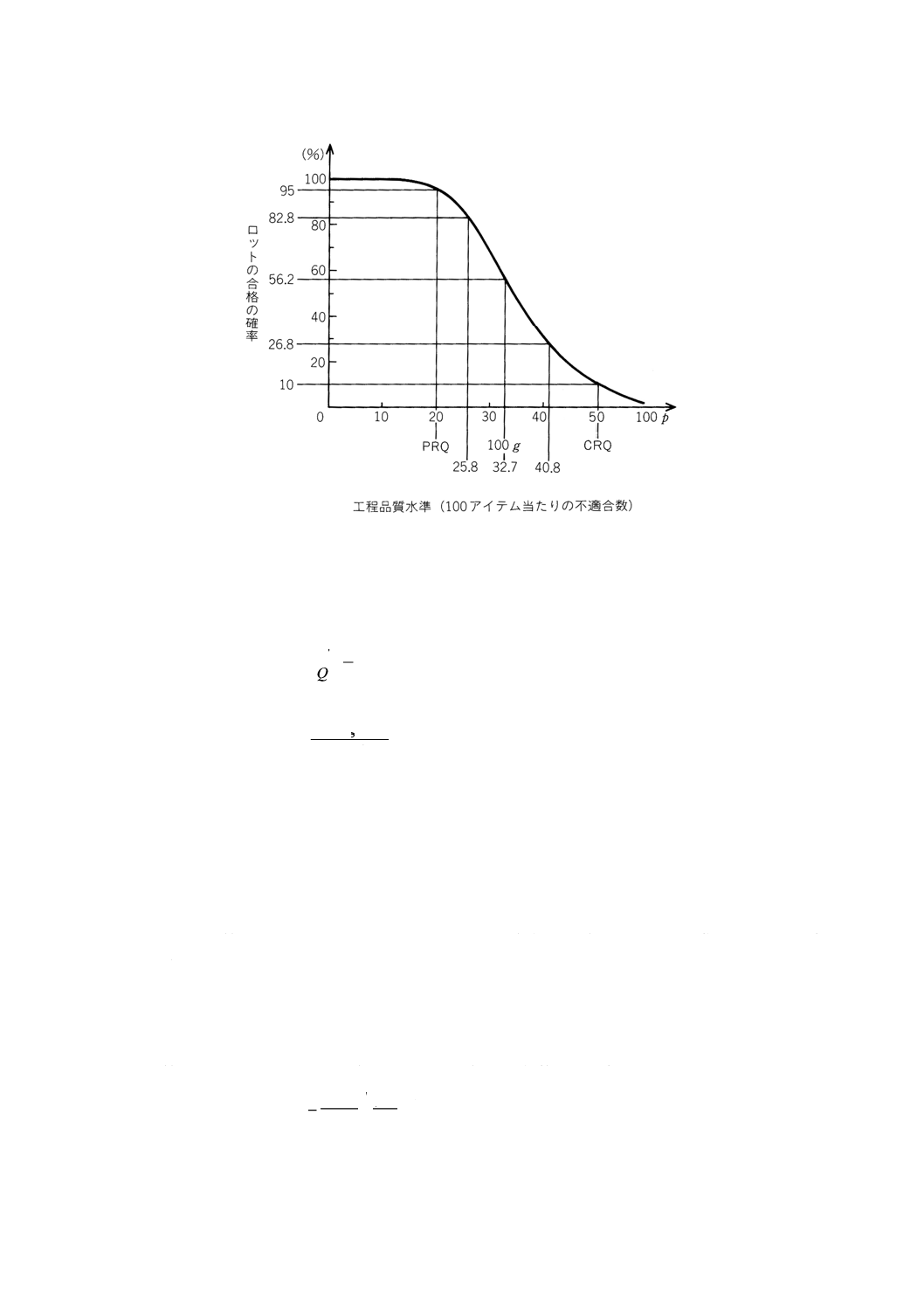
43
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.2 例2.の逐次抜取方式に対するOC曲線
C.2.3 α=βという特別な場合 生産者危険及び消費者危険に同一の値を選んだ場合,すなわち,α=βとし
た場合には,工程品質水準p及びこれに対応する合格の確率Paに関する次の式で与えることができる。
a) 不適合品率検査の場合
1
1
−
−
=Q
Q
p
g
b) 100アイテム当たりの不適合数検査の場合
1
lg
303
.2
−
=
Q
Q
g
p
両方とも,補助変数Qの値は,合格の確率Paから求める。
Q= [Pa/ (1−Pa) ] 1/hA
C.3 平均サンプルサイズの近似
C.3.1 特定の品質水準における平均サンプルサイズ
C.3.1.1 抜取方式を本体の2.4.1によって求めた場合には,工程品質水準pがpA,g又はpRのどれかの値を
とったときには,平均サンプルサイズnavを求めるための単一の式を与えることができる。
さらに,工程品質水準がp=0のときには,サンプルサイズ(及び平均サンプルサイズ)は,hA/gの端数
を切り上げて直近の整数としたものになる。
不適合品率検査で工程品質水準が100%の場合,すなわち,全アイテムが不適合品の場合には,サンプ
ルサイズはhR/ (1−g) の端数を切り上げて整数としたものになる(100アイテム当たりの不適合数検査で,
アイテム当たりの不適合数が無限大の場合にはサンプルサイズは1となる。)。
工程品質水準がpAのときには,平均サンプルサイズは,近似的に次の式で与えられる。
A
R
A
av
p
g
h
h
n
−
−
−
=
α
α)
1(
工程品質水準がpRのときには,平均サンプルサイズは,近似的に次の式で与えられる。
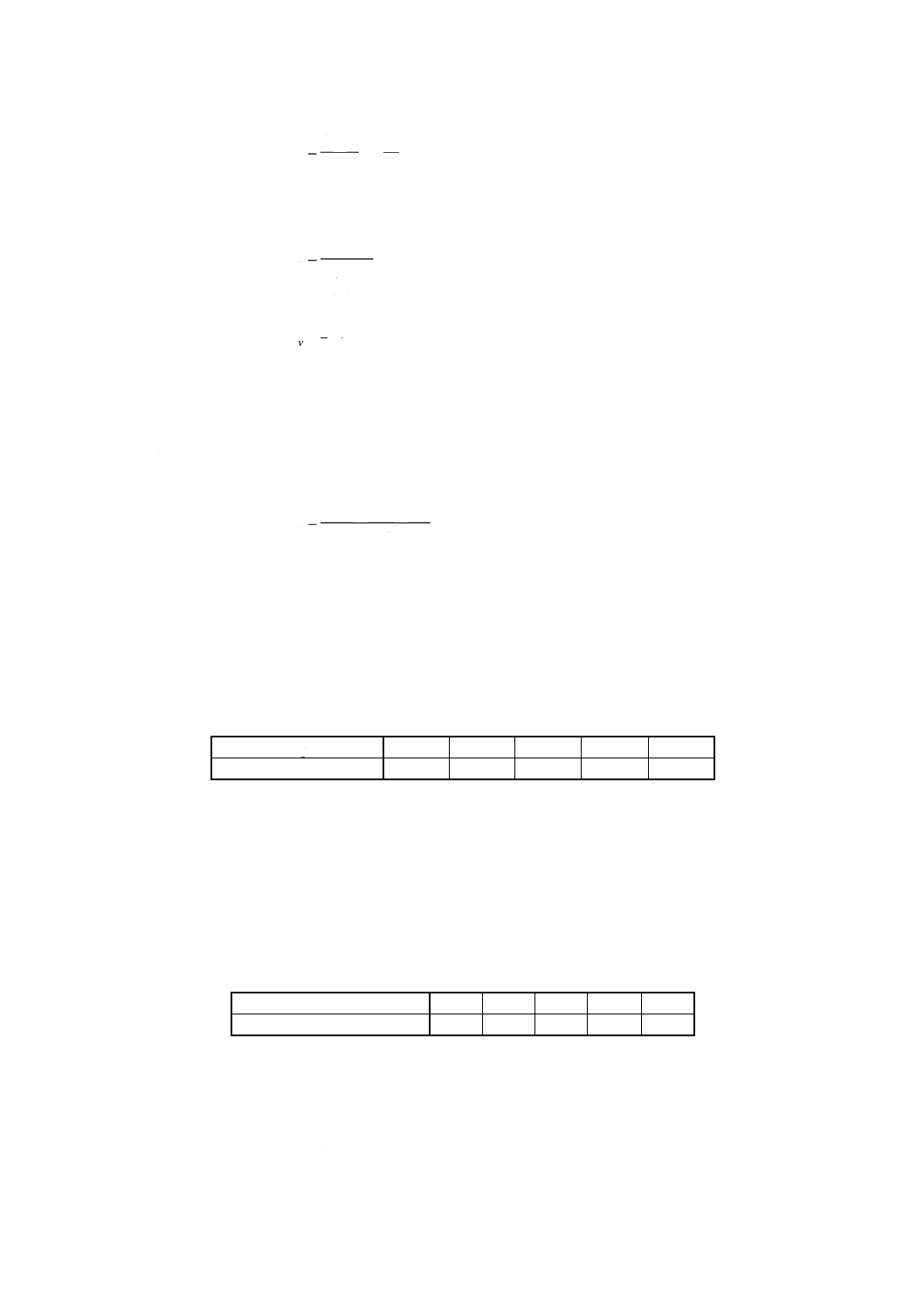
44
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g
p
h
h
n
R
A
R
av
−
−
−
=
β
β)
1(
工程品質水準がgのときには,平均サンプルサイズは,近似的に次の式で与えられる。
不適合品率検査の場合には,
)
1( g
g
h
h
n
R
A
av
−
=
また,100アイテム当たりの不適合数検査の場合には,
g
h
h
n
R
A
av=
となる。
C.3.1.2 抜取方式を附属書Aから求めた場合には,この四つの工程品質水準に対する平均サンプルサイズ
の正確な値を附属書A付表4-A〜付表4-Dから読み取ることができる。
C.3.2 一般の品質水準に対する近似 平均サンプルサイズの中間の値は,工程品質水準pの任意の値に対
する平均サンプルサイズの近似値を次の式から求める。
p
g
P
h
P
h
n
a
R
a
A
av
−
−
−
=
)
1(
ここに,pは工程品質水準(不適合品比率又はアイテム当たりの不適合数)を示し,Paは対応する合格
の確率である。
C.3.3 例
例1. 不適合品率検査のための逐次抜取方式で,pA=0.05,α=0.05,pR=0.14,β=0.10の場合を考え
る。
B.6の例1.で,パラメータはhA=1.994,hR=2.560及びg=0.088 1となっている。
C.3.1.1を使用すれば,次の値が求められる。
不適合品率 p
0
0.05
0.088 1
0.14
1.00
平均サンプルサイズ nav
23
46.3
63.5
40.6
3
C.3.2を使用し,工程品質水準(不適合品率)6.7%に対するPa=0.828であることに注意すれ
ば(C.2.2の例1.参照),p=0.067に対する平均サンプルサイズは,57.2になることが分かる。
同様に,工程品質水準11.3%に対する平均サンプルサイズは,53.9になることが分かる。
平均サンプルサイズの略図を,図C.3に示す。
例2. 100アイテム当たりの不適合数検査のための逐次抜取方式で,pA=0.20,α=0.05,pR=0.50,β
=0.10の場合を考える。
B.6中の例2.で,パラメータはhA=2.457,hR=3.154及びg=0.327 4となっている。
C.3.1.2を使用すれば,次の値が求められる。
アイテム当たりの不適合数 p
0
0.20 0.327
0.50
∞
平均サンプルサイズ nav
8
17.1 23.7
15
1
C.3.2を使用し,工程品質水準(100アイテム当たりの不適合数)25.8に対するPa=0.828で
あることに注意すれば(C.2.2の例2.参照。),この品質水準に対する平均サンプルサイズは,21.5
になることが分かる。同様に,工程品質水準40.8に対する平均サンプルサイズは,20.5になる
ことが分かる。
平均サンプルサイズの略図を,図C.4に示す。
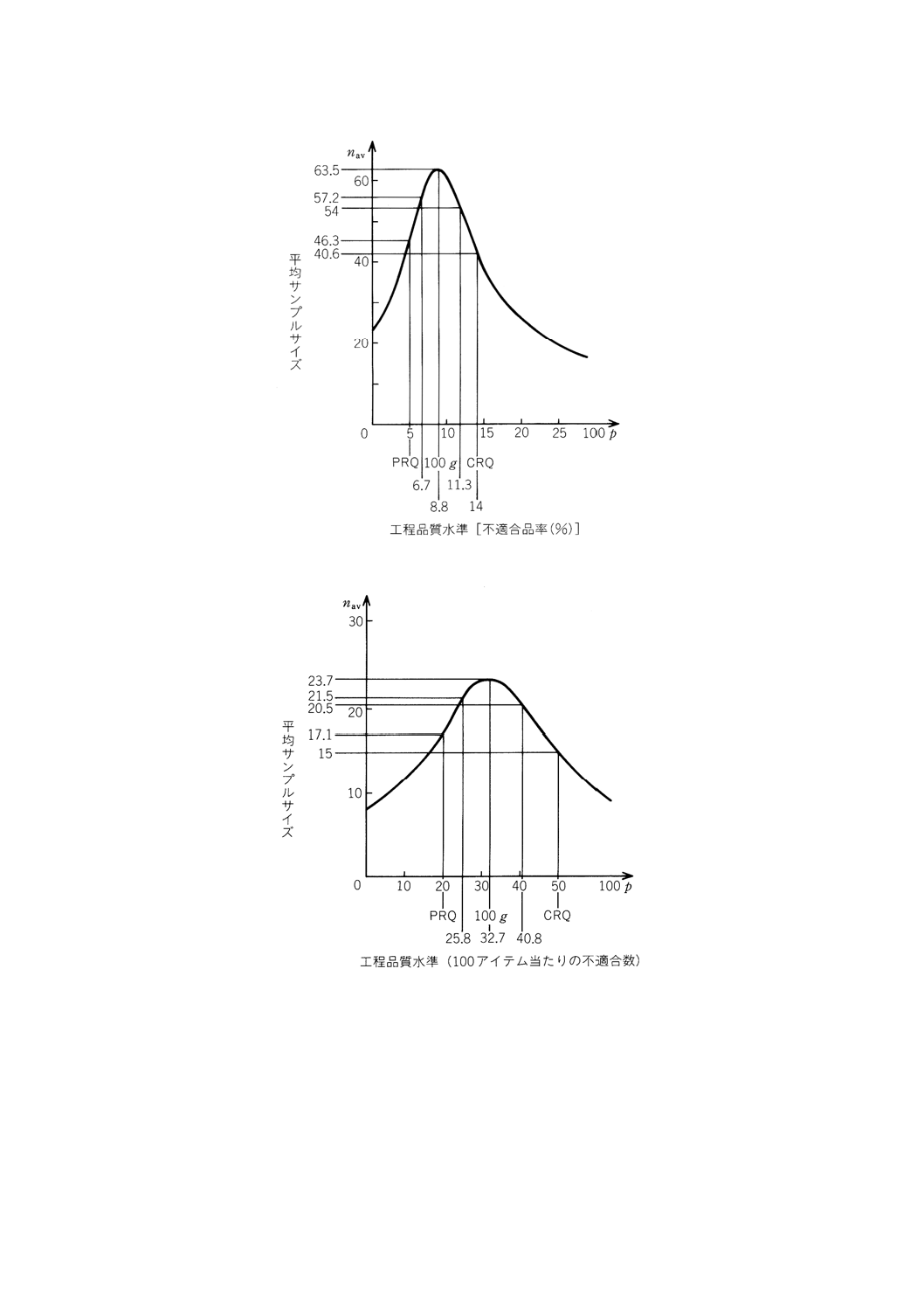
45
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.3 例1.の逐次抜取方式に対する平均サンプルサイズを示す曲線
図C.4 例2.の逐次抜取方式に対する平均サンプルサイズを示す曲線
46
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 参考文献
この規格の付表1-A及び付表1-Bに与えられている抜取方式は,Wald [2] が開発した近似法に基づいて
いる。この理論のその後の展開については,Johnson [3] の報文及びGhosh [4] のテキストを参照するとよ
い。
附属書A中の付表は,Enkawa and Mori [5] が記述した手順によって求めた。
[1] JIS Z 9010(1) 計量値検査のための逐次抜取方式
[2] Wald, A. Sequential Analysis, Wiley, New York, 1947.
[3] Johnson, N. L. Sequential analysis−A survey, J. Roy. Statist. Soc., A124, pp. 372-411, 1961.
[4] Ghosh, B. K. Sequential Tests of Statistical Hypothesis, Addison−Wesley, New York, 1970.
[5] Enkawa, T. and Mori, M. Exact expressions for OC and ASN functions of Poisson sequential probability test,
Rep. Stat. Appl. Res., JUSE, Vol.32, No. 3, 1-16, 1985.
注(1) 発行準備中
47
Z 9009 : 1999 (ISO 8422 : 1991)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
品質管理分野国際整合化分科会
氏名
所属
(主査)
尾 島 善 一
東京理科大学理工学部
(委員)
青 木 茂 雄
財団法人日本科学技術連盟
今 井 秀 孝
工業技術院計量研究所
柿 田 和 俊
社団法人日本鉄鋼連盟
加 藤 洋 一
日本電信電話株式会社
門 山 允
東京国際大学
兼 子 毅
武蔵工業大学工学部
椿 広 計
筑波大学社会工学系
仁 科 健
名古屋工業大学工学部
野 澤 昌 弘
東京理科大学経営学部
三佐尾 武 雄
QCコンサルタント
宮 津 隆
帝京科学大学理工学部
山 田 秀
東京都立科学技術大学工学部
横 尾 恒 雄
QCコンサルタント
大 嶋 清 治
工業技術院標準部
(事務局)
竹 下 正 生
財団法人日本規格協会
安 田 順 子
財団法人日本規格協会
抜取検査JIS原案作成WG
氏名
所属
(委員)
横 尾 恒 雄
QCコンサルタント
加 藤 洋 一
日本電信電話株式会社
青 木 茂 雄
財団法人日本科学技術連盟
川 村 数 増
財団法人日本科学技術連盟
国府田 晃
東日本国際大学経済学部
北 村 隆
千葉大学工学部
(事務局)
安 田 順 子
財団法人日本規格協会