Z 8762-1:2007 (ISO 5167-1:2003)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本電気計測器工業会(JEMIMA)/
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS Z 8762:1995は廃止され,JIS Z 8762-1〜JIS Z 8762-4に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 5167-1:2003,Measurement of fluid
flow by means of pressure differential devices inserted in circular cross-section conduits running full−Part 1:
General principles and requirementsを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS Z 8762-1には,次に示す附属書がある。
附属書A(参考)繰返し計算
附属書B(参考)管路の内面粗さ(k)の参考値
附属書C(参考)整流装置,整流格子
附属書D(参考)参考文献
JIS Z 8762の規格群には,次に示す部編成がある。
JIS Z 8762-1 第1部:一般原理及び要求事項
JIS Z 8762-2 第2部:オリフィス板
JIS Z 8762-3 第3部:ノズル及びノズル形ベンチュリ管
JIS Z 8762-4 第4部:円すい形ベンチュリ管
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 2
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 記号及び添字 ·················································································································· 5
4.1 記号 ···························································································································· 5
4.2 添字 ···························································································································· 6
5. 測定方法の原理及び計算 ··································································································· 6
5.1 測定方法の原理 ············································································································· 6
5.2 絞り機構の絞り直径比の決定方法······················································································ 7
5.3 流量の計算 ··················································································································· 7
5.4 密度,圧力及び温度の決定······························································································· 7
6. 測定に関する一般的事項 ··································································································· 9
6.1 絞り機構 ······················································································································ 9
6.2 流体の性質 ··················································································································· 9
6.3 流れの状態 ··················································································································· 9
7. 取付けに必要な事項 ········································································································· 9
7.1 一般事項 ······················································································································ 9
7.2 上流側及び下流側の必要最小直管長さ ··············································································· 11
7.3 絞り機構取付け位置での流れの状態に必要な一般的事項 ······················································· 11
7.4 整流装置 ····················································································································· 11
8. 流量測定の不確かさ ········································································································ 14
8.1 不確かさの定義 ············································································································ 14
8.2 不確かさの実用的な計算 ································································································ 14
附属書A(参考)繰返し計算 ································································································· 16
附属書B(参考)管路の内面粗さ(k)の参考値 ········································································ 18
附属書C(参考)整流装置,整流格子 ····················································································· 19
附属書D(参考)参考文献 ···································································································· 29
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 8762-1:2007
(ISO 5167-1:2003)
円形管路の絞り機構による流量測定方法−
第1部:一般原理及び要求事項
Measurement of fluid flow by means of pressure differential devices inserted
in circular cross-section conduits running full−
Part 1: General principles and requirements
序文 この規格は,2003年に第2版として発行されたISO 5167-1,Measurement of fluid flow by means of
pressure differential devices inserted in circular cross-section conduits running full−Part 1: General principles and
requirementsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
JIS Z 8762の規格群は,4部から構成され,円形管路を満たした状態で流れる流体の流量を測るために
使用されるオリフィス板,ノズル及びベンチュリ管の幾何学的条件及び使用方法(取付け,使用状態)に
ついて規定する。さらに,流量計算に必要な事項及びその不確かさについても規定する。
JIS Z 8762の規格群は,差圧変換部全域で亜音速であり,かつ,流体が単一の相である場合にだけ適用
可能であるが,脈動流には適用できない。さらに,これらの絞り機構は,決められた管路径及びレイノル
ズ数の範囲で使用することができる。
JIS Z 8762の規格群は,信頼できる装置を用いて十分な数の実験を行い,不確かさを含めた高品質な測
定に基づいているので,絞り機構の寸法,形状及び使用条件がこの規格群に適合していれば,校正しない
で流量測定ができる。
管路に挿入される装置は,絞り機構という。この絞り機構は圧力取出し口を含む。測定に必要なほかの
測定系及び装置は,二次装置(導圧管,差圧計など)という。
JIS Z 8762の規格群は,絞り機構を規定し,二次装置(1)に関しては必要に応じて規定する。
JIS Z 8762の規格群は,次の4部から構成される。
a) JIS Z 8762-1は,一般的な事項,定義,記号並びに測定方法の原理及びその方法を規定し,関連する
不確かさはJIS Z 8762-2〜4と関連して規定する。
b) JIS Z 8762-2は,オリフィス板について規定し,コーナタップ,D・D/2タップ(2),フランジタップな
どの圧力取出し方法についても規定する。
c) JIS Z 8762-3は,ISA 1932ノズル(3),長円ノズル及びノズル形ベンチュリ管について規定する。
d) JIS Z 8762-4は,円すい形ベンチュリ管(4)について規定する。
安全性については,JIS Z 8762の規格群では扱わない。
安全性については,使用者の責任において適用する安全規則を満たしたシステムとする。
注(1) ISO 2186:2007,Fluid flow in closed conduits−Connections for pressure signal transmissions between
primary and secondary elements
(2) 縮流タップについては規定しない。
2
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) ISAはISOの前身で,International Federation of the National Standardizing Associationsの略である。
(4) 円すい形ベンチュリ管は,ハーシェル形ベンチュリ管ともいう。
1. 適用範囲 この規格は,用語及び記号の定義,並びに閉管路を満たして流れる流体の流量を測定する
ために挿入する絞り機構(オリフィス,ノズル及びベンチュリ管)を用いて,流量を測定する方法及び計
算法について規定する。ここでは,測定に必要な一般条件,設置,及び流量測定の不確かさについて規定
する。また,使用する絞り機構に対する管径及びレイノルズ数の限界については,JIS Z 8762-2〜4に規定
する。
JIS Z 8762の規格群は,差圧変換部全域において亜音速であり,単一の相であることが必要で,脈動流
の測定は取り扱わない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 5167-1:2003,Measurement of fluid flow by means of pressure differential devices inserted in
circular cross-section conduits running full−Part 1: General principles and requirements (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS Z 8762-2 円形管路の絞り機構による流量測定方法−第2部:オリフィス板
備考 ISO 5167-2:2003,Measurement of fluid flow by means of pressure differential devices inserted in
circular cross-section conduits running full−Part 2: Orifice platesが,この規格と一致している。
JIS Z 8762-3 円形管路の絞り機構による流量測定方法−第3部:ノズル及びノズル形ベンチュリ管
備考 ISO 5167-3:2003,Measurement of fluid flow by means of pressure differential devices inserted in
circular cross-section conduits running full−Part 3: Nozzles and Venturi nozzlesが,この規格と一
致している。
JIS Z 8762-4 円形管路の絞り機構による流量測定方法−第4部:円すい形ベンチュリ管
備考 ISO 5167-4:2003,Measurement of fluid flow by means of pressure differential devices inserted in
circular cross-section conduits running full−Part 4: Venturi tubes が,この規格と一致している。
ISO 4006:1991,Measurement of fluid flow in closed conduits−Vocabulary and symbols
3. 定義 この規格で用いる主な用語の定義は,ISO 4006によるほか,次による。
3.1
圧力測定
3.1.1
管壁の圧力取出し口 環状室のスリット又は管路の壁にあけた円形の孔をいい,孔のエッジは管壁
に同一面のもの。
備考 圧力取出し口は多くの場合は円形の孔であるが,場合によっては環状室のスリットである。
3.1.2
管路を流れる流体の静圧(p) 管路の圧力取出し口につながる圧力測定装置で測定される圧力。
備考 JIS Z 8762(規格群)では,絶対圧力をいう。
3.1.3
差圧(Δp) 絞り機構の上流側圧力取出し口と下流側圧力取出し口とにおける静圧の差。ただし,取
3
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
出し口の位置の高さの差によって生じる圧力差はないようにする。
備考 JIS Z 8762(規格群)では,“差圧”は圧力取出し口が規定の位置にあるときに用いる。
3.1.4
圧力比(τ) 上流側絶対圧力(静圧)に対する下流側絶対圧力(静圧)の比。
3.2
絞り機構
3.2.1
オリフィス(スロート) 絞り機構の最小断面。
備考 標準の絞り機構のオリフィスは円形で,管路と同軸である。
3.2.2
オリフィス板 円形の孔のあいた薄い板。
備考 標準オリフィスは,薄い板で鋭いエッジをもっている。これは,板の厚さが測定部の直径に比
べて小さく,また,オリフィスの上流側エッジは鋭く,直角であることによる。
3.2.3
ノズル 円弧状の入口部及びスロートという円筒部をもつ絞り機構。
3.2.4
ノズル形ベンチュリ管 ISA 1932ノズルと呼ばれる収縮部,スロートという円筒部,及び出口円
すい管という拡大管からなる絞り機構。
3.2.5
円すい形ベンチュリ管 入口円筒部,入口円すい管,スロート部,及び出口円すい管からなる絞り
機構。
3.2.6
絞り直径比(β) 絞り機構のオリフィス径又はスロート径と絞り機構の上流側の管路内径との比。
備考 ただし,円すい形ベンチュリ管のように絞り機構の上流側に管路と同一径の円筒部とがあると
きは,スロート部の直径と上流側圧力取出し口を含む面の内径との比。
3.3
流れ
3.3.1
流量(q) オリフィス(スロート)を単位時間当たりに通過する流体の質量又は体積。
3.3.1.1
質量流量(qm) オリフィス(スロート)を単位時間当たりに通過する流体の質量。
3.3.1.2
体積流量(qV) オリフィス(スロート)を単位時間当たりに通過する流体の体積。
備考 体積流量の場合は,測定時の流体の圧力と温度とを表示する。
3.3.2
レイノルズ数(Re) 慣性力と粘性力との比を表す,無次元のパラメータ。
3.3.2.1
Dに関するレイノルズ数(ReD) 上流側管路における慣性力と粘性力との比を表す,無次元のパラ
メータ。
D
μ
q
v
D
V
ReD
1
m
1
1
4
π
=
=
3.3.2.2
dに関するレイノルズ数(Red) 絞り機構のオリフィス又はスロートにおける慣性力と粘性力との
比を表す,無次元のパラメータ。
β
D
d
Re
Re=
3.3.3
アイゼントロピック指数(κ) 可逆的な断熱変化(等エントロピー変化)の状態において,密度の
相対的な変化に対応する,圧力の相対的な変化の比。
備考1. アイゼントロピック指数(κ)は,気体の膨張補正係数(ε)の式の中に現れ,気体の種類,温度及
び圧力によって変わる。
2. これまでは,特に広い範囲の温度及び圧力に対して,κの値が示されていない気体及び蒸気
が多くある。このような場合には,JIS Z 8762の規格群において,この代わりに,理想気体
の定圧比熱の定積比熱に対する比を用いる。
3.3.4
ジュールトムソン係数(μJT) 等エンタルピー状態での,圧力に対する温度の変化率:
(等エンタルピー 温度−圧力係数)
4
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H
p
T
μ
∂
∂
=
JT
又は
p
pT
Z
pC
T
R
μ
∂
∂
=
,
m
2
u
JT
ここに,
T: 絶対温度
p: 管路の流体の絶対圧力
H: エンタルピー
Ru: 気体定数
Cm,p: 定圧のモル比熱
Z: 圧縮係数
備考 ジュールトムソン係数は,気体の性質によって変わり,また,温度,圧力によって変わるが,
計算することができる。
3.3.5
流出係数(C) 非圧縮性流体の流れによって決められる係数をいい,実際の流量と理論流量との比
である。
非圧縮性流体の場合は,次の式で定義する。
1
2
4
m
2
4
1
ρ
π
β
p
d
q
C
∆
−
=
備考1. 非圧縮性流体(液体)による標準の絞り機構の校正は,その絞り機構におけるレイノルズ数
だけに依存する。
Cの数値は異なった装置においても,絞り機構が幾何学的に相似であり,かつ,流れが同
じレイノルズ数であれば,同じである。
JIS Z 8762の規格群で与えられるCの式は,すべて実験的に求められた数値に基づく。
Cの値の不確かさは,適切な実験設備で校正をすることによって小さくすることができる。
2.
4
1
1
β
−
は,近寄り速度係数といい,これと流出係数との積
4
1
1
β
−
C
は,流量係数という。
3.3.6
気体の膨張補正係数(ε) 流体の圧縮性を考慮に入れる係数。
1
2
4
m
2
4
1
ρ
π
β
ε
p
C
d
q
∆
−
=
備考 絞り機構の圧縮性流体(気体)による校正は,次の比がレイノルズ数に依存し,また,圧力比,
アイゼントロピック指数によることを示している。
1
2
4
m
2
4
1
ρ
π
β
p
d
q
∆
−
これらの変化を表すのに用いられている方法は,同一のレイノルズ数で液体によって校正さ
れた絞り機構の流出係数(C)と気体の膨張補正係数(ε)とを乗じたものである。
気体の膨張補正係数(ε)は,流体が非圧縮性(液体)であるときは1.0であり,流体が圧縮性
(気体)であるときは1.0未満である。
5
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この方法は,εが実用的にはレイノルズ数に関係ないことを実験の結果が示しており,圧力
比及びアイゼントロピック指数によることを示しているからである。
JIS Z 8762-2に与えられるオリフィス板のεの値は,実験による。ノズル(JIS Z 8762-3参照)
及びベンチュリ管(JIS Z 8762-4参照)の値は,熱力学的な一般の式を等エントロピー膨張に
適用した。
3.3.7
算術平均粗さ(Ra) 粗さ曲線の中心線からの偏差の絶対値の平均値差。
備考1. 平均線は,それと実際の表面の距離の二乗平均が最小になる線である。実用上,Raは切削表
面を標準の測定器で測定するが,粗い管の内面に対しては推定値を用いる(JIS B 0633参照)。
2. 管に対しては管内面の粗さ(k)を使用する。この値は実験的に決められる(7.1.5参照)又は表
を用いる(附属書B参照)。
4. 記号及び添字
4.1
記号 この規格で用いる記号は,表1による。
表 1 記号
記号
記号の名称
次元(a)
単位
C
流出係数
−
Cm,p
定圧モル比熱
1
1
2
2
−
−
−
mol
T
ML
θ
J/(mol・K)
d
使用状態における絞り孔径
L
m
D
使用状態における絞り機構の上流側管径
又は円すい形ベンチュリ管の上流側円筒部の直径
L
m
H
エンタルピー
1
2
2
−
−mol
T
ML
J/mol
k
管内壁の粗さ
L
m
K
圧力損失係数(動圧
2
2
V
ρ
に対する圧力損失の比)
−
l
絞り機構と圧力取出し口との間の距離
L
m
L
絞り機構と圧力取出し口との間の距離の管径に対する
比
D
l
L=
−
p
流体の静圧(絶対圧力)
2
1
−
−T
ML
Pa
qm
質量流量
1
−
MT
kg/s
qv
体積流量
1
3
−
T
L
m3/s
R
半径
L
m
Ra
算術平均粗さ
L
m
Ru
気体定数
1
1
2
2
−
−
−
mol
T
ML
θ
J/(mol・K)
Re
レイノルズ数
−
ReD
Dに関するレイノルズ数
−
Red
dに関するレイノルズ数
−
t
流体の温度
θ
℃
T
流体の絶対(熱力学的)温度
θ
K
U'
相対不確かさ
−
V
管路内の管軸方向の平均流速
1
−
LT
m/s
Z
圧縮係数
−
β
絞り直径比
D
d
=
β
−
γ
比熱比(b)
−
δ
絶対不確かさ
(c)
(c)
6
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 記号(続き)
記号
記号の名称
次元(a)
単位
Δp
差圧
2
1
−
−T
ML
Pa
Δpc
整流装置の圧力損失
2
1
−
−T
ML
Pa
Δ
絞り機構の圧力損失
2
1
−
−T
ML
Pa
ε
気体の膨張補正係数
−
κ
アイゼントロピック指数(b)
−
λ
摩擦係数
−
μ
流体の粘度
1
1
−
−T
ML
Pa・s
μJT
ジュールトムソン係数
θ
2
1LT
M−
K/Pa
v
流体の動粘度
ρ
μ
=
v
1
2
−
T
L
m2/s
ξ
相対圧力損失(差圧に対する圧力損出の比)
−
ρ
流体の密度
3
−
ML
kg/m3
τ
圧力比
1
2
P
P
=
τ
−
φ
円すい管の角度
rad
注(a) M=質量,L=長さ,T=時間,θ=温度
(b) γは,定積比熱に対する定圧比熱の比を表す。理想気体では,アイゼントロピック指数と同
じである(3.3.3参照)。この値は,気体の性質による。
(c) 次元及び単位の量によって決まる。
4.2
添字 添字は,表2による。
表 2 添字の意味
添字
意味
1
上流側圧力取出し口の軸を含む平面上の値
2
下流側圧力取出し口の軸を含む平面上の値
5. 測定方法の原理及び計算
5.1
測定方法の原理 測定方法の原理は,流体が管路を満たして流れている管路に,絞り機構(オリフ
ィス,ノズル及びベンチュリ管)を挿入することが基本である。挿入された絞り機構の上流側とスロート,
又は下流側に圧力差が発生する。流量は,この圧力差の測定値,流れている流体の性質及び絞り機構が使
われている使用条件から計算することができる。絞り機構は,校正されたものと幾何学的に相似であり,
更に,校正時と同一の条件下で用いられることを前提とする(JIS Z 8762-2,JIS Z 8762-3及びJIS Z 8762-4
参照)。
質量流量は,JIS Z 8762の規格群に規定する不確かさの範囲内で,差圧との間に式(1)の関係があるので
求めることができる。
1
2
4
m
2
4
1
ρ
π
ε
β
p
d
C
q
∆
−
=
························································· (1)
同様に,体積流量は,式(2)によって計算できる。
ρ
m
V
q
q=
·················································································· (2)
ここに, ρ: 体積流量を表す温度,圧力における流体の密度
7
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
絞り機構の絞り直径比の決定方法 実際に式(1)を使って管路に設置する絞り機構の絞り直径比を決
めるときに,一般的には(C)及び(ε)は決まっていない。次の事項は,事前に決められている必要がある。
− 使用する絞り機構の種類
− 流量とそれに対応する差圧の大きさ
この差圧(Δp)と質量流量(qm)とを式(1)に代入し,置き換えると,
1
2
m
4
2
2
4
1
ρ
π
β
εβ
p
D
q
C
∆
=
−
上記によって,絞り直径比は繰返し計算によって求めることができる(附属書A参照)。
5.3
流量の計算 流量の計算は,数学的なプロセスで,式(1)の右辺の各項を数値に置き換えればよい。
ベンチュリ管の場合を除き,Cの値はRe によって変化し,また,レイノルズ数はqmに依存する。この
ような場合に最終的な,Cの値及びqmの値は繰返し計算によって得られる。附属書Aに示す最初の数値
の決定,及び繰返し計算の方法を参照する。
上記に規定する,絞り孔径(d)及び管路径(D)は使用状態における値である。これ以外の条件下での測定
値は,測定時の温度,圧力による膨張及び収縮の補正が必要である。
使用状態における流体の密度及び粘度を知る必要がある。また,圧縮性流体の場合には,使用状態にお
ける流体のアイゼントロピック指数を知る必要がある。
5.4
密度,圧力及び温度の決定
5.4.1
一般 流体の密度,静圧及び温度の決定は,次のいずれかの方法でもよい。ただし,測定面におい
て流れの分布に影響しないような方法でなくてはならない。
5.4.2
密度 上流側圧力取出し口位置の流体の密度を知らなくてはならない。直接測定するか,又は絶対
静圧,絶対温度及び流体の組成から適切な方程式によって求めてもよい。
5.4.3
静圧 流体の静圧は,個々の管壁の圧力取出し口又は数個の圧力取出し口をまとめるか,若しくは
絞り機構の圧力取出し平面で,環状室が差圧測定に許される場合はそれによって測定する(JIS Z 8762-2
の5.2,JIS Z 8762-3の5.1.5,5.2.5,5.3.3及びJIS Z 8762-4の5.4を参照)。
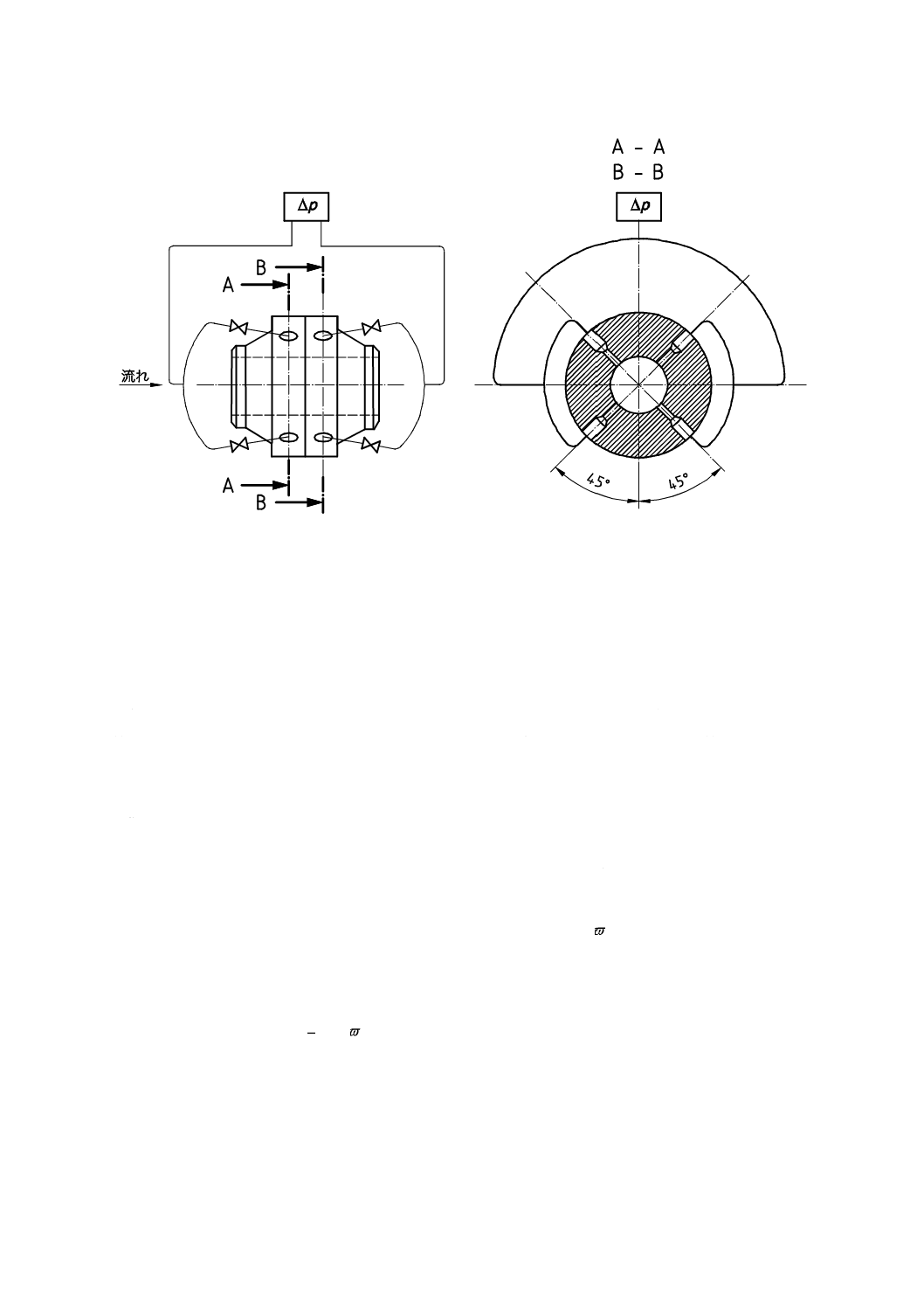
絞り機構の上流側,下流側,又はスロートの4個の圧力取出し口を接続するには,図1による接続を用
いるのが最適である。“トリプルT”接続は,ベンチュリ管に用いられることもある。
静圧測定用の圧力取出し口は,差圧測定用の圧力取出し口と分離すべきであるが,差圧測定に影響しな
いことが明らかな場合,分離しなくてもよい。
8
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
上流側:断面A-A
下流側:断面B-B
図 1 “トリプルT”接続
5.4.4
温度
5.4.4.1
流体の温度は,絞り機構の下流側で測定するのが望ましい。温度測定には,特別の注意が必要で
ある。温度計のポケット又はウエルは,できるだけ小さいことが望ましい。温度計が絞り機構の下流側に
取り付けられているときは,その間隔は少なくても5 D(気体の場合は最大15 D)必要である[ベンチュ
リ管の場合は,この距離(5 D)はスロートの圧力取出し口を含む平面から測定し,拡大管の出口から少な
くても2 D下流でなくてはならない。]。ポケットが上流側に置かれる場合は,絞り機構の種類によってJIS
Z 8762-2,JIS Z 8762-3又はJIS Z 8762-4の規定に従った値でなくてはならない。
JIS Z 8762の規格群の適用範囲内では,上流側及び下流側の流体の温度は,絞り機構の位置の流体の温
度と同じであることを前提としている。しかし,流体が理想気体でない場合,高い精度を必要とする場合,
又は,上流側の圧力取出し口の位置と温度計の位置との間に大きい圧力降下がある場合には,下流側の温
度から上流側の温度を,二点の間(絞り機構から5 Dと15 Dとの間の距離)で等エンタルピー変化すると
仮定して,計算しなくてはならない。計算を行ううえで,圧力損失(
Δ
)は絞り機構の種類に従って,
JIS Z 8762-2の5.4(圧力損失),JIS Z 8762-3の5.1.8,5.2.8,5.3.6及びJIS Z 8762-4の5.9によって計算
する。上流側の圧力取出し口と,下流の温度測定位置との間の温度降下(ΔT)は,3.3.4で規定するジュー
ルトムソン係数(μJT)によって求められる。
∆
=
∆
JT
μ
T
備考1. 実験結果(参考文献[1]参照)は,この方法がオリフィス板に対して有効であることを示して
いる。他の絞り機構に対して正しいことをチェックする必要がある。
2. 上流側圧力取出し位置と下流側温度測定位置との間で,等エンタルピー変化を仮定している
が,これは上流側圧力測定位置とスロート又は縮流位置との間で等エントロピー膨張を仮定
することと矛盾しない。
9
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 管路中の気体の温度測定で流速が約50 m/sを超えるような場合には,温度回復係数に関係す
る不確かさが加わる。
5.4.4.2
絞り機構の温度及び絞り機構の上流側の流体温度は,同じであるとみなす(7.1.7参照)。
6. 測定に関する一般的事項
6.1
絞り機構
6.1.1
絞り機構は,JIS Z 8762の規格群の該当する条項に従って製作,設置及び使用される必要がある。
絞り機構の製作精度及び使用条件が,JIS Z 8762の規格群の規定する条項の適用範囲外の場合には,絞
り機構を実際の使用条件下で校正する必要がある。
6.1.2 JIS Z 8762の規格群で規定する条項を満足するためには,定期的に絞り機構を検査する必要がある。
見掛け上きれいな流体でも,絞り機構の表面にたい(堆)積物又は付着物を生じる場合がある。
この場合,流出係数が変化し,JIS Z 8762の規格群で規定する不確かさを満足しないことがある。
6.1.3
絞り機構は,線膨張係数が分かっている材料で製作しなくてはならない。
6.2
流体の性質
6.2.1
流体は圧縮性又は非圧縮性のいずれかである。
6.2.2
流体は物理的,熱的に均質であり,単一の相であることが必要である。高い分散率のコロイド溶液
(ミルクのような),及びこれらの溶液だけは,単一の相の挙動をすると考えられる。
6.3
流れの状態
6.3.1
JIS Z 8762の規格群は,脈動流に適用できない。これはISO/TR 3313の対象である。流量は一定,
又は実用上,時間的にわずかに,しかもゆっくりと変化するものとする。
流れは,次の条件下では,脈動流(参考文献[2]参照)ではないとする。
10
.0
Δ
Δrms≦
p
p′
ここに,
p
∆: 差圧の時間平均
p′
∆: 差圧の変動成分
rms
p′
∆
:
p′
∆の二乗平均値
rms
p′
∆
は,応答の速い差圧センサで正確に測定できる。さらに,二次変換器全体は,ISO/TR 3313に規
定する勧告に従う必要がある。しかし,通常は,この条件を満足しているかどうかのチェックは,必要で
はない。
6.3.2
JIS Z 8762の規格群の条項で規定する不確かさは,絞り機構において相の変化がないときに適用可
能である。絞り機構の孔又はスロートが大きくなると,差圧が小さくなり,相の変化を防げる。液体に対
しては,スロートの圧力が液体の飽和蒸気圧より低くなってはならない(キャビテーションが生じるため)。
気体に対しては,その温度が露点の付近にあるときは,スロートの位置の温度を計算しておけばよい。ス
ロートの温度は,上流側の状態から等エントロピー膨張を仮定して計算することができる(上流側の温度
は,5.4.4.1に示す式によって計算する必要がある。)。スロート内の温度及び圧力は,流体が単一の相であ
る領域でなくてはならない。
6.3.3
流体が気体であるときは,3.1.4に定義する圧力比が0.75以上でなくてはならない。
7. 取付けに必要な事項
7.1
一般事項
10
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1.1
この測定方法は,円形断面の管路を流れる流体だけに適用する。
7.1.2
測定部において流体は,管路を満たしていなくてはならない。
7.1.3
絞り機構は,一定の管路径をもつ円筒形の管路の直管部の間に挿入されなくてはならない。この直
管部は,JIS Z 8762-2,JIS Z 8762-3又はJIS Z 8762-4の6.(取付けに必要な事項)に規定する必要直管長
さを満足し,ここに規定する以外の障害物又は継手がないことが必要である。
管路は全長にわたって直線からの偏差が0.4 %を超えない場合直管とみなす。通常は,目視検査で十分
である。絞り機構の上流側及び下流側にフランジの接続が許される。フランジは管路が直線から0.4 %を
超える偏差がないように調整されなくてはならない。上記の規定を満足する必要な直管路の最小長さは,
それぞれの設置,絞り機構の種類及び仕様並びに継手の種類によって異なる。
7.1.4
管路は必要な最小長さにわたって円形でなくてはならない。断面は目視による検査で円形であれば
よい。管の外形の円形の度合は判断の目安となる。絞り機構の近く(2 D)では,絞り機構の種類によって
特別の注意が必要である。
シーム管は,使用する絞り機構の必要な直管長さ全域にわたって,内部の溶接ビードが管軸に平行であ
るとして使用される。どの溶接ビードの高さも直径の許される段差を超えてはならない。環状室を用いる
のでなければ,その溶接ビードが絞り機構用に使用される個々の圧力取出し管の中心に対して±30°の領
域にあってはならない。環状室を用いるときは,溶接ビードの位置は問題ではない。
スパイラル状にきずのある管を使うときは,滑らかな孔になるように切削が必要である。
7.1.5
管の内面は常に清潔でなくてはならない。管内面からはがれた汚物は取り除かなくてはならない。
金属管のきず,例えば,金属片などは取り除く必要がある。
管の内面の粗さの限界は,絞り機構の種類によって異なる。断面の粗さの算術平均からの偏差(Ra)に
は限界がある[JIS Z 8762-2の5.3.1(使用可能範囲),JIS Z 8762-3の5.1.2.9,5.1.6.1,5.2.2.6,5.2.6.1,5.3.1.9
及び5.3.4.1並びにJIS Z 8762-4の5.2.7〜5.2.10及び6.4.2参照]。管内面の粗さは,管内径を測定した軸と
ほぼ同一の軸で測定する。少なくとも4か所の測定が必要である。Raの測定には,カットオフ値が0.75 mm
以上で,Raを測定するのに十分な測定レンジをもつエレクトロニック平均値形の表面粗さ計を使用する。
粗さは6.1.2のように経年変化するので,洗浄又はRaの確認の測定を行う周期を決めなくてはならない。
Raのおおよその値は,k/πと仮定して得られる。ここで,kはムーデイ線図から得られる等価粗さであ
る(参考文献[3]参照)。kの値はサンプルの管路の圧力損失から,コールブルック・ホワイトの式(7.4.1.5
参照)を用いて摩擦係数の測定値から求める。いろいろな材料のkのおおよその値を,参考文献及び附属
書B表1に示す。
7.1.6
管路には,固形物,混入粒子を除くためにドレンホール又はベントホールを付けてもよい。しかし,
流量測定においては,それらのホールへの流体の流れがあってはならない。
ドレンホール及びベントホールは,絞り機構の近くに設けてはならない。これに適合していないときは,
これらのホールの直径は0.08 D未満で,これらのホールと同じ側の圧力取出し口は少なくとも0.5 Dを超
える距離が必要である。圧力取出し口の孔の中心と,ホールの中心とは管の軸に対して少なくとも30°の
角度をもっていなくてはならない。
7.1.7
外気温度と流体の温度とが著しく違うときには,測定結果に大きく影響するので,流量計の保温が
必要である。このことは,流体の密度が温度によって大きく変化するような臨界温度に近いときに特に著
しい。これは低流量域で特に重要で,熱伝達が温度分布の形状を変化させ,例えば,温度層が上部から底
部へ層状になるような場合に重要である。このような状況では,流量計の上流側から下流側にかけて平均
温度が変化する。
11
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
上流側及び下流側の必要最小直管長さ
7.2.1
絞り機構は,上流側の流れの状態に旋回流がなく十分に発達した管路内に取り付ける。この要件に
満足する条件を7.3に規定する。
7.2.2
必要な上流側及び下流側直管長さは,様々な継手と絞り機構との間の直管長さで,絞り機構の種類
による。JIS Z 8762-2,JIS Z 8762-3及びJIS Z 8762-4の6.(取付けに必要な事項)に規定するような一般
的な継手に対しては,必要最小長さの直管を使用すべきである。しかし,7.4 に規定する整流装置を用い
ると,より短い直管で十分である。このような整流装置は,上流側に必要最小直管長さが設けられないと
きに,目的の不確かさの値を得るために絞り機構の上流側に挿入する。
7.3
絞り機構取付け位置での流れの状態に必要な一般的事項
7.3.1
要求 JIS Z 8762-2,JIS Z 8762-3及びJIS Z 8762-4の6.(取付けに必要な事項)に規定されている
条件が満足されないとしても,絞り機構での流れの状態が,旋回流がなく発達した流れ(7.3.2及び7.3.3
に規定)であることが測定全般のレイノルズ数範囲で確認されるならば,JIS Z 8762の規格群を適用する
ことができる。
7.3.2
旋回流なしの条件 旋回流なしの条件とは,管路断面内のすべての点における旋回角が2°未満の
ことである。
7.3.3
満足な流れの条件 管の断面上の各点での軸方向速度と,その断面での最大軸方向速度との比が,
類似の管の非常に長い直管長さ(100 D以上)の後の断面での同じ半径位置における旋回がない流れで得
られる値と,5 %の範囲で一致する。
7.4
整流装置(附属書C参照)
7.4.1
適合試験
7.4.1.1
7.4.1.2〜7.4.1.6の適合試験に合格した整流装置は,試験に用いたものと同じ形の絞り機構で,絞
り直径比が0.67までのものに対して,上流側の継手の種類を問わず使用することができる。整流装置と絞
り機構との間の長さが7.4.1.6を満足し,上流側の継手と整流装置との間の長さが使用する絞り機構に対す
る要件,及び下流側の直管長さ(JIS Z 8762-2の表3の14欄,JIS Z 8762-3の表3の12欄,又はJIS Z 8762-4
の表1の中の文)を満足するならば,取付けによる流出係数の不確かさを付加する必要はない。
7.4.1.2
絞り直径比が0.67の絞り機構を使用し整流装置を次のような条件で取り付けたときに,十分に長
い直管の場合に比べて整流装置を用いたときは,流出係数の変化は0.23 %より小さくならなければならな
い。
a) 良好な流れの状態。
b) 50 %閉めたゲート弁(又は,D形状のオリフィス)の下流。
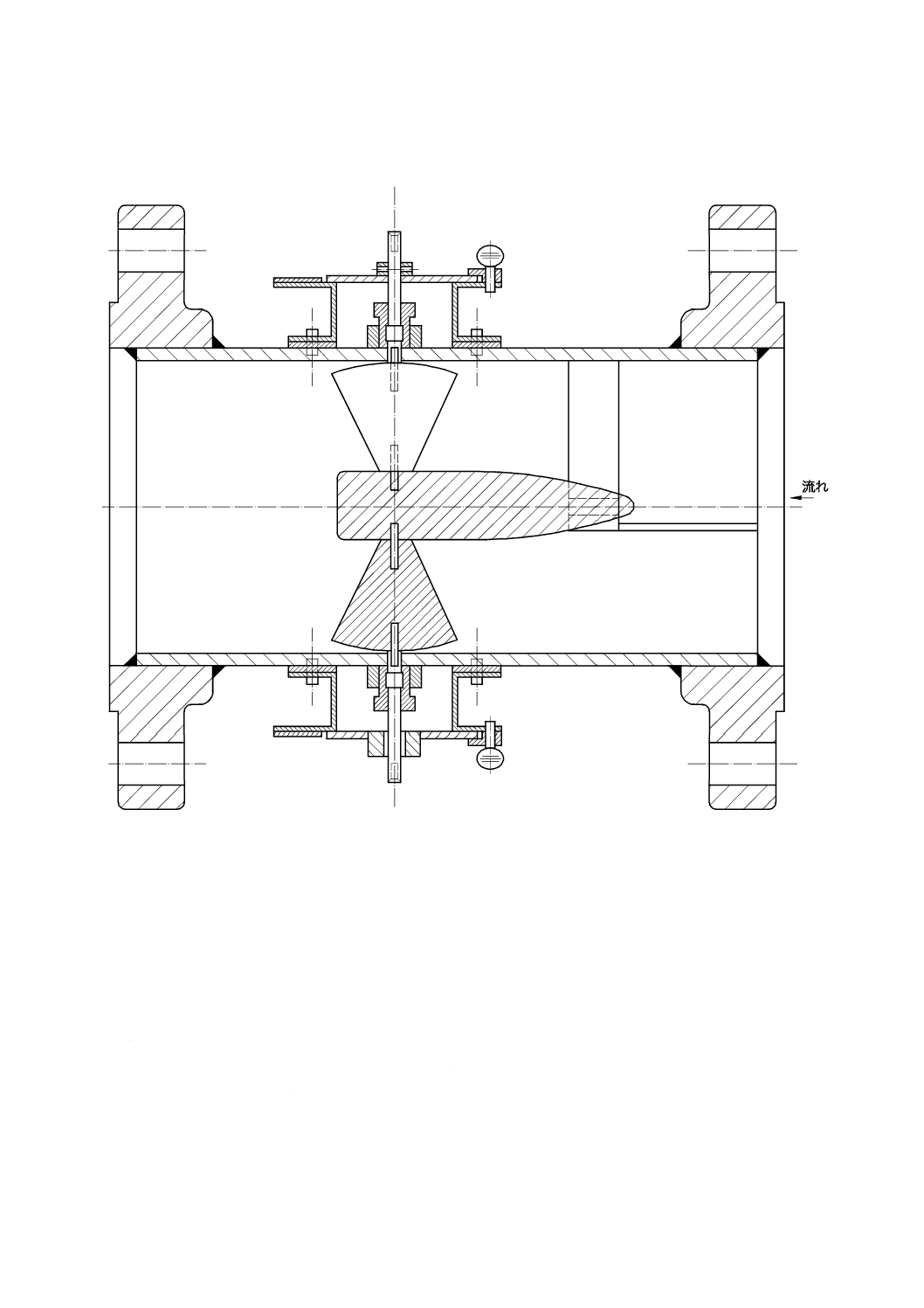
c) 強い旋回流を発生する装置の下流(この装置は18 D下流で24°の旋回角をもち,30 Dの下流でも20°
の旋回角をもっている。)。旋回流は,旋回流発生装置などで発生される。一つの例として,特許を取
っていないシェブロンスワーラを図2に示す。
b)及びc)の継手の上流側は,b)又はc)に示す継手によって絞り機構が影響を受けないような十分に
長い直管が置かれていなければならない。
備考 これらの試験は,整流装置の次の効果を確認するのに必要である。
− 良好な流れの状態を乱さない。
− 強い非軸対称流に効果がある。
− ヘッダの下流に見られるような強い旋回流に効果がある。
この試験は,流量測定を半開のゲート弁の下流側で行うことを意味しているわけではない。流量の
12
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
調整は,絞り機構の下流側で行うことが望ましい。この試験の情報は,シェブロンスワーラの資料に
よる(参考文献[4],[5]参照)。
図 2 シェブロンスワーラ
7.4.1.3
絞り直径比が0.4の絞り機構を使って,整流装置を7.4.1.2のc)に規定の継手の下流側に取り付け
たときの流出係数の変化は,長い直管の場合に対して0.23 %より小さくなければならない。
備考 この試験は,整流装置の下流側にまだ旋回流が残った場合も含んでいる。旋回流が流出係数に
与える影響は,β=0.4のときの方がβ=0.67のときより大きい場合もある。
7.4.1.4 試験設備及び絞り機構の両者を承認するには,長い直管で測定したときの絞り機構の流出係数が,
次に示す絞り機構の流出係数式の不確かさの限界内でなければならない。
JIS Z 8762-2の5.3.2.1及び5.3.3.1 オリフィス
JIS Z 8762-3の5.1.6.2及び5.1.7.1 ISA 1932ノズル
JIS Z 8762-3の5.2.6.2及び5.2.7.1 長円ノズル
JIS Z 8762-3の5.3.4.2及び5.3.5.1 ノズル形ベンチュリ管
JIS Z 8762-4の5.5.2及び5.7.1
鋳放しノズル形ベンチュリ管
13
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8762-4の5.5.3及び5.7.2
旋削入口円すい管付きノズル形ベンチュリ管
JIS Z 8762-4の5.5.4及び5.7.3
板金溶接入口円すい管付きベンチュリ管
これらの試験で,試験設備は最初に旋回流を除去し,十分に長い上流側直管を設ける。
オリフィス板に対しては70 Dで十分である。
7.4.1.5
整流装置がどのレイノルズ数でも機能することが認められるためには,整流装置が7.4.1.2及び
7.4.1.3を一つのレイノルズ数で満足するだけでなく,7.4.1.2のa),b)又はc)を,2番目のレイノルズ数で
満足していることを確かめなければならない。この二つのレイノルズ数Relow及びRehighが,次の基準を満
足しなければならない。
6
high
6
low
4
10
10
10
≧
及び
≦
≦
Re
Re
かつ,
(
)(
)
6
003
.0
high
low
≧
Re
Re
λ
λ
−
ここに, λ: 管路の摩擦係数(参考文献[3]参照)で,ムーデイ線図から読み
取るか,又は次のコールブルック・ホワイトの式から求める。
+
−
=
λ
λ
D
Re
D
k
7.
18
2
log
2
74
.1
1
10
ここに,kはπRaとする。
整流装置がReD>3×106の範囲で適用可能なら,7.4.1.2の試験をReDが3×106より大きい範囲で一つの
値において行えばよい。
整流装置をいかなる大きさの管路にも使用するならば,一つのサイズの管路で,7.4.1.2及び7.4.1.3を満
足するだけでなく,他の管路で7.4.1.2のa),b)又はc)を満足しなければならない。二つの管路の管路径が
Dsmall及びDlargeであれば,次の基準を満足しなければならない。
Dsmall≦110 mm(公称値4in) 及び Dlarge≧190 mm(公称値8in)
備考1. 摩擦係数に関する要件は,オリフィス板において,流速分布による流出係数の変化が取付け
に伴う流出係数の変化の最大許容量の2倍になるように決めた。
参考文献[6]と[7]とから,摩擦係数が流出係数に与える影響度を,次の式に示す。
λ
β∆
=
∆
5.3
134
.3
C
Cを0.6として,また β≧0.67とし,Cに要求される最小の変化を(1.26 β−0.384)%とす
ると摩擦係数の変化は,次の式によって与えられる。
5.3
735
000
.0
41
002
.0
Δ
β
β
λ
−
≧
2. ノズルにおいては,ΔλのCに対する影響はオリフィスの場合と異なっているが,適合試験の
ときに要求されるレイノルズ数は適用できる。JIS Z 8762-2又はJIS Z 8762-3では,ノズル
及びベンチュリ管に対して狭いレイノルズ数の範囲だけで許されている。したがって,一つ
のレイノルズ数での適合試験に合格していれば,整流装置として十分である。
7.4.1.6
試験のときの整流装置と絞り機構との距離,及び整流装置と上流側の継手との距離は,流量計を
使うときに許容する距離を決める。この距離は,管路径の倍数として表す。
7.4.1.7
整流装置の適合試験において,βの値が0.67より大きいところまで必要な場合,7.4.1.2〜7.4.1.5
の規定を最初に満足しなくてはならない。そして,7.4.1.2,7.4.1.4及び7.4.1.5に規定されている試験を,
14
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
整流装置が使われる最大のβ,βmaxを超えて試験しなくてはならない。流出係数に許される変化は,(0.63
βmax−0.192)%までの増加が許される。
7.4.1.5 の場合は,
(
)(
)
5.3max
max
high
low
735
000
.0
41
002
.0
β
β
λ
λ
−
−
≧
Re
Re
整流装置がこの適合試験をすべて満足すれば,この整流装置はβ≦βmaxの範囲で適合試験に合格したこ
とになる。整流装置と絞り機構,及び整流装置と上流側の継手との距離は,7.4.1.6 によって決められる。
7.4.2
個別の試験 上流側の継手の下流側に整流装置を取り付ける適合試験を実施しなければ,個別の試
験が必要になる。その取り付けた試験において,完全に発達した流れの場合の流出係数からの偏差が
0.23 %未満であれば十分である。この偏差は,0.67<β≦0.75の場合は(0.63 β−0.192)%までの増加が許
される(又は,ノズルの場合は0.67<β≦0.8,ベンチュリ管の場合は0.67<β≦0.775)。この状況では,取
付けによる流出係数の不確かさの増加は考えなくてもよい。
8. 流量測定の不確かさ
備考 流量測定の不確かさの計算については,より総合的な情報と例とがISO 5168に規定されている。
8.1
不確かさの定義
8.1.1
JIS Z 8762の規格群において,不確かさは,正当な測定量に帰す値の分布の約95 %を含む区間と
定義する。
8.1.2
流量測定の不確かさは,JIS Z 8762の規格群の該当する部分を用いて計算したものをいう。
8.1.3
不確かさは絶対値,又は相対値で表し,流量測定の結果は,次のいずれかの形式によって与えられ
る。
− 流量=q±δq
− 流量=q (1±U'q)
− 流量=q (100U'q) %以内
ここで,不確かさ(δq)はqと同じ次元をもつが,U'q=δq/qは無次元である。
8.1.4
不確かさは,使用者の測定に関連する部分とJIS Z 8762の規格群の関連する部分になる。
後者の不確かさは流出係数及び膨張補正係数で,使用者が求められない量であり,最小値が示されてい
る。これらは装置の幾何学的なわずかな違いが許されており,これらの値が求められた段階で各種の値が
理想的な値ではなく不確かさを含んでいるために生じてくる。
8.2
不確かさの実用的な計算
8.2.1
不確かさの成分 式(1)から質量流量(qm)は,次の式によって与えられる。
4
1
2
m
1
2
4
β
ρ
π
ε
−
∆
=
p
d
C
q
事実,この式の右辺に現れる多くの量は独立ではない。したがって,qmの不確かさを,これらの量の不
確かさから直接に計算するのは正確ではない。
例えば,Cはd,D,V1,ν1及びρ1 の関数であり,εはd,D,Δp,p1及びκ の関数である。
8.2.1.1
しかし,実用的には通常,C,ε,d,Δp及びρ1 は互いに独立であると考えて差し支えない。
8.2.1.2 δqmの一つの実用的な式は,C がd及びDに相互依存しないと考え,その影響をβへの依存に含
ませる。また,Cはレイノルズ数(ReD)の関数であるが,その変化は二次的であり,Cの不確かさに含ま
15
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
せる。
同様に,β,圧力比及びアイゼントロピック指数の値の不確かさによるεの値の偏差は,二次的な大きさ
であり,εの不確かさに含ませる。相関的な影響は無視できると考えられる。
8.2.1.3
以上からδqmの実用的な式に含まれる不確かさは C,ε,d,D,Δp及びρ1の不確かさである。
8.2.2
実用的な式
8.2.2.1
質量流量に対して実用的な不確かさ(δqm)を表す式は,次の式(3)である。
2
1
1
2
2
2
4
2
2
4
4
2
2
m
m
4
1
4
1
1
2
1
2
+
∆∆
+
−
+
−
+
+
=
ρ
δρ
δ
δ
β
δ
β
β
ε
δε
δ
δ
p
p
d
d
D
D
C
C
q
q
······ (3)
式(3)において,ある量,例えば,流出係数及び膨張補正係数は,8.2.2.2及び8.2.2.3に与えられているが,
その他は使用者が決定しなくてはならない(8.2.2.4及び8.2.2.5 参照)。
8.2.2.2
式(3)において,δC/C 及び δε/ε は,JIS Z 8762の規格群の該当する部分から求めなければならな
い。
8.2.2.3
直管長さが 0.5 %の付加不確かさを必要とする場合には,この不確かさは,JIS Z 8762-2,JIS Z
8762-3及びJIS Z 8762-4の6.2.4の規定による必要事項に加えて,算術的に付加しなくてはならない。式(3)
の中のように二乗して平方根の中に加えてはならない。他の不確かさ(JIS Z 8762-2の6.4.4及び6.5.3並
びにJIS Z 8762-3の6.4.4参照)も同様である。
8.2.2.4
式(3)において,δD/D及びδd/dの最大値は,JIS Z 8762-2の6.4.1,JIS Z 8762-3の6.4.1,JIS Z 8762-4
の5.2.2,及び,JIS Z 8762-2の5.1.8,JIS Z 8762-3の5.1.2.5,5.2.2.3,5.3.1.6並びにJIS Z 8762-4の5.2.4 に
規定する事項からそれぞれ得られるが,使用者が求めた値を用いてもよい(δD/D,δd/dの最大値はそれぞ
れ0.4 %,0.1 %を超えてはならない。)。
8.2.2.5 δΔp/Δp及びδρ1/ρ1の値は,使用者が決めなければならない。それはJIS Z 8762の規格群の該当す
る箇所にはΔp及びρ1の測定法の詳細は規定されていないためである。測定におけるこの二つの量の不確
かさは製造業者が表示する計測器のフルスケールに対する不確かさを含む。フルスケールより小さい数値
に対する不確かさは,相対的な不確かさを増加させる。
8.2.2.6 qmに対する全体の不確かさを95 %の信頼限界で示すには,使用者が決める不確かさを,おおよ
そ95 %の信頼限界で決める必要がある。
16
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)繰返し計算
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
繰返し計算法は,直接計算法で解けない問題に適用する(本体5.3参照)。
オリフィス板を例にとると,次の計算にはいつも繰返し計算法が必要になる。
− 与えられた μ1,ρ1,D,Δp及びdからqmを求める。
− 与えられた μ1,ρ1,D,Δp及びqmからオリフィス径d及びβを求める。
− 与えられた μ1,ρ1,D,d及びqmから差圧Δpを求める。
− 与えられた μ1,ρ1,β,Δp及びqmからD及びdを求める。
基本的な流量式(1)において既知の値を一つにまとめ,
(
)(
)5.0
1
5.0
4
2
m
Δ
2
1
4
ρ
β
π
ε
p
d
C
q
−
−
=
未知の値を一つにまとめるのが基本である。
既知のグループは(附属書A表1において“An”と示す。)この問題の“不変量”である。
最初の仮定値X1を未知量に代入すると,既知量との間にδ1の違いが生じる。次の仮定値X2は,繰返し
計算のδ2を求めるのに用いられる。
X1,X2,δ1及びδ2は,線形の算法によってX3,…Xn及びδ3,…δnを計算するのに用いられ,|δn|が規
定の値より小さくなるか,決められた精度で相続く二つのX又はδが等しくなるまで続けられる。
直線近似の計算で収れん(斂)が速やかな例は,次の計算方法である。
2
1
2
1
1
1
−
−
−
−
−
−
−
−
−
=
n
n
n
n
n
n
n
X
X
X
X
δ
δ
δ
計算をプログラムが可能な電卓で行えば,この規格の応用計算の場合には,直線近似による繰返し計算
の結果,計算値の減少はわずかである。
d,D及びβの値が計算式に入れられるときは,作動状態の値であることを注意しなくてはならない。
オリフィス板では,板と管路とが異なる材質であると,βの温度による変化が無視できないほど大きい。
附属書A表1に繰返し計算の全体の形を示す。
17
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A表 1 繰返し計算の全体の形
分類
q=
d=
Δp=
D=
与えられた値
μ1,ρ1,D,d,Δp
μ 1,ρ1,D,qm,Δp
μ 1,ρ 1,D,d,qm
μ 1,ρ 1,β,qm,Δp
求める値
qm及びqv
d及びβ
Δp
D及びd
不変量An
4
1
1
2
1
1
2
A
β
μ
ρ
ε
−
∆
D
p
d
=
()
1
1
2
2
A
ρ
μ
p
D
D
Re
∆
=
2
2
m
1
4
3
1
8
A
−
d
C
q
π
ρ
β
=
4
2
1
1
2
4
1
2
4
A
β
πμ
ρ
εβ
−
∆p
qm
=
繰返し計算
1
A
=
C
ReD
2
4
2
A
1
=
β
εβ
−
C
3
2
A
=
−
∆
ε
p
4
2
A
=
C
ReD
判定式に使うXの計算
X1=ReD=CA1
ε
β
β
C
X
2
4
2
2
A
1
=
=
−
3
2
3
A
−
∆
ε
=
=p
X
4
4
A
C
Re
X
D=
=
繰返し計算の収れんの判定
n
C
X
−
×
−
10
1
A
A
1
1
1
<
n
C
X
−
×
−
10
1
A
A
2
2
2
<
ε
n
X
−
−
×
−
10
1
A
A
3
2
3
3
<
ε
n
C
X
−
×
−
10
1
A
A
4
2
4
4
<
初期値の設定
C=C∝
C=0.606(オリフィス板),
C=1(他の絞り機構)
ε=0.97(又は 1)
ε=1
C=C∝
D=∝
結果
1
1
m
4
DX
q
μ
π
=
1
m
ρ
q
qv=
25
.0
22
22
1
+X
D
D
d=
D
d
=
β
Δp=X3
流体が液体の場合は繰返し計算は
不要
4
1
m
4
X
q
Dπμ
=
d=β D
1
7
Z
8
7
6
2
-1
:
2
0
0
7
(I
S
O
5
1
6
7
-1
:
2
0
0
3
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)管路の内面粗さ(k)の参考値
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
附属書B表 1 管路の内面粗さ(k)の参考値
単位 mm
材質
管内壁の状態
k
Ra
黄銅,銅,アルミニウム,
プラスチック,ガラス
付着物がなく滑らか
< 0.03
< 0.01
鋼
新しいステンレス
< 0.03
< 0.01
新しい継ぎ目なしの冷間引抜き
< 0.03
< 0.01
新しい継ぎ目なしの熱間引抜き
新しい継ぎ目なしの圧延
新しい継ぎ目なしの溶接
≦ 0.10
≦ 0.03
新しいスパイラル溶接
0.10
0.03
わずかのさび
0.10〜0.20
0.03〜0.06
さび
0.20〜0.30
0.06〜0.10
あか
0.50〜2
0.15〜0.6
甚だしいあか
> 2
> 0.6
れき青質塗料(新しいもの)
0.03〜0.05
0.01〜0.015
れき青質塗料
0.10〜0.20
0.03〜0.06
亜鉛メッキ
0.13
0.04
鋳鉄
新しいもの
0.25
0.08
さび
1.0〜1.5
0.3〜0.5
あか
> 1.5
> 0.5
れき青質(新しいもの)
0.03〜0.05
0.01〜0.015
アスベストセメント
絶縁性及び非絶縁性塗料(新しいもの)
< 0.03
< 0.01
非絶縁性塗料
0.05
0.015
備考 Ra=πk
19
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)整流装置,整流格子
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
C.1 一般 整流装置は,真の整流装置と整流格子とに分けられる。JIS Z 8762の規格群の,この附属書以
外では,“整流装置”を両者の意味に使用している。
この附属書の内容は,整流装置及び整流格子が,本体の7.4.1に規定する特定の絞り機構について,特定
の場所に置かれたという条件の,適合試験に合格していることを含まない。そのような装置に関しては,
JIS Z 8762の規格群のそれぞれの箇所に規定している。
ここで記載する整流装置及び整流格子は,他の設計による装置で,直管における流出係数と比較して偏
差が小さい整流装置の使用を制限するものではない。
商業的に入手できる製品を,整流装置及び整流格子の例としてこの参考に記載している(C.2.2及びC.3.2
参照)。この情報は使用者の便宜のためで,JIS Z 8762の規格群がこれらの製品を推奨したり制定するもの
ではない。
C.2 整流格子
C.2.1 一般的事項 整流格子は旋回流を除く,又は減少させる装置であるが,同時に本体の7.3.3に規定
するような,流れの条件を作り出す装置ではない。
整流格子の例としては,細管を束ねた整流格子,AMCA整流格子及びエトワール形整流格子がある。
C.2.2 実例
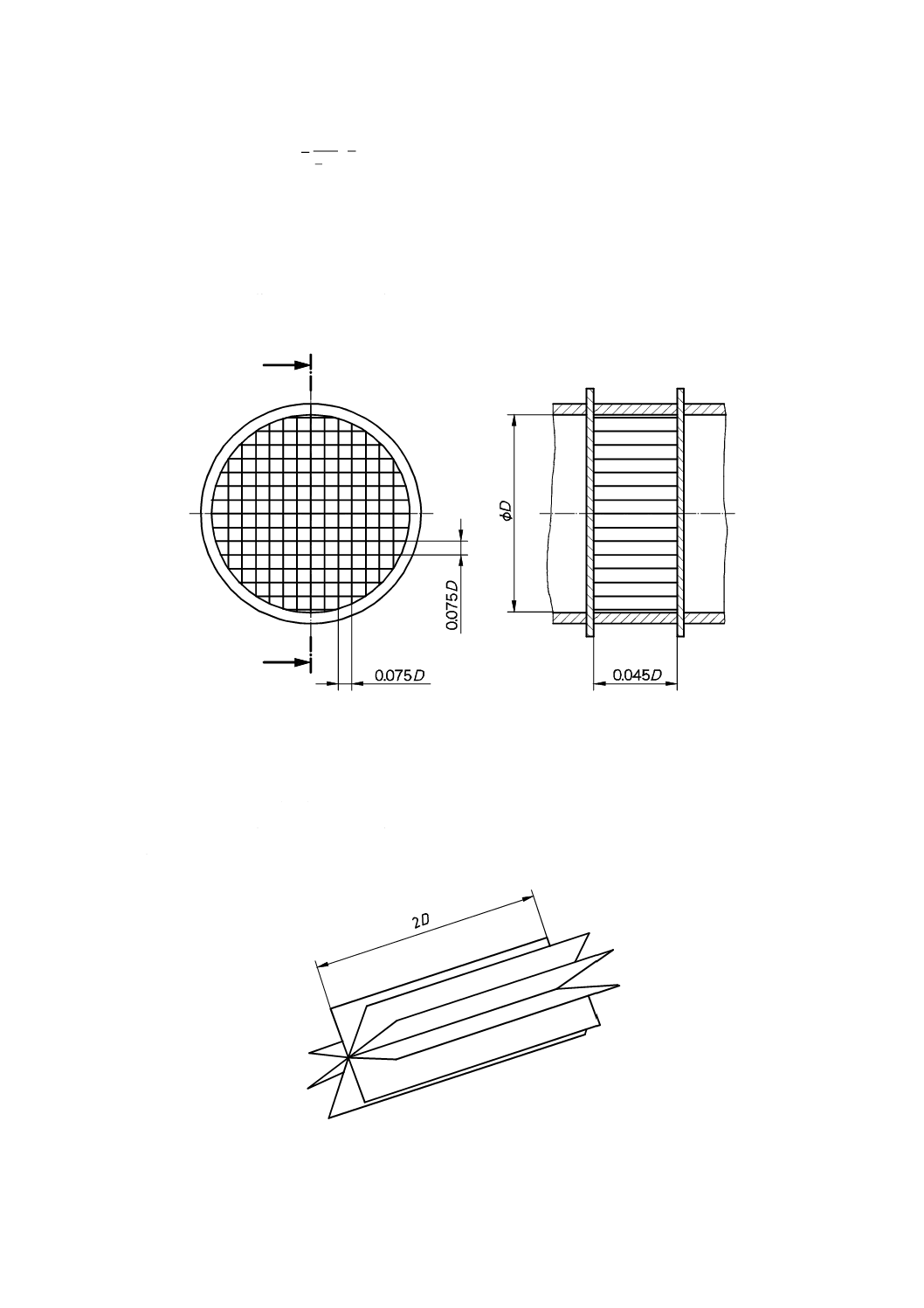
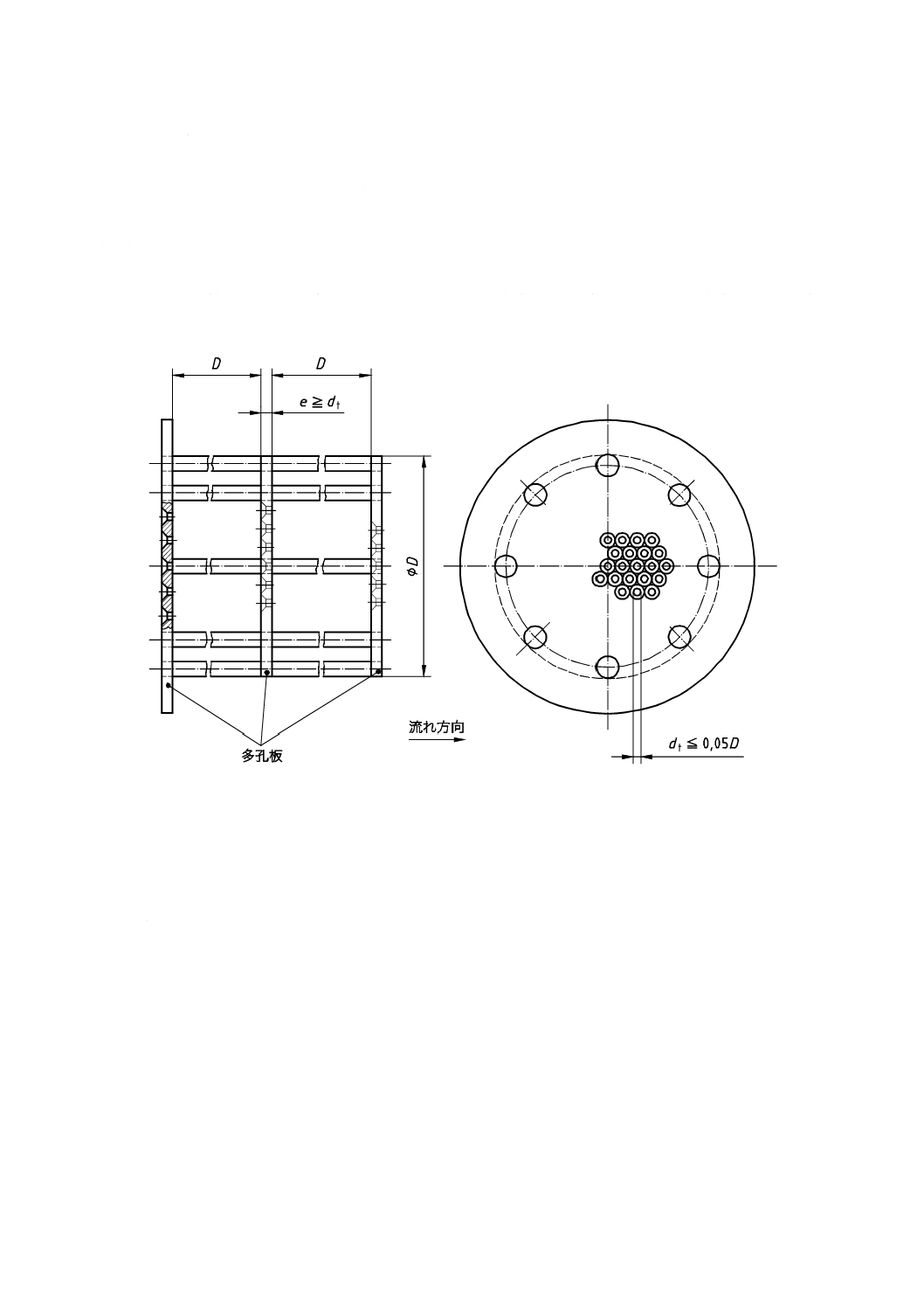
C.2.2.1 細管束形の整流格子 細管を束ねた形の整流格子は,細管を平行に束ねて互いに固定したものを
管内に固定する(附属書C図1参照)。細管がそれぞれ平行であり,管軸にも平行であることが重要であ
る。この条件が満たされないと旋回流を発生させる。
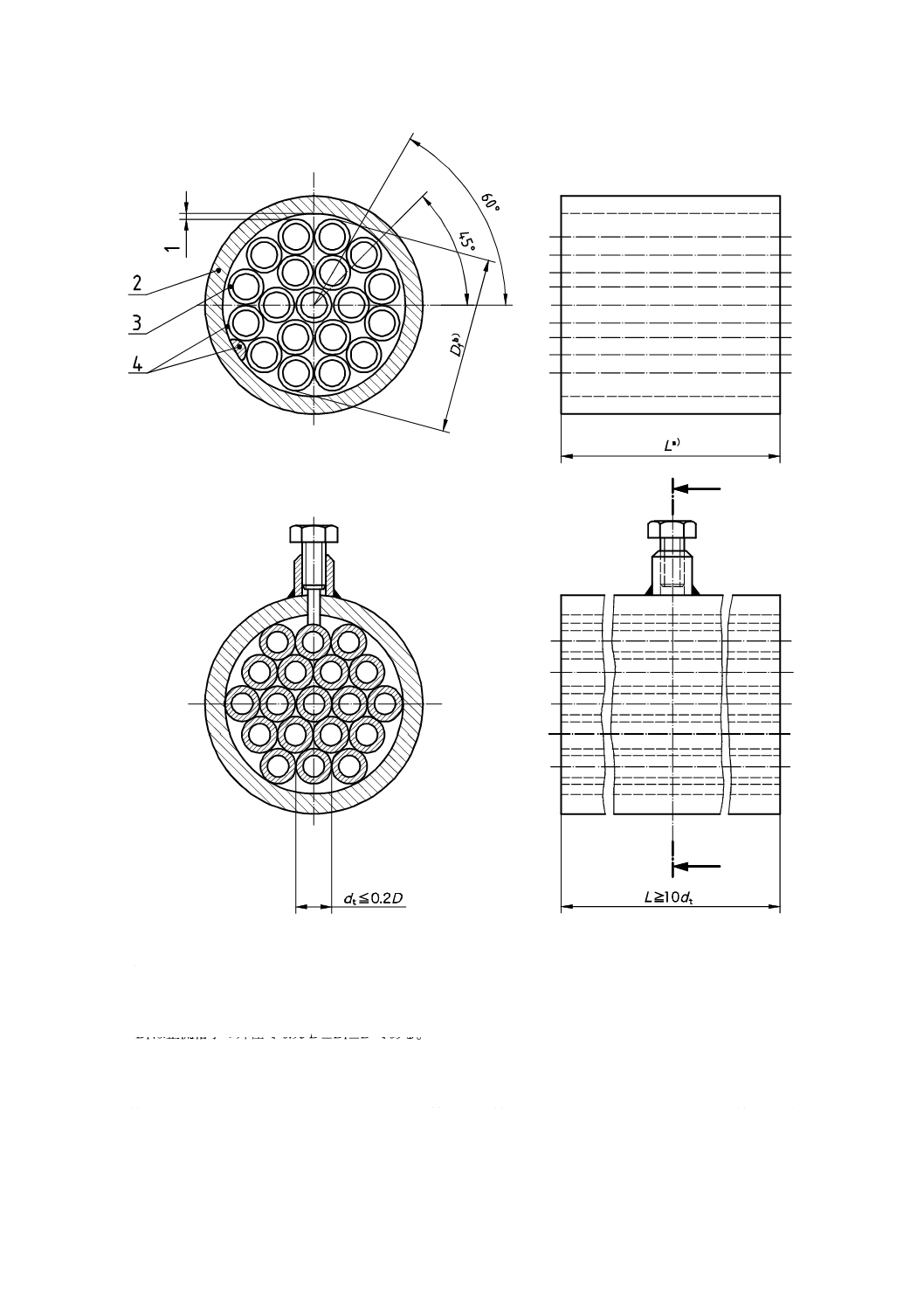
少なくとも19本の細管が必要である。管径をdt とすれば,附属書C図1のように長さは10 dt 以上必
要で,細管は互いに結合し,格子は管に固定される必要がある。
特別な場合,[19本の細管整流格子(1998)]はJIS Z 8762-2の6.3.2(管状式整流装置)に規定する。
20
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 最小間隔
2 管壁
3 細管の厚さ(0.025 D未満)
4 スペーサ(通常4か所)
注a) 長さLは2 D〜3 Dの間で通常2 Dが望ましい。
b) Dfは整流格子の外径で0.95 D≦Df≦Dである。
附属書C図 1 細管束形の整流格子の例
細管束形の整流格子の圧力損失係数(K)は,細管の数と管壁との厚さによる。しかし,19管束の整流格
子(1998)ではこの値は,約0.75である。Kは,次の式で求められる。
21
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
2
1
c
V
p
K
ρ
∆
=
ここに, Δpc: 整流格子,又は整流装置の圧力損失
V: 管の中の平均流速
細管束形の整流格子は,管の中にわずかに出ているフランジに固定する方式である。
C.2.2.2 AMCA格子 AMCA格子は,正方形メッシュのハニカムである。寸法は,附属書C図2による。
ベーンはできるだけ薄く,しかし,強度を保つ必要がある。
圧力損失係数(K)は,約0.25である。
附属書C図 2 AMCA格子
C.2.2.3 エトワール格子 エトワール格子は8枚のベーンからなり,等角度に配置され,長さは管径の2
倍である(附属書C図3 参照)。
ベーンはできるだけ薄く,しかし,強度を保つ必要がある。
圧力損失係数(K)は,約0.25である。
附属書C図 3 エトワール格子
22
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.3 整流装置
C.3.1 一般的記述 整流装置は,旋回流を軽減する,又は取り除くほかに,本体の7.3.3に規定する条件
のような流速分布を作るように設計されている。
多くの整流装置は孔のあいた板か,又は孔のあいた板を要素としてもっている。この種の装置は文献に
多く記述され,一般に細管束形の整流格子よりも,製造及び設置が容易である。整流装置は厚さがD/8程
度であり,細管束形の格子の2 Dに比べて短い点が有利である。さらに,これらは組み立てられたもので
はなく,せん(穿)孔加工によるので,信頼度の高い装置である。
これらの装置で旋回流は軽減され,同時に,適切な孔の位置とその深さによって流速分布が整えられる。
JIS Z 8762-2の附属書Bに記載されているように多数の設計が行われている。それらの板の寸法は,性能
及び圧力損失に対しての影響は大きい。
Gallagher,K-Lab NOVA,NEL (Spearman),Sprenkle及びZankerの整流装置を例として取り上げる。
C.3.2 例
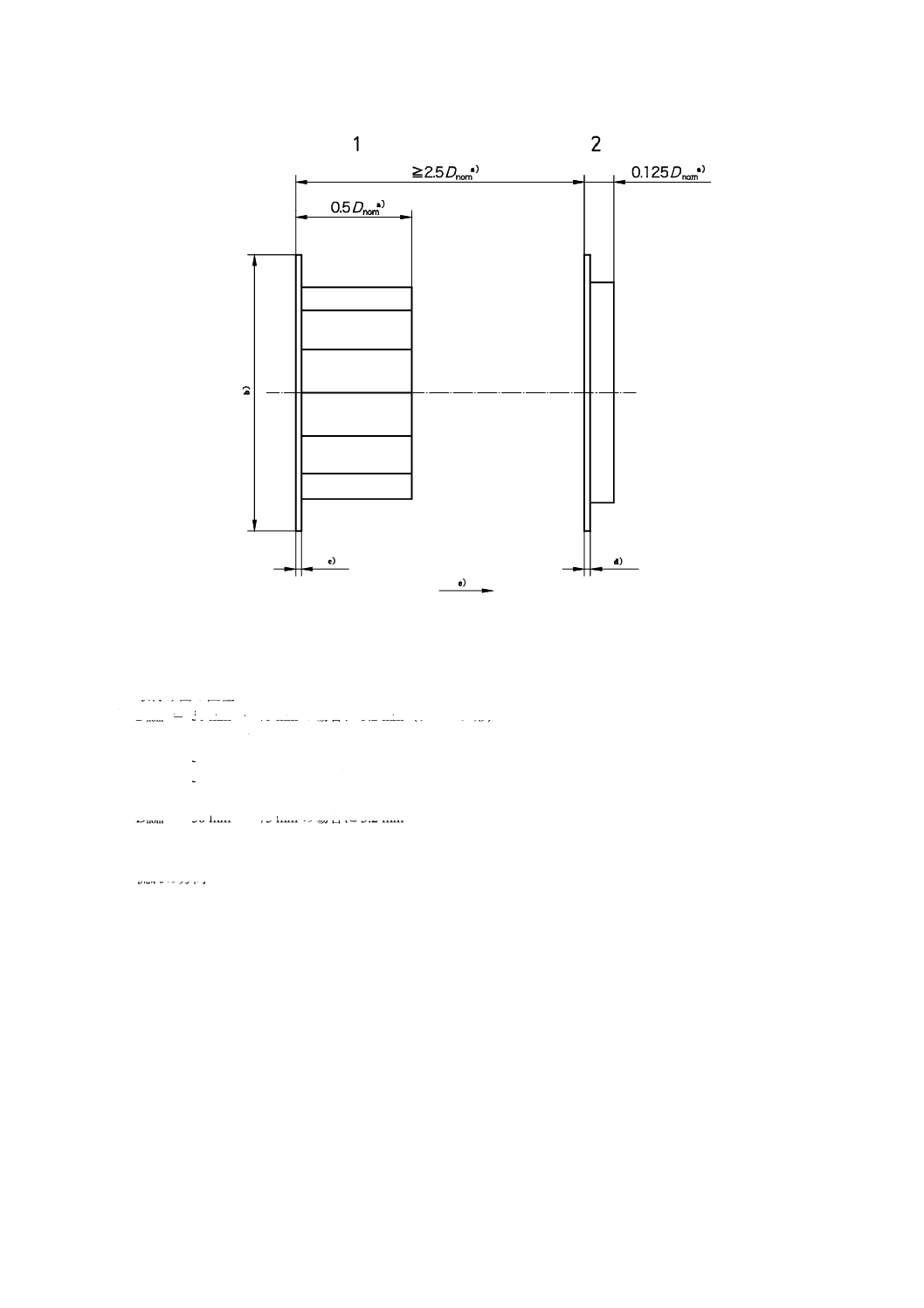
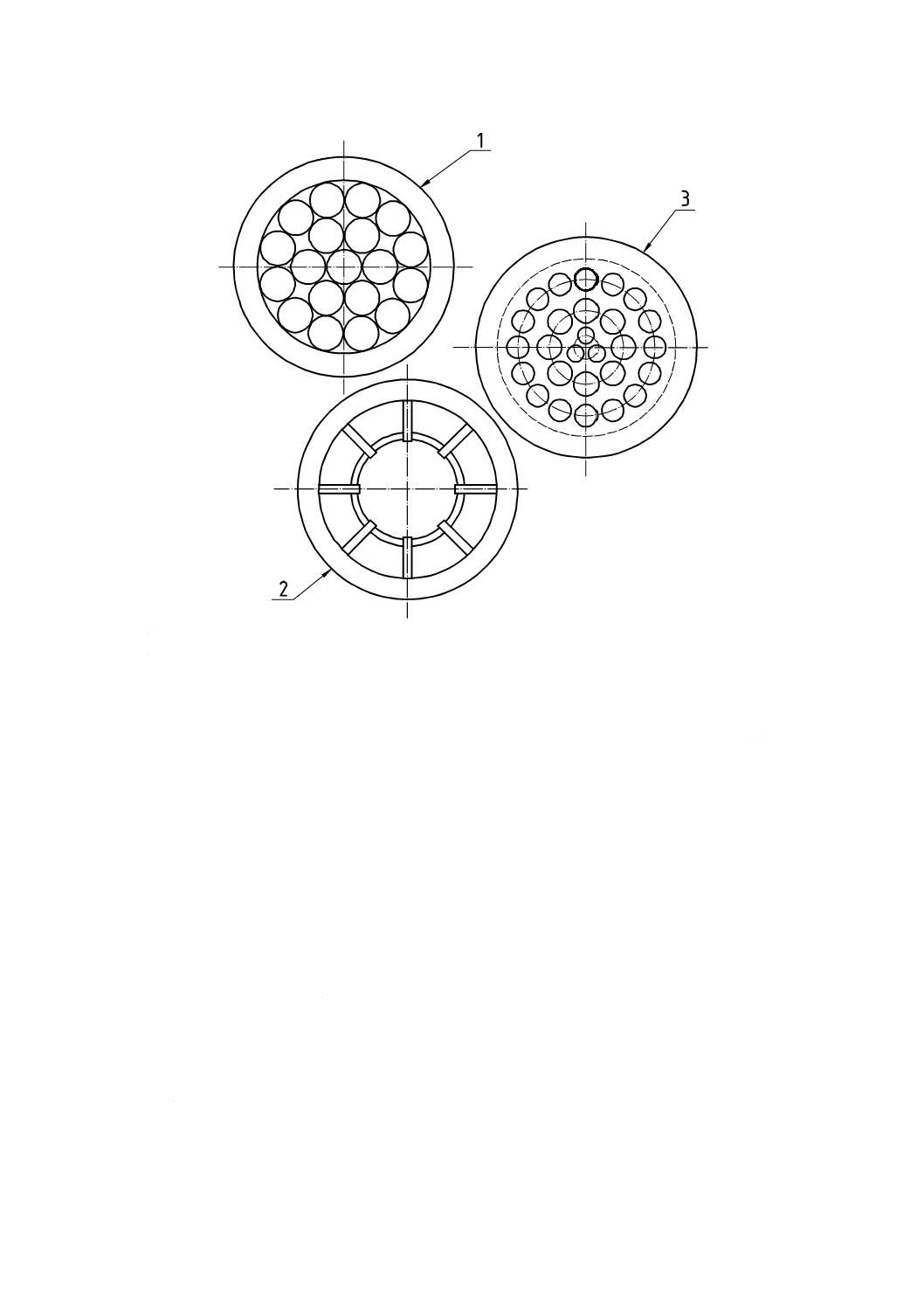
C.3.2.1 ギャラガ整流装置 ギャラガ整流装置は,特許下にある。附属書C図4及び附属書C図5のよう
に対旋回流装置,沈静室及び整流速装置からなる。
圧力損失係数(K)は製造仕様によって決まり,約2である。
23
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1 対旋回流装置
2 整流速装置
注a) 公称口径
b) 取付け面の直径
c) Dnom = 50 mm 〜 75 mmの場合に3.2 mm(チューブ形)
Dnom = 100 mm 〜 450 mmの場合に6.4 mm(チューブ形)
Dnom = 500 mm 〜 600 mmの場合に12.7 mm(チューブ形)
Dnom = 50 mm 〜 300 mmの場合に12.7 mm(ベーン形)
Dnom = 350 mm 〜 600 mmの場合に17.1 mm(ベーン形)
d) Dnom = 50 mm 〜 75 mmの場合に3.2 mm
Dnom = 100 mm 〜 450 mmの場合に6.4 mm
Dnom = 500 mm 〜 600 mmの場合に12.7 mm
e) 流れの方向
附属書C図 4 ギャラガ整流装置の配置
24
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 対旋回流装置 チューブ形:同口径の19本の管を束ねたもの
2 対旋回流装置 ベーン形:0.125 D〜0.25 Dまでの長さをもつ8枚のベーン
3 整流速装置:3−8−16パターン
備考 3−8−16パターンは
− 0.15 D〜0.155 Dのピッチサークル上の3個の孔で,孔の合計面積は管の断面積の3〜5 %に相当する。
− 0.44 D〜0.48 Dのピッチサークル上の8個の孔で,孔の合計面積は管の断面積の19〜21 %に相当する。
− 0.81 D〜0.85 Dのピッチサークル上の16個の孔で,孔の合計面積は管の断面積の25〜29 %に相当する。
附属書C図 5 ギャラガ整流装置の構成要素(正面図)
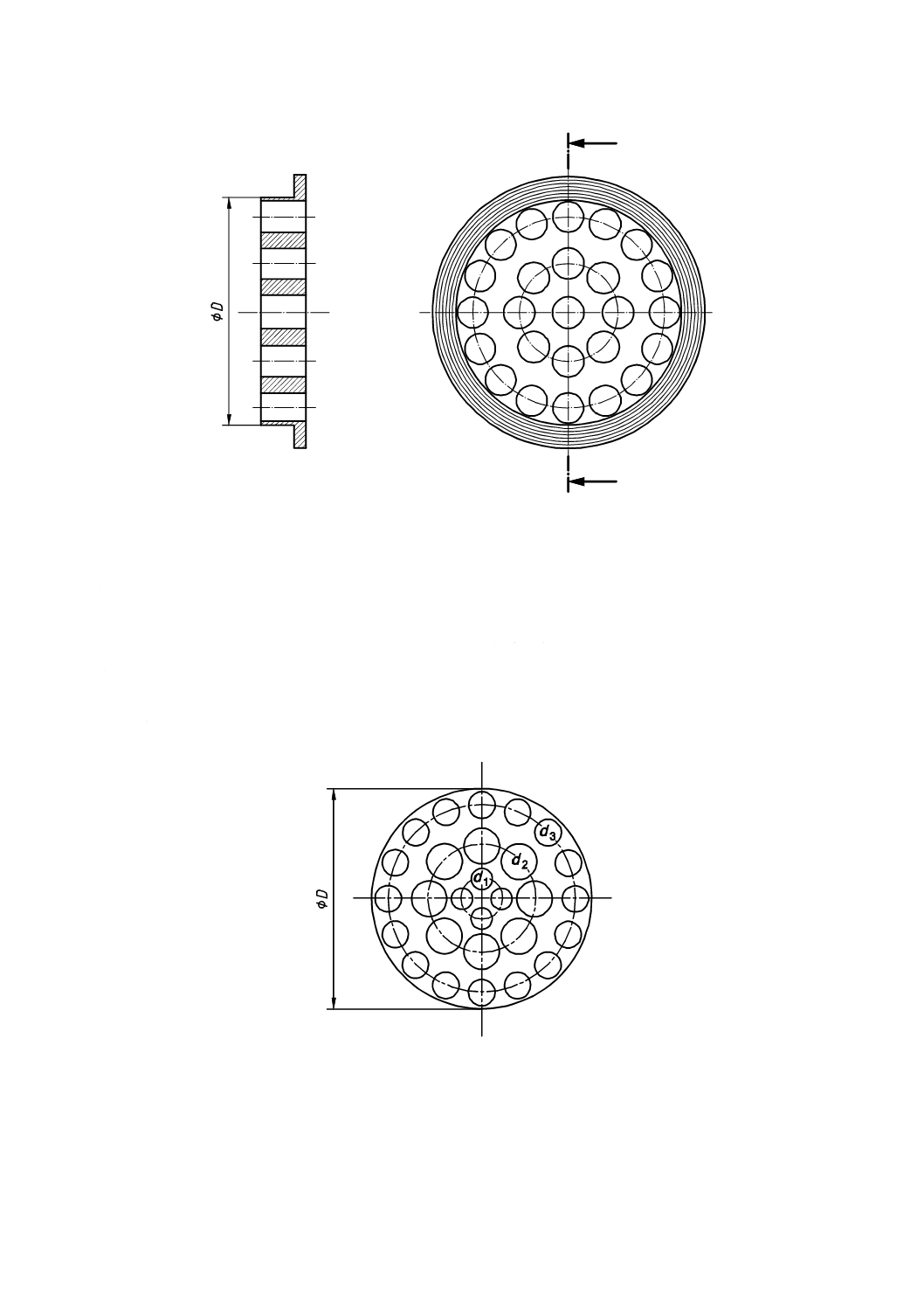
C.3.2.2 K-Lab NOVA整流板 NOVA設計のK-Labの整流装置は多孔板であり,K-Lab NOVA整流板とし
て知られており,特許下にある。これは附属書C図6のように対称な円形のパターンの25個の孔のある
板である。板の厚さtcは,0.125 D≦tc≦0.15 Dである。フランジの厚さは,適用による。外周とフランジ
との面は,フランジの形式と適用とによる。孔の寸法は,管内径(D)及びパイプレイノルズ数による。
ReD≧8×105とすれば,
− 中心の孔径は,0.186 29 D±0.000 77 D
− 8個の孔径は,0.163 D±0.000 77 Dで,その中心は0.5 D±0.5 mmの円周上にある。
− 16個の孔径は,0.120 3 D±0.000 77 Dで,その中心は0.85 D±0.5 mmの円周上にある。
8×105>ReD≧105ならば,
− 中心の孔径は,0.226 64 D±0.000 77 D
− 8個の孔径は,0.163 09 D±0.000 77 Dで,その中心は0.5 D±0.5 mmの円周上にある。
− 16個の孔径は,0.124 22 D±0.000 77 Dで,その中心は0.85 D±0.5 mmの円周上にある。
K-Lab NOVA整流板の圧力損失係数(K)は,約2である。
25
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C図 6 K-Lab NOVA整流板
C.3.2.3 NEL(Spearman)整流装置 NEL (Spearman)整流装置は,附属書C図7による。孔の寸法は,管
径Dによる。
a) 4個の孔(d1)径は,0.10 Dで,その中心は0.18 Dの円周上にある。
b) 8個の孔(d2)径は,0.16 Dで,その中心は0.48 Dの円周上にある。
c) 16個の孔(d3)径は,0.12 Dで,その中心は0.86 Dの円周上にある。
せん(穿)孔された板の厚さは,0.12 Dである。
圧力損失係数(K)は,約3.2である。
附属書C図 7 NEL (Spearman) 整流装置
26
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.3.2.4 スプレンクルの整流装置 スプレンクルの整流装置は,間隔がD±0.1 Dの間隔を置いた3枚のせ
ん(穿)孔板からなる。孔の上流側は,圧力損失を軽減するために完全に45°面取りをするのがよい。そ
して,それぞれの板の孔の全面積は,管断面面積の40 %より大きいことが望ましい。板の厚さの孔径に
対する比は少なくても1,そして孔の径は0.05 Dより小さいか又は等しいことが望ましい(附属書C図8
参照)。
3枚の板は,管路の縁にある,十分な強度をもつ,棒又はボルトで一緒に固定される。
スプレンクル整流装置の圧力損失係数(K)は,入り口側の傾斜があれば,約11であり,傾斜がなければ,
約14である。
附属書C図 8 スプレンクル格子
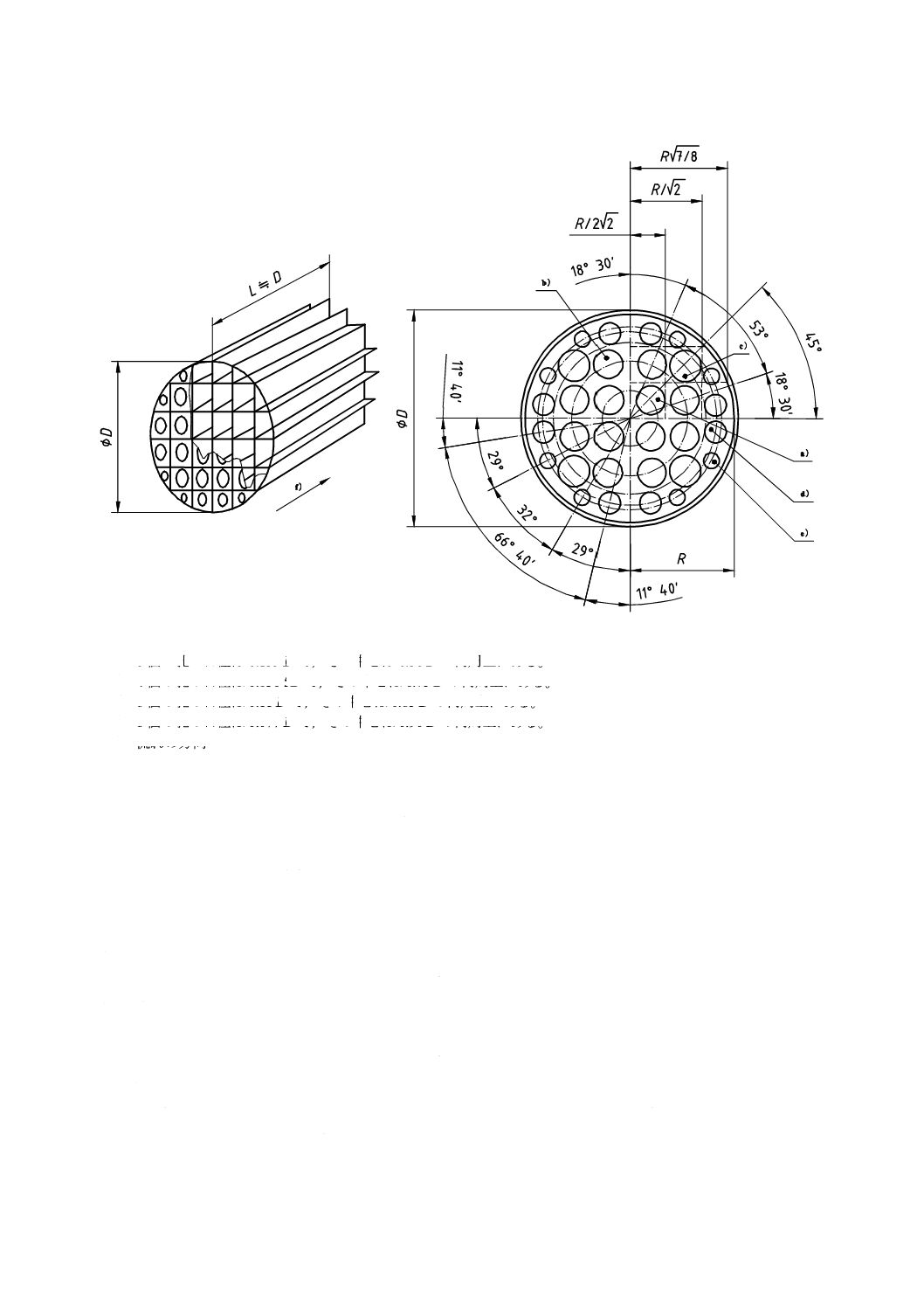
C.3.2.5 ザンカの整流装置 ザンカの整流装置は,決められた寸法の孔のあるせん(穿)孔板と,それの
下流にあるそれぞれの孔に対する流路をもつ板とからなる(附属書C図9参照)。板の厚さは強度を保つ
範囲で,できるだけ薄くする。
圧力損失係数(K)は,約5である。
27
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 4個の孔の口径は0.141 Dで,その中心は0.25 Dの円周上にある。
b) 8個の孔の口径は0.139 Dで,その中心は0.56 Dの円周上にある。
c) 4個の孔の口径は0.136 5Dで,その中心は0.75 Dの円周上にある。
d) 8個の孔の口径は0.11 Dで,その中心は0.85 Dの円周上にある。
e) 8個の孔の口径は0.077 Dで,その中心は0.90 Dの円周上にある。
f) 流れの方向
附属書C図 9 ザンカの整流装置
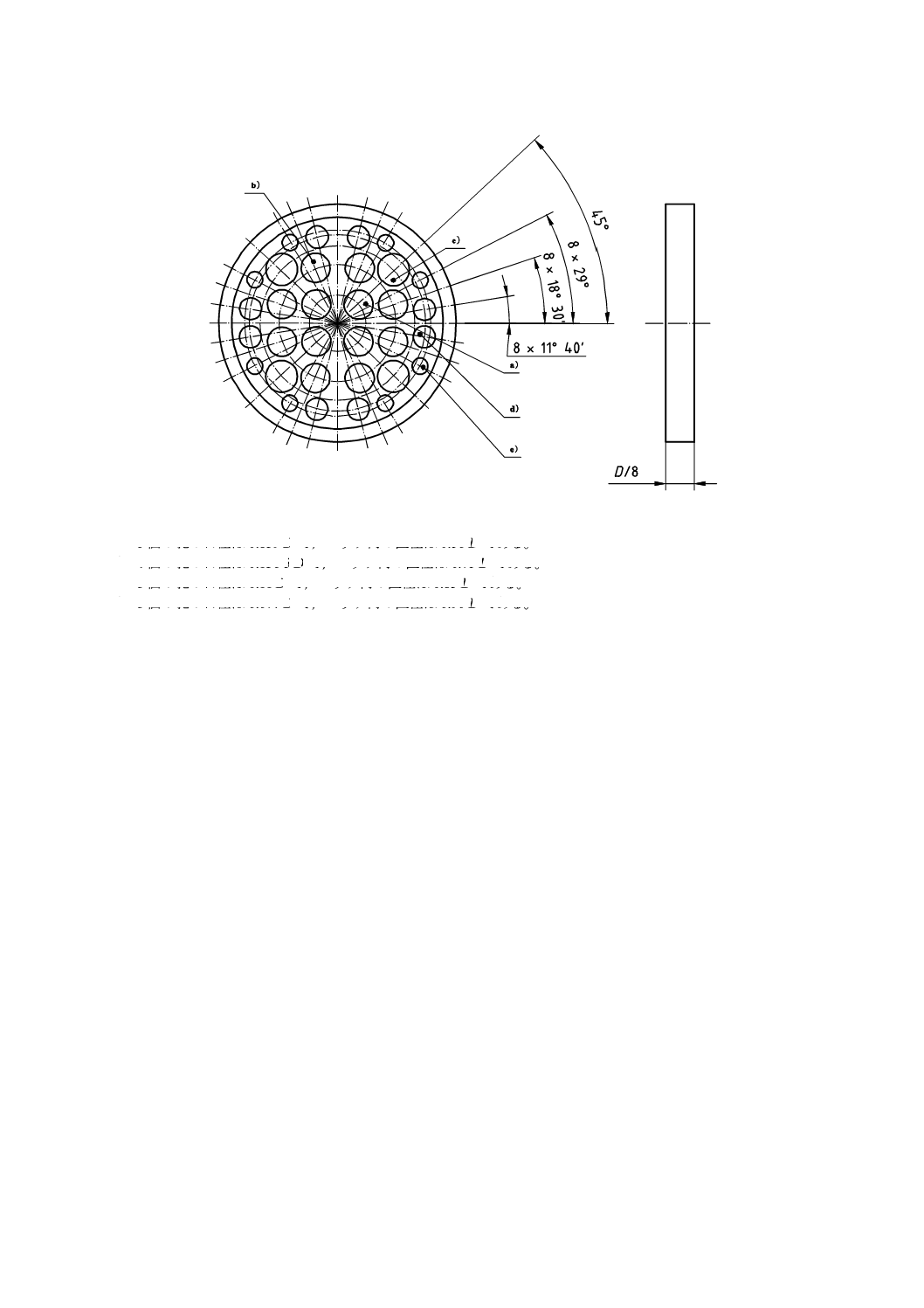
C.3.2.6 ザンカの整流板 ここで記述するザンカの整流板は,C.3.2.5の規定する整流装置の発展である。
ザンカの整流板は,孔の位置は同じであるが,板に附属しているエッグボックスハネカムがない。その代
わりに板の厚さが,D/8に増加する。
附属書C図10による,ザンカの整流板は32の孔が対称に配置されている。孔の寸法は,管路内径(D)
の関数である。(pcd:ピッチ円の直径)
a) 中心の4個の孔は,径が0.141 D±0.001 Dで,pcdは0.25 D±0.002 5 D
b) 8個の孔は,径が0.139 D±0.001 Dで,pcdは 0.56 D±0.005 6 D
c) 4個の孔は,径が0.136 5 D±0.001 Dで,pcdは 0.75 D±0.007 5 D
d) 8個の孔は,径が0.110 D±0.001 Dで,pcdは 0.85 D±0.008 5 D
e) 8個の孔は,径が0.077 D±0.001 Dで,pcdは 0.90 D±0.009 D
D<100 mmでは,孔の直径の許容差は±0.1 mmである。
せん(穿)孔板の厚さ(tc)は,0.12 D≦tc≦0.15 Dである。フランジの厚さは,適用による。外径とフラン
ジの表面とは,フランジの形と適用とによる。
28
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 4個の孔の口径は0.141 Dで,ピッチ円の直径は0.25 Dである。
b) 8個の孔の口径は0.139 Dで,ピッチ円の直径は0.56 Dである。
c) 4個の孔の口径は0.136 5 Dで,ピッチ円の直径は0.75 Dである。
d) 8個の孔の口径は0.11 Dで,ピッチ円の直径は0.85 Dである。
e) 8個の孔の口径は0.077 Dで,ピッチ円の直径は0.90 Dである。
附属書C図 10 ザンカの整流板
圧力損失係数(K)は,約3である。
29
Z 8762-1:2007 (ISO 5167-1:2003)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考)参考文献
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
[1] NIAZI,A. and THALAYASINGAM,S. Temperature changes across orifice meter. In Proc. of 19th North Sea
Flow Measurement Workshop,Norway,Paper 13,October 2001
[2] STUDZINSKI,W. and BOWEN,J. White Paper on Dynamic Effects on Orifice Measurement,Washington
D.C.,American Petroleum Institute,1997
[3] SCHLICHTING,H. Boundary layer theory. New York,McGraw-Hill,1960
[4] STUDZINSKI,W.,KARNIK,U.,LANASA,P.,MORROW,T.,GOODSON,D.,HUSAIN,Z. and
GALLAGHER,J. White Paper on Orifice Meter Installation Configuration with and without Flow Conditioners,
Washington D.C.,American Petroleum Institute,1997
[5] SHEN,J.J.S. Characterization of Swirling Flow and its Effects on Orifice Metering. SPE 22865. Richardson,
Texas: Society of Petroleum Engineers,1991
[6] READER-HARRIS,M.J.,Pipe roughness and Reynolds number limits for the orifice plate discharge coefficient
equation. In Proc. of 2nd Int. Symp. On Fluid Flow Measurement,Calgary,Canada,Arlington, Virginia:
American Gas Association,June 1990,pp. 29-43
[7] READER-HARRIS,M.J.,SATTARY,J.A. and SPEARMAN. E.P. The orifice plate discharge coefficient
equation. Progress Report No PR14: EUEC/17(EEC005). East Kilbride,Glasgow: National Engineering
Laboratory Executive Agency,May 1992
[8] ISO/TR 3313:1998,Measurement of fluid flow in closed conduits−Guidelines on the effects of flow
pulsations on flow-measurement instruments
[9] JIS B 0633:2001,製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−表面性状評価の方式及び
手順
備考 ISO 4288:1996,Geometrical Product Specifications (GPS)−Surface texture: Profile method−Rules
and procedures for the assessment of surface textureが,この規格と一致している。
[10] ISO 5168:2005,Measurement of fluid flow−Procedures for the evaluation of uncertainties
[11] ISO/TR 9464:1998,Guidelines for the use of ISO 5167-1:1991