Z 8852:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 測定システム要素 ············································································································· 3
4.1 吸引採取部及び計測部 ···································································································· 3
4.2 データ記録部 ················································································································ 4
5 施設の必要条件 ················································································································ 4
5.1 測定場所 ······················································································································ 4
5.2 測定環境条件 ················································································································ 4
6 測定システムの性能仕様 ···································································································· 5
6.1 応答時間 ······················································································································ 5
6.2 ゼロドリフト ················································································································ 5
6.3 スパン ························································································································· 5
6.4 スパンドリフト ············································································································· 5
6.5 校正仕様 ······················································································································ 5
7 校正手順························································································································· 5
7.1 応答時間 ······················································································································ 5
7.2 現場でのゼロ及びスパンの設定 ························································································ 5
7.3 測定システム校正 ·········································································································· 6
附属書A(規定)データの統計処理 ························································································· 7
附属書B(参考)可能な吸引採取形態······················································································ 11
附属書C(参考)試験データ様式 ··························································································· 12
附属書D(参考)計算例 ······································································································· 13
附属書JA(参考)計測器の種類 ····························································································· 16
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 19
Z 8852:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本電気計測器工業会(JEMIMA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8852:2013
排ガス中のダスト濃度の連続測定方法
Methods of continuous measurement for dust concentration in flue gas
序文
この規格は,1995年に第1版として発行されたISO 10155及びTechnical Corrigendum 1(2002)を基と
し,主に現状の国内自動モニタリングの実態に則して,技術的内容を一部変更して作成した日本工業規格
である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,煙道,煙突,ダクトなど(以下,ダクトという。)において,自動計測器によってダスト濃
度を連続的に測定する方法について規定する。
なお,JIS Z 8808に基づく測定方法との相関性などの性能特性についても規定する。
注記1 ダクトには,集じん設備の出入口を含む。
注記2 JIS Z 8808に基づく測定方法との相関性において,ダストの物理特性(粒径,形状,色など)
及び現場条件(集じん設備の種類,燃料の種類など)が変化する場合には,その条件で再度
相関を取り直す必要がある。
ミストを多量に含む排ガス中のダスト濃度測定においては,測定値がミストの影響を受け
るおそれがある。
注記3 計測器の測定原理は,光透過式,光散乱式及び摩擦静電気検出式に基づくものとする。計測
器の種類については,附属書JAに示す。
注記4 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10155:1995,Stationary source emissions−Automated monitoring of mass concentrations of
particles−Performance characteristics, test methods and specifications及びTechnical
Corrigendum 1:2002(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0211 分析化学用語(基礎部門)
JIS K 0215 分析化学用語(分析機器部門)
2
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8103 計測用語
JIS Z 8808 排ガス中のダスト濃度の測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 0211,JIS K 0215,JIS Z 8103及びJIS Z 8808によるほか,
次による。
3.1
モニタリング(monitoring)
広義には,一定期間の変化を繰り返して測定すること。狭義には,規制及び制御システムの有効性を評
価したり,又は排出基準との関係で汚染物質の排出レベルを常時測定すること。
3.2
計測装置(analyzer)
次によって構成される装置。
計測する粒子の導入と排出とを行う測定部,計測する粒子の物理的・化学的特性の測定信号を取り出す
計測部,及び信号処理装置(増幅,記録など)又はデータ処理装置。
3.3
測定システム操作特性
3.3.1
応答時間(response time)
ダスト濃度の瞬時的変化に対して応答するまでに要する時間。
3.3.1.1
遅れ時間(lag time)
応答時間のうち,装置応答の全体変化の10 %に要する時間。
3.3.1.2
立上がり時間,立下がり時間(rise time,fall time)
応答時間のうち,装置応答の全体変化の10 %〜90 %に要する時間。
3.3.2
ゼロドリフト(zero instability)
ゼロサンプルに対する装置読み値のある期間内の変動。
3.3.3
スパン(span)
定められたダスト濃度とゼロサンプルの装置読み値との差。
3.3.4
スパンドリフト(span instability)
あるスパンのある期間内の変動。
3.4
測定システム校正特性
3.4.1
校正関数(calibration function)
JIS Z 8808の測定値の関数としての装置読み値。
3.4.2
線形関数(liner function)
3
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
装置読み値がJIS Z 8808の測定値に対して直線となる校正関数。
3.4.3
非線形関数(nonlinear function)
装置読み値がJIS Z 8808の測定値に対して直線とはならない校正関数。
3.4.4
信頼区間(confidence interval)
回帰曲線の平均値が決められた信頼性のある上限と下限との領域。
3.4.5
公差の区間(tolerance interval)
母集団の特定%が決められた値の信頼性のある上限と下限との領域。
3.5
測定対象物,その他
3.5.1
排ガス(flue gas)
燃料その他のものの燃焼・合成・分解,熱源としての電気の使用,機械的処理などに伴って発生する固
体粒子を含むガス。
注記 水分を含まないガスを乾き排ガスといい,水分を含むガスを湿り排ガスという。
3.5.2
ダスト(particulate matter)
ばいじん,粉じんなどの固体粒子で,乾燥によって付着水分を除いたもの。
注記 ミスト(液体粒子)中に含まれる可溶性物質など,JIS Z 8808に基づく測定によってひょう量
されるものは,ダストとみなす。
3.5.3
ダスト濃度(mass concentration of particulate matter)
標準状態(温度0 ℃,圧力101.3 kPa)の乾き排ガス1 m3中に含まれるダストの質量。
注記1 単位は,g/m3を用いる。
なお,標準状態の気体体積の単位は,m3を用いる。
注記2 一般の粉じんに対して適用する場合の濃度は標準状態でなくてもよいが,その温度(及び気
圧)条件を明記する。
3.5.4
相対濃度(relative concentration)
ダスト濃度と一定の比例関係にある物理量を測定して得られる値に,ある係数を乗じてダスト濃度とし
たもの。
3.5.5
等価入力(equivalent input)
実ダストに代わり計測器の指示値を点検するための入力。
4
測定システム要素
測定システムは,排ガス中のダスト濃度を測定するために必要な装置全体で構成する(図D.l参照)。
4.1
吸引採取部及び計測部
4.1.1
吸引採取部
4
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
排ガス試料からダストの特性を得る部分で,次の吸引採取と非吸引採取とによる方式がある。
注記 可能な吸引採取形態を,附属書Bに示す。
a) 吸引採取式 排ガス中のダスト濃度との既知の相関を維持したままで,排ガス試料の一定体積を煙道
外の計測部へ吸引,輸送するための全ての要素を含む方式。
b) 非吸引採取式 排ガスの吸引及び輸送は行わない方式。
c) 連続吸引採取 主に,連続測定で用いる。吸引採取と非吸引採取との技術の組合せがある。
d) 間欠連続吸引採取 通常,排ガス試料の一定体積の吸引採取と間欠的な吸引採取との技術の組合せで
ある。
4.1.2
計測部
排ガス試料から粒子の特性を検出し,ダスト濃度に変換できる出力信号を発生する部分。
4.2
データ記録部
計測部の信号を処理し,ダスト濃度として記録する部分。
5
施設の必要条件
5.1
測定場所
排ガス中のダスト濃度を自動測定するための場所で,JIS Z 8808による手分析法の測定孔と自動測定法
との測定孔は,同じ特性のダスト粒子を比較でき,互いに影響を及ぼさないように接近させて配置する。
吸引採取面は,同一の形状及び断面をもつ一定長さの直管部が適する。また,採取面は,流れの方向を変
えたり乱したりする障害物から離れた上下流にとる。
測定場所としては,測定システムの形状及びガス流断面内のダスト濃度の空間的・時間的変化に対応で
きる吸引採取場所の一つを選定する。理想的には,最も単純な形態で,ダストの断面濃度分布を代表する
排ガス試料が得ることができる。また,ガス流断面内の平均ダスト濃度の空間的・時間的ばらつきは,最
小になるようにしなければならない。代表的な測定手順及び場所は,6.5及び7.3.2に基づき確認する。
5.2
測定環境条件
測定システムは,吸引採取技術及び特に次の条件を考慮して設置する。
a) 製造業者の操作温度条件を守る。
b) 天候の影響に対して十分な防護を行う。
c) 測定システムに対して腐食性及び損傷を与えるガスにはさら(曝)さない。
d) 障害を起こす電界及び磁界に接近させない。
e) 装置の安定性に影響を及ぼす振動場所は避ける。
なお,JIS Z 8808による手分析法の測定を行い,また自動測定システムの確認及び維持のため,作業場
所は容易かつ安全な場所で,操作の実行及び信頼性が確保できなければならない。
5.2.1
煙道内
光学式の非吸引採取技術では,一般に周囲の外乱光・迷光に対して注意を払わなければならない。
5.2.2
煙道外
吸引採取技術では,次を注意する。
a) 応答時間が長くなることを避けるため,又は化学変化及び管内の粒子沈着を避けるため,吸引採取管
はできるだけ短くする。
b) 排ガス試料を吸引採取するときには,等速吸引を維持する。
注記 光散乱式ダスト濃度計の非等速吸引は,一定条件のもとで認められる(附属書JA参照)。
5
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 粒子状物質の凝縮及び損失を避けるため,加熱導管を用いるなどの対策を行う。
6
測定システムの性能仕様
6.1
応答時間
応答時間は,JIS Z 8808による手分析法の吸引採取時間以内とする。
6.2
ゼロドリフト
ゼロ等価入力を導入し,1か月間連続測定を行う。この間におけるゼロドリフトは,測定レンジの±2 %
とする。
6.3
スパン
スパンは,等価入力とする。
6.4
スパンドリフト
スパン等価入力を導入し,1か月間連続測定を行う。この間におけるスパンドリフトは,測定レンジの
±2 %とする。
6.5
校正仕様
校正仕様は,次による。
a) 相関係数は,0.90以上とする。
b) 95 %信頼区間は,ダスト濃度の現場で得ることができる最大の排出ダスト濃度の±10 %とする。
c) 公差の区間は,95 %の信頼性をもって全有効値の75 %が排出ダスト濃度の±25 %とする。
d) a)〜c) の仕様を満足できない場合は,ダスト濃度の連続測定方法として次の事項について検討する。
1) JIS Z 8808による手分析法の試験手順
2) 連続測定の吸引採取場所
3) 計測器(ダスト濃度計)計測原理の妥当性
4) プラント操作上の条件変化
5) 粒子状物質(ダスト)の成分変化
6) 校正データの数及びレベル
7
校正手順
7.1
応答時間
7.1.1
自動モニタリングによる非吸引採取
応答試験は,煙道に測定システムを取り付ける前に,測定場所において行う。測定システムの組立及び
取付けは,製造業者の取扱説明書に従って操作する。計測器の設定は,7.2.1 a) 及び7.3.1に従う。
応答試験は,質量モニタ内に等価入力を5回挿入し,ゼロ及びスパンのダスト濃度の90 %に達するまで
の時間を記録する(附属書C参照)。
7.1.2
自動モニタリングによる吸引採取
吸引採取部の影響も含めるために取り付けられた測定システムで測定を行う。
注記 計測器の応答時間が明らかにJIS Z 8808による手分析法の吸引採取時間以内である場合又は現
場で測定が困難な場合には,応答試験は,実施しなくてもよい。
7.2
現場でのゼロ及びスパンの設定
7.2.1
自動モニタリングによる非吸引採取
自動モニタリングシステムを施設に取り付け,次の調整及び測定を行う。
6
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 予備設定 煙道に測定システムを取り付けた後に,できるだけ迅速に,製造業者の指示どおりにゼロ
及びスパンを調整する。
1) ゼロ設定 清浄な煙道状態すなわちダスト濃度がゼロの状態を確認してから行う。清浄な煙道状態
が得られない場合には,ゼロ等価入力によってゼロ設定を得る。
2) スパン設定 等価入力で自動モニタリングシステムのスパンを取る。
b) 最終設定 予備設定が完了し,施設が運転を開始して通常の操業状態に達した後,製造業者の推奨し
た調整を再確認する。
c) ゼロドリフト及びスパンドリフトの測定 一定時間の操作が終了した後に,最初の設定時と終了時と
で得られた,ゼロ及びスパンの設定間の変化を測定する。これらの値が,ゼロドリフト及びスパンド
リフトの測定値である。
7.2.2
自動モニタリングによる吸引採取
測定に際して使用する吸引採取部の影響を含めて行う。
7.3
測定システム校正
この技術の有効性を検証するために,附属書Aによって校正関数を統計的に処理して求め,相関性を確
認する。校正関数は,線形関数又は非線形関数のいずれかとなる。
適正な統計処理によって校正関数が最適に決定されたことが実証されると,その測定システムは有効な
データが得られたことになる。計算例を附属書Dに示す。
7.3.1
ゼロ及びスパンドリフトの確認
製造業者の取扱説明書に従ってゼロ及びスパンを確認する。模擬のゼロ及びスパンを発生させるための
操作手順も含める。
7.3.2
校正関数
排出される全粒子を測定するため,測定場所においてJIS Z 8808に従って少なくとも3点のダスト濃度
レベルを通常の処理操作範囲内で測定する。少なくとも九つの測定値を得るために3点の濃度レベルで測
定を繰り返す。同時に,選定した測定場所において自動モニタリングシステムで測定を行う。その濃度は,
低濃度から高濃度までの範囲にわたり,中間値も含める。これらは,通常の操作内で可能なプロセスの負
荷条件で得られる。可能な場合には,集じん装置の適切な調整によって広範囲の濃度レベルが得られる。
附属書Cの様式C−2に示すデータシートを用いて,JIS Z 8808と自動モニタリングシステムとのデー
タを表にまとめる。自動モニタリングシステムのデータは,手分析法と同じ時間において積算する。
注記 3点のダスト濃度レベルを得られない場合には,同一のダスト濃度レベルを複数回測定するこ
とによって測定値を得ることができる。
7
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
データの統計処理
A.1 一次校正関数(回帰直線)
表D.1のデータは,校正曲線を描くのに利用する。計器の読み値を横軸,ダスト濃度を縦軸としてデー
タをプロットし,最小二乗法で回帰直線を描く。
yˆは,校正曲線に基づいたダスト濃度の予測値(様式C−2を参照)で,標準的な参照方法に基づく実験
値yとは対照的である。ダスト濃度の予測値の回帰直線は,次の式(A.1)によって求める。
)
(
ˆ
1
0
x
b
b
y
+
=
········································································· (A.1)
ここに,
x
b
y
b
1
0
−
=
··········································································· (A.2)
(
)(
)
(
)
∑
∑
−
−
−
=
2
1
x
x
y
y
x
x
b
i
i
i
······························································ (A.3)
x及びyの平均値は,次の式(A.4)によって求める。
=
=
∑
∑
=
=
n
i
i
n
i
i
y
n
y
x
n
x
1
1
1
1
·········································································· (A.4)
ここに,
xi,yi: 個別測定の絶対値
Σxi,Σyi: 個別値の合計
x: JIS Z 8808による吸引採取時間中における自動計測器での
測定値の平均値(附属書Cの様式C−2を参照)
y: JIS Z 8808によるダスト濃度の測定値の平均値
n: データ数
A.2 回帰直線の相関係数の決定
相関係数(r)は,次の式(A.5)によって求める。
(
)(
)
(
)
(
)
2
1
1
2
2
1
1
2
1
−
−
−
−
=
∑
∑
∑
=
=
=
n
i
i
n
i
i
n
i
i
i
y
y
x
x
y
y
x
x
r
··············································· (A.5)
また,相関係数は,式(A.3)のb1から,次の式(A.6)によっても求められる。
(
)
(
)
2
1
1
2
2
1
1
2
1
−
−
=
∑
∑
=
=
n
i
i
n
i
i
y
y
x
x
b
r
································································ (A.6)
8
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.3 回帰直線の信頼区間の決定
X点における平均値に対する上限及び下限をもつ信頼区間は,次の式(A.7)によって求める。
(
)
2
1
2
2
,2
1
ˆ
−
+
×
±
=
−
xx
n
S
x
x
n
S
t
y
y
α
··················································· (A.7)
ここに,
2
,2−
n
tα
:表A.1におけるt分布の値
(
)∑
∑
−
=
−
=
=
2
2
2
1
x
n
x
x
x
S
i
n
i
i
xx
··················································· (A.8)
(
)∑
∑
−
=
−
=
=
2
2
2
1
y
n
y
y
y
S
i
n
i
i
yy
·················································· (A.9)
(
)(
)∑
∑
−
=
−
−
=
=
y
x
n
y
x
y
y
x
x
S
i
i
i
n
i
i
xy
1
·········································(A.10)
2
1
2
1
2
21
−
−
=
yy
xx
xy
yy
S
S
S
n
S
S
························································· (A.11)
Sxx: xの偏差平方和
Syy: yの偏差平方和
Sxy: xyの偏差平方和
S: 標準偏差
x,y: 式(A.4)参照
A.4 回帰直線の公差範囲の決定
X点における母集団の75 %に対する上限及び下限をもつ公差範囲は,次の式(A.12)によって求める。
kS
y
y
±
=ˆ
············································································(A.12)
ここに, k=Un'×vn−2及びn'≧2
Un': 公差係数(表A.1参照)
vn−2: 係数(表A.1参照)
(
)
xx
S
x
x
n
n
n
2
1
−
+
=
′
: ランダムサンプルの計算される大きさ
A.5 二次校正関数(回帰曲線)
非線形関数は,より高次の回帰係数,又は指数関数によって表す。二次表示のために二次回帰が必要で
ある。例えば,ダスト濃度は,次の式(A.13)によって求める。
x
x
b
x
b
y
ε
2
2
1
+
+
=
···································································(A.13)
この例では,ダスト濃度の誤差は,JIS Z 8808による吸引採取時間中における自動計測器での測定値の
平均値xに比例する。
ここに,
y: ダスト濃度
x: JIS Z 8808による吸引採取時間中における自動計測器での測
9
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定値の平均値
b1,b2: 定数
ε: 誤差項
方程式(A.13)を変形すると,次の式(A.14)となる。
ε
ˆ
2
1
+
+
=
x
b
b
x
y
······································································(A.14)
したがって,二次回帰は,線形回帰x上のy/xになる。
線形回帰を求める式は,b1を切片,b2を傾き,Rを残差平方和(A.6参照)とし,x上のy/xを回帰する
ために使用してもよい。
もう一つの計算方法として,
=
=
=
=
∑∑∑∑
2
i
i
i
i
i
x
D
x
y
C
y
B
x
A
···································································· (A.14A)
b1及びb2の値は,次の式(A.15)及び式(A.16)によって求める。
2
1
A
nD
AB
CD
b
−
−
=
········································································(A.15)
2
2
A
nD
AC
nB
b
−
−
=
········································································(A.16)
A.6 二次回帰のための相関係数の決定
相関係数(r)は,次の式(A.17)によって求める。
(
)21
1
E
R
r
−
=
········································································(A.17)
ここに,
∑
−
−
+
−
=
2
2
2
2
2
2
A
nD
ABC
nB
D
C
x
y
R
i
i
···········································(A.18)
∑
=
2
2
i
i
x
y
E
······································································(A.19)
A,B,C及びDは,式(A.14A)によって求める。
A.7 二次回帰のための信頼区間の決定
予測された平均値xに対する100(1−α) %の上限及び下限をもつ信頼区間は,次の式(A.20)によって求め
る。
2
1
2
,2
2
2
1
2
−
×
±
+
=
−
n
VR
t
x
b
x
b
y
n
α
··················································(A.20)
個々の測定値に対する100(1−α) %の上限及び下限をもつ信頼区間は,次の式(A.21)によって求める。
(
)
2
1
2
2
,
2
2
2
1
2
ˆ
−
+
×
±
+
=
−
n
R
x
V
t
x
b
x
b
y
n
α
·············································(A.21)
10
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Rは,式(A.18)によって,Vは,次の式(A.22)によって求める。
2
4
3
2
2
A
nD
nx
Ax
Dx
V
−
+
−
=
······························································(A.22)
A.8 2次回帰のための公差範囲の決定
x点における特定の母集団に対する上限及び下限の公差範囲は,次の式(A.23)によって求める。
2
1
2
ˆ
−
±
=
n
R
kx
y
y
··································································(A.23)
表A.1−t分布及び公差因子
n−2
tn−2
vn−2
n'
Un'(75)
7
2.365
1.797 2
7
1.233
8
2.306
1.771 0
8
1.223
9
2.262
1.645 2
9
1.214
10
2.228
1.593 1
10
1.208
11
2.201
1.550 6
11
1.203
12
2.179
1.515 3
12
1.199
13
2.160
1.485 4
13
1.195
14
2.145
1.459 7
14
1.192
15
2.131
1.473 3
15
1.189
16
2.120
1.417 6
16
1.187
17
2.110
1.400 1
17
1.185
18
2.101
1.384 4
18
1.183
19
2.093
1.370 4
19
1.181
20
2.086
1.357 6
20
1.179
11
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
可能な吸引採取形態
この附属書は,代表的な測定の実施可能な吸引採取形態を記載する。
B.1
測定点
測定は,排ガス中の決められた点で行う。これは,断面内のある点で確保される計測体積において,プ
ローブをもつ吸引採取と非吸引採取とに適用する。
B.2
線測定
定められた線に沿って幾つかの測定点で同時に行う。これらの点は,測定面の断面内の線上にある。こ
の測定は,主に非吸引採取において長い光路の光学技術を用いる場合に行う。
B.3
平面内測定
平面測定技術は,断面の平面内のl点以上の線測定に適用する。互いに一定の角度をもち,少なくとも
二つの線が断面の平面に必要になる。ダストの濃度分布が大きく不均一な場合は,より正確な代表的濃度
を得るために,平面内には多くの測定線が必要である。吸引採取式と非吸引採取式とのいずれも適用する
ことが可能であるが,非吸引採取技術は,より実行しやすい。
12
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
試験データ様式
様式C−1 測定システム応答時間試験データ
試験日: 試験場所:
最大ダスト量基準: %フルスケール
試験スパン設定値: %フルスケール
上昇時間 1: 秒 下降時間 1: 秒
2: 秒 2: 秒
3: 秒 3: 秒
4: 秒 4: 秒
5: 秒 5: 秒
様式C−2 校正関数の現場試験データ
実施No. 測定値及び時刻 (x)測定値a) (y)手分析値(mg/m3)
1
2
3
4
5
6
7
8
9
注a) 手分析(JIS Z 8808)の吸引採取時間中の平均値
13
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
計算例
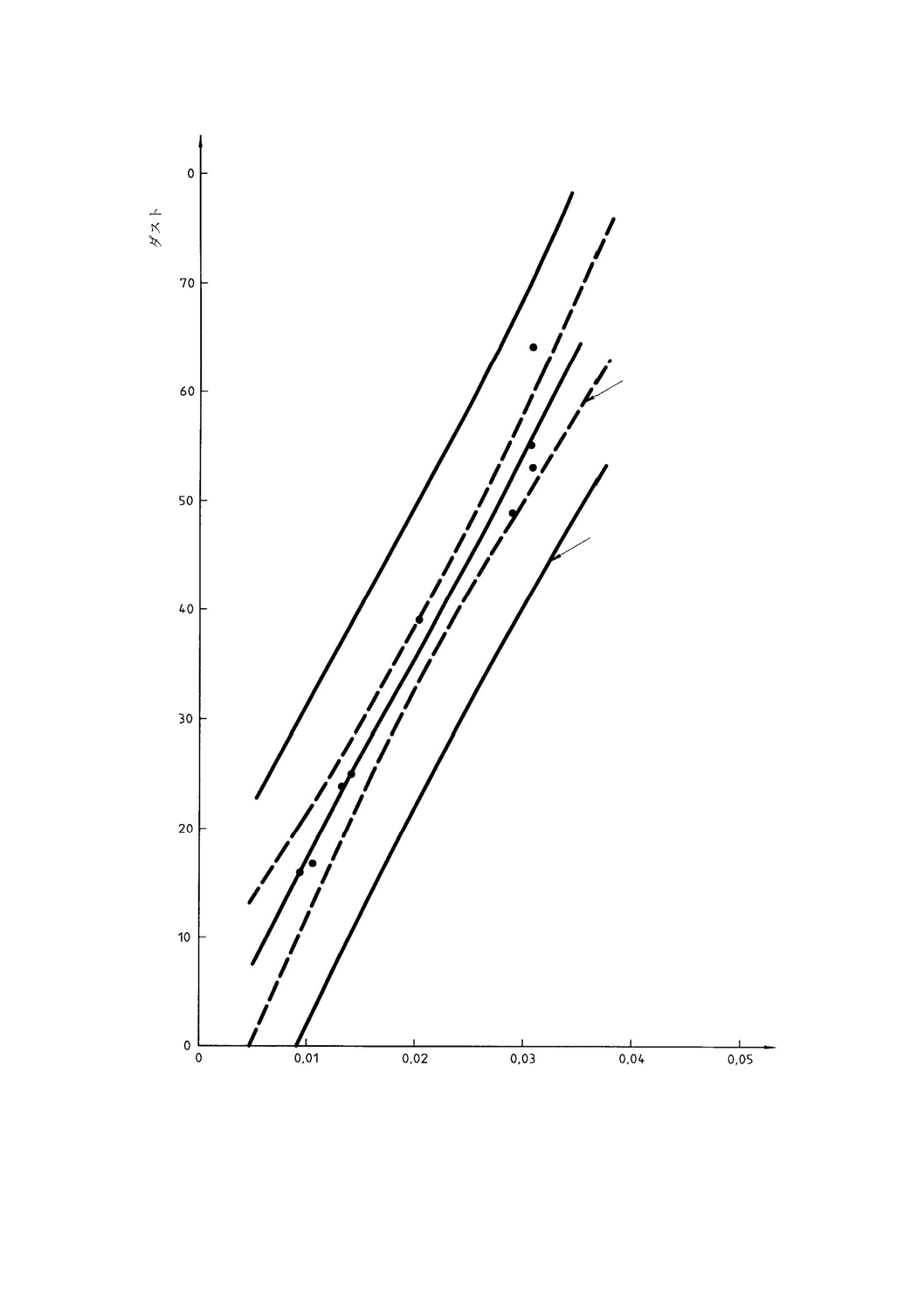
D.1 校正関数
検出パラメータとして光透過式の連続非吸引採取式モニタリングシステムのサンプルデータを,表D.1
に示す。
表D.1
番号 ダスト濃度(y)
mg/m3
減衰率(x)
1
64
0.306 0e−1
2
55
0.306 0e−1
3
53
0.308 0e−1
4
49
0.290 0e−1
5
17
0.110 0e−1
6
24
0.136 0e−1
7
25
0.144 0e−1
8
39
0.203 0e−1
9
16
0.990 0e−2
式(A.4)からx=0.021 13
式(A.1)から,回帰直線y=1 937x−2.943を求める。ここで,1 937は傾き(感度),−2.943はy軸切片で
ある。この校正曲線を図D.2に示す。
D.2 相関係数
相関関数rは,図D.2中の校正曲線で与えられたデータを用い,式(A.6)によって求める。
r=0.980 3
D.3 信頼区間
式(A.7)によって,α=0.05で自由度(n−2)のt分布を求め,図D.2中に示す。信頼区間は,95 %の信頼
性をもつ回帰直線の平均値内の上限と下限とで表す。
D.4 公差の区間
式(A.11)によって,α=0.05で自由度(n−2)のt分布を求め,図D.2中に示す。
公差の区間は,95 %の信頼性をもつ母集団の75 %の上限と下限とで表す。
図D.2中の信頼区間と公差の区間とは,いずれも限界内に分散し,計測器の読み値は,約40 mg/m3の平
均値から外れている。約40 mg/m3の排出基準に対して平均値で校正されるとき,この計測器は,規制目的
のため優れた精度で測定できることを示している。

14
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
吸引採取形態
●吸引採取排ガス試料の輸送及び調整のために必要なインタフェース
− 連続(時間)
− 積算(時間)
− 点(空間)
− 横断(空間)
− 積算(空間)
− 調整(物理的及び/又は化学的)
●煙道内(非吸引採取)−輸送及び調整が不必要
− 通常連続
− 点(空間)
− 横断(空間)
− 積算(空間)
計測形態
●電気・光学的(分光光度計又は光度計)
●静電気
信号処理及びデータ表示形態
●アナログ−メータ又はレコーダ
●デジタル−レコーダ又はプリンタ
●連続−一時的表示
●積算−一時的表示
図D.1−測定システムの要素
入力
測定するガス
の流れ
出力
測定データ
吸引採取部
計測部
信号検知及び処理部
15
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ダ
ス
ト
濃
度
,
m
g
/m
3
減衰率
図D.2−校正曲線
95 %信頼区間
公差の区間
y=1 937x−2.943
相関係数=0.980 3
・実験データ
16
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
計測器の種類
この附属書は,測定原理別に代表的な三つの計測器の概要を記載する。
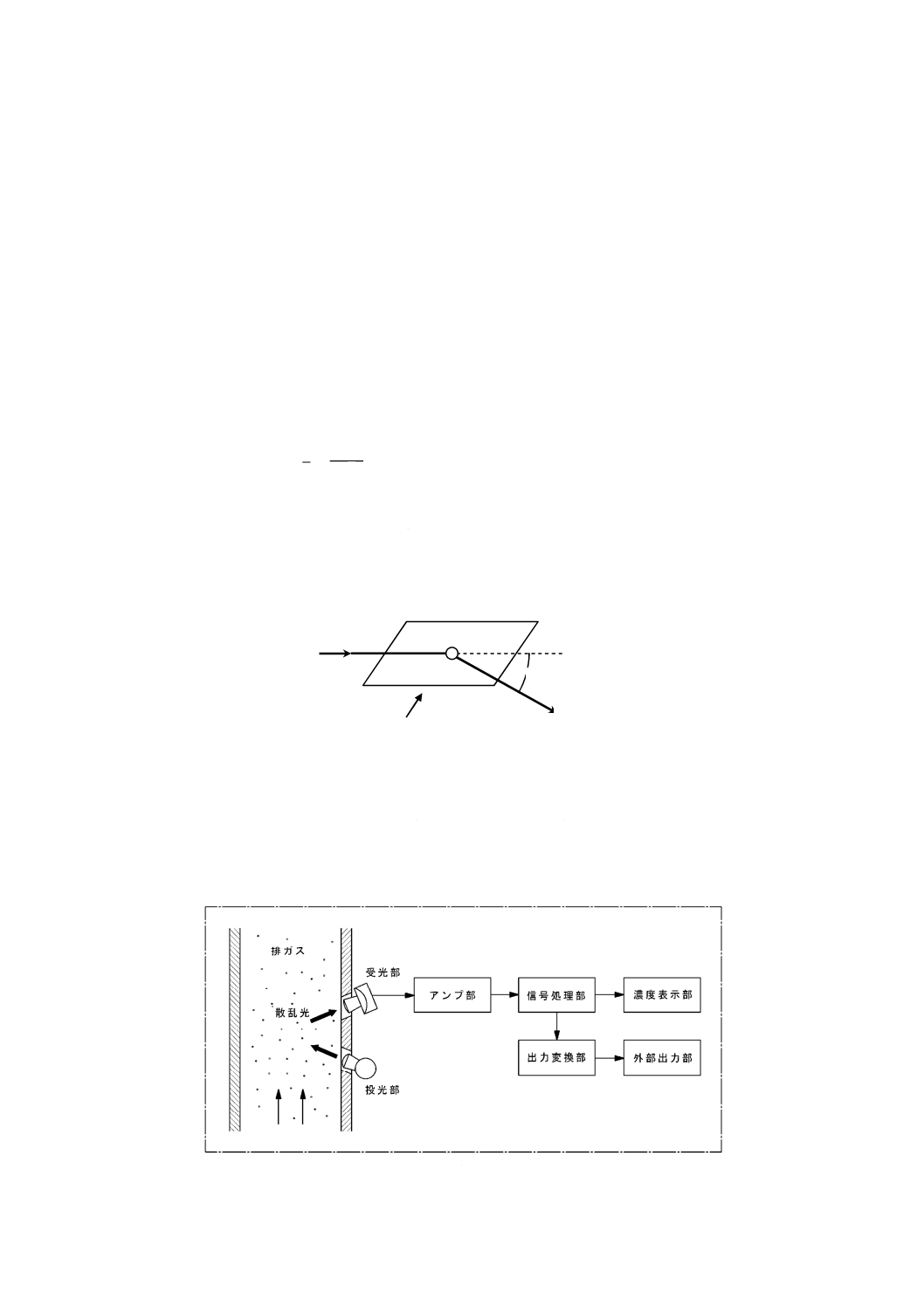
JA.1 光散乱式ダスト濃度計
ダクト内を流れる排ガス中のダストに測定光を照射したとき,測定光がダストによって吸収・散乱され
る。そのとき,散乱光強度がダスト濃度と相関関係にあることを利用して,ダスト濃度を測定する計測器
が光散乱式ダスト濃度計である(図JA.1参照)。散乱光強度Iθは,次の式で表され,ダスト濃度に比例す
る。
(
)
θ
λ
θ
2
4
3
0
cos
1+
=
kCd
I
I
ここに,
I0: 入射光強度
θ: 散乱角
λ: 波長
d: 粒径
C: ダスト濃度
k: 定数
散乱光θ
I
θ
観測面
入射光Io
図JA.1−光散乱式ダスト濃度計の原理概念図
図JA.2に光散乱式ダスト濃度計の構成例を示す。光散乱式ダスト濃度計には,排ガスを吸引して散乱光
を測定する方式[4.1.1 a) 吸引採取式]と,ダクト内に直接光を照射して散乱光を測定する方式[4.1.1 b)
非吸引採取式]とがある。吸引採取式で非等速吸引を行う場合は,製造業者の発行する施工要領書,取扱
説明書に記載した吸引採取管の設置,保守,注意条件などを満たした使用方法によって測定を行う。
図JA.2−光散乱式ダスト濃度計の構成例
入射光I0
17
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
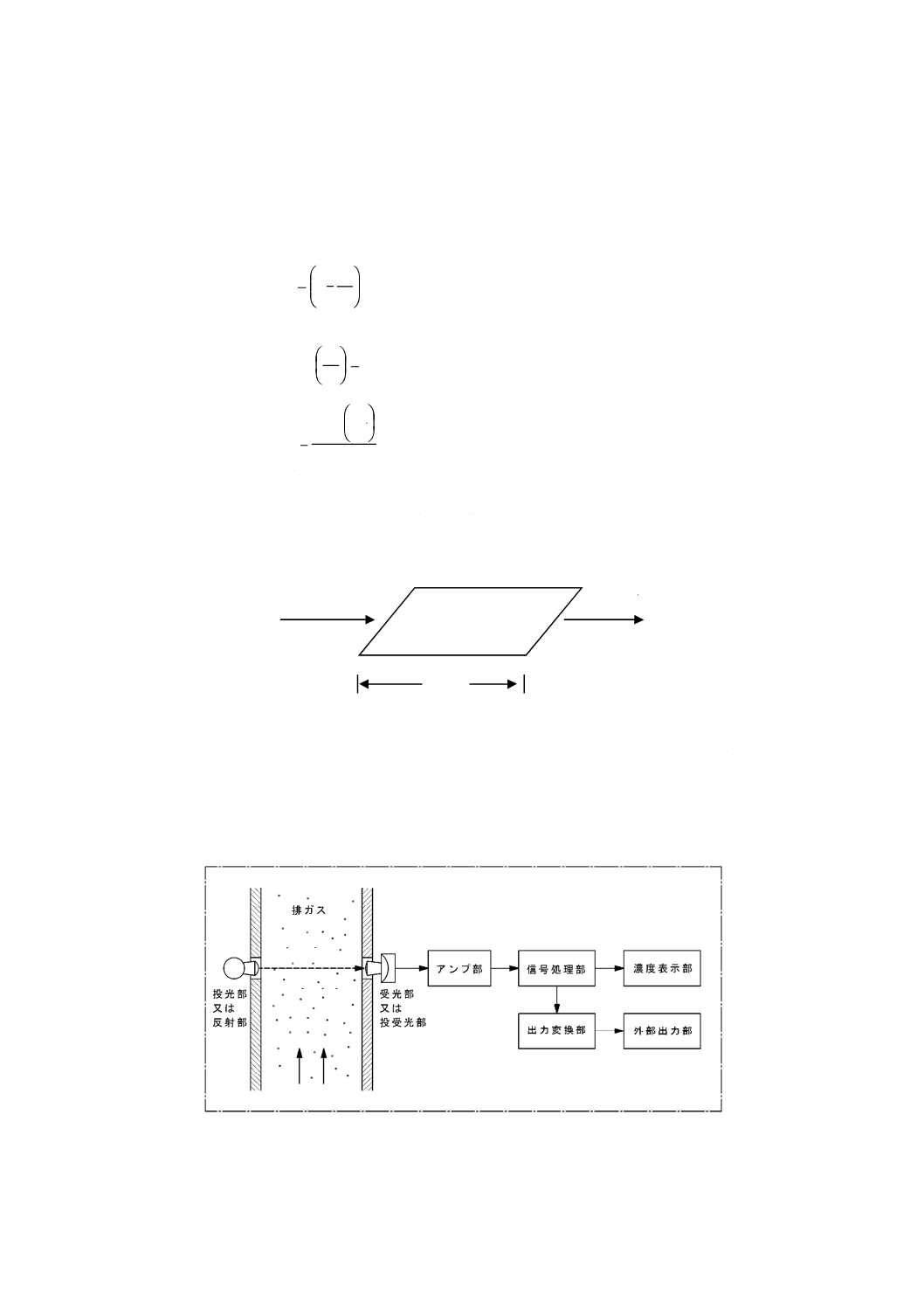
JA.2 光透過式ダスト濃度計
ダクト内を流れる排ガス中のダストに測定光を照射したとき,測定光がダストによって遮光され元の光
量が減衰する。この状態でダスト濃度と測定光の減衰量とが相関関係にあることを利用して,ダスト濃度
を測定する計測器が光透過式ダスト濃度計である(図JA.3参照)。測定光の透過率濃度Sは,次の式で求
められる。
100
1
0
×
−
=
I
I
S
この透過率濃度をランベルト・ベールの法則に応用して,ダスト濃度Cは,次の式で求められる。
kCD
I
I
=
0
10
log
kD
I
I
C =
0
10
log
ここに,
C: ダスト濃度
I: 透過光強度
I0: 入射光強度
D: 透過距離
k: 定数
図JA.3−光透過式ダスト濃度計の原理概念図
図JA.4に光透過式ダスト濃度計の構成例を示す。ダクト内のダストによって測定光(入射光I0)が減衰
され,その透過光強度Iを測定して,ダストの相対濃度を求める方法である。投光部と受光部とをダクト
に対向して直接取り付ける方法がほとんどであるが,投光部と受光部とを収納した投受光部と反射部とを
ダクトに対向して取り付けて測定光を同一光路で往復させる方式もある。
図JA.4−光透過式ダスト濃度計の構成例
入射光I0
透過光I
D
18
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
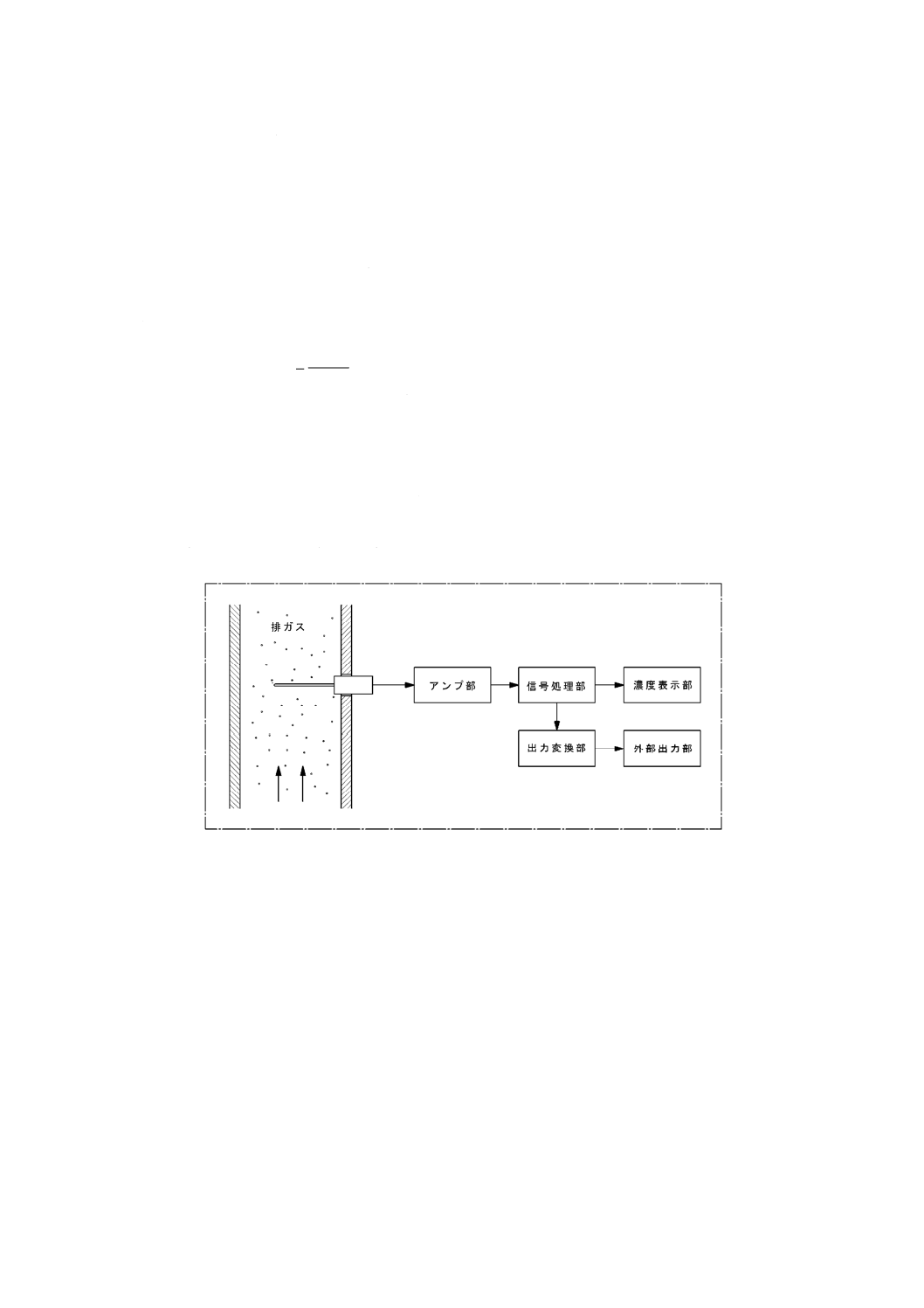
JA.3 摩擦静電気検出式ダスト濃度計
二つの固体粒子が接触すると,粒子間で電荷の移動が起こる。この電荷の移動は,摩擦静電気又は接触
帯電として知られている。同様に,排ガス中にプローブ状のセンサを挿入し,気体中の粒子が電極に衝突
又は近傍を通過することによって,粒子とセンサとの間で電荷の移動及び誘導現象が生じる。摩擦電気に
基づくものには,次の二つがある。
a) センサへの電荷の移動で発生する摩擦電流から求める方式
b) センサに誘起される交流信号からダスト濃度を求める方式
a) 及びb) ともに摩擦電流又は交流信号Iは,次の式によって近似的に求めることができる。
d
kCV
I
Z
=
ここに,
I: 摩擦電流又は交流信号
k: 粒子に依存する定数
C: ダスト濃度
V: 流速
Z: 係数
d: 粒径
摩擦静電気検出法で得られる摩擦電流又は交流信号Iは,ダスト濃度に比例する。
図JA.5に摩擦静電気検出式ダスト濃度計の構成例を示す。
図JA.5−摩擦静電気検出式ダスト濃度計の構成例
19
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS Z 8852:2013 排ガス中のダスト濃度の連続測定方法
ISO 10155:1995 Stationary source emissions−Automated monitoring of mass
concentrations of particles−Performance characteristics, test methods and specifications
及びTechnical Corrigendum 1:2002
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 測定原理
1
JISとほぼ同じ
変更
光透過式,光散乱式,摩擦静電気検
出式の3方式を規定した。
技術的差異なし
現在国内外で販売使用されている計測器
の3方式に限定した。今後の新方式につ
いては,実用化時に検討し次期改正の際
に提案する。
JIS Z 8808
ISO 9096
変更
JIS Z 8808
国内の公定法(手分析方法)を適用。
注記1 ダクト
−
追加
注記を追加した。
計測器の取付け場所をより分かりやすく
するために補足説明を付け加えた。
注記2 公定法と
の相関性のとり方
及び注意点
−
追加
注記を追加した。
使用者が実施する公定法と計測器との相
関性のとり方及び注意点をより分かりや
すくするために付け加えた。
ISO規格の見直しの際に提案する。
注記3 計測器の
種類
−
追加
注記を追加した。
使用者の利便性及び計測器の現場適用性
をよくするために説明を加えた。
ISO規格の見直しの際に提案する。
2 引用規格
3 用語及び
定義
3
追加
測定対象物,その他として五つの用
語を追加した。
より分かりやすくするために追加した。
技術的差異はない。
4 測定シス
テム要素
4.1.1
a) 吸引採取式
4.1.1.1
JISとほぼ同じ
変更
“ダスト濃度との既知の相関を維持
したままで”,とした。
技術的差異はない。
より分かりやすくするために付け加え
た。
ISO規格の見直しの際に提案する。
6
Z
8
8
5
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 測定シス
テム要素
(続き)
4.1.1
b) 非吸引採取式
4.1.1.2
JISとほぼ同じ
その他,電磁放射
技術による場合も
規定している。
変更
計測器の現状に即して,基本事項だ
けにした。
技術的差異はない。
過去に電磁気・放射線技術による物理的
方法の計測器が幾つか開発されたが,現
在国内外で市販し現場で実用化している
ものはないため,これらの内容は削除し
た。
ISO規格の見直しの際に提案する。
5 施設の必
要条件
5.2.2 煙道外
b)
5.2.2 b)
排ガス試料を吸引
採取するときに
は,等速吸引を維
持する。
追加
注記 光散乱式ダスト濃度計の非等
速吸引は,一定条件のもとで認めら
れる(附属書JA参照)。
技術的差異はない。
国内外の吸引採取式計測器の現場適用例
があるために補足説明した。
ISO規格の見直しの際に提案する。
6 測定シス
テムの性能
仕様
6.2 ゼロドリフト
6.2
JISとほぼ同じ
その他,自動ゼロ
調整による計測器
の場合も規定して
いる。
変更
測定レンジの±2 %
技術的差異はない。
文章の意味をより分かりやすくするため
に表現を明確化した。
ISO規格の見直しの際に提案する。
削除
自動ゼロ調整による計測器の場合
は,現状に即して,削除した。
技術的差異はない。
国内外の供給実態として,自動ゼロ調整
による累積補正を行う機種は,現在販売
されていない。
ISO規格の見直しの際に提案する。
6.3 スパン
6.3
許容排出濃度の2
〜3倍の濃度
変更
等価入力
現場実態に即して変更した。
6.4 スパンドリフ
ト
6.4
JISとほぼ同じ
その他,自動スパ
ン調整による計測
器の場合も規定し
ている。
変更
測定レンジの±2 %
技術的差異はない。
文章の意味をより分かりやすくするため
に表現を明確化した。
ISO規格の見直しの際に提案する。
削除
自動スパン調整による計測器の場合
は,計測器の現状に即して,削除し
た。
技術的差異はない。
国内外の供給実態として,自動スパン調
整による累積補正を行う機種は,現在販
売されていない。
ISO規格の見直しの際に提案する。
6.5
a) 相関係数
6.5.1
≧0.95
変更
≧0.90
国内外の現状(排出ダストの極低濃度化
に伴う公定法及び計測器の測定誤差の増
加)を考慮して緩やかにした。
ISO規格の見直しの際に提案する。
6
Z
8
8
5
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 測定シス
テムの性能
仕様
(続き)
6.5
b) 95 %信頼区間
6.5.2
排出基準のダスト
濃度
変更
現場で得ることができる最大の排出
ダスト濃度とした。
技術的差異はない。
国内外の現状(排出されるダスト濃度レ
ベルは大きく排出基準以下となり,計測
器の信頼性が損なわれる)に即して,現
場実態に変更した。
ISO規格の見直しの際に提案する。
6.5
c) 公差の区間
6.5.3
排出基準のダスト
濃度の±25 %
変更
排出ダスト濃度の±25 %
技術的差異はない。
現場実態に変更した。
ISO規格の見直しの際に提案する。
7 校正手順 7 校正手順
7
JISとほぼ同じ
変更
校正手順
技術的差異はない。
内容が校正の手順と評価方法について述
べており,理解しやすい表現とした。
7.1 応答試験
7.1
JISとほぼ同じ
ダスト濃度の95 %
変更
ダスト濃度の90 %
計測器の現状に即して変更した。
追加
注記 計測器の応答時間が明らかに
JIS Z 8808による手分析法の吸引採
取時間以内である場合又は現場で測
定が困難な場合には,応答試験は,
実施しなくてもよい。
低濃度化された最近の集じん機ではJIS
Z 8808による手分析法の吸引採取時間は
計測器の応答時間よりも十分長いこと,
また現場実態から追加した。
7.2.1
a) 予備設定
7.2.1.1
JISとほぼ同じ
清浄な排ガスを使
用する。
変更
ゼロ等価入力
技術的差異はない。
国内の現状に即して,現場で疑似清浄煙
道状態を確保することは,技術的に困難
なため変更した。
ISO規格の見直しの際に提案する。
変更
等価入力
技術的差異はない。
使用者の利便性及び計測器の現場適用性
をよくするため変更した。
7.3 測定システム
校正
7.3
JISとほぼ同じ
変更
JISでは粒子の特性に関する記載を
削除した。
1適用範囲の注記2に記載している内容と
同意のため削除した。
7.3.1
初期操作期間
削除
使用者の利便性及び計測器の現場適用性
をよくするため削除した。
7.3.2
操作試験期間
削除
使用者の利便性及び計測器の現場適用性
をよくするため削除した。
7.3.1 ゼロ及びス
パンドリフトの確
認
7.3.3
JISとほぼ同じ
変更
模擬のゼロ及びスパンを発生させる
ための操作手順も含める。
技術的差異はない。
国内外の供給実態を考慮し,文章の意味
をより分かりやすくするために表現を明
確化した。
ISO規格の見直しの際に提案する。
6
Z
8
8
5
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
Z 8852:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 校正手順
(続き)
7.3.2 校正関数
7.3.4
JISとほぼ同じ
ISO 9096による。
変更
JIS Z 8808に変更した。
国内の公定法(手分析法)を適用。
追加
注記 3点のダスト濃度レベルを得
られない場合には,同一のダスト濃
度レベルを複数回測定することによ
って測定値を得ることができる。
低濃度化された最近の集じん機では,ダ
スト濃度レベルを変化できないものもあ
り,また,高濃度ダストを排出できない
現状を踏まえ同一のダスト濃度レベルを
複数回測定することによって,ダスト濃
度計の校正を行うことを可能とする。
国際規格の見直しの際に提案する。
附属書C
(参考)
試験データ様式
Annex C JISとほぼ同じ
変更
ISOの様式C-2を削除した。
ISOの7.3.3の変更に伴うため。
附属書JA
(参考)
計測器の種類
−
追加
技術的差異はない。
使用者の利便性及び計測器の現場適用性
をよくするために説明を加えた。
国際規格の見直しの際に提案する。
JISと国際規格との対応の程度の全体評価:(ISO 10155:1995,Technical Corrigendum 1:2002,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
6
Z
8
8
5
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。