Z 9002-1956
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 総則 ······························································································································ 1
1.1 適用範囲 ······················································································································ 1
1.2 記号および用語の定義····································································································· 1
1.2.1 記号 ·························································································································· 1
1.2.2 用語 ·························································································································· 1
2. 検査の手順 ····················································································································· 2
3. 検査の実施 ····················································································································· 2
3.1 品質基準の設定 ············································································································· 2
3.2 p0,p1の指定 ················································································································ 2
3.3 ロットの形成 ················································································································ 2
3.4 n,cのきめ方 ················································································································ 2
3.5 試料のとり方 ················································································································ 3
3.6 試料の試験 ··················································································································· 3
3.7 ロットの判定 ················································································································ 3
3.8 ロットの処置 ················································································································ 3
4. 抜取検査表 ····················································································································· 3
5. OC曲線および検査設計図 ································································································· 3
表1 計数規準型一回抜取検査表 ····························································································· 4
表2 抜取検査設計補助表 ······································································································ 5
付図1 OC曲線 ··················································································································· 5
付図2 計数一回抜取検査設計図 ··························································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 9002-1956
計数規準型一回抜取検査
(不良個数の場合)
(抜取検査 その2)
Single Sampling Inspection Plans having Desired Operating Characteristics
Part 1. Sampling by Attributes
1. 総則
1.1
適用範囲 この規格は,不良個数の場合の計数規準型一回抜取検査方式のきめ方および実施の方法
について規定する。
備考 不良個数の場合の計数規準型一回抜取検査とは,生産者および消費者の要求する検査特性をも
つように設計した抜取検査であって,ロットごとの合格・不合格を一回に抜き取った試料中の
不良品の個数によって判定するものである。
この検査は抜取検査であるから,製品がロットとして処理できることが必要で,合格ロット
中にもある程度の不良品の混入は避けられない。
1.2
記号および用語の定義
1.2.1
記号
p0: なるべく合格させたいロットの不良率の上限
p1: なるべく不合格としたいロットの不良率の下限
α:
生産者危険(不良率p0のロットが不合格となる確率)
β:
消費者危険(不良率p1のロットが合格となる確率)
n:
試料の大キサ
c:
合格判定個数
1.2.2
用語
検査単位: 検査の目的のために選ぶ単位体または単位量。
検査ロット: 検査の対象となるひとまとめの品物の集まり(以下ロットという)。
ロットの大キサ:
ロット内の検査単位の総数をいう。
不良品:
品質基準に適合しない検査単位。
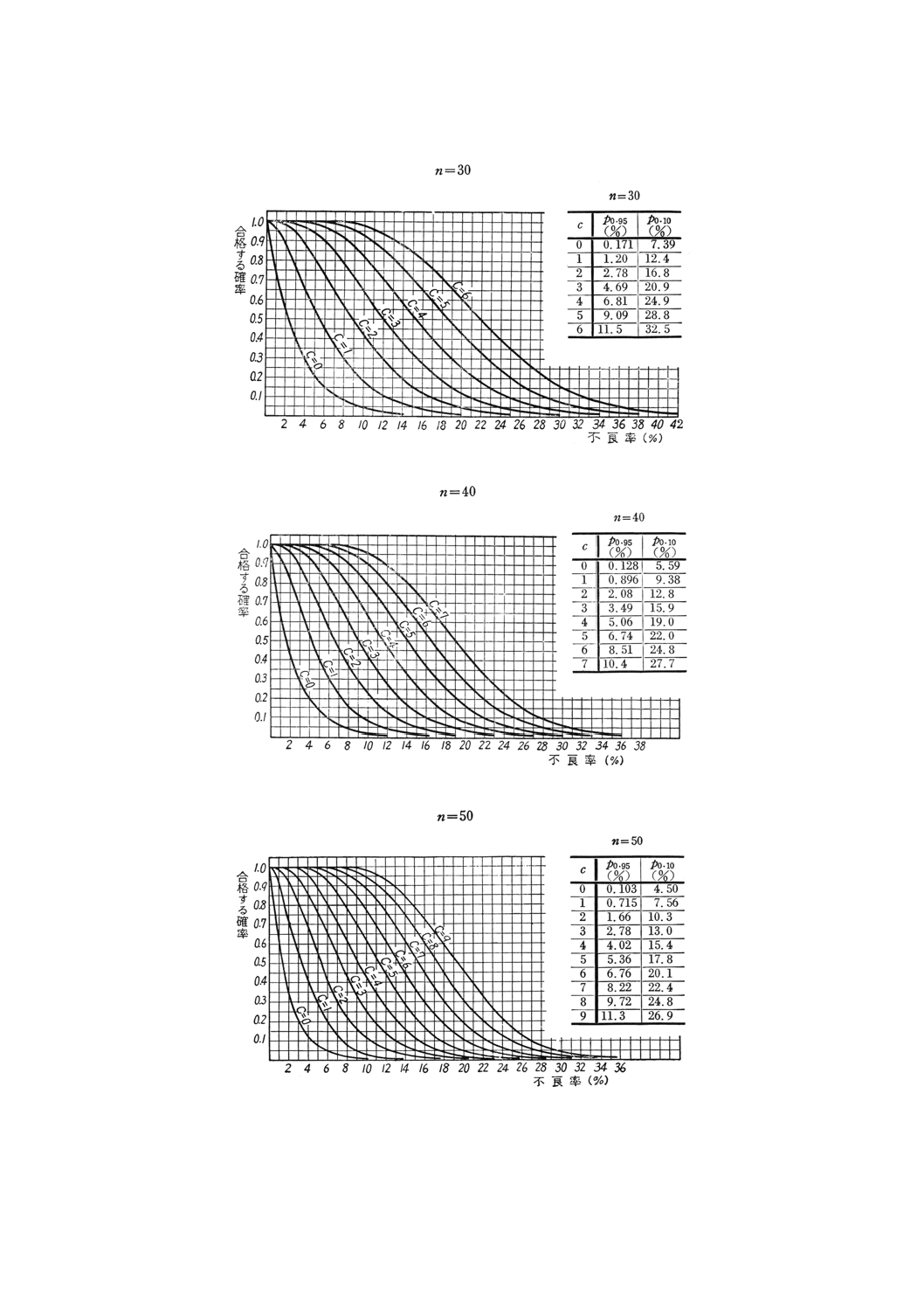
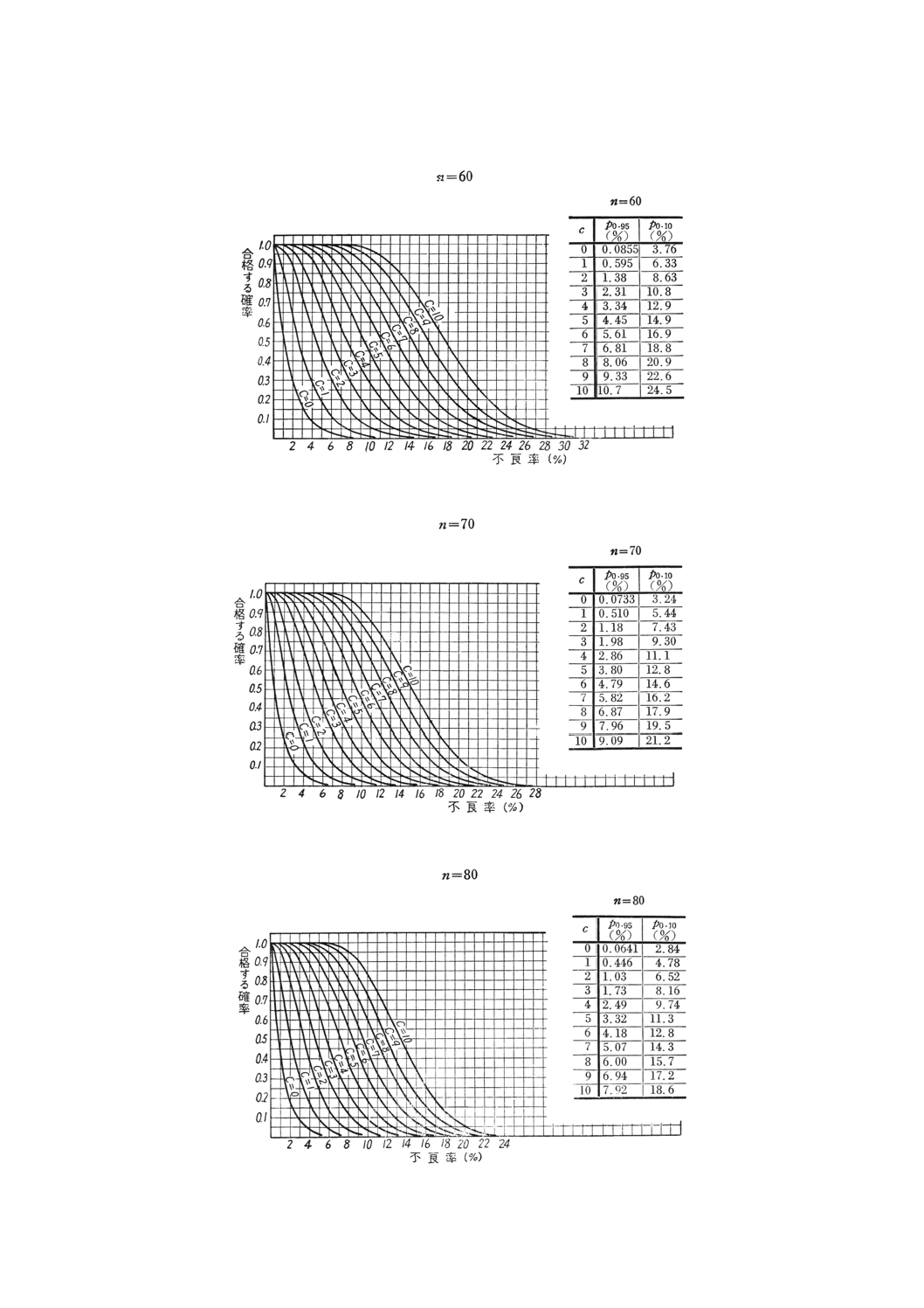
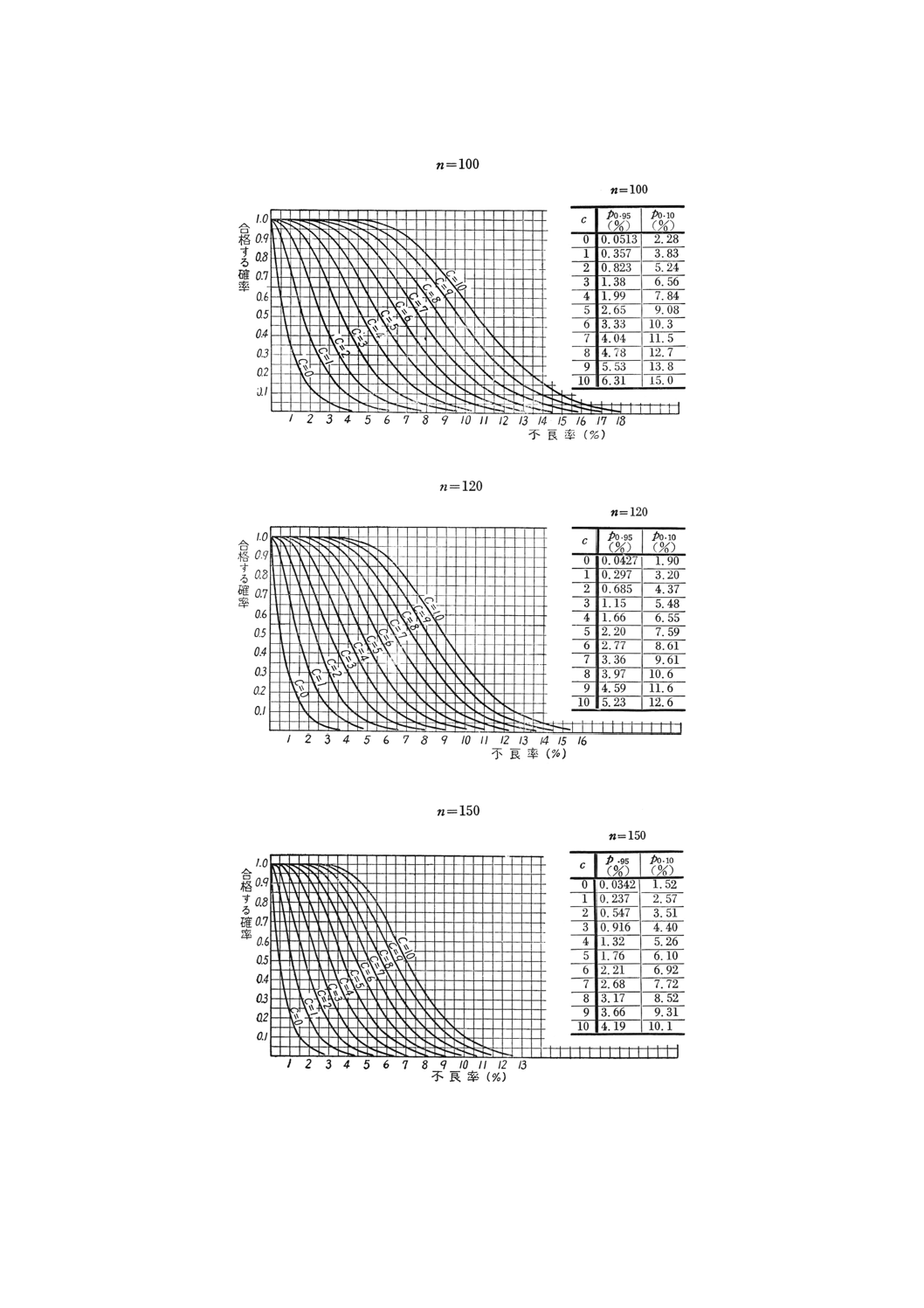
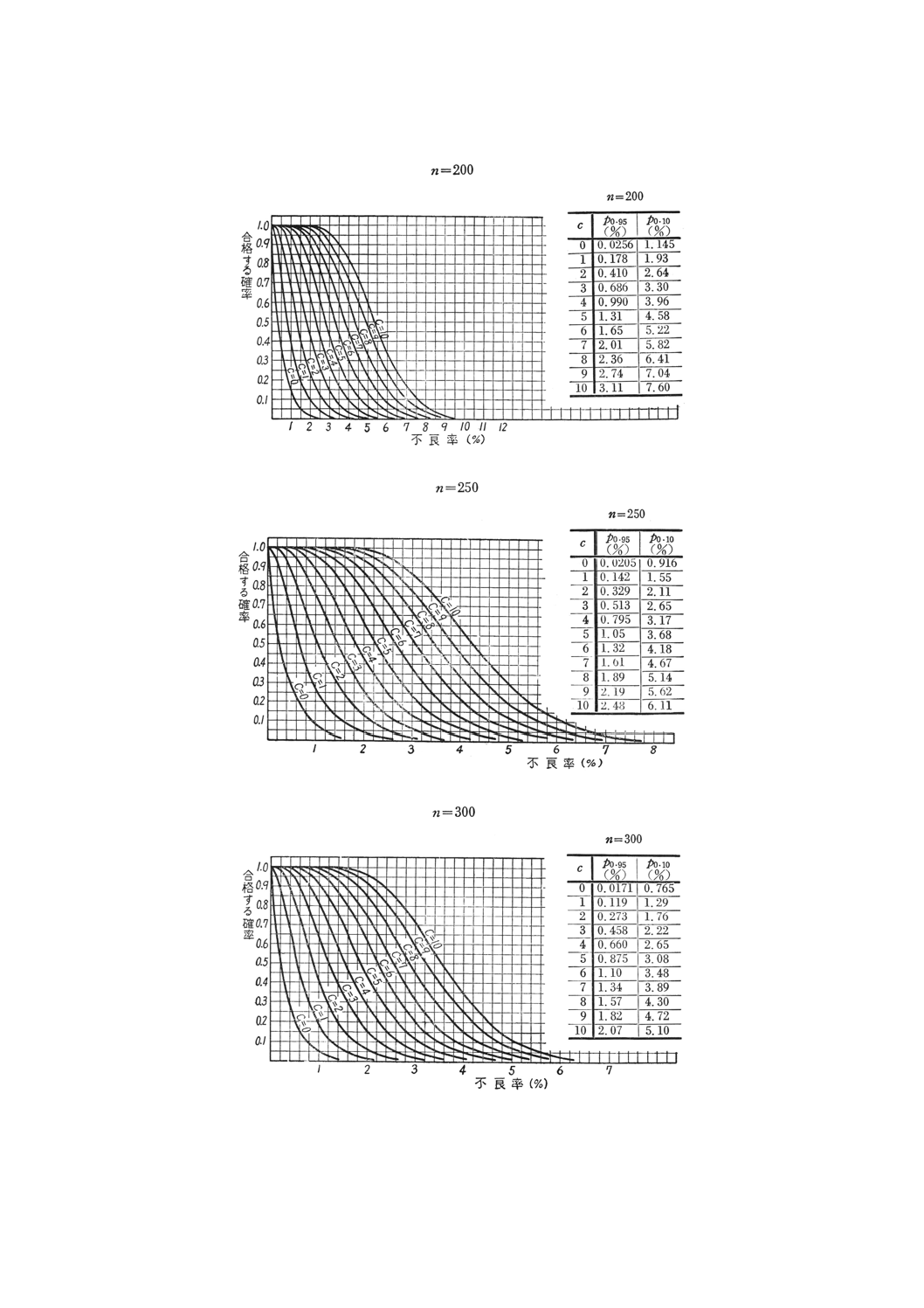
OC曲線(検査特性曲線):
抜取検査方式の特性を表わすため,ロットの不良率に対してその抜取検査で合格に
なる確率を示した曲線。
試料:
ロットから抜き取られる検査単位の集まり。
試料の大キサ:
試料中の検査単位の数。
ロットの不良率 (%) :
100
×
ロットの大キサ
ロット内の不良品の数
=
ロットの不良率(%)
一回抜取検査:
ロットから抜き取った1組の試料を調べるだけで,そのロットの合格・不合格の判定を行なう検
査。
抜取検査方式:
ロットの合格・不合格をきめる試料の大キサと合格判定個数を規定したものをいう。
2
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合格判定個数:
抜取検査で合格の判定を下す規準となる不良個数をいい,試料中に見出した不良品の数がこの数
以下の場合には合格の判定を下す。
関連規格:JIS Z 9001 (抜取検査通則)
2. 検査の手順 規準型抜取検査は,つぎの手順によって行なう。
(1) 品質基準をきめる。
(2) p0,p1の値を指定する。
(3) ロットを形成する。
(4) 試料の大キサと合格判定個数を求める。
(5) 試料をとる。
(6) 試料を調べる。
(7) 合格・不合格の判定を下す。
(8) ロットを処置する。
3. 検査の実施
3.1
品質基準の設定 検査単位について良品と不良品とに分けるための基準を明確に定める。
3.2
p0,p1の指定 この規格による抜取検査を実施するにはまず品物を渡す側と受け取る側が合議のう
え,p0,p1をきめる(1)。このさいα は0.05,β は0.10を基準とする。
p0,p1の値は生産能力・経済的事情・品質に対する必要な要求または検査にかかる費用・労力・時間な
ど各取引きの実情を考え合わせてきめる。
注(1) 抜取検査では必ずp0<p1でなければならない。
3.3
ロットの形成 同一条件で生産されたロットをなるべくそのまま検査ロットに選ぶ。ロットがはな
はだしく大きい場合は,小ロットに区切って検査ロットとしてもよい。
3.4
n,cのきめ方 試料の大キサnと合格判定個数cの求め方は,つぎのとおりとする。
(1) 表1の中で指定されたp0を含む行と,指定されたp1を含む列の交わる欄を求める。
(2) 欄の中の左側の数値(細字)を試料の大キサnとし,右側の数値(太字)を合格判定個数cとする。
数値が記入してなければ,つぎのとおりとする。
(a) 欄に矢印のある場合には矢印をたどって順次に進み,到達した数値の記入してある欄からn,cを求
める。
(b) 欄に*印がある場合は表2によりn,cを計算する。
備考 表1の左下の部分が空欄となっているのは,抜取検査では必ずp0<p1でなければならないから
である。
(3) このようにして求めたnが,ロットの大キサをこえる場合は,全数検査を行なうこととする。
(4) 求めたn,cについてOC曲線(付図1)を調べ,または検査費用などを検討した結果,必要があれば
p0,p1の値を修正してn,cを求めなおす。
例:1. p0=2%,p1=12%に対するn,cの求め方
表1の中でp0=2%を含む行〔1.81〜2.24 (%) 〕とp1=12%を含む列〔11.3〜14.0 (%) 〕との
交わる欄を求める。
この欄中の左側の数値(細字)40が試料の大キサnであり,右側の数値(太字)2が合格判
定個数cである(2)。
3
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) こうして求めたn=40,c=2の方式についてα,βを調べると,p0=2%に対してはα=0.04,
p1=12%に対してはβ=0.13となる。
2. p0=0.5%,p1=10%に対するn,cの求め方
表1の中でp0=0.5%を含む行〔0.451〜0.560 (%) 〕とp1=10%を含む列〔9.01〜11.2 (%) 〕と
の交わる欄を求める。
この欄は↓となっているから,矢の方向にしたがって下の欄に移る。移った欄は←となって
いるので,ふたたび矢の方向にしたがって左横の欄に移る。この欄がさらに↓であるから下欄
へ移り,その欄の左側の数値(細字)50が試料の大キサnであり,右側の数値(太字)1が合
格判定個数cである(3)。
注(3) こうして求めたn=50,c=1の方式についてα,βを調べるとp0=0.5%に対してはα=
0.025,p1=10%に対してはβ=0.03となる。
3. p0=0.4%,p1=1.2%に対するn,cの求め方
表1の中でp0=0.4%を含む行〔0.356〜0.450 (%) 〕と,p1=1.2%を含む列〔1.13〜1.40 (%) 〕
との交わる欄を求める。この欄は*となっているので表2を用いる。
p1とp0の比を求めるとp1/p0=1.2/0.4=3.0となる。そこで表2のp1/p0の列で3.0を含む行 (3.5
〜2.8) を探し,この行から
c=6
n=164/p0+527/p1=164/0.4+527/1.2=410+439=849≒850
として求める。
3.5
試料のとり方 検査ロットの中から,3.4の手順できめた大キサnの試料をできるだけロットを代表
するようにしてとる。それにはつぎのいずれかの方法によるのがよい。
(1) 乱数表・乱数器などを利用してロットからランダムに試料を抜き取る。
(2) やむをえなければロットの中をよくかきまぜて目をつぶってとるような気持で試料を取る。
(3) ロットの中がさらに小さく分れているときは,小群の大キサに比例した個数の品物をランダムに抜き
取り,まとめて試料とする。
3.6
試料の試験 3.1の品質基準にしたがって試料を調べ,試料中の不良品の数を調べる。
3.7
ロットの判定 試料中の不良品の数が合格判定個数c以下であればそのロットを合格とし,cをこせ
ばそのロットを不合格とする。
3.8
ロットの処置 合格または不合格と判定されたロットは,あらかじめきめた約束にしたがって処置
する。どのような場合でも,不合格となったロットをそのままで再提出してはならない。
4. 抜取検査表 p0,p1からn,cを求めるための計数規準型一回抜取検査表を表1に示す。表1で*印の
ついた部分に対してn,cを計算するための抜取検査設計補助表を表2に示す。
5. OC曲線および検査設計図 n=5からn=500までのOC曲線を付図1に示す。また計数一回抜取検査
設計図を付図2に示す。
4
Z
9
0
0
2
-1
9
5
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
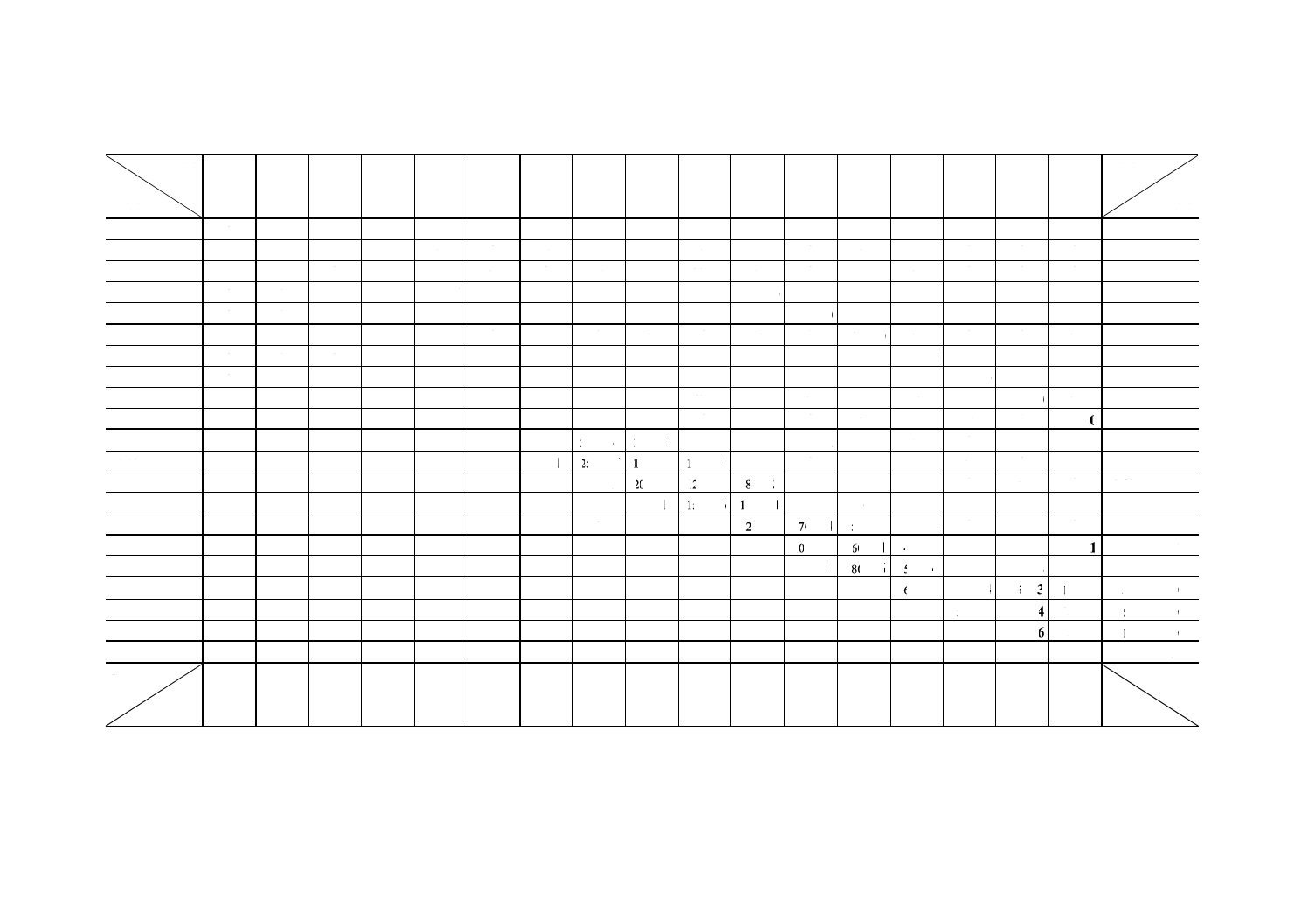
表1 計数規準型一回抜取検査表
細字はn,太字はC
α≒0.05,β≒0.10
p1 (%)
p0 (%)
0.71
0.91
1.13
1.41
1.81
2.25
2.81
3.56
4.51
5.61
7.11
9.01
11.3
14.1
18.1
22.5
28.1
p1 (%)
p0 (%)
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
0.90
1.12
1.40
1.80
2.24
2.80
3.55
4.50
5.60
7.10
9.00
11.2
14.0
18.0
22.4
28.0
35.5
0.090 〜0.112
*
400 1
↓
←
↓
→
60 0 50 0
←
↓
↓
←
↓
↓
↓
↓
↓
0.090 〜0.112
0.113 〜0.140
*
↓
300 1
↓
←
↓
→
↑
40 0
←
↓
↓
←
↓
↓
↓
↓
0.113 〜0.140
0.141 〜0.180
*
500 2
↓
250 1
↓
←
↓
→
↑
30 0
←
↓
↓
←
↓
↓
↓
0.141 〜0.180
0.181 〜0.224
*
*
400 2
↓
200 1
↓
←
↓
→
↑
25 0
←
↓
↓
←
↓
↓
0.181 〜0.224
0.225 〜0.280
*
*
500 3 300 2
↓
150 1
↓
←
↓
→
↑
20 0
←
↓
↓
←
↓
0.225 〜0.280
0.281 〜0.355
*
*
*
400 3 250 2
↓
120 1
↓
←
↓
→
↑
15 0
←
↓
↓
←
0.281 〜0.355
0.356 〜0.450
*
*
*
500 4 300 3 200 2
↓
100 1
↓
←
↓
→
↑
15 0
←
↓
↓
0.356 〜0.450
0.451 〜0.560
*
*
*
*
400 4 250 3 150 2
↓
80 1
↓
←
↓
→
↑
10 0
←
↓
0.451 〜0.560
0.561 〜0.710
*
*
*
*
500 6 300 4 200 3 120 2
↓
60 1
↓
←
↓
→
↑
7 0
←
0.561 〜0.710
0.711 〜0.900
*
*
*
*
*
400 6 250 4 150 3 100 2
↓
50 1
↓
←
↓
→
↑
5 0 0.711 〜0.900
0.901 〜1.12
*
*
*
*
*
300 6 200 4 120 3 80 2
↓
40 1
↓
←
↓
↑
↑
0.901 〜1.12
1.13 〜1.40
*
*
*
*
500 10 250 6 150 4 100 3 60 2
↓
30 1
↓
←
↓
↑
1.13 〜1.40
1.41 〜1.80
*
*
*
*
400 10 200 6 120 4 80 3 50 2
↓
25 1
↓
←
↓
1.41 〜1.80
1.81 〜2.24
*
*
*
*
300 10 150 6 100 4 60 3 40
2
↓
20 1
↓
←
1.81 〜2.24
2.25 〜2.80
*
*
*
*
250 10 120 6 70 4 50 3 30 2
↓
15 1
↓
2.25 〜2.80
2.81 〜3.55
*
*
*
*
200 10 100 6 60 4 40 3 25 2
↓
10 1 2.81 〜3.55
3.56 〜4.50
*
*
*
*
150 10 80 6 50 4 30 3 20 2
↓
3.56 〜4.50
4.51 〜5.60
*
*
*
*
120 10 60 6 40 4 25 3 15 2 4.51 〜5.60
5.61 〜7.10
*
*
*
*
100 10 50 6 30 4 20 3 5.61 〜7.10
7.11 〜9.00
*
*
*
*
70 10 40 6 25 4 7.11 〜9.00
9.0.l 〜11.2
*
*
*
*
60 10 30 6 9.01 〜11.2
p0 (%)
p1 (%)
0.71
0.91
1.13
1.41
1.81
2.25
2.81
3.56
4.51
5.61
7.11
9.01
11.3
14.1
18.1
22.5
28.1
p0 (%)
p1 (%)
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
〜
0.90
1.12
1.40
1.80
2.24
2.80
3.55
4.50
5.60
7.10
9.00
11.2
14.0
18.0
22.4
28.0
35.5
備考 矢印はその方向の最初の欄のn,cを用いる。*印は表2による。空欄に対しては抜取検査方式はない。
5
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 抜取検査設計補助表
p1/p0
c
n
17
以上
0
2.56/p0+ 115/p1
16
〜7.9
1
17.8/p0+ 194/p1
7.8
〜5.6
2
40.9/p0+ 266/p1
5.5
〜4.4
3
68.3/p0+ 334/p1
4.3
〜3.6
4
98.5/p0+ 400/p1
3.5
〜2.8
6
164 /p0+ 527/p1
2.7
〜2.3
10
308 /p0+ 770/p1
2.2
〜2.0
15
502 /p0+ 1065/p1
1.99
〜1.86
20
704 /p0+ 1350/p1
表2の使い方
(1) 指定されたp1とp0の比p1/p0を計算する。
(2) p1/p0を含む行を見出し,その行からn,cを求める。
(3) p1/p0が1.86未満の場合にはnが大きくなって経済的にのぞましくない。
(4) 求めたnが整数でない場合は,それに近い整数にきめる。
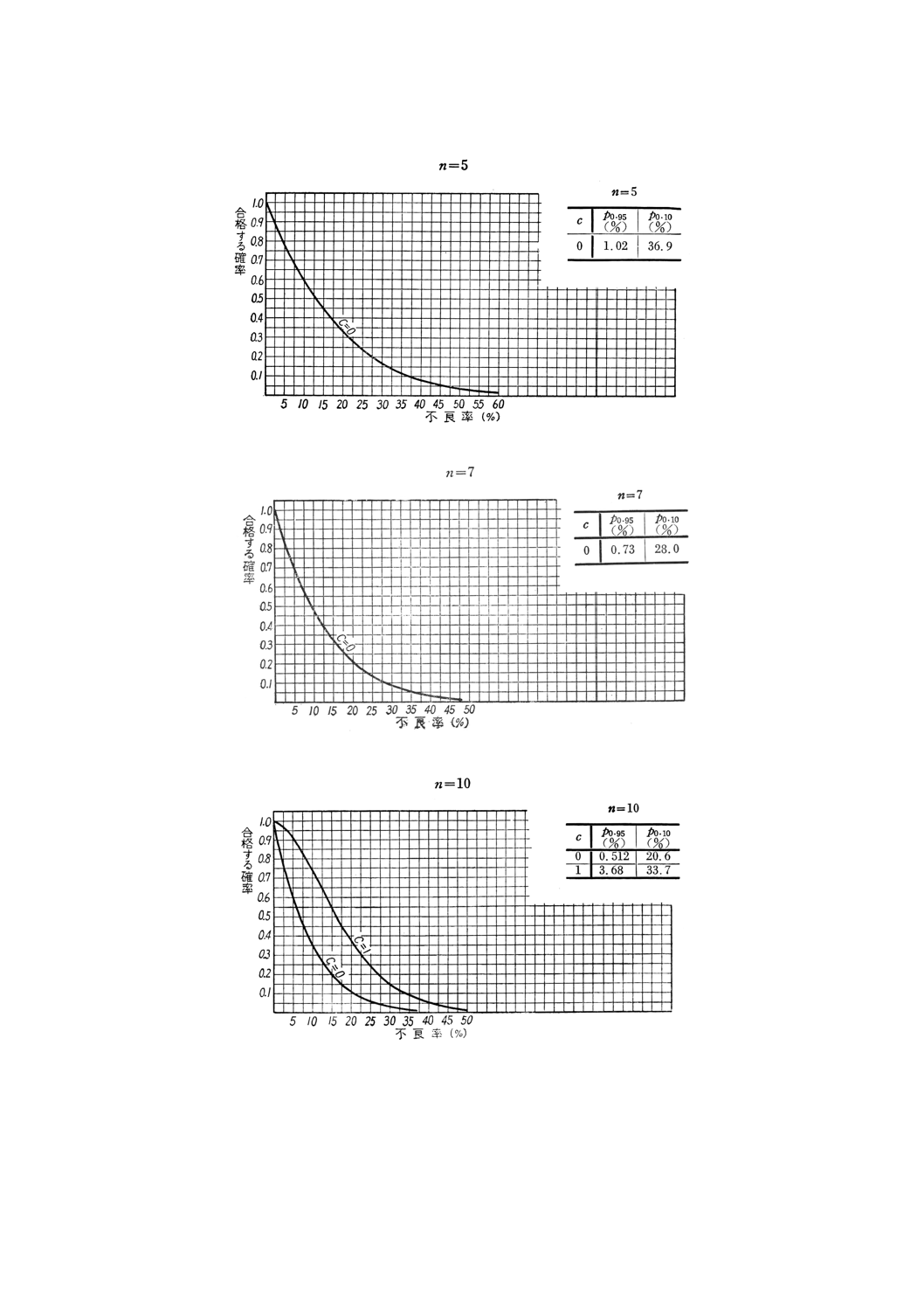
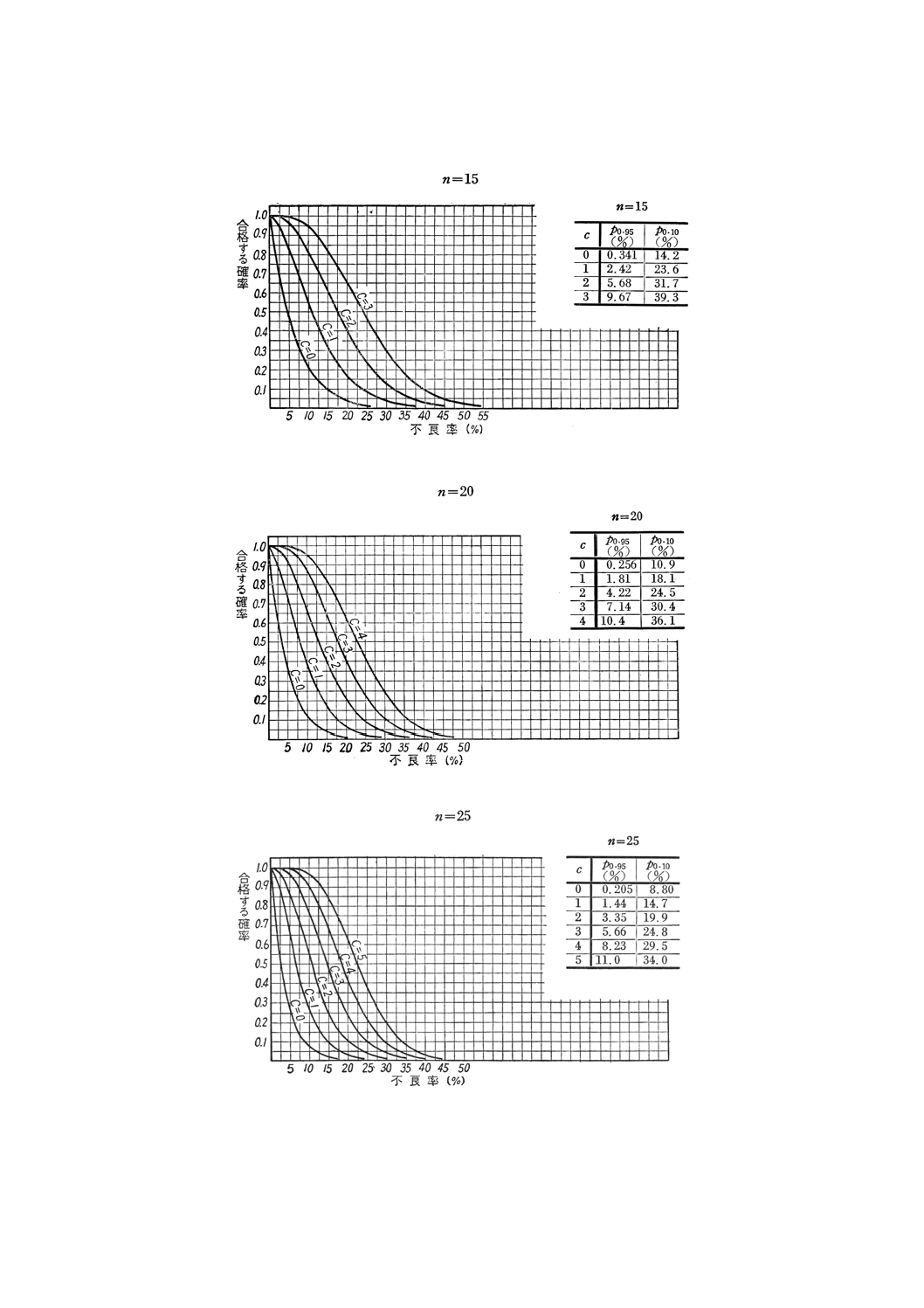
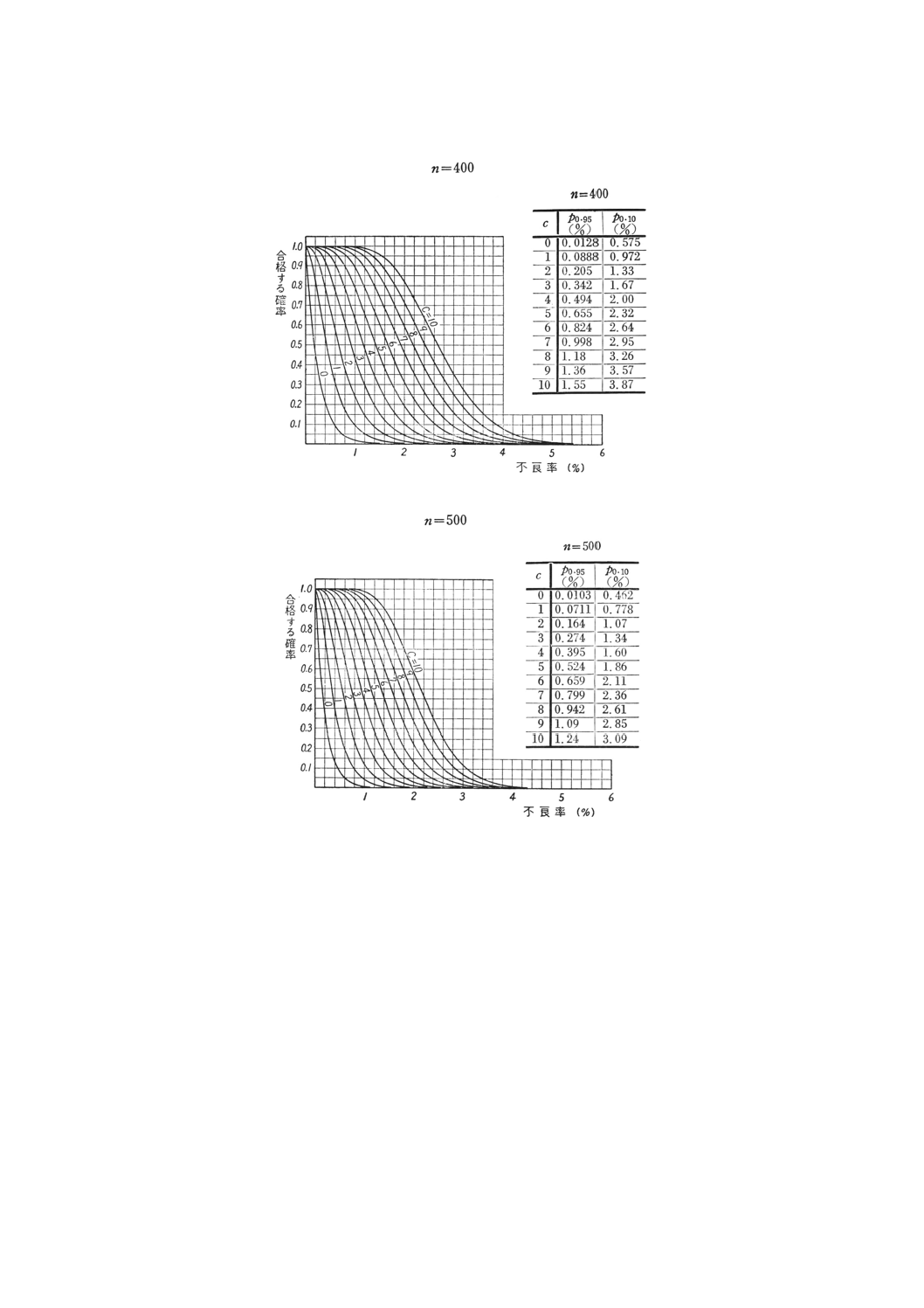
付図1 OC曲線
付図1 (5)
n=5
c=0
付図1 (7)
n=7
c=0
付図1 (10)
n=10
c=0,1
付図1 (15)
n=15
c=0,1,2,3
付図1 (20)
n=20
c=0,1,2,3,4
付図1 (25)
n=25
c=0,1,2,3,4,5
付図1 (30)
n=30
c=0,1,2,3,4,5,6
付図1 (40)
n=40
c=0,1,2,3,4,5,6,7
付図1 (50)
n=50
c=0,1,2,3,4,5,6,7,8,9
付図1 (60)
n=60
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (70)
n=70
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (80)
n=80
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (100)
n=100
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (120)
n=120
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (150)
n=150
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (200)
n=200
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (250)
n=250
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (300)
n=300
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (400)
n=400
c=0,1,2,3,4,5,6,7,8,9,10
付図1 (500)
n=500
c=0,1,2,3,4,5,6,7,8,9,10
図中p0.95,p0.10はα=0.05,β=0.10における値を示す。
6
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (5)
付図1 (7)
付図1 (10)
7
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (15)
付図1 (20)
付図1 (25)
8
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (30)
付図1 (40)
付図1 (50)
9
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (60)
付図1 (70)
付図1 (80)
10
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (100)
付図1 (120)
付図1 (150)
11
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (200)
付図1 (250)
付図1 (300)
12
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 (400)
付図1 (500)
13
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
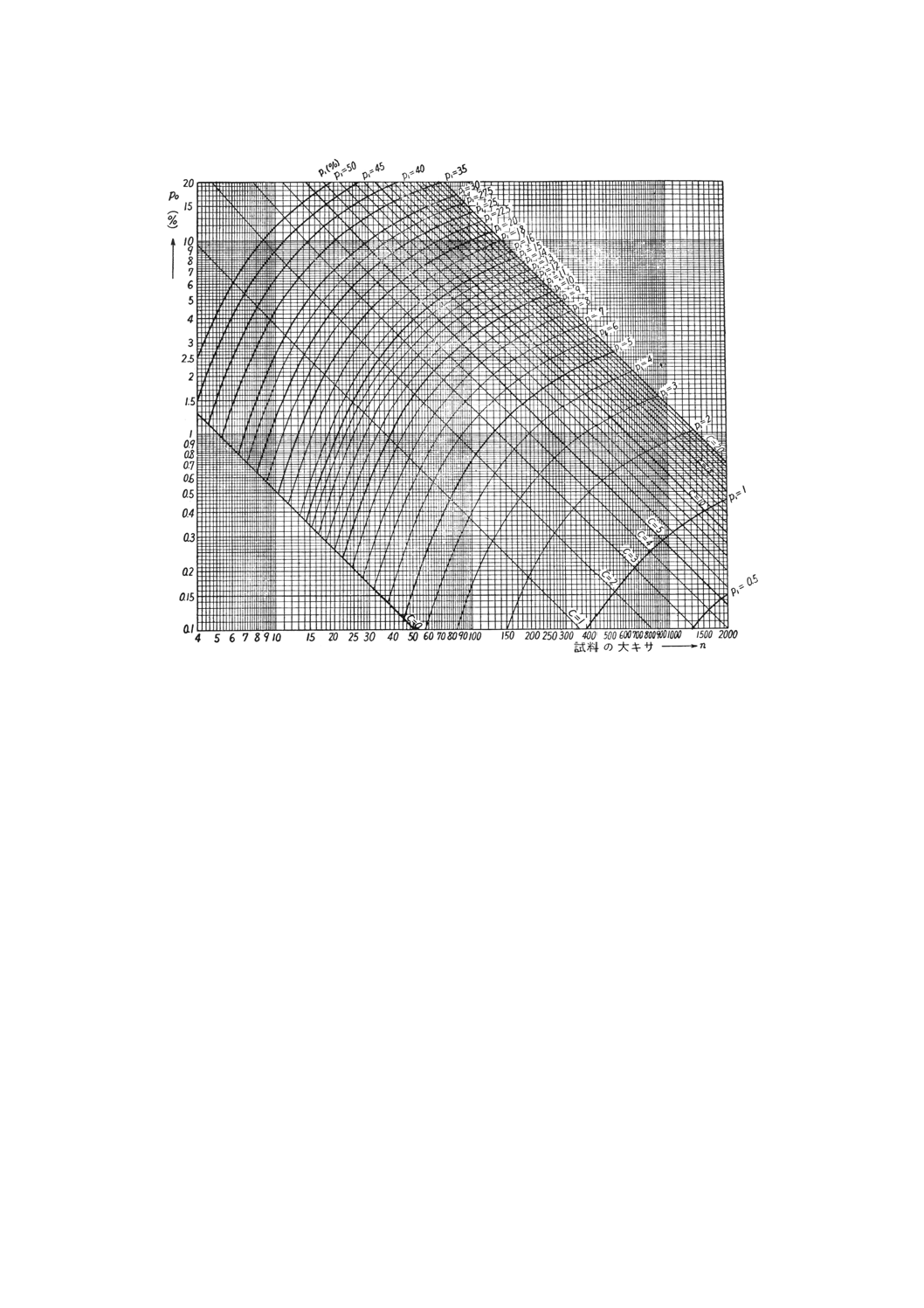
付図2 計数一回抜取検査設計図 (α=0.05,β=0.10)
例:p0=2.5%,α=0.05; p1=12%,β=0.10として抜取方式をきめるには上図より縦軸にp0=2.5%の点
をとり,これから横軸に平行に見て行くとp1=12%の曲線とn=52で交わるが,c曲線上にこない。
これにもっとも近い曲線はc=3の曲線である。すなわちn=55,c=3,p1=11.7% (β=0.10) と
なる。
14
Z 9002-1956
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基本部会 抜取検査専門委員会 構成表
氏名
所属
(委員会長)
山 内 二 郎
慶応義塾大学工学部
朝 香 鉄 一
東京大学工学部
石 川 馨
東京大学工学部
石 田 保 士
東京芝浦電気株式会社製造部
影 木 鹿 吉
日本紡績検査協会
上 山 忠 夫
科学技術庁航空技術研究所
衣 笠 敦 雄
日本国有鉄道
芝 崎 邦 夫
富士製鉄株式会社
柴 田 晶
日本電信電話公社技師長室
川 上 陽 平
防衛庁装備局
小 山 正 徳
日本規格協会品質管理部
橋 詰 英 二
工業品検査所機械金属部
三 浦 新
三井化学工業株式会社技術部
森 口 繁 一
東京大学工学部
渡 辺 三 郎
富士重工業株式会社宇都宮製作所
(事務局)
霜 永 忠 平
工業技術院標準部運輸航空規格課
宇田川 鉦 作
工業技術院標準部運輸航空規格課
吉 枝 正 明
工業技術院標準部運輸航空規格課
畑 外志夫
工業技術院標準部運輸航空規格課