4
Z 8801-2 : 2000
付図
1
円孔(円形目)の配列
付図
2
角孔(正方目)の配列
付図
3
円孔に対する直線の設定
付図
4
角孔に対する直線の設定
付図
5
円孔に対するピッチの測定
付図
6
角孔に対するピッチの測定
Z 8801-2 : 2000
(1)
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによって
JIS Z 8801
: 1994
は廃止され,この規格に置き換えられる。
JIS Z 8801
群は,規格の名称の主題を
試験用ふるい
とし,次の各部から成る。
第
1
部:金属製網ふるい
第
2
部:金属製板ふるい
第
3
部:電成ふるい
日本工業規格
JIS
Z
8801-2
: 2000
試験用ふるい−
第
2
部:金属製板ふるい
Test sieves-
Part 2 : Test sieves of perforated metal plate
序文
この規格は,
1999
年に第
4
版として発行された
ISO
/
DIS 3310-2
, Test sieves
−
Technical requirements
and testing
−
Part 2: Test sieves of perforated metal plate
を元に,その技術的内容を変更することなく作成した
日本工業規格であるが,対応国際規格に規定されていない規定項目(材料)及び必要事項(検査の具体的
な方法)を日本工業規格として追加している。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にない事項である。
1.
適用範囲
この規格は,鉱工業の分野において原料,中間製品又は最終製品となる粉粒体状物質のふ
るい分け試験に用いる金属製板ふるい
(以下,
ふるいと呼ぶ。
)
の技術的要求事項及び検査方法を規定する。
備考
この規格の対応国際規格を,次に示す。
ISO
/
DIS 3310-2
: 1999
Test sieves
−
Technical requirements and testing
−
Part 2 : Test sieves of
perforated metal plate
2.
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。ただし,これらの引用規格は,その最新版を適用する。
JIS B 7184
測定投影機
JIS B 7507
ノギス
JIS G 3101
一般構造用圧延鋼材
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS H 3100
銅及び銅合金の板及び条
3.
ふるい板
3.1
ふるい目の形状及び配列
a)
ふるい板は,金属板に垂直に円孔(円形目)又は角孔(正方目)を開けたものとする。
b)
ふるい目の配列は次のとおりとする。
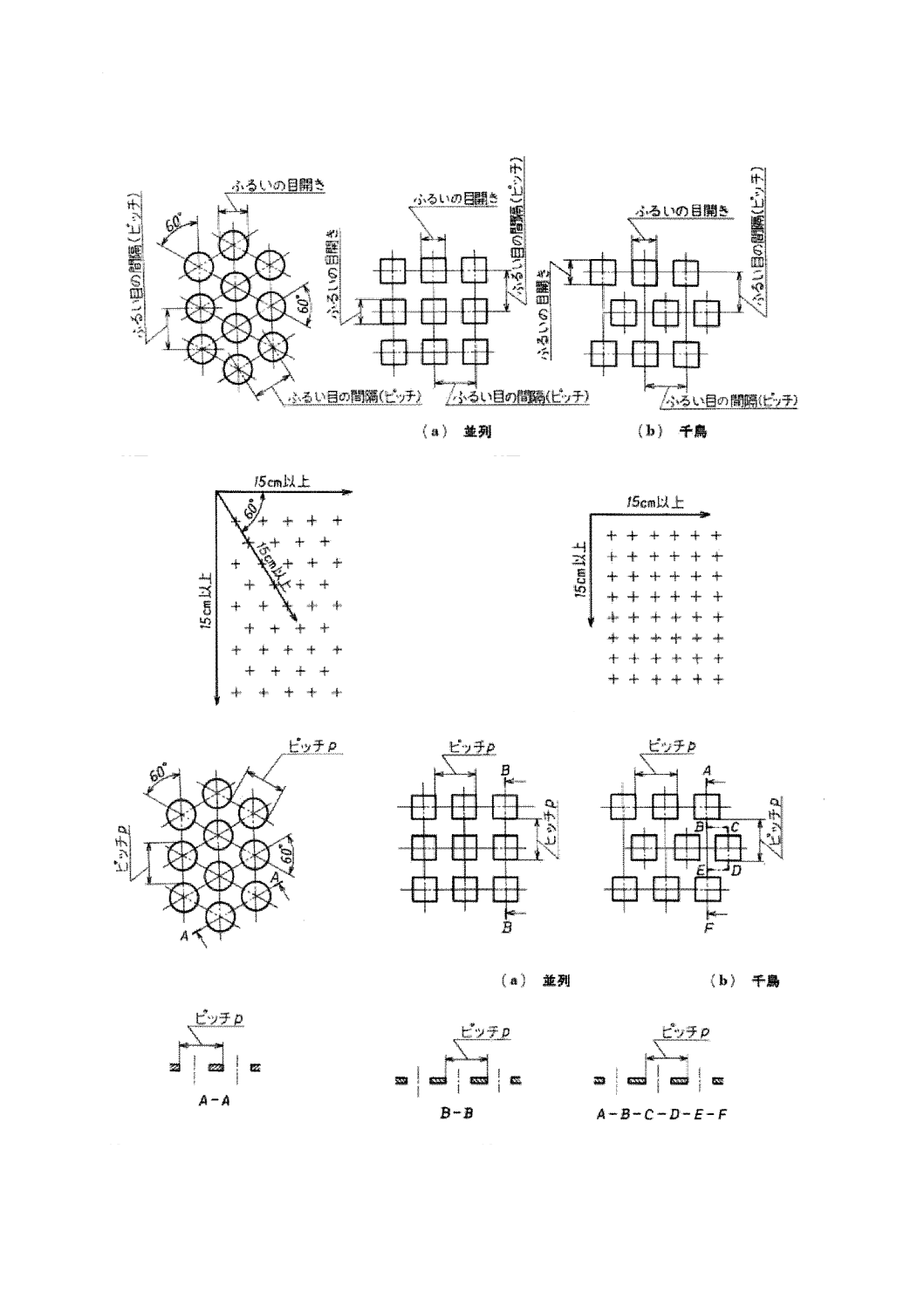
1)
円孔の場合は,
付図
1
のようにふるい目の中心を結ぶ直線の交差する角度が
60
°になるように配列
する。
2)
角孔の場合は,
付図
2
のように並列又は千鳥配列とする。
3)
いずれの場合もふるい目の間隔(以下,ピッチと呼ぶ。
)は同じとする。
2
Z 8801-2 : 2000
3.2
ふるいの目開き及びピッチ
a)
ふるいの目開き,ピッチ及びふるい板の厚さは
付表
1
のとおりとする。
b)
角孔のコーナは,円形にすることができる。ただし,このコーナ円の半径は,次の式で計算される値
γ
max
(mm)
より小さい値とする。
r
max
=
0.15
ω
ここで,
ω
(mm)
は公称目開きである。
3.3
ふるい板の厚さ
ふるい板の厚さは
付表
2
のとおりとする。
4.
ふるい枠
a)
枠の形状は円形又は正方形とする。
b)
円形枠の寸法は
付表
3
のとおりとする。正方形枠の寸法は,特に規定しない。
c)
円形枠の場合は,同一寸法のふるいは積み重ねて使用できなければならない。
5.
外観
a)
打ち抜き傷,ばり,目の変形
ふるい板には,打ち抜き傷,ばり,目の変形などのふるい分け試験結
果に影響を及ぼす欠陥があってはならない。
b)
ひずみ,たるみ
ふるい板は,ひずみやたるみがないように枠に取り付け,ふるい枠とふるい板の取
付け部分に試料が詰まらないように製作しなければならない。
6.
材料
ふるいの材料は
付表
4
に規定するもの又はこれと同等以上の品質のものとする。
ただし,正方形枠の材料については,特に規定しない。
7.
検査
7.1
外観
ふるい全体に均一な光を照らし,外観を目視で検査する。このとき
5.
に規定する欠陥があっ
てはならない。
7.2
ふるいの目開き及びピッチ
ふるいの目開き及びピッチは,適切な測定器によって次の
a
)
及び
b
)
の方法によって検査し,その値が
付表
1
の規定に適合していなければならない。
備考
1.
公称目開きが
5mm
以上のふるいは,
JIS B 7507
に規定するノギス又はこれと同等以上の性能
をもつ測定器を用いて検査する。
2.
公称目開きが
4.5mm
以下のふるいは,
JIS B 7184
に規定する投影検査器又はこれと同等以上
の性能をもつ拡大装置を用い,ふるい目を
5
〜
10
倍に拡大して検査する。
a)
目開き
1)
ふるい板全面から測定箇所を任意に選び,その測定箇所で異なる方向に長さ
15cm
以上の
2
本の直
線を取り,各直線上にあるふるい目の目開きをそれぞれ
8
個以上測定する。
2)
2
本の直線の角度は,円孔の場合は
90
°又は
60
°(
図
3
)
,角孔の場合は
90
°(
付図
4
)とする。
3)
ふるい目の個数が
1)
で規定した個数以下の場合は,すべてのふるい目を測定する。
b)
ピッチ
1)
円孔の場合は,長さ
15cm
以上,
60
°で交差するふるい目の中心を結ぶ
2
本の長直線を取り(
付図
5
)
,
各直線上にあるピッチをそれぞれ
8
か所以上測定する。
2)
角孔の場合は,長さ
15cm
以上のふるい目の中心を結ぶ直線を縦及び横方向に選び(
付図
6
)
,各直
3
Z 8801-2 : 2000
線上にあるピッチをそれぞれ
8
か所以上測定する。
3)
ふるい目の間隔の個数が
1
)
及び
2
)
で規定した個数以下の場合は,すべてのピッチを測定する。
8.
品質検査証
a)
製造業者は品質検査証を発行するのが望ましい。品質検査証には製造業者名,製造年月日,製造番号
並びに
7.
の検査に合格していることを記述する。
b)
ふるいには
7.
の検査方法に従って検査したことを確認する検査記録カードを添付するのが望ましい。
9.
製品の呼び方
製品の呼び方は,規格番号又は製品の名称,公称目開き,ふるい目の形状,ふるい目
の配列(角孔の場合だけ)
,枠の径及び深さによる。
例
1.
JIS Z 8801
円孔
5mm
,枠の径
200mm
,深さ
60mm
例
2.
試験用ふるい,角孔
10mm
並列,枠の径
300mm
,深さ
100mm
10.
表示
表示は銘板による。銘板には次の事項を記載し,ふるい枠に取り付ける。
a)
公称目開き,ふるい目の形状,ピッチ及び板の厚さ
例
角孔
50mm
(ピッチ
63mm
/板の厚さ
3mm
)
b)
ふるい板の材料
c)
製造業者名又はその略号
4
Z 8801-2 : 2000
付図
1
円孔(円形目)の配列
付図
2
角孔(正方目)の配列
付図
3
円孔に対する直線の設定
付図
4
角孔に対する直線の設定
付図
5
円孔に対するピッチの測定
付図
6
角孔に対するピッチの測定
5
Z 8801-2 : 2000
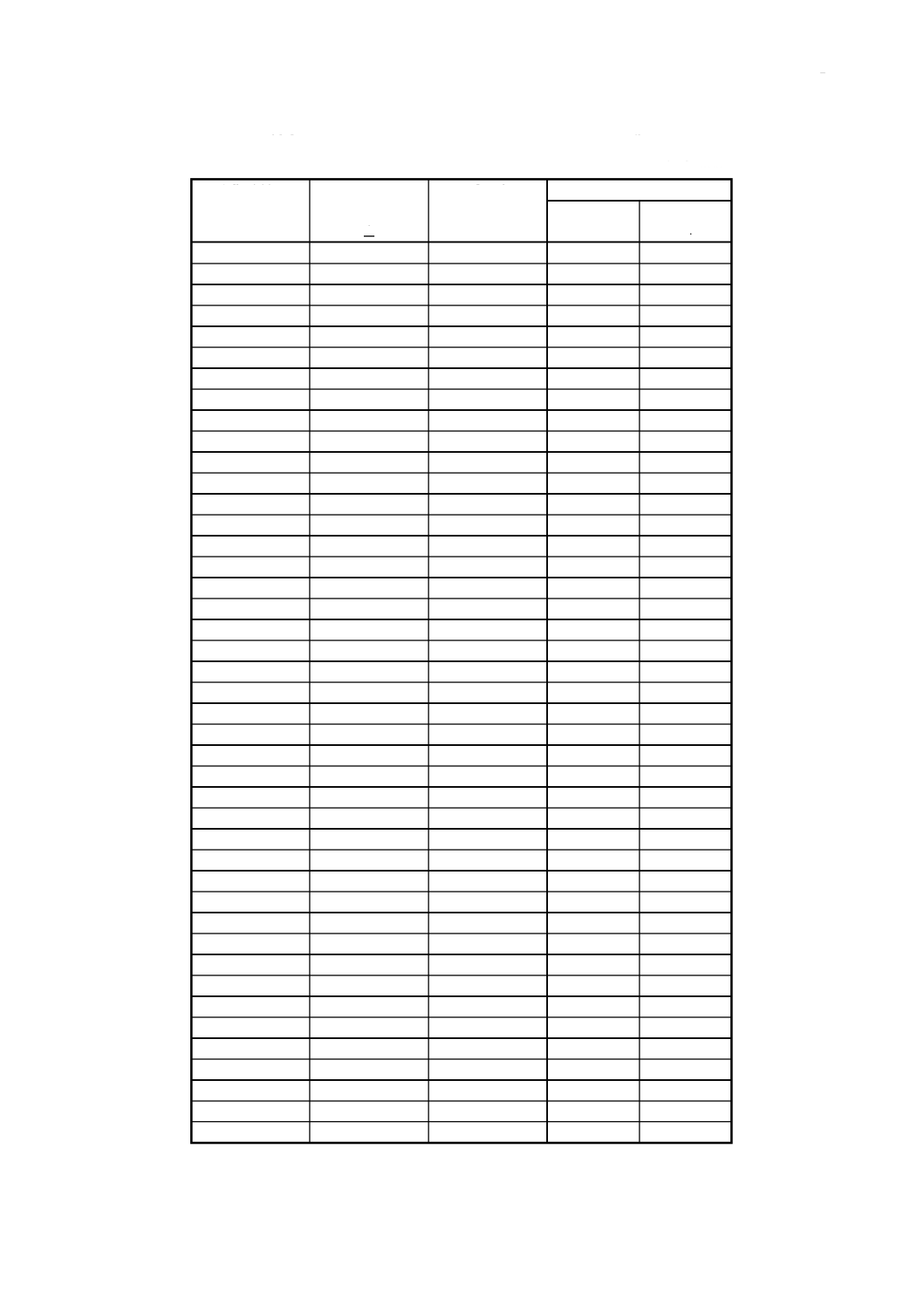
付表
1
板ふるいの目開き及びピッチ(
R20
シリーズ)
単位
mm
公称目開き
ω
目開きの許容差
±
ピッチ
P
nom
ピッチの許容範囲
最大
P
max
最小
P
min
125 1 160
184
143
112 0.95 140
161
125
100 0.85 125
144
113
90 0.8 112
129
101
80 0.7 100
115
90
71 0.65 90
103
81
63 0.6 80
92
72
56 0.55 71
82
63.5
50 0.55 63
72.5
56.5
45 0.5 56
64.5
50.5
40 0.45 50
57.5
45
35.5 0.4
45 51.7
40.5
31.5 0.4
40 46
36
28 0.35 35.5
40.8
31.8
25 0.35 31.5
36
28.5
22.4 0.3
28 32.2
25.5
20 0.3 25
29
22.5
18 0.28 22.4
25.8
20.2
16 0.27 20
23
18
14 0.26 18
20.7
16
12.5 0.24 16 18.4
14.3
11.2 0.23 14 16.1
12.6
10 0.21 12.6
14.5
11.3
9 0.2 11.6
13.3
9.8
8 0.19 10.4
12
9.2
7.1 0.18
9.4
10.8
8
6.3 0.17
8.5
9.8
7.2
5.6 0.15
7.7
8.9
6.6
5 0.14 6.9
7.9
5.9
4.5 0.14
6.3
7.2
5.3
4 0.13 5.8
6.7
4.9
3.55 0.12
5.2 6 4.4
3.15 0.11
4.7 5.3
3.9
2.8 0.11
4.35
5 3.6
2.5 0.11
3.9
4.5
3.3
2.24 0.1
3.6 4.1
3.1
2 0.09 3.3
3.8
2.8
1.8 0.08
3.1
3.6
2.7
1.6 0.08
2.75
3.2
2.3
1.4 0.08
2.6
3 2.2
1.25 0.08
2.45
2.9
2.1
1.12 0.07
2.22
2.5
1.8
1 0.07 2
2.3
1.7
6
Z 8801-2 : 2000
付表
2
ふるい板の厚さ
単位
mm
公称目開き
ω
板の厚さ
t
板の厚さの許容範囲
最大
t
max
最小
t
min
125
〜
50
3
3.5
2
45
〜
16
2
2.5
1.5
14
〜
8
1.5
2
1
7.1
〜
1.8
1
1.5
0.8
1.6
〜
1.0
0.6
1
0.5
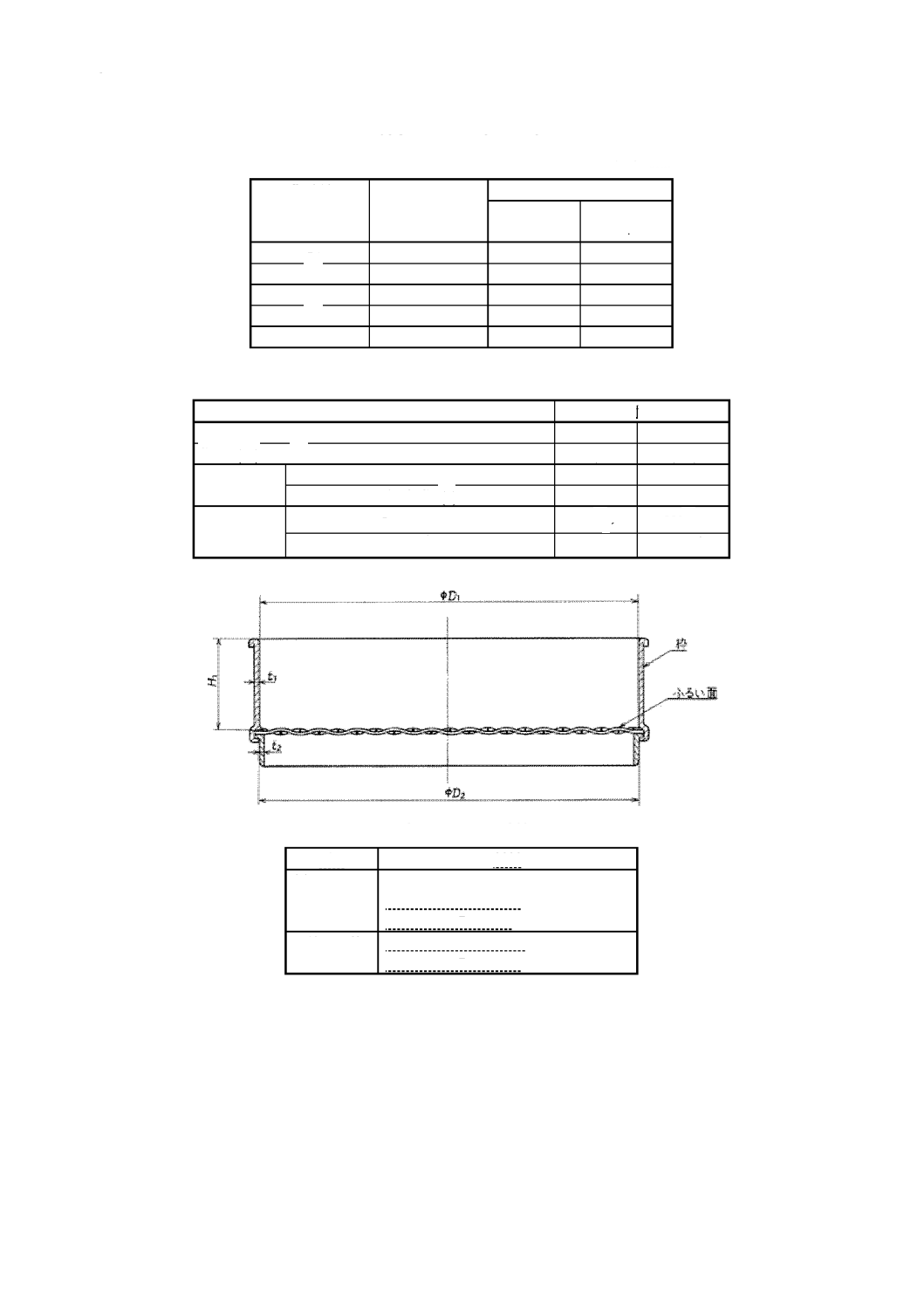
付表
3
ふるい枠の寸法
単位
mm
項目
寸法
直径(
D
1
及び
D
2
)
300
200
深さ
(
H
1
)
100, 60
100, 60, 45
枠板の厚さ
ふるい面から上の部分
(
t
1
)
0.6
0.6
ふるい面から下の部分
(
t
2
)
1.0
1.0
許容差
枠の上面から
5mm
下で測った内径
(
D
1
)
0
6
.
0
300
−
+
0
6
.
0
200
−
+
ふるい面から下の部分の枠の外径
(
D
2
)
1
.
0
7
.
0
300
−
−
1
.
0
7
.
0
200
−
−
備考
図は形状の一例を示すもので,構造を規定するものではない。
付表
4
ふるいの材料
項目
材料
板
JIS H 3100
の
C 2720 R
JIS G 4305
の
SUS 304
JIS G 3101
の
SS 400
円筒形の枠
JIS H 3100
の
C 2720 R
JIS G 4305
の
SUS 304
7
Z 8801-2 : 2000
原案作成委員会 構成表
氏名
所属
内 海 良 治
工業技術院名古屋工業技術研究所
日 高 重 助
同志社大学工学部教授
大 嶋 清 治
工業技術院標準部材料規格課
加 山 英 夫
財団法人日本規格協会技術部
飯 田 清 次
株式会社飯田製作所
大 塚 正 樹
関西金網株式会社
荻 田 隆 久
東京スクリーン株式会社
真 鍋 功
真鍋工業株式会社
石 原 正 浩
社団法人セメント協会・研究所
猪 狩 英 生
社団法人日本鋳物協会(キンセイマッティク株式会社)
畑 中 恵
社団法人日本鉄鋼連盟
鈴 木 祐 介
日本製薬団体連合会
林 均
研削材工業協会
(事務局)
服 部 好 伸
社団法人日本粉体工業技術協会