Z 8801-3 : 2000
(1)
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによって
JIS Z 8800
: 1991
は廃止され,この規格に置き換えられる。
JIS Z 8801
の規格群は,規格の名称の主題を
試験用ふるい
とし,次の各部から成る。
第
1
部:金属製網ふるい
第
2
部:金属製板ふるい
第
3
部:電成ふるい
日本工業規格
JIS
Z
8801-3
: 2000
試験用ふるい−
第
3
部:電成ふるい
Test sieves
−
Part 3 : Test sieves of electroformed sheets
序文
この規格は,
1990
年に第
1
版として発行された
ISO 3310-3
: 1990, Test sieves
−
Technical requirements
and testing
−
Part 3 : Test sieves of electroformed sheets
を元に,対応する部分については技術的内容を変更す
ることなく作成した日本工業規格であるが,対応国際規格には規定されていない内容を一部(検査方法,
ふるいの枠,ふるいの構造)
,日本工業規格として追加した。また,ふるい網における寸法の許容差は,対
応国際規格の規定内容を変更した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項及び変更した事項である。
1.
適用範囲
この規格は,ふるい網に電成ふるいの網を使用した試験用ふるいの技術的要求事項及び検
査方法について規定する。また,この規格は,孔径
500
〜
5
μ
m
の角孔及び丸孔をもつ試験用電成ふるいに
適用する。
備考
この規格の対応国際規格を,次に示す。
ISO 3310-3
:
1990
Test sieves
−
Technical requirements and testing
−
Part 3 : Test sieves of
electroformed sheets
2.
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版(追補を含む。
)を適用する。
JIS B 7140
顕微鏡検査標本
JIS B 7507
ノギス
3.
呼び方
試験用電成ふるいの呼び方は,このふるいの名称 電成ふるい ,孔の形状及び孔の呼び寸法
による。
4.
ふるい網
4.1
一般的事項
ふるい網は,網の中に製造上の欠陥,折れ目,切れ目,しわ,異物の混入などの欠陥
があってはならない。
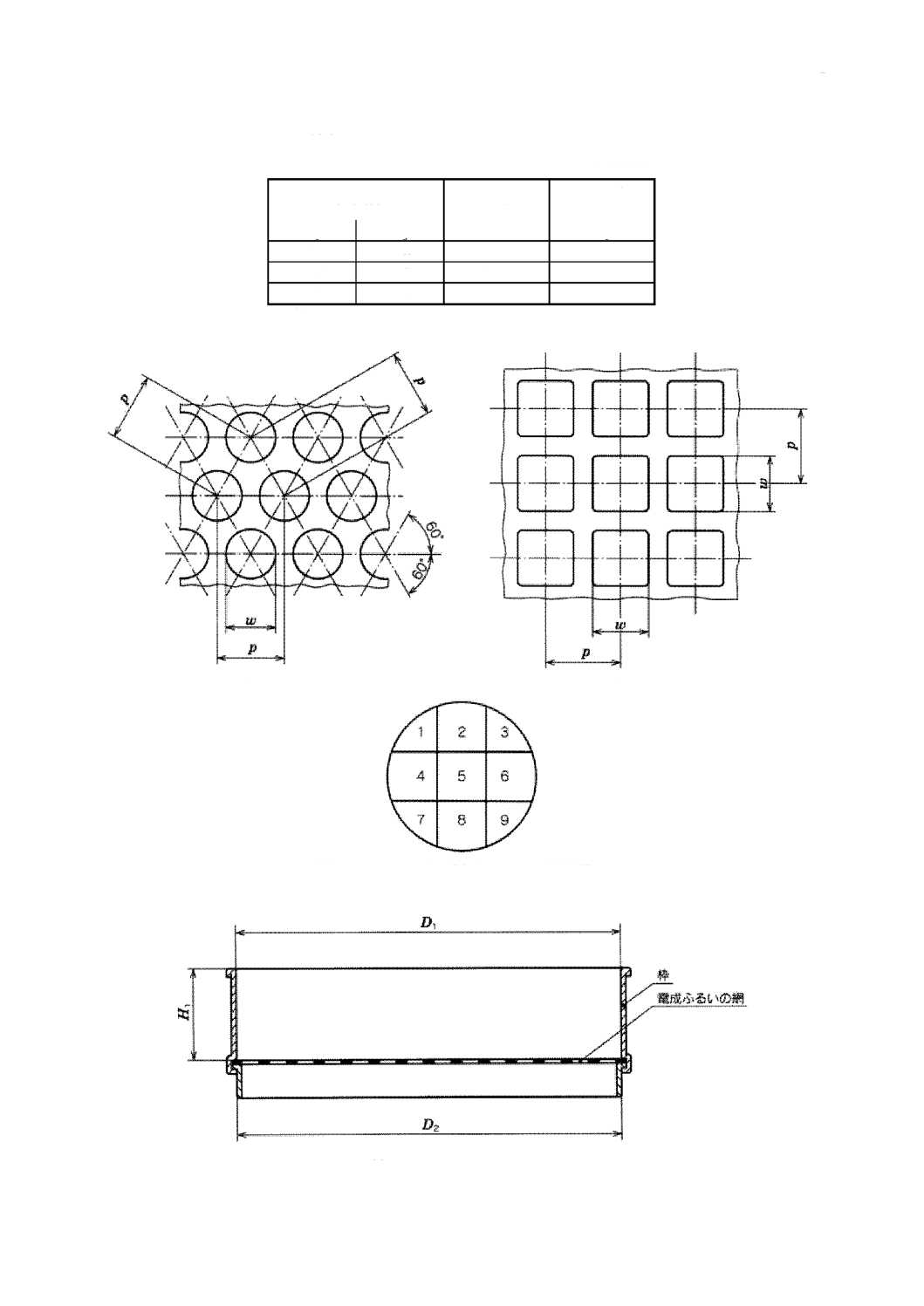
4.2
孔の配列
丸孔は,孔の中心が正三角形の頂点になるように配列する(
付図
1
参照)
。角孔は,孔の
中心が正方形の頂点になるように配列する(
付図
2
参照)
。
4.3
寸法
網の孔の寸法
(
W
)
及びピッチ
(
P
)
は,
付表
1
による。
2
Z 8801-3 : 2000
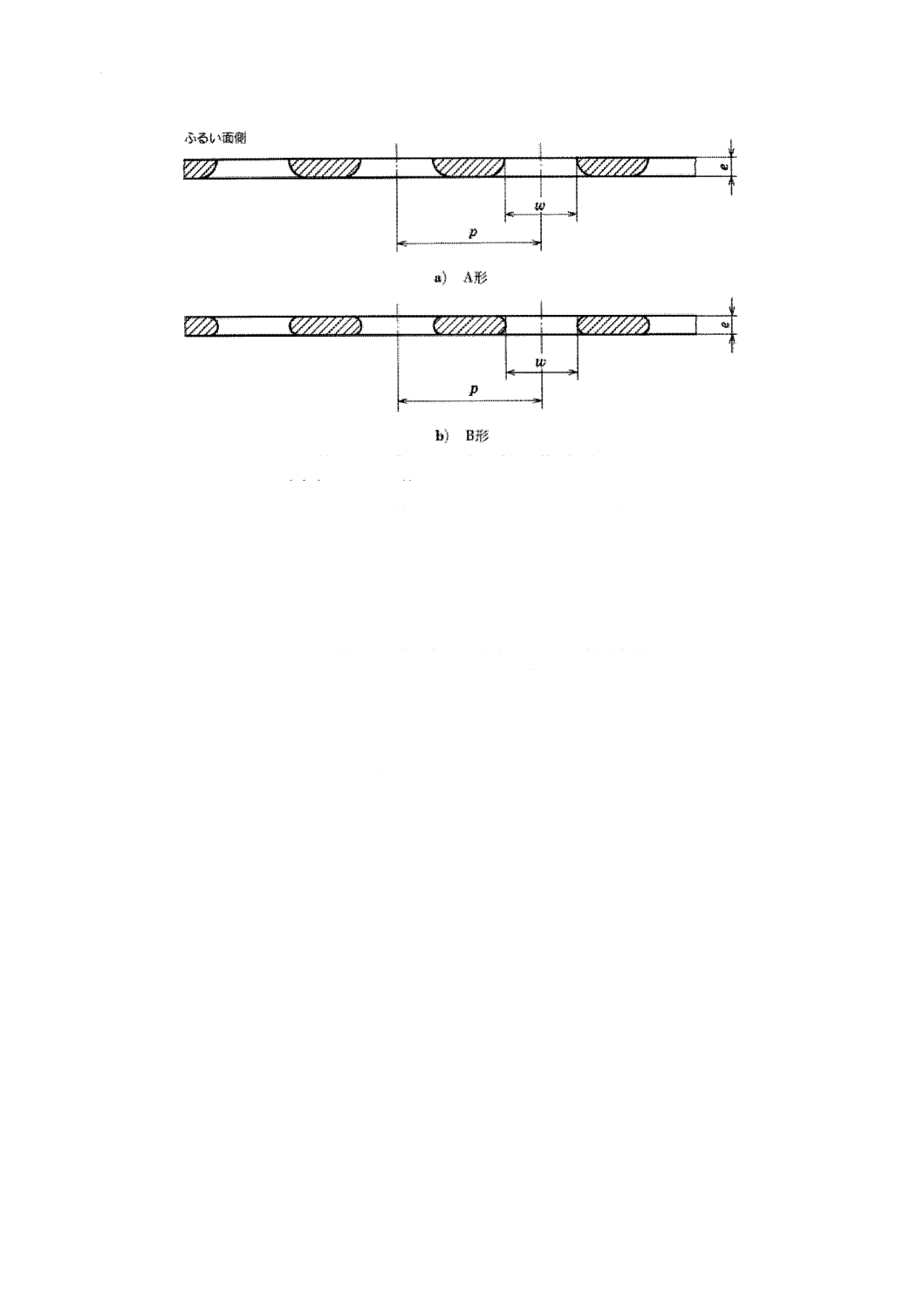
4.3.1
孔の寸法の許容差
孔の寸法
(
W
)
の許容差は,
付表
1
による。この許容差は,ふるい面(孔の断
面の最も狭い部分:
付図
5
参照)で測定するもので,角孔の場合は,孔の対辺の中央幅に対して,また,
丸孔の場合は,孔の直径に対して適用する。
4.3.2
ピッチ
ピッチ
(
P
)
は,丸孔及び角孔のいずれにも適用するもので,できる限り推奨値を使用す
る。他のピッチを使用する場合は,許容範囲内でなければならない。
参考
付表
1
に示した
網厚さ
(
ISO
)
推奨値(参考) は,丸孔及び角孔のいずれにも適用できるも
ので,補強用の網を除いたふるい網だけの厚さを示す。
4.4
検査方法
4.4.1
一般試験
ふるい網の背面から均一な光を照射し,ふるいを観察する。このとき,ふるい網をゆっ
くりと回転させ,
4.1
に示した欠陥がないことを確かめる。欠陥がある網は,不合格とする。
4.4.2
孔の寸法
網面の検査する視野を
付図
3
に示す
9
個の視野に分割し,各視野において,少なくとも
5
個のふるい孔を試験する。試験した孔の寸法
(
P
)
は,
付表
1
に示した許容差以下でなければならない。
孔の寸法が
32
μ
m
を超える場合の試験は,対物レンズに
20
倍,接眼レンズに
10
〜
12.5
倍のマイクロメ
ートル線付き接眼レンズを使用して,顕微鏡で行うことが望ましい。試験装置は,±
0.5
μ
m
まで測定する
ことが可能でなければならない。装置の倍率は,寸法目盛
0.01mm
に対して±
0.5
μ
m
まで保証され,全ス
ケールに対する積算誤差が,±
0.5
μ
m
を超えない校正ステージマイクロメータに対照して証明しなければ
ならない。
孔の寸法が
32
μ
m
以下の場合は,ふるい網を光学的に拡大した像又は写真を使用して測定することが望
ましい。
光学的に拡大した像又は写真を使用して測定する場合は,光学的原因に起因する誤差を含まないものと
し,拡大した孔の寸法を
5mm
以上とし,
0.1mm
以上の精度をもつ
JIS B 7507
に規定するノギス又はこれ
と同等の精度をもつ装置を使用して,角孔の場合は対辺距離を,また,丸孔の場合は直径を測定し,拡大
倍率で除して孔の試験寸法とする。これと同等の精度を得る方法を用いて測定してもよい。
拡大倍率の校正は,
JIS B 7140
によることか望ましい。
5.
ふるいの枠
ふるいの枠は,円筒形とし,その材質は,ステンレス鋼又はふるい分ける材料に適した
材質とする。
ふるいの枠の寸法及び形状は,
付表
2
及び
付図
4
による。
他の寸法及び形状の枠を使用する場合は,受渡当事者間の協議による。
6.
ふるいの構造
6.1
網の断面形状
ふるい網の断面形状は,製造方法によって,
付図
5
の
A
形又は
B
形となる。
A
形の
断面の網は,網の孔より小さい粒子を通過しやすくするため,孔の小さい面側を上にして枠に固定する。
6.2
補強用の網
網に強度が必要な場合には,補強用の網をふるい網の下に固着させ,粒子が捕獲され
るポケットの形成がないように,ふるい網の孔及び補強用網の孔の並びを同じ方向とする。
6.3
ふるいの枠
ふるいの枠は,滑らかに仕上げ,同じ呼び径の枠をもつ他のふるい,ふた及び受器と
容易に組重ねられる構造でなければならない。
6.4
シール
ふるい網と枠とのシールは,ふるい分ける試料が入り込まない構造にしなければならない。
6.5
ふるい枠への網の取付け
ふるいは,ふるい網にひずみ,たるみなどがないように枠に取り付けら
れていて,ふるい網の取付け部分に試料が詰まらないように工夫することが望ましい。
3
Z 8801-3 : 2000
7.
表示
ふるい枠に金属製のラベルをはり,次の事項を記載する。
a)
孔の形状(丸孔又は角孔)
b)
孔の呼び寸法
c)
規格番号又は規格の名称
d)
網及び枠の材質
e)
製造業者名又は販売業者名
f)
製造業者の固有番号