Z 8814:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 構成及び各部の構造 ·········································································································· 2
4.1 構成 ···························································································································· 2
4.2 各部の構造 ··················································································································· 2
5 性能······························································································································· 4
5.1 分粒装置 ······················································································································ 4
5.2 流量制御部 ··················································································································· 5
5.3 吸引ポンプ ··················································································································· 5
5.4 附属品(ろ過材) ·········································································································· 5
6 サンプラの試験方法 ·········································································································· 5
6.1 分粒特性試験 ················································································································ 5
6.2 質量濃度等価試験 ·········································································································· 7
6.3 吸引ポンプの試験 ·········································································································· 7
7 表示及び取扱説明書 ·········································································································· 8
7.1 表示 ···························································································································· 8
7.2 取扱説明書 ··················································································································· 8
附属書A(規定)実流量補正方法 ···························································································· 9
附属書B(規定)ひょう量及び濃度の算出方法 ·········································································· 11
Z 8814:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
保安用品協会(JSAA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS Z 8814:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8814:2012
ロウボリウム エアサンプラ
Low volume air samplers
序文
この規格は,1981年に制定され,その後3回の改正を経て今日に至っている。前回の改正は1994年に
行われたが,その後の作業環境測定基準の改正に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,空気中に浮遊する吸入性粉じんの質量濃度の測定に用いるサンプラのうち,吸引流量が30
L/min以下で分粒機能をもつエアサンプラ(以下,サンプラという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
ISO 7708,Air quality−Particle size fraction definitions for health-related sampling
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
吸入性粉じん(respirable dust)
分粒装置を装着したろ過材上に採取された粉じん。
3.2
粒径(particle size)
粒子の大きさを,空気動力学的挙動が等価な比重1.0の球形粒子の直径で表したもの。
3.3
質量濃度(mass concentration)
大気を採取しているときの温度及び圧力における単位体積中の浮遊する粒子状物質の質量。
注記 単位は,ミリグラム毎立方メートル(mg/m3)で表す。
3.4
分粒(classification)
粒子を所定の粒径を境にして大きな粒子と小さな粒子とに分離すること。
3.5
分粒径
2
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
分粒装置を通過する粒子の割合で表す粒径。
注記 例えば,同一粒径の粒子状物質が50 %通過する場合,50 %分粒径という。
3.6
実流量
空気を採取しているときの大気温度及び大気圧において,採取場所で実際に吸引される大気の体積流量。
3.7
積算流量
空気の採取を開始してから終了するまでに採取した空気の総量。
4
構成及び各部の構造
4.1
構成
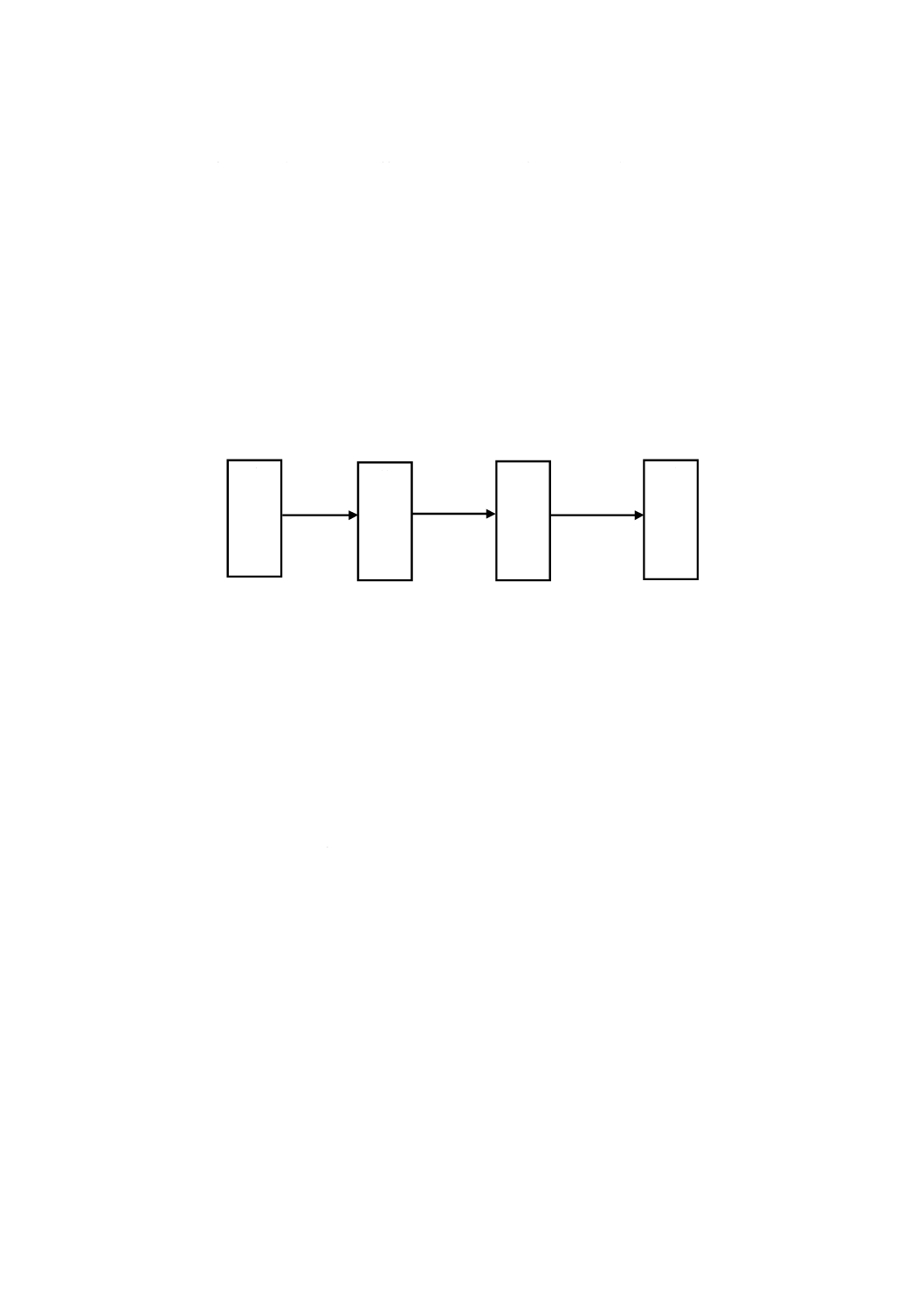
サンプラは,図1に示すように分粒装置,ろ過材保持具,流量制御部及び吸引ポンプで構成する。
図1−測定用サンプラの構成
4.2
各部の構造
4.2.1
分粒装置
分粒装置の種類は,分粒方式によって,重力沈降形,慣性衝突形及び遠心沈降形の3種類とする。重力
沈降形は多段平行板式分粒装置,慣性衝突形は慣性衝突式分粒装置,遠心沈降形はサイクロン式分粒装置
とし,その構造は,次のとおりとする。
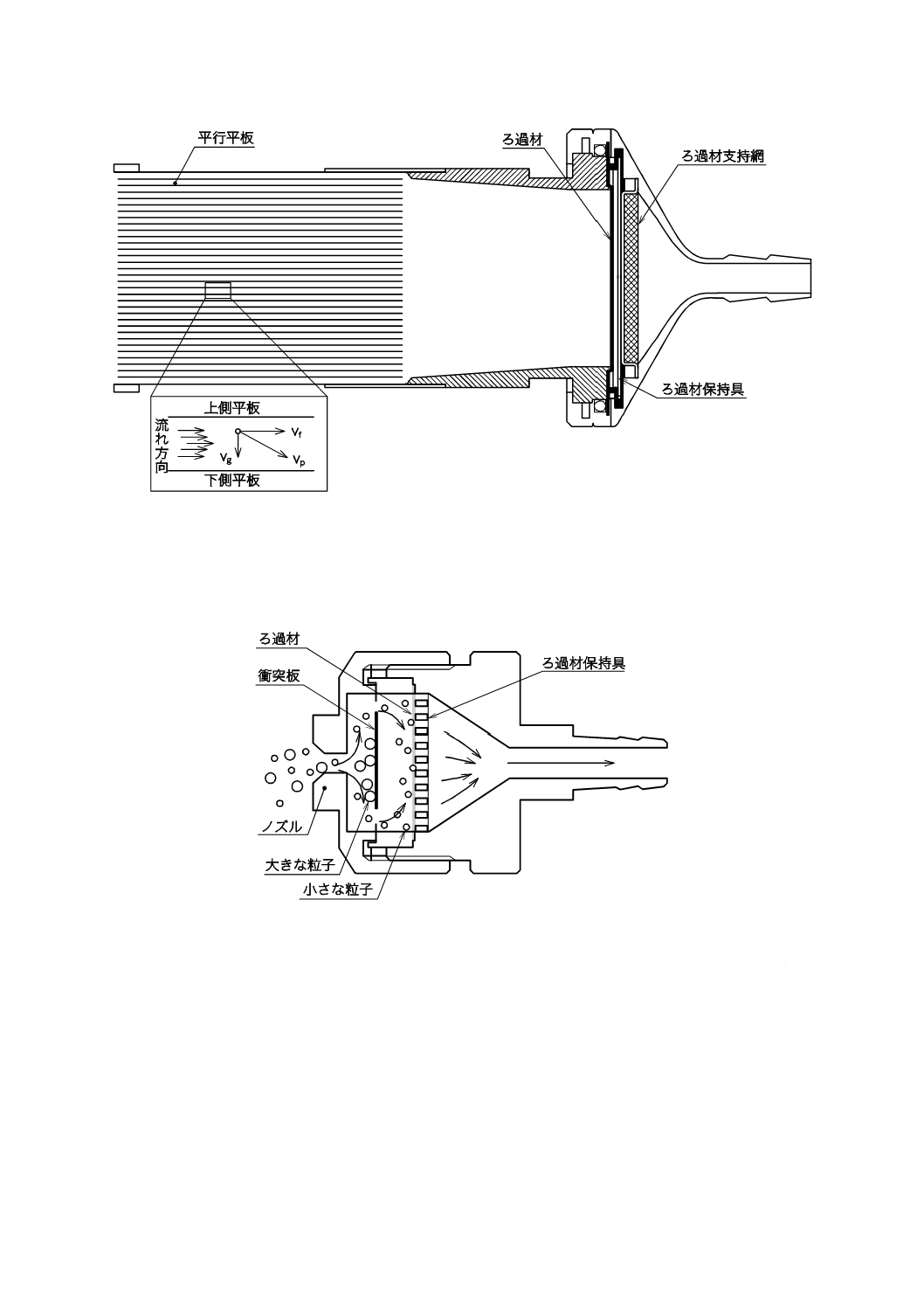
a) 重力沈降形 図2に多段平行板式分粒装置の例を示す。装置は,薄い平板を一定間隔で複数枚平行に
重ね合わせた構造であり,これを水平に保った状態で空気を吸引したとき,平行板の間を空気が通り
抜ける間に,大きな粒子が重力によって並行板上に沈降し,測定する限界粒子径以下の粒径の粒子だ
けが通過するものでなければならない。
分
粒
装
置
ろ
過
材
保
持
具
流
量
制
御
部
吸
引
ポ
ン
プ
3
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−多段平行板式分粒装置の例
b) 慣性衝突形 図3に慣性衝突式分粒装置の例を示す。装置は,ノズルの出口に衝突板をノズルと直角
に配置した構造で,ノズルを通して大気を吸引したとき,大きな粒子は衝突板に衝突し,小さな粒子
が通過するものでなければならない。
図3−慣性衝突式分粒装置の例
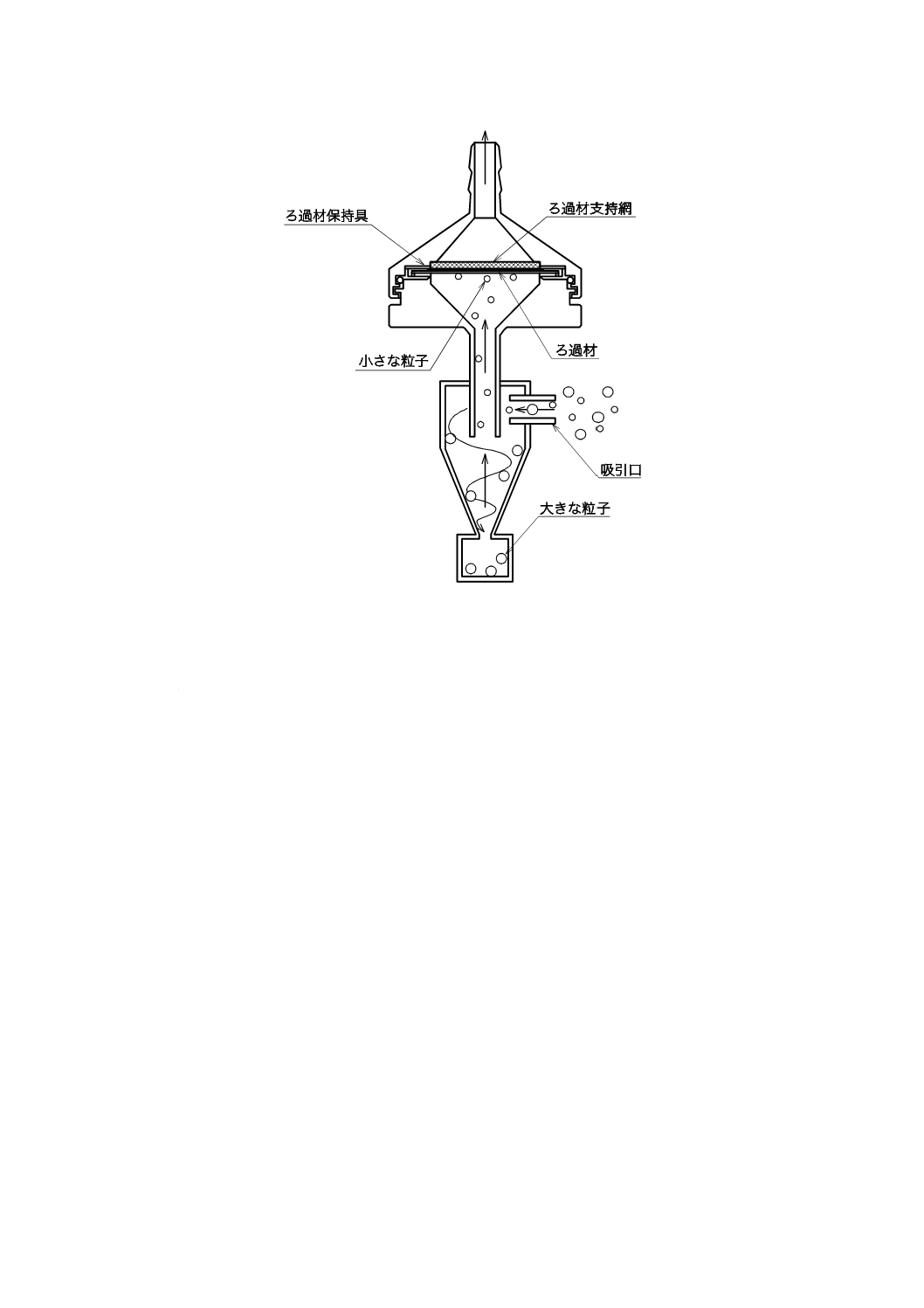
c) 遠心沈降形 図4にサイクロン式分粒装置の例を示す。装置は,空気流が本体内部でら(螺)旋状に
旋回する構造で,大きな粒子は遠心力によって璧面に押し付けられて,粒子ため(溜)に捕集され,
小さな粒子が通過するものでなければならない。
4
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−サイクロン式分粒装置の例
4.2.2
ろ過材保持具
ろ過材保持具は,次による。
a) ろ過材保持具 ろ過材保持具は,ろ過材を容易に交換でき,かつ,ろ過材の破損及び空気漏れを生じ
ないような構造でなければならない。
注記 ろ過材は,粒子状物質をろ過捕集するもの。
4.2.3
流量制御部
流量制御部は,気温及び大気圧を基に,分粒装置を通過する実流量を所定の流量に制御する構造でなけ
ればならない。実流量の制御方法は,使用する流量計によって異なるため,附属書Aによる。
4.2.4
吸引ポンプ
吸引ポンプは,ろ過材を通して所定の流量で空気を吸引する。
5
性能
サンプラ全体の性能は,次のとおりとする。
5.1
分粒装置
分粒装置は,次による。
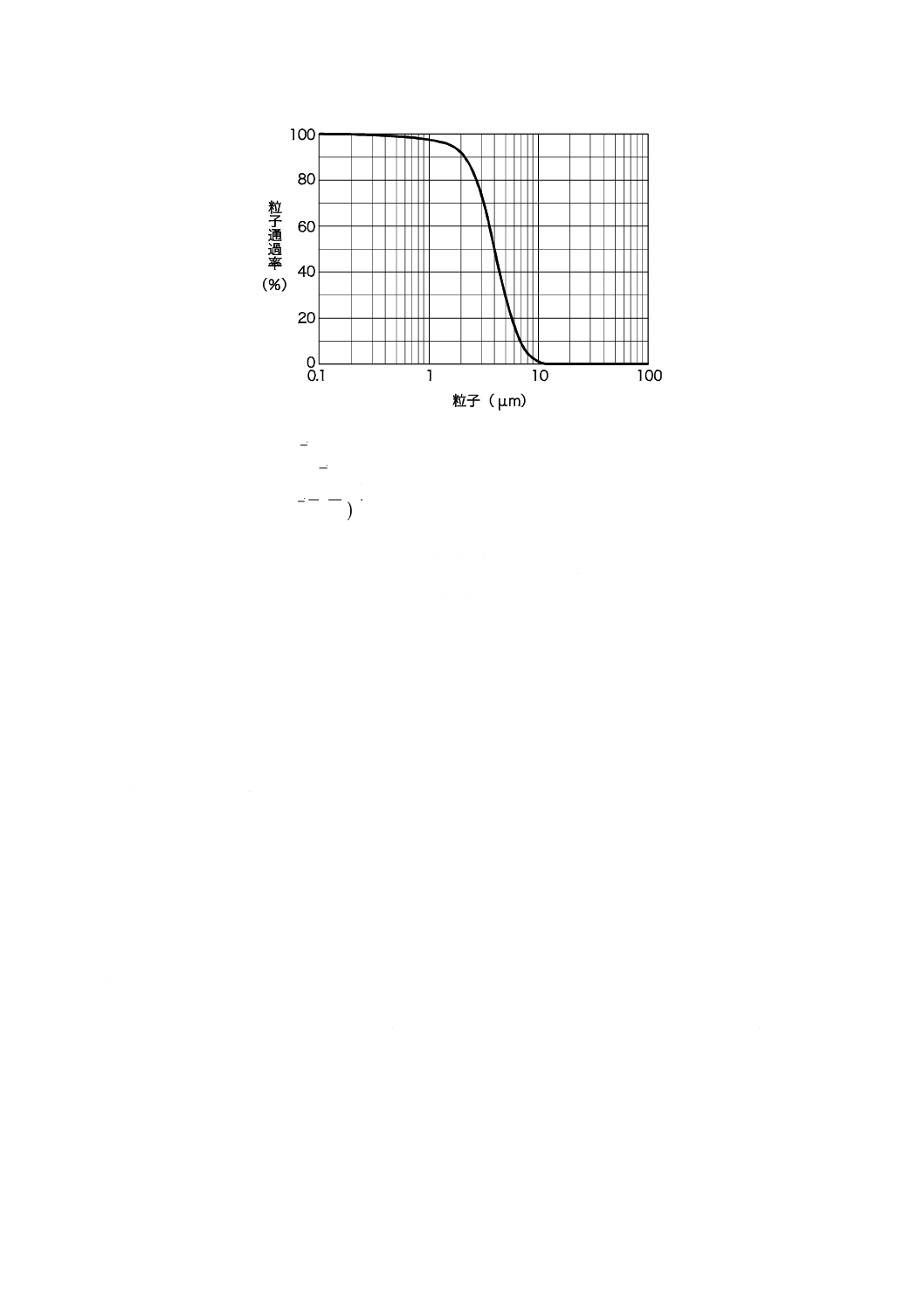
a) 6.1の分粒特性試験方法に規定する方法で試験したとき,50 %分粒径は,4.0±0.2 μmとする。図5に
分粒装置の分粒特性を示す。
5
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
()
[
](
)
[
]
(
)
()Σ
=
−
+
=
−
=
ln
ln
06
.0
exp
1
5.0
1
Γ
D
x
D
IPM
x
F
IPM
P
ここに,
P: 粒子通過率(%)
D: 粒子径(μm)
F(x): 標準偏差xに対する累積度数分布
Γ: 4.25(μm)
Σ: 1.5
図5−分粒装置の分粒特性
b) 6.2の質量濃度等価試験に規定する方法で試験したとき,回帰式の傾きが0.9〜1.1の範囲内にあり,y
切片が0±0.20以内でなければならない。
5.2
流量制御部
流量制御部は,気温及び大気圧を基に分粒装置を通過する所定の実流量に対して±2 %以内で制御でき
る性能をもたなければならない。
なお,流量計の読取り値から実流量への補正方法は,使用する流量計によって異なるため,A.4によっ
て補正する。
5.3
吸引ポンプ
吸引ポンプは,6.3に規定する方法で試験し,次の吸引流量及び吸引圧力をもち,脈動を生じず,粒子捕
集による圧力損失の増加に対しても十分な吸引能力でなければならない。
a) 吸引流量 吸引流量は,規定流量の1.5倍以上の能力でなければならない。
b) 吸引圧力 吸引圧力は,静圧が26.7 kPa以上でなければならない。
5.4
附属品(ろ過材)
ろ過材は,粒径0.3 μmの粒子に対し捕集効率95 %以上とし,初期圧力損失が低く,粒子捕集に伴う圧
力損失の増加が少なく,かつ,吸湿性及びガス吸着性が少ないものでなければならない。
6
サンプラの試験方法
6.1
分粒特性試験
6.1.1
粉じんの粒径に対する透過率の試験方法
6
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
透過率試験を実施するに当たり,基準となる透過率として,図5に示したISO 7708で規定している吸入
性粉じんの理論値を使用した。
6.1.2
使用した試験用標準粒子
試験用標準粒子として,市販のラテックス粒子を各500 μL分取し,50 mLの無じん水に分散して使用す
る。市販のラテックス粒子としては,0.506 μm,2.047 μm,3.210 μm,4.000 μm,5.125 μm,7.123 μm,7.979
μm及び10.16 μmの8種類の粒径がある。
6.1.3
試験方法
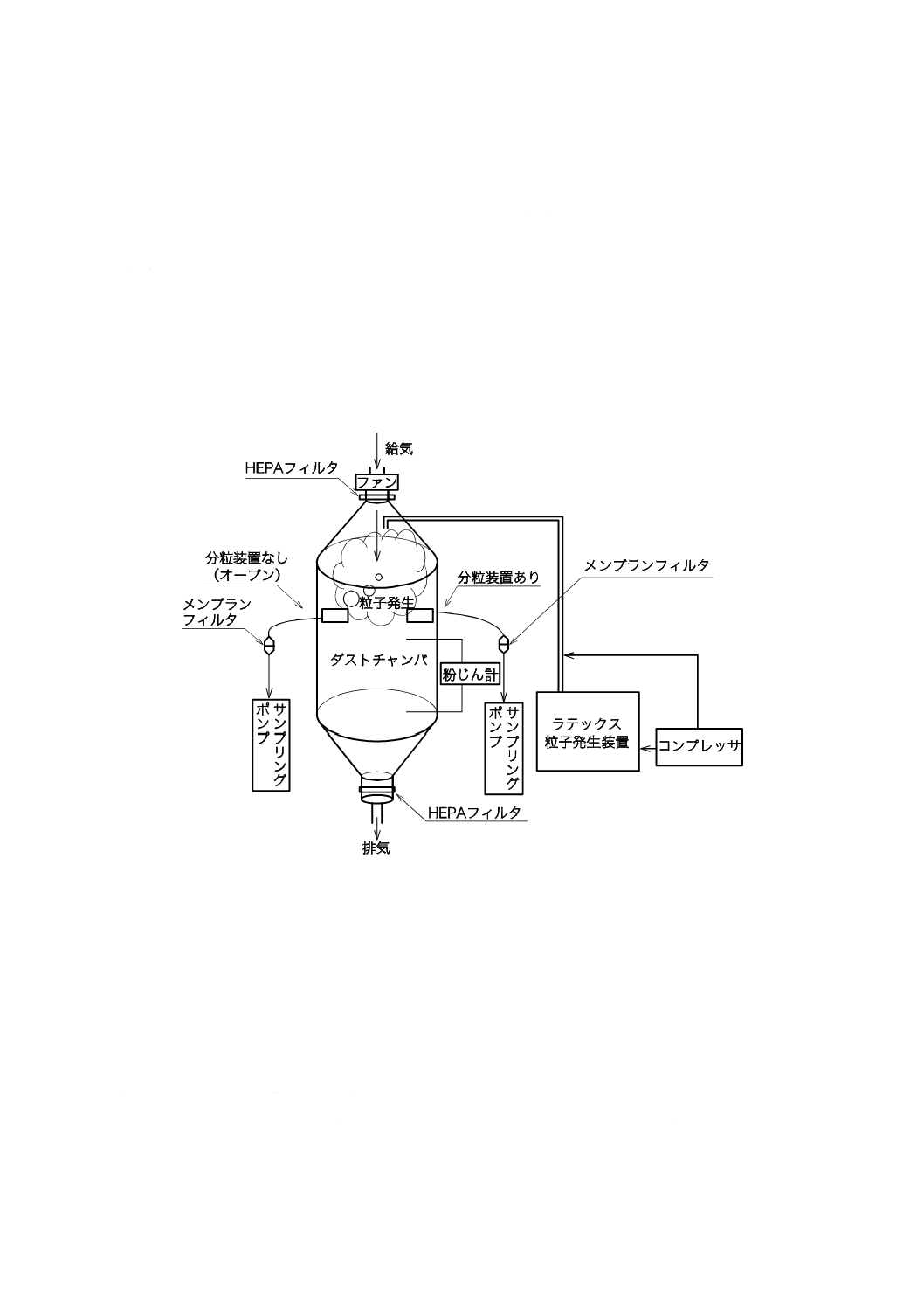
内容積約1.5 m3のダストチャンバ内に,各分粒装置ごとに,セルローズエステルの白色メンブランフィ
ルタをろ過材とした分粒装置を装着したサンプラ及び分粒装置を装着しないサンプラを1対にして設置し
た後,ラテックス粒子発生装置を使用して,先に挙げたラテックス粒子をそれぞれ発生させて,1粒子当
たり3回ずつサンプリングを行う。試験装置の概要を図6に示す。
図6−粉じんの粒径に対する透過率試験装置の概略図
サンプリング後の白色メンブランフィルタは,清拭したスライドグラスに載せて,アセトン蒸気発生装
置によってアセトン蒸気で透明化処理を行い,浸液としてトリアセチンを滴下して,カバーグラスを載せ
てサンプルとする。
サンプルは,総合倍率400倍の位相差顕微鏡で計数分析を行い,ラテックス粒子個数濃度を算出する。
試験用標準粒子に対する分粒装置の透過率は,分粒装置を装着した場合のラテックス粒子の個数濃度及び
分粒装置を装着しない場合のラテックス粒子の個数濃度から求める。
6.1.4
透過率性能に係る試験方法及び評価基準
透過率性能に係る試験方法及び評価基準は,次による。
a) 透過率性能に係る試験方法 試験に使用した標準のラテックス粒子のうち,粒径の異なる5種類以上
の粒子に対して,被検分粒装置を装着したサンプラ及び装着しないサンプラを所定の同一流量で併行
7
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定を行い,各々の個数濃度から,対象標準粒子に対する透過率,標準偏差及び理論透過率と実験に
よって得られた透過率との差の絶対値を算出する。
b) 評価基準 各対象標準粒子に対する透過率の標準偏差が5 %以内であり,かつ,理論透過率と実験に
よって得られた透過率との差の絶対値の平均が5 %以内でなければならない。
6.2
質量濃度等価試験
6.2.1
適用範囲
4.2.1の分粒装置を使用して測定された粉じん質量濃度に対する質量濃度等価試験方法を規定する。
6.2.2
使用した試験用標準粒子
試験用標準試料として,マグネシウムリボン(幅3.2 mm,厚さ0.3 mm±10 %以内)の燃焼によって発
生する酸化マグネシウム粒子及びアリゾナロードダストを用いる。
6.2.3
試験方法
内容積約8 m3のダストチャンバ内に,試験対象分粒装置にふっ素樹脂バインダーグラスファイバーフィ
ルタをろ過材として装着し,試験用標準試料として,マグネシウムリボンの燃焼によって発生する酸化マ
グネシウム粒子及びアリゾナロードダストを発生させ,所定の時間サンプリングを行い,採取した粉じん
質量から質量濃度を算出する。ろ過材のひょう量及び濃度の算出方法は,附属書Bによる。
6.2.4
粉じん質量濃度の等価性に係る試験方法及び評価基準
粉じん質量濃度の等価性に係る試験方法及び評価基準は,次による。
a) 粉じん質量濃度の等価性に係る試験方法 内容積約8 m3のダストチャンバ内で,所定の長さのマグネ
シウムリボンを燃焼させ,酸化マグネシウム粒子を発生させて,濃度段階を3〜5段階として,ISO 7708
に適合した分粒装置及び被検分粒装置を装着したサンプラの併行測定を行い,各々の質量濃度を算出
し,両者の関係から回帰式を求める。
b) 評価基準 回帰式の傾きが0.9〜1.1の範囲内にあり,y切片が0±0.20以内でなければならない。
6.2.5
分粒装置の最終判定基準
6.1の粉じんの粒径に対する透過率試験方法並びに6.2.4の粉じん質量濃度の等価性に係る試験方法及び
評価基準を満たさなければならない。
6.3
吸引ポンプの試験
吸引ポンプの試験は,次による。
a) 空気漏れ試験 サンプラに添付される取扱説明書によって外部漏れ及び内部漏れ試験を行い,空気漏
れがないことを確認する。漏れ試験の判定は,測定時間30秒,圧力変化量7.0 kPaを基準として行う。
なお,漏れ試験を行うためには,圧力計の設置,吸引ポンプの入り口前へのバルブ設置,大気導入
口を塞ぐ密閉具などが必要である。
b) 外部漏れ試験 分粒装置の空気導入口を塞ぎ,吸引ポンプによって吸引した状態で,所定の圧力まで
減圧されていることを確認し,吸引ポンプの入り口をバルブなどで閉じる。圧力計などで所定の圧力
を保っていることを確認する。
c) 内部漏れ試験 ろ過材の代わりにろ過材及び同形状の密閉板を装着し,吸引ポンプによって吸引した
状態で,所定の圧力まで減圧されていることを確認し,吸引ポンプの入り口をバルブなどで閉じる。
圧力計などで所定の圧力を保っていることを確認する。
8
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
表示及び取扱説明書
7.1
表示
サンプラには,見やすい箇所に次の項目を記載する。
a) 分粒装置の種類
b) 分粒径
c) 指定流量
d) 製造業者名又はその略号
7.2
取扱説明書
サンプラには,次の事項を記載した取扱説明書を添付する。
a) サンプラの操作及び保守点検
b) 流量制御部の校正方法
c) その他必要な事項
9
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
実流量補正方法
A.1 適用範囲
この附属書は,サンプラの実流量を補正する方法について規定するものであるが,流量計の器種につい
てはこの限りではない。
A.2 校正方法
流量制御部の校正は,サンプラに添付されている取扱説明書に規定する方法によって行う。
A.3 校正頻度
サンプラの流量点検は,大気導入口に校正用の流量計を直接接続して行い,所定流量及び所定流量の±
10 %の3点で1年以内に1回とし,正確さが±2 %になるように吸引実流量を調節する。
A.4 実流量補正方法
流量計による測定値から実流量への補正は,次の方法で行う。
a) フロート形面積流量計 フロート形面積流量計は,吸引空気の温度及び圧力における実流量を示して
いる。吸引空気の温度及び圧力が一定であるならば,流量は瞬時の実流量を目盛で示すことができる。
目盛校正時と吸引空気の温度及び圧力が一致していない場合は,式(A.1)によって補正して実流量を
求める。
)
15
.
273
(
)
15
.
273
(
1
0
0
1
1
AC
T
P
T
P
Q
Q
+
+
=
························································· (A.1)
ここに, QAC: 補正後の実流量(L/min)
Q1: 流量計の読取り値(L/min)
T0: 目盛校正時の温度(℃)
T1: 流量計を流れる空気の温度(℃)
P0: 目盛校正時の圧力(kPa)
P1: 流量計を流れる空気の圧力(kPa)
b) 乾式流量計 乾式流量計は,流量計内を空気が通過しても湿度の影響は少なく,読取り値は実流量を
示す。流量計を通過する空気によって,入り口側と出口側とに圧力差が生じる場合,式(A.2)によって
圧力損失を補正して実流量を求める。
注記 使用に際しては,吸引側又は排気側を大気開放する。
QAC = Q1(1−e/100)・(Pin/Po) ······················································ (A.2)
ここに, QAC: 補正後の実流量(L/min)
Q1: 流量計の読取り値(L/min)
e: 器差値(%)
Pin: 流量計入り口の圧力(kPa)
Po: 流量計出口の圧力(kPa)
c) 熱式質量流量計 熱式質量流量計(マスフローメーター)は吸引空気の質量によって流量を計測して
いるため,実流量に変換する必要がある。熱式質量流量計は,標準温度Tstd(0 ℃のことが多い),標
準圧力(101.325 kPa)での体積流量に換算して出力されるので,熱式質量流量計の読取り値をQ1とす
10
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ると,吸引空気温度tのときの補正後の実流量QACは,式(A.3)によって求める。
)
15
.
273
(
)
15
.
273
(
0
1
1
0
1
AC
T
P
T
P
Q
Q
+
+
=
···························································· (A.3)
ここに, QAC: 補正後の実流量(L/min)
Q1: 流量計の読取り値(L/min)
P0: 目盛校正時の圧力(kPa)
P1: 流量計を流れる空気の圧力(kPa)
T0: 目盛校正時の温度(℃)
T1: 流量計を流れる空気の温度(℃)
d) 差圧流量計 差圧流量計は,管路を流れる空気によって発生する圧力を測定して流量を測定する方法
であり,一般的には,絞り機構を用いて差圧を発生させ,流量測定精度を確保している。差圧を発生
させる絞り機構の最も簡単な方法として,管路断面積より小さな穴を開けたオリフィス板を用いたオ
リフィス流量計がある。差圧流量計の差圧は空気の密度に比例しているため,実流量は,式(A.4)を用
いて空気温度及び空気圧力を補正して求める。
)
15
.
273
(
)
15
.
273
(
1
0
0
1
1
AC
T
P
T
P
Q
Q
+
+
=
························································· (A.4)
ここに, QAC: 補正後の実流量(L/min)
Q1: 流量計の読取り値(L/min)
T0: 目盛校正時の温度(℃)
T1: 流量計を流れる空気の温度(℃)
P0: 目盛校正時の圧力(kPa)
P1: 流量計を流れる空気の圧力(kPa)
11
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
ひょう量及び濃度の算出方法
B.1
ろ過材のひょう量方法
ひょう量しようとするろ過材をデシケータなどから取り出し,天びん室にあらかじめ置いてある汚れの
ない紙などの上に必要枚数を置く。最低2時間以上天びん室にろ過材を静置した後,天びんの取扱いに注
意しながら1回目のひょう量を行う。次に,ひょう量済みのろ過材をデシケータに戻し,少なくとも半日
以上保管した後,1回目のひょう量と同じように,あらかじめひょう量済みのろ過材を天びん室に2時間
以上放置した後,2回目のひょう量を行う。1回目及び2回目のひょう量値が同じ値の場合は,そのひょう
量値がろ過材のひょう量値となる。1回目及び2回目のひょう量値が異なる値を示した場合は,2回目と同
様なひょう量方法によってひょう量を行い,2回連続して同じひょう量値を示した値を粉じん採取に用い
るろ過材のひょう量値とする。
粉じん捕集後のろ過材のひょう量は,ろ過材をデシケータなどから取り出し,天びん室にあらかじめ置
いてある汚れのない紙などの上に置き,最低2時間以上天びん室にろ過材を放置した後,天びんの取扱い
に注意しながらひょう量を行い,そのひょう量値を粉じん捕集後のろ過材のひょう量値とする。粉じん捕
集後のろ過材のひょう量は,1回でよい。
B.2
粉じんの採取及び定量方法
B.2.1 試料の採取
B.2.1.1 粉じんの採取方法
分粒装置付きろ過捕集装置に,吸湿性の低いろ過材を装着して試料空気を吸引し,ろ過材上に粉じんを
捕集する。採取時,吸引流量がその分粒装置に決められている値から外れると,採取される粉じんの粒径
範囲が規定の値と異なるので,常に一定の流量で吸引を行わなければならない。
B.2.1.2 必要サンプリング時間及び吸引試料空気量
吸入性粉じんをろ過捕集装置によってろ過材上に捕集し,天びんによるひょう量から粉じん濃度を求め
る場合,粉じんの捕集前及び捕集後にろ紙のひょう量が行われるため,測定誤差は2回分の和になる。測
定される濃度に対する相対誤差を小さくするためには,少なくとも天びんの読み取り限度の20倍以上の粉
じんを捕集する必要がある。
なお,吸引流量が大きなサンプラの場合には,採取時間が10分以内となることもあるが,このような場
合でも,採取時間は10分以上としなければならない。
B.2.2 定量方法
B.2.2.1 質量濃度の求め方
天びんを用いて,粉じん捕集前及び捕集後のろ過材の質量を測定し,両者の差から捕集された粉じんの
質量(m)を求め,吸引試料空気量(Q)で除して,空気中の粉じんの質量濃度を求める。
B.2.2.2 計算
C = m/Q
又はC = (m/Ft)×103
ここに,
C: 粉じんの質量濃度(mg/m3)
12
Z 8814:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m: 捕集した粉じんの質量(mg)
Q: 吸引試料空気量(m3)
F: 吸引流量(L/min)
t: サンプリング時間(min)
参考文献 JIS B 9921 光散乱式気中粒子計数器−校正方法及び検証方法
JIS Z 8101-2 統計−用語と記号−第2部:統計的品質管理用語
JIS Z 8103 計測用語
JIS Z 8762-1 円形管路の絞り機構による流量測定方法−第1部:一般原理及び要求事項
JIS Z 8762-2 円形管路の絞り機構による流量測定方法−第2部:オリフィス板
JIS Z 8762-3 円形管路の絞り機構による流量測定方法−第3部:ノズル及びノズル形ベンチュ
リ管
JIS Z 8762-4 円形管路の絞り機構による流量測定方法−第4部:円すい形ベンチュリ管
JIS Z 8901 試験用粉体及び試験用粒子